脊柱螺钉技术解析
颈椎分为椎弓根螺钉和侧块螺钉;又可以分为上颈椎和下颈椎;
上颈椎:
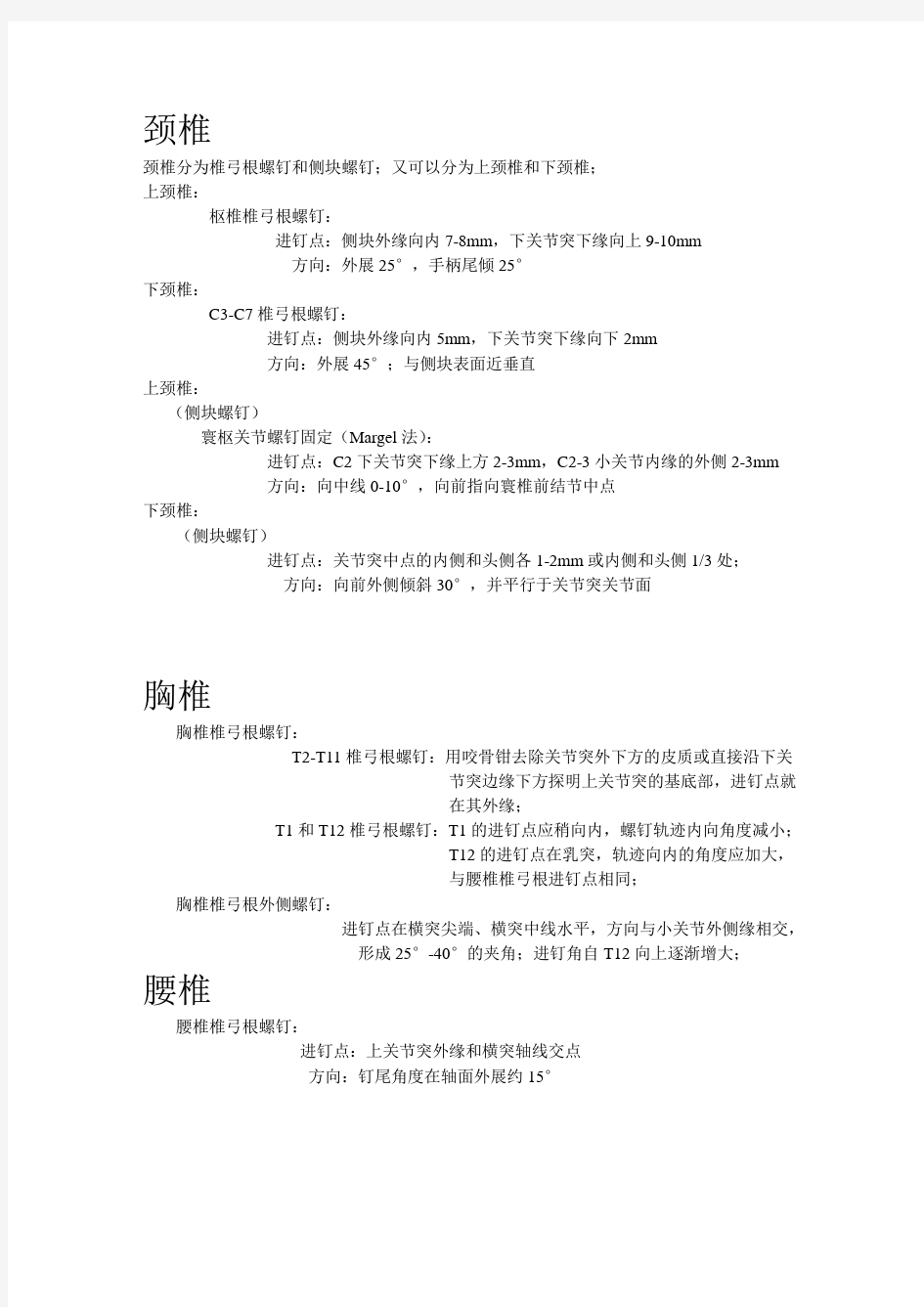
枢椎椎弓根螺钉:
进钉点:侧块外缘向内7-8mm,下关节突下缘向上9-10mm
方向:外展25°,手柄尾倾25°
下颈椎:
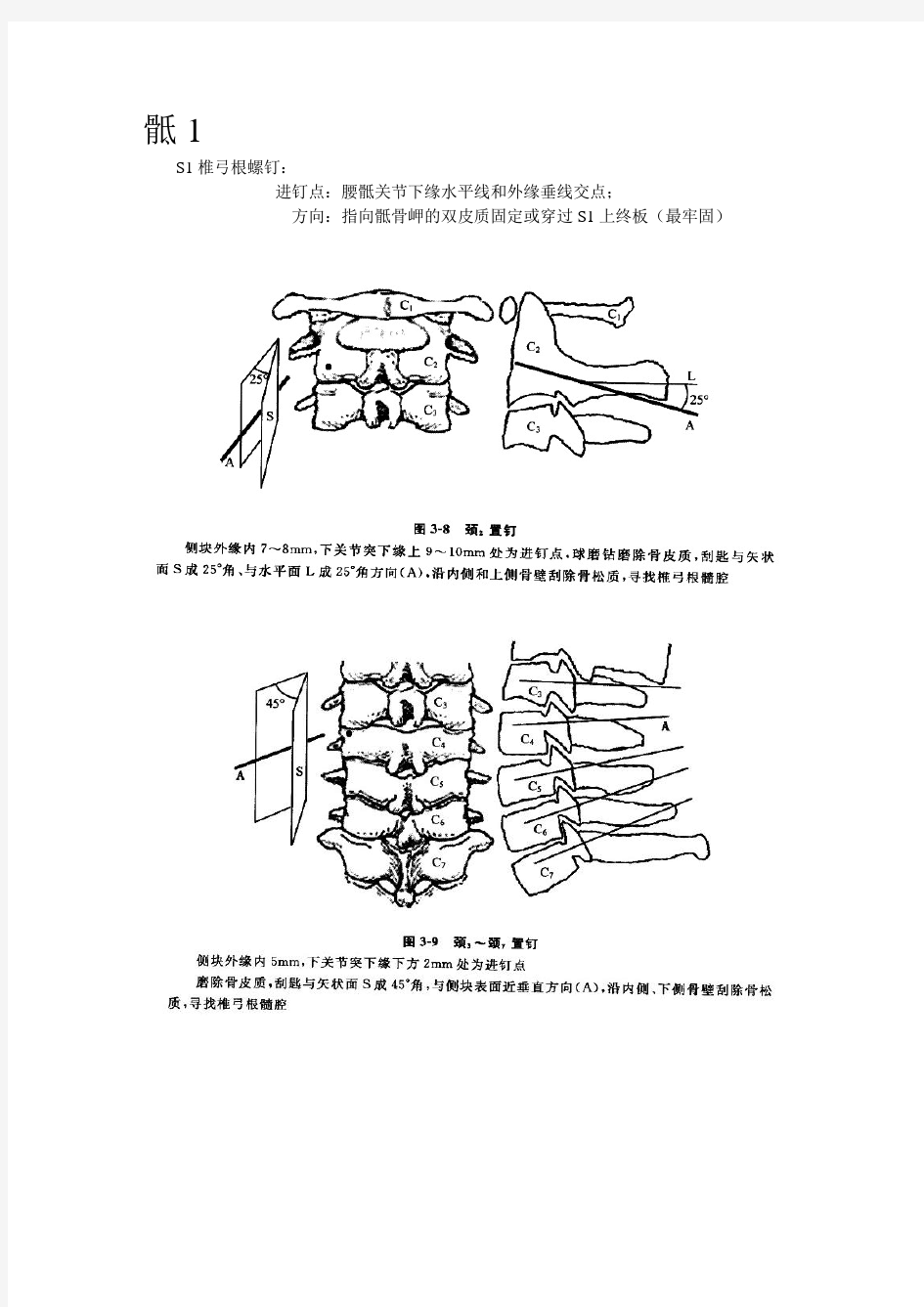
C3-C7椎弓根螺钉:
进钉点:侧块外缘向内5mm,下关节突下缘向下2mm
方向:外展45°;与侧块表面近垂直
上颈椎:
(侧块螺钉)
寰枢关节螺钉固定(Margel法):
进钉点:C2下关节突下缘上方2-3mm,C2-3小关节内缘的外侧2-3mm
方向:向中线0-10°,向前指向寰椎前结节中点
下颈椎:
(侧块螺钉)
进钉点:关节突中点的内侧和头侧各1-2mm或内侧和头侧1/3处;
方向:向前外侧倾斜30°,并平行于关节突关节面
胸椎
胸椎椎弓根螺钉:
T2-T11椎弓根螺钉:用咬骨钳去除关节突外下方的皮质或直接沿下关
节突边缘下方探明上关节突的基底部,进钉点就
在其外缘;
T1和T12椎弓根螺钉:T1的进钉点应稍向内,螺钉轨迹内向角度减小;
T12的进钉点在乳突,轨迹向内的角度应加大,
与腰椎椎弓根进钉点相同;
胸椎椎弓根外侧螺钉:
进钉点在横突尖端、横突中线水平,方向与小关节外侧缘相交,
形成25°-40°的夹角;进钉角自T12向上逐渐增大;
腰椎
腰椎椎弓根螺钉:
进钉点:上关节突外缘和横突轴线交点
方向:钉尾角度在轴面外展约15°
S1椎弓根螺钉:
进钉点:腰骶关节下缘水平线和外缘垂线交点;
方向:指向骶骨岬的双皮质固定或穿过S1上终板(最牢固)
常见进口内固定器械简介及常用脊柱内固定英文缩写
USS是Synthes公司的脊柱通用内固定系统(universal spinal system),椎弓根钉、Schanz 钉、钩(没用过,不知道是不是椎板钩)、棒等组件。虽然叫“脊柱通用”,但仅用于胸腰椎,颈椎另有一套系统称为CLICK‘s。他们家的腰椎椎体间融合器(cage)用于腰椎后路的有Plivios,CONTACT,腰椎前路的有Syncage,颈椎前路的椎间融合器也叫Syncage。 Synthes公司其实就是AO的工厂,因为AO是个学术组织,老外很在乎学术不能和money 占上关系,所以另起炉灶建了Synthes,每年给AO多少钱,购买其研究成果。因此Synthes 的东西在理念上还是很先进的,去过AO的人都认为那里的研发能力是很好的。 国内现在常见的进口脊柱器械公司还有 1、Depuy:著名的强生公司旗下骨科产品子公司,强生是大公司啦,心脏电产品的公司叫圣犹大,血管产品的叫cardios。对他家超有好感,因为前一阵他们做了个广告:是一个医生在看病,话外音说:"强生相信,有些人在做很伟大的事"。感动啊。。。这年头说咱们好的人真不多 2、Stryker:史塞克,做关节起家); 3、蛇牌:德国BRAUN兄弟公司的品牌,德文写的,第一个字母是A,实在想不起来怎么写了; 4、Medontic sofamor:美顿立,枢法模。好像是个美国公司吧,第一次接触的东西产地是以色列。个人喜欢他家的一代颈椎前路钢板zephir,新一代产品还不如这个。 还有一些我觉得不那么著名的公司,比如Blackstone,叫什么什么X的一家法国公司(据说在国外很有名),当然,可能只是我自己接触的少。另外,雅培公司的脊柱器械也即将进入中国,他家的试剂盒非常有名,奶粉广告大家天天都看得见。 USS、Click's都是厂家的不同系列,就好像NIKE最近有women、pro两个系列一样,是不同用途的产品。光强生腰椎后路内固定系统,我用过的就有3代。厂家的东西层出不穷,你是记不住的,需要知道的只是系统的特征和用途(比如是钉棒系统还是钩棒系统;固定钉还是万向钉,用于什么部位,什么入路,创伤还是退变还是畸形患者等等)。国内有时会有人写XXX(品牌名称)系统治疗腰椎骨折X例类型的文章,个人觉得题目不好,会让人觉得你是在帮产品打广告,改成“后路钉棒系统、前路人工椎体”等等会更合适,因为医生讲得是内固定的设计理念,不是谁家出了新产品。公司来人时会说的天花乱坠,好像新产品做了惊天动地的改进,其实常常只是改良了产品的外形、操作性等等,没有实质的东西。医生应该有自己的鉴别力。 强烈建议版主规定以后发帖提到内固定时也这么写,不写品牌,毕竟大家不可能把市面上所有的内固定系统都做一遍,这样更有利于交流。 个人觉得比较有用的相关缩写: 1、cage :椎间融合器(前路、后路、任何部位,用于单个椎间盘切除后的融合器都叫cage)。 2、titanium mesh:钛网,椎体次全切后用的,当然你也可以用髂骨。说到髂骨,就罗唆几句,tri-crest illiac bone graft 是三面皮质髂骨块,bone dust是碎骨,cancellous bone是松质骨,从髂骨刮取的松质骨可以说是cancellous bone dust harvested from illium. 另外,植骨一定要说明是自体auto-、同种异体allo-。 3、anterior plate:前路钢板。 4、PEEK:聚醚醚酮,新型的cage材料,X线透过,主要目的是避免钛cage不透X线,
螺丝技术知识
螺丝知识 第一部分基础知识 第一章度量 当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。 1、公制计量:(10进制) 1m =100cm=1000mm 1cm 0 12 3 4 567 8 9 10mm 2、英制计量:(8进制) 1英寸=8英分1英寸=25.4mm 3/8''×25.4 =9.52 1/16 3/16 5/16 7/169/16 11/16 13/16 15/16 0 1/8 1/4 3/8 1/25/8 3/4 7/8 1inch 3、1/4''以下的产品用番号来表示其称呼径,如: 4#,5#,6#,7#,8#,10#,12# 第二章螺纹 一、螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线凸起的形状。根据其结构 特点和用途可分为三大类: (一)、普通螺纹:牙形为三角形,用于连接或紧固零件。普通螺纹按螺距分为粗牙 和细牙螺纹两种,细牙螺纹的连接强度较高。 (二)、传动螺纹:牙形有梯形、矩形、锯形及三角形等。
(三)、密封螺纹:用于密封连接,主要是管用螺纹、锥螺纹与锥管螺纹。 二、螺纹配合等级: 螺纹配合是旋合螺纹之间松或紧的大小,配合的等级是作用在内外螺纹上偏差和公差的规定组合。 (一)、对统一英制螺纹,外螺纹有三种螺纹等级:1A、2A和3A级,内螺纹有三种等级: 1B、2B和3B级,全部都是间隙配合。等级数字越高,配合越紧。在英制 螺纹中,偏差仅规定1A和2A级,3A级的偏差为零,而且1A和2A级的等级 偏差是相等的。 等级数目越大公差越小,如图所示: 基本中径 1A 1、1A和1B级,非常松的公差等级,其适用于内外螺纹的允差配合。 2、2A和2B级,是英制系列机械紧固件规定最通用的螺纹公差等级。 3、3A和3B级,旋合形成最紧的配合,适用于公差紧的紧固件,用于安全性的 关键设计。 4、对外螺纹来说,1A和2A级有一个配合公差,3A级没有。1A级公差比2A 级公差大50%,比3A级大75%,对内螺纹来说,2B级公差比2A公差大 30%。1B级比2B级大50%,比3B级大75%。 (二)、公制螺纹,外螺纹有三种螺纹等级:4h、6h和6g,内螺纹有三种螺纹等级:5H、6 H、7H。(日标螺纹精度等级分为I、II、III三级,通常状况下为I I级)在公制螺纹中,H和h的基本偏差为零。G的基本偏差为正值,e、f和 g的基本偏差为负值。如图所示: 内螺纹
脊柱内固定基本原理
脊柱内固定基本原理 王先祥 脊柱内固定最初是从下肢体骨折的外固定支架构思而来的,作为临时复位系统并辅助脊柱融合。上世纪60年代, Harrington和Luqne问世后,扩大到脊柱创伤治疗上世纪70年代,椎弓根螺钉装置,例如Dick钉、RF钉杆装置上世纪80年代,由法国的Cotrel和Dubousset发明了C-D钉棒结合装置系统。 近年来随着脊柱外科技术的发展,特别是材料技术的发展,内固定技术在治疗脊髓脊柱病变方面越来越受到重视。本文主要重点介绍临床常用的与神经外科关系密切的的神经脊柱内固定的前路和后路常用的方法技巧,仅供我们共同参考学习。 一、颈椎内固定 1.颈椎后路固定 颈椎后路固定可通过颈椎重建固定板或钉棒系统来完成。这些技术均基于侧块螺钉的应用。 所谓侧块,亦称关节突侧块,为脊柱后外侧柱较为短小的部分,在颈椎侧块垂直方向为圆柱状,前后方向稍微扁平,前内侧与椎弓根相连,前方为横突后根,内侧为椎板,通常每一阶段均与神经根相邻,C3至C6阶段同时与椎动脉相邻。矢状面直径约12-18mm。 1.1上颈椎后路固定(C1-C2) 1.1.1 C1侧块螺钉的置入 C1侧块进针点和C2侧块进针点在同一直线上,正好位于C1后椎板的下方,C1/2关节间隙的上方。通过神经剥离子,剥离C1椎板下的软组织,显露C1侧块,进针点为侧块中点,钻头与C1后弓平行向C1前方,通常具有10゜-20゜(根据术中C臂定位)向上的倾斜角度。在矢状面上,钻头向内侧倾斜约10゜,必须穿过双层皮质,在侧位片上,当钻头至C1前结节约3mm处时停止钻入,探子探查,并测量长度,必要时进行攻丝,双 皮质置入3.5mm , 多轴螺钉。 1.1.2 C2侧块螺钉置入
GBT818_2000十字槽盘头螺钉
十字槽盘头螺钉GB/T818-2000 发布时间:2012-3-6 17:27:58 点击次数:6675次 1.本标准规定了螺纹规格为M1.6-M10,性能等级为1.8,A-50,A2-70,CU2,CU3和AL4,H型和Z 型十字槽,产品等级为A级的十字槽盘头螺钉. 如需其他技术要求,应从现行标准(如GB/T196,GB/T3106,GB/T3098.1,GB/T3098.6和GB/T30 98.10)中选择 2.引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文,本标准出版时,所示版本均为有效.所有标准都会被修订,使用本标准的各方应探计使用下列标准最新版本的可能性. GB/T90-1985紧固件验收检查,标志与包装 GB/T196-1981普通螺纹基本尺寸(直径1-600mm) GB/T197-1981普通螺纹公差与配合(直径1-355mm) GB/T944.1-1985螺钉用十字槽 GB/T1237-2000紧固件标记方法 GB/T3098.1-2000紧固件机械性能螺栓,螺钉和螺柱 GB/T3098.6-2000紧固件机械性能,不锈钢螺栓,螺钉和螺柱 GB/T3098.10-1993紧固件机械性能有色金属制造的螺栓,螺钉,螺柱和螺母 GB/T3103.1-1982紧固件公差螺栓,螺钉和螺母
GB/T3106-1982螺栓,螺钉和螺柱的公称长度和普通螺栓的螺纹长度GB/T5267-1985螺纹紧固件电镀层 GB/T5276-1985紧固件螺栓,螺钉,螺柱和螺母尺寸代号和标注GB/T5779.1-2000紧固件表面缺陷螺栓,螺钉和螺柱,一般要求 GB/T16938-1997紧固件螺栓,螺钉.螺柱和螺母通用技术条件 3.尺寸规格(如图) 注:尺寸代号和标注符合GB/T5276 无螺纹部分杆径约等于螺纹中径或通俗读物等于螺纹大径.
螺丝装配知识
螺丝装配相关知识
螺丝装配相关知识 一、螺丝各部位名称 二、螺丝类型 B 、对于自攻螺丝,可通过其螺纹数及螺旋升角再进行分类(见下表): P :螺距(mm); α:螺旋升角(℃) 螺头槽 螺纹 螺尾
三、螺丝头部形状分类 以增加其防松性和压着性(减小压强,防止螺丝头陷入部品)。
四、螺头槽的类型
六、螺丝成型简介 拉线头部成型抽牙热处理电镀包装 七、螺丝尺寸、性能检测 1、尺寸 外径、长度、螺头槽 2、性能 扭力 a、用台钳夹紧螺丝,尾部外露2~4mm,然后用扭力计调好档位(依附表相 应扭力值)扭转螺丝; b、判定:扭力计连续响三声螺丝不转不扭断为OK。 韧性 a、L≧8mm:用韧性测试仪以30度角~cm2压力冲击螺丝; b、L<8mm:将螺丝插入10°斜面夹具,用锤子垂直向下击打螺丝头部至螺 丝头贴平斜面; c、判定:螺丝不出现断裂或裂纹为OK。 抗腐蚀性能 依据标准进行盐雾试验。 高温测试 a、将螺丝锁入铝制品后放入200±10°烤箱内烘烤; b、1小时后取出观察螺丝状况; c、判定:螺丝不出现断裂或裂纹为OK。 锁附性 a、将螺丝锁附实装(锁附金属以≧扭力锁附,锁附非金属以≧3 扭力锁附), 然后再拆卸为1Cycle,共进行10Cycles; b、判定:螺丝不出现滑牙为OK。 八、螺丝装配要点 1、金属件须咬4牙以上,非金属件须咬6牙以上; 2、锁附金属以≧扭力锁附,锁附非金属以≧3 扭力锁附 九、螺丝编名方法 其表示方法为: □□□?□×□□ .□□□□□
螺丝类型直径长度表面处理备注例:JT1N 3*10 NI,附华司,环保
螺丝基本知识
螺丝基本知识 一、螺丝的定义: 螺丝就是紧固件,用来连接和紧固作用. 二、螺丝生产的标准有以下: ANSI(美国标准)、JIS(日本标准)、DIN(欧洲标准)、ISO(国际标准)、BSW(英国标准)、GB(中国国家标准) 三、螺丝的生产流程: 线材→打头→搓牙→热处理→电镀→包装 介坑、穿介子介脚 四、线材分: 1>炭钢: 低碳钢: 含碳:C%≦2.5% C1010 C1018 C1022 中碳钢: 含碳:2.5%
2>针型:跟据针的槽部的形状而命名.也就是说槽像似什么就是什么.针型如下表:
3>牙型:依据螺纹的面命名:也就是螺纹的型态.螺纹即:是一种在固体内表面可牙 表面的截面上,有均匀螺旋凸起的形状.它分为三种: a.普通螺纹(螺纹为三角形,牙径圆柱形); b.传动螺纹(螺纹为梯形), c.密封螺 纹(例如水管,牙径锥形) 我们一般用的螺丝都是普通形,其分类如下: 机械螺丝:用来连接有固定的阴螺纹的工件上,尾部无任何动作.且可分为粗牙和细牙.(用”M”表示) Type A 铁板螺丝Type AB Type B Type T 自攻螺丝 BT 三角牙PT
CT ST 还有:高低牙(HL)、双丝牙(TF)、五爪牙(FT)、木牙(W)、BJ牙……. 4>尾型:螺丝尾巴的型态.例如: 尖尾狗尾束尾圆尾 六、螺丝的表示方法: 1>产品的表示方法: 1 2 3 4 5 6 7 P ±M 3 X 10 圆尾 1表示头型2表示针型(如果是+字针则不写) 3表示牙型4表示公称外径5无意连接6公称称长度7尾形(没有不用写) 英国表示方法: 美国表示方法: P ±M 1/8-48 X 3/8” P ±M #4-40X 3/8” 1/8表示公称外径48表示一英寸牙数为48牙#4表示公称外径40表示一英寸牙数为40牙 2>f/n的含义: 1 2 3 4 5 6 7 8 9 J P M 2 – 30 10 N1 H 01 1表示生产标准,2、3表头型及牙型,4表示针型, 5为公称外径即:M3 ,6表示公称长度为10, 7表示电镀8表示是否加硬,9表示流水号. 七、度量问题: 当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。 1、公制计量:(10进制)
螺栓紧固的技术要求
螺栓紧固的技术要求 法兰紧固件的检查: 一、垫片: 1、安装时,确保垫片是新的且是干净和干燥的,并检查垫片是否有缺陷和毁坏。 2、在任何情况下垫片都不能重复利用. 3、在安装前,确认使用的垫片尺寸及等级与法兰的标识一致。 二、法兰面: 1、安装前检查法兰面是否有损坏,如划痕,刻痕,泥,腐蚀和毛刺,径向穿过法兰密封面水纹线的凹痕、划痕深度超过0.2mm,且覆盖面超过垫片密封面宽度一半时,法兰必须重换或者密封面重新加工。 2、法兰背面螺母支撑面位置应是平行和光滑的。 三、螺栓和螺母: 1、根据管线等级图检查螺栓直径和长度的正确性。
2、螺纹和接触面不得有污垢、铁锈、重皮、刻痕、毛刺、碎屑和其它在紧固过程中影响扭矩的外部物质。 3、B8和B8M的所有等级的螺栓不允许重复利用。 4、不允许用焊接或机加工方法修补螺栓。 5、在法兰安装紧固完后,至少有两个螺纹露在螺母外面。 四、螺柱螺栓和螺母的润滑: 1、螺栓和螺母使用前必须进行润滑处理,使螺栓紧固时有低的摩擦系数以及提高螺栓螺母的抗滑丝、抗腐蚀性能。 2、螺柱螺纹、螺母螺纹和接触面在使用涂润滑油前必须脱脂和干燥。 3、对螺栓螺纹、螺母螺纹、螺母承载面、垫圈、法兰上的螺母支撑面应正当地使用统一的润滑油. 螺栓紧固方法的选择: 一、普通应用:普通应用条件下的法兰螺栓紧固可以根据螺栓尺寸和法兰等级通过用拧紧扳手或锤击扳手的不可控方法进行也可用扭矩扳手或液压螺栓拉伸器的可控方法进行。 二、严格应用:严格应用条件下的法兰螺栓紧固只能通过用扭矩扳手或液压螺栓拉伸器的可控方法
进行。螺栓尺寸和法兰等级决定使用扭矩扳手或液压螺栓拉伸器。 紧固技术要求: 一、法兰对中的检查: 1、对标准法兰而言,螺栓能自由穿入螺栓孔即认为是对中的。 2、在管道与管道法兰安装中,松开相邻管道支撑并且调整至正确的对中。当安装管道至设备时,只调节管道。 3、在任何情况下都不能调节设备来到达对中。 4、通过测量预接头的两片匹配法兰之间的间隙来确认法兰面的平行度误差。对8个螺栓的法兰在4个近似相等的间隔位置进行间隙测量;对8~32个螺栓的法兰,每隔一个螺栓进行间隙测量;对超过32个螺栓的法兰在16个近似相等的间隔位置进行间隙测量。 二、螺栓连接及紧固步骤: 1、在螺栓紧固程序中用螺栓紧固顺序图对每个螺栓孔进行顺序编号。 2、在1,2,3,4的位置用4个螺栓为垫片进行定位,确保缠绕垫片中心在突缘边沿以内。 3、用手紧固这4个螺栓,接着插入其它螺柱螺栓并手紧使其载荷平衡,确保螺母两端每端至少露出
不锈钢螺丝的材料技术要求
不锈钢螺丝的材料技术要求 生产制造不锈钢螺丝的或者比较熟悉不锈钢螺丝的采购人员都知道不锈钢螺丝是通过不锈钢线材墩 打成形,后经过搓牙,最后在把不锈钢螺丝清洗,才能使不锈钢螺丝光亮。我们也知道不锈钢螺丝的材料,也就是我们专业讲的不锈钢螺丝的材质,这不锈钢螺丝的材质有分为不锈钢201,不锈钢304,不锈钢316等的材质,不锈钢我们用英文字母的间称为SUS。一般情况下,不锈钢外六角螺丝,比如说不锈钢304外六角螺丝,我们用SUS304外六角螺丝,我们就知道是不锈钢304的外六角螺丝。 下面创固不锈钢螺丝简单介绍一下不锈钢螺丝的一些材料技术的要求,望指导。 螺栓、螺钉和螺柱(3098.3-2000),螺母(3098.15-2000),紧定螺钉(3098.16-2000)。按有关国家标准生产的五金螺丝适用的不锈钢材料。 除非供需双方另有协议,化学成分应在钢组规定的范围内,由制造者选择。 在有晶间腐蚀倾向的场合,推荐按ISO3651-1或ISO3651-2的规定进行试验。在此情况下,推荐采用稳定型的A3和A5,或者采用含碳量不超过0.03%的A2和A4不锈钢。
表1 不锈钢组别与化学成分 (1)除已表明者外,均系最大值。 (2)硫可用硒代替。 (3)如镍含量低于8%,则锰的最小含量必须为5%。 (4)镍含量大于8%时,对铜的最小含量不予限制。 (5)钼含量可能在制造者的说明书中出现,但对某些使用场合,如有必要限定钼的极限含量,则必须在订单中由用户注明。 (6)钼含量可能在制造者的说明书中出现。 (7)如铬含量低于17%,则镍的最小含量应为12%。 (8)对最大含碳量达到0.03%的奥氏体不锈钢,氮含量最高可达到0.22%。 (9)为了稳定组织,钛含量应≥5×C%-0.8%,并应按本表适当标志或者铌和(或)钽含量应≥10×C%-1.0%。并应按本表适当标志。 (10)对较大直径的产品。为达到规定的机械性能,在制造者的说明书中,可能有较高的碳含量,但对奥氏体钢不应超过0.12%。 (11)钛含量可能为≥5×C%-0.8%。 (12)钛含量可能为≥10×C%-1.0%。 这些不锈钢螺丝的材料里的金属元素,各分配的含量有一个比较科学的数,测试这些元素的含量需要经过相应的仪器去测量。不锈钢螺丝具有较强的扛腐蚀能力,因此在一些重要的产品部件上,使起着非常重要的作用。所以不锈钢螺丝为什么能运用这么广泛的原因之一。 资料整理——东莞市泽洋金属材料有限公司(东莞泽洋金属材料) https://www.360docs.net/doc/9a13910526.html, https://www.360docs.net/doc/9a13910526.html,
国内常用椎弓根螺钉内固定技术复习过程
国内常用椎弓根螺钉内固定技术 发布时间:2008-05-15 18:50:30 来源:浏览次数:57 一、Steffee椎弓根螺钉槽式钢板复位固定1986年,Steffee在Roy—Camille椎弓根螺钉钢板的基础上作了改良,钢板由螺孔式改为开槽式,更好的适应椎弓根间距的不同。 为消除钢板与脊柱间的松动,螺钉采用双螺帽把钢板与脊柱固定。螺钉前段为松质骨螺钉式样,后段为一般细螺纹式样。 【适应证】 (1)滑脱伴腰痛病史在半年以上,经非手术治疗无效者。 (2)有下肢神经根受损症状及体征者。 (3)有腰椎管狭窄症状或伴有腰椎间盘突出症者。 (4)滑脱虽<Ⅱ度,但有明显节段性不稳定者,或不同时期X线片对比滑脱有进行性加重者。 【蘩忌证】 (1)年龄较大,60岁以上,虽有腰椎滑脱但临床症状甚轻者。 (2)严重骨质疏松症患者。 (3)病史很长,已有骨桥形成,已形成自身稳定者。 (4)合并脊柱非细菌性炎症、结核等疾病。 [Page] 【手术步骤】 1.麻醉全身麻醉或持续硬脊膜外麻醉。 2.体位俯卧位,与腰椎及腰骶椎后侧手术途径相同。 3.切口与腰骶椎后侧全椎板显露途径相同。 4.显露椎板、关节突及横突与腰骶椎后侧全椎板显露方法相同。 5.确定病椎、椎弓根定点及植入螺钉用Kocher钳夹住病椎棘突,上、下活动,可见两侧峡部处有异常活动,椎板浮动,就可确定病椎节段。I~Ⅱ度滑脱在病椎及其上、下各一节段植入
椎弓根螺钉,而Ⅲ~Ⅳ度滑脱螺钉植入需上、下各两节段,方法与器械使用基本上与椎弓根短节段脊椎内固定器相似。椎弓根螺钉植入必须与终板平行、椎体后缘垂直,与矢状面呈向内倾斜5。~15。。S1椎弓根定点和螺钉方向的掌握比较困难,一般应在第1骶孔上方7mm偏外7mm,紧贴sl上关节突的外缘或sl上关节突软骨面中点上方2mm,除与脊柱纵轴呈15。(TSA)外,同时向尾侧与S。终板平行,即矢状角(SSA)要求O。,约与躯干纵轴呈向尾侧35。左右植入。两侧螺钉在矢状面上尽可能植入在一直线上,以便钢板可顺利套人螺钉尾部。 钻孔后插入平头长克氏针,根据手感将克氏针平头插入椎弓根、椎体、直抵椎体前皮质测量其深度,选用合适长度的螺钉,腰椎一般螺钉长35~45mm,直径均为5mm。在C型臂X线监视器配合下,用椎弓根短节段脊柱内固定器中的T形复位杆内丝攻与长度适当的Steffee螺钉尾连接,将螺钉旋人椎弓根至椎体,使前段松质骨螺钉均进入椎弓根。 一般认为螺钉植人为螺钉通过长度的80%较为安全。也有人认为为了增加病椎植入螺钉的拉力,螺钉尖端深度可钻入前方皮质l~2mm,但宜慎重,或螺钉斜向终板下。在骨质疏松患者慎用椎弓根系统,必须用时需要在螺钉通道中注入骨水泥。 沿外露的后段螺钉旋入螺帽,螺帽的尖端向下旋紧,紧贴椎弓根,固定节段螺钉螺帽均旋人后,凿平关节突,为钢板植入做准备。 植入钢板前注意两侧各l排4枚螺钉尽可能在一直线上,以便钢板顺利的套入。将钢板弯成相应的脊柱弧度,两侧各1块钢板套入4枚螺钉,使钢板紧贴置放在螺帽上。 钢板上外露出的螺钉尾部,再旋入1枚螺帽,螺帽尖端向下旋紧,使嵌入钢板的沟槽内,并与钢板下螺帽对抗拧紧。这样可避免了如Roy—Camille钢板螺钉与螺孔间有“肘节toggle"运动,在螺钉钢板交界处产生高剪负荷,并发断钉。 6.全椎板切除减压及复位固定滑脱病人均可进行病椎峡部处纤维结缔组织及松动的椎板切除减压,小关节亦应部分切除以利神经根减压。I~Ⅱ度滑脱可依靠旋紧病椎椎弓根螺钉在钢板上方的螺帽时提拉复位;Ⅲ~Ⅳ度滑脱,需切除小关节突,切除椎间盘。以L5滑脱为例,用Cobb骨膜剥离器插入椎间隙撬起移位的L5椎体.松动软组织,以利复位。复位方法;待病椎上、下螺钉均已植入后,先将直的槽式钢板套入每一螺钉尾部的螺帽上。两侧同时逐渐旋紧L5钢板上的螺帽,使L5滑脱逐渐提拉复位。一旦复位后,将一侧直钢板先取下,弯成相应腰前凸弧度再次置人,螺帽旋紧固定后,再将对侧直钢板取下,同样弯成相应弧度,螺帽旋紧固定。 7.植骨取髂骨的方法,可直接延长原切口分离显露髂后上棘,切开骨膜进行髂骨外板剥离,用椎板拉钩牵开暴露后,骨凿取0.5cm×2.5cm×O.2cm大小髂骨外板骨条及刮取松质骨块备用。 I~Ⅱ度滑脱一般可行后外侧骶骨翼侧块、横突间植骨;若L5Ⅲ~Ⅳ度滑脱可行椎问植骨,需在上述钢板未置人前,凿除S。上部圆形的部分及L5终板,利用已植入的L。
螺纹连接的技术要求
螺纹连接的技术要求 1)螺钉、螺栓和螺母紧固时严禁打击或使用不合适的旋具与扳手。紧固后螺钉槽、螺母和螺钉、螺钉头部 不得损伤。 2)有规定拧紧力矩要求的紧固件,应采用力矩扳手紧固,未规定拧紧力矩的螺栓,其拧紧力可参考下表的 规定。 3)同一零件用多个螺钉或螺栓紧固时,各螺钉或螺栓需按一定顺序逐步拧紧,如有定位销,应从靠近定位 销的螺钉或螺栓开始,见图58-9。 4)用双螺母时,应先装薄螺母、后装厚螺母。 5)螺钉、螺栓和螺母拧紧后,一般螺钉、螺栓应露出螺母1~2个螺距。 6)螺钉、螺栓和螺母拧紧后,其支承面应与被紧固零件贴合。 7)沉头螺钉拧紧后,钉头不得高出沉孔端面。 此外,根据具体的工作状况,还可能要求达到规定的配合,螺栓、螺母不发生偏移或弯曲。放松装置可靠等等。
一般螺栓拧紧力矩 许多大型的机械设备的紧固均采用高强度螺栓联接。这种螺栓预紧力大、调整精准、使用范围广且安装方便,仅用力矩就可达到预紧力的要求,大大减少了设备的检修维护时间。 高强度螺栓的安装过程:安装时先旋紧螺母,以消除螺母与接合面的间隙为止。然后使用力矩扳手以10%-50%的规定预紧力先后按常规的多螺栓对称紧固操作,然后以预紧力的75%和100%分别绕圆周顺序依次紧固。如果所用预紧螺栓较长,则需要重复最后一步的过程,消除长螺栓弹性变形带来的误差,达到最终预紧力。 高强度螺栓的卸松过程:第一个预紧螺栓开始,逆时针将其完成卸松,然后再顺时针转动,使螺栓刚
好顶住接合面。然后依次对每个螺栓重复以上步骤。当卸松最后一个预紧螺栓后,第一个螺栓又会被拉紧,通常需要重复2-3个过程才能将螺母用手卸掉。这种预紧和卸松过程虽然复杂,但各螺栓受力一致,可避免个别螺栓因承载过大而损坏。 高强度螺栓的日常维护:要求定期用力矩扳手检查预紧力是否为规定值。当遇到检修或必须拆卸时要严格按照拆卸步骤进行。拆卸后将各旋合部分润滑,将螺母垫圈更换或当其变形量小于0.01㎜时,可将其翻过来使用。若遇到难以拆卸的情况时,可使用润滑喷剂如WD-40,润滑油等,至少要尽力拆下一条预紧螺栓,将其润滑后,用110%的预紧力矩紧固,这时其相邻的两个螺栓就会松动,重复以上步骤,最后按照拆卸步骤将螺母全部卸下。 高强度螺栓的使用,极大的方便了安装与维护。对于大型螺栓和螺母预紧时,还可考虑采用大力矩专用紧固工具如液压扳手等。但是在螺栓损坏或缺失的情况下,严禁使用普通等级螺栓来代替高强预紧螺栓,以保证高强度螺栓的安全使用,防止事故发生。
螺丝基础知识(2010-11)
螺丝基础知识
目录?一、螺丝制造工艺过程 ?二、螺丝材料 ?三、螺丝头型 ?四、螺丝牙型 ?五、组合螺丝 ?六、热处理 ?七、表面处理 ?八、防松处理 ?九、日信螺丝命名规则
螺丝材料 一、材料种类: 1.常用低碳钢牌号:1006(SWRCH6A)、1008(SWRCH8A)、1010(SWRCH10A)、1012(SWRCH12A)、1015(SWRCH15A)、 1018(SWRCH18)、1022(SWRCH22A) 等(括号前面是美标牌号,括号里面是日标牌号) 2.常用中碳钢牌号:10358(SWRCH35K)、1040(SWRCH40K)、1045(SWRCH45K) 等 3.常用不锈钢材料:SUS302、SUS304、SUS316、SUS316L、SUS410、SUS420、SUS430、SUS431、SUS416等 4.常用铬合金钢:35ACR、40ACR等 5.常用锰合金钢:65Mn 等 6.常用硼合金钢:10B21等 7.常用铬钼钢:SCM415、SCM420、SCM435 等 8.常用铜材:H65、H68、H70、磷青铜等 二、日信公司常用材质及其性能: 螺 钉 种 类 螺钉 热 处理不热处理渗碳热处理 真空热处理 (淬火+回火) 常用材 低碳钢 美国C1006 日本 不锈钢 日本SUS304 不锈钢 日本SUS316 铜材 国标H65、 H68、H70 低碳钢 美国C1018 日本SWRCH 不锈铁 C1: SUS410 C1: SUS420 冷镦用金属材料 黑 色 金 属 有 色 金 属碳 素 钢 合 金 钢 低碳钢 (含 碳量0.22% 以下) 中 碳 钢 ( 含 碳 量 0.22%~0.45%) 镍 铬 钢 ( 不 锈 钢 ) 铬 钢 锰 钢 硼 合 金 钢 铬 钼 钢 铜 合 金 铝 合 金 锌 镁 钛 贵 金 属
手术技巧:经皮胸、腰椎弓根螺钉置入技术
手术技巧:经皮胸、腰椎弓根螺钉置入技术
手术技巧:经皮胸、腰椎弓根螺钉置入技术 2014-08-15 12:58 来源:丁香园作者:jianmolanyin 字体大小 -|+ 目前脊柱微创手术越来越流行,微创技术的一个重要组成部分便是经皮椎弓根螺钉(percutaneous pedicle screw ,PPS)的置入。经皮微创椎弓根螺钉置入技术不需要传统后路 大的手术切口、不需要广泛剥离和牵拉椎旁肌肉、避免术后疼痛并缩短恢复时间。 据报道传统的开放置钉技术椎弓根螺钉错置率 高达40%,但仅5.7%穿透了椎弓根内侧壁造成了严重后果。由于神经根经根过椎弓根的内侧及下侧,因此螺钉错置尤其是穿透内侧壁或下壁时会造成严重的神经症状。如果椎弓根螺钉误入椎弓根外侧则会影响到固定的稳定性导致固定不 确切。 先前一项尸体研究表明经皮置钉的椎弓根总体 穿透率为10%,该作者的的另一项研究中利用计算机断层扫描(CT)来验证螺钉置入情况,结果发现螺钉误置率为6.6%(主要影响到S1)。
目前对椎弓根螺钉误置的定义不明确,评价方法多种多样,导致文献中螺钉误置发生率差异较大。 尽管经皮置钉已广泛应用于传统的脊柱退行性 变疾病,但在创伤方面的应用仍然较少。Verlaan 等人注意到创伤患者更易术中出血或感染,所以他们认为经皮置钉更适合于创伤患者。Daniel 等人对此进行了专题研究,并介绍了手术技巧。本研究的首要目的是描述一种在二维透视下对 创伤患者行经皮置钉技术并评估其临床准确性,其次是通过对无脊柱骨折患者的椎体进行研究 来确定该技术的有效性。患者行手术内固定的指征:脊柱存在力学不稳定的患者,如脊柱过伸性损伤、屈曲压缩损伤、因创伤发现的病理性骨折、无神经压迫症状的不稳定性的爆裂骨折或因爆 裂骨折而行椎体切除等前路手术后需要360°融合的患者。 手术操作过程: 患者以标准的方式置于Jackson手术台上,前后位透视确认并标记后正中线切口,在每个置钉点的3点钟位置或者9点钟位置置入Jamshidi针,Jamshidi针应靠椎弓根的外侧部分。通过前后位
全脊柱椎弓根螺钉技术
全脊柱椎弓根螺钉技术 张文玺1 王斌2 溧阳市人民医院骨科1 南京市鼓楼医院脊柱外科2 一、简史 boucher[1]于1959 年首先将椎弓根螺钉固定应用于腰椎的融合。1969年Harrington和Tullor运用经椎弓根螺钉内固定使2例高位脊柱滑脱患者得以复位。1970年法国和瑞士的医生开始把椎弓根螺钉用于临床,CotrelandDubousset、Dick、Roy—Camille和Louis相继报道了临床成功的病例。随着上世纪80年代以后椎弓根螺钉器械经过不断的改善得到广泛的接受,应用椎弓根螺钉结合植骨融合逐渐成为相关疾病的治疗金标准。Whitecloud[2]认为,椎弓根是脊椎上最为坚强的部分,是对脊柱进行操作和制动的有效作用点。通过椎弓根器械的正确安放,就可以免除脊柱的钩-杆系统中的固定钩或luque系统中的椎板下钢丝对腰椎管造成的医源性的狭窄。而且与前代固定系统相比,椎弓根器械可以在获得有效固定的同时,维持脊柱的正常解剖,最大限度地保留脊柱的运动节段。在同一器械的不同节段,可以分别进行牵开、压缩、旋转、恢复前凸以及椎体的向前和向后平移。Vanden- berghe[3] 等在尸体研究中发现,与先前的其它器械如harrin gton、hartshill 框架及luque 技术相比,椎弓根器械的力学优点更胜一筹。在控制各个方向的异常活动包括旋转活动方面作用明显,并且由于椎弓根器械对于三柱均有良好的稳定作用和其自身的通用性,在保持和重建腰椎生理前凸方面的作用也非常可靠。 二、基础研究 1、解剖学研究 a、颈、胸、腰段的椎弓根形态各异,腰段椎弓根髓腔宽均小于相应的髓腔高,故应以髓腔宽确定螺钉直径,L1、L2髓腔宽不足其高的1/2。Ebraheim.测量认为椎弓根内侧至硬膜囊间距离,椎弓根至邻近上下神经根的距离分别为1.5、5.3、1.5mm,神经根上下径3.8-4.6mm,神经根走行33.7-3
第三代脊柱内固定系统在成人脊柱侧凸中的应用
第三代脊柱内固定系统在成人脊柱侧凸中应用的疗效评价 李明刘洋倪春鸿朱晓东白玉树赵新刚侯铁胜 【摘要】目的回顾分析TSRH、CD、Isola等第三代脊柱内固定系统在成人脊柱侧凸矫治中的应用并评价其疗效。方法回顾分析1999年7月至2003年1月间运用TSRH、CD、Isola脊柱内固定系统治疗的35例成人脊柱侧凸患者,包括成人特发性脊柱侧凸及退变性脊柱侧凸。术前冠状面主弯Cobb角平均58.10 (420-950),采用前后路联合矫形或单纯后路矫形手术方法。平均随访20个月(10-48个月)。通过影像学资料对术前术后冠状面和矢状面的矫形效果对比分析并通过C7椎体中点距骶中线(CVSL)的距离来分析躯干平衡的重建,通过关于自我评估的问卷调查来获得患者主观治疗效果评价。结果所有病人术后外观矫形效果明显(p<0.05)。总体冠状面主弯平均Cobb角矫正53.2%。末次随访冠状面Cobb角平均丢失4.3o。C7中点距CVSL由术前的平均2.6cm矫正为术后的0.24cm。通过随访期间的问卷调查80%以上的患者对外观改善、疼痛的缓解表示满意,2人术后气胸、血胸,1人胸腔积液,3人术后随访1年后仍主诉腰背部疼痛,其中2人为临近节段退变,1人为假关节形成。结论根据影像学研究及患者自我评价表明,对于成人脊柱侧凸,第三代脊柱内固定系统能得到冠状面上较高的矫正率、重建躯干平衡,并且可以获得患者较高的满意度,并发症较少。 【关键词】成人脊柱侧凸,影像学分析,外科治疗,疼痛 The efficacy of third-generation instrumentation for the treatment of adult scoliosis LI Ming*, LIU Yang , NI Chunhong, ZHU Xiaodong, BAI Yushu ,ZHAO Xingang , HOU Tiesheng,. *Department of Orthopediac ,Changhai Hospital ,Shanghai 200433,China [Abstract] Objective:Methods:Results:Conclusion: [Keywords] Adult scoliosis; Radiographic analysis;Surgical treatment ;Pain 本课题受军队“十五”科研基金项目资助(项目编号01MA149)和国家自然科学基金(项 目编号024119027)资助 作者单位:上海市第二军医大学附属长海医院骨科200433 近十年来,随着对成人脊柱侧凸自然病史认识程度的加深以及矫形内固定技术的提高,其矫治手术的成功率大为提高。虽然目前国际上在成人脊柱侧凸的基础与临床研究方面取得了较大的进展,但由于疾病本身的复杂性,对成人脊柱侧凸正确的评估及成功的治疗仍然是目前脊柱外科领域一个巨大的挑战【1】。 成人脊柱侧凸的患病率为1.4%到12%【2,3】,随着社会人口老龄化的趋势,由于退变等原因造成的脊柱侧凸其发病率逐年升高,成人脊柱侧凸已成为社会广泛关注的健康问题,其常见的临床症状有疼痛、脊柱畸形、冠状面或矢状面失平衡、弯曲进展,较少见的有椎管狭窄与神经根性症状,由于畸形及功能障碍所引起患者社会心理因素的异常亦是相当重要的方面【1,4】。对于成人脊柱侧凸而言,获得脊柱平衡,减缓疼痛,获得坚强融合是手术最主要的目的,同时矫正畸形带来的外观改善亦能缓解患者社会心理的异常【4,5】。与青少年脊柱侧凸相比,成人脊柱侧凸手术治疗的风险和产生并发症的可能性要大得多。 大多数国外文献关于成人脊柱侧凸手术治疗的报道均为Harrington内固定系统【6-9】,而第三代脊柱内固定系统如CD、TSRH、ISOLA等用于成人脊柱侧凸的报道则鲜见报道。本文分析了35例应用第三代脊柱内固定系统矫形的成人脊柱侧凸患者,随访至少10个月。通过术前术后客观影像学数据及标准的侧凸患者自我评估问卷调查来评价手术治疗的效果。 病例与方法 自1999年6月至2003年1月间,我们收治了35例成人脊柱侧凸患者,特发性脊柱侧凸29例,
铝制松不脱螺钉技术要求
铝制松不脱螺钉技术要求(Captive Screw)
修订记录
1 目的和适用范围 目的 结构外购件技术要求是描述公司结构外购件的受控性文件,其作用为: 供应厂商进行产品设计、生产和检验的依据。 品质部门验货、退货的依据。 物料部门进行采购的依据。 对供应厂商产品质量进行技术认证的依据。 结构设计部门选用结构外购件的依据。 适用范围 本技术要求适用于铝制松不脱螺钉的选型、采购与检验。 2 引用的相关标准 下列文件中的条款通过本规范的引用而成为本规范的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本规范。 《不锈钢紧固件质量要求》 《电镀锌质量要求》 3 项目编码与建模命名 项目编码 无。 建模命名 型号NAME PNAME PCODE PBOM_CODE FC-3-1fc-3-1captive screw FC-3-1 screw FC-3-1B screw FC-3-2 screw FC-3-2B screw FC-3-3 screw FC-3-3B screw FC-3-3BL screw FC-3-4 screw FC-3-4B
screw FC-4 screw FC-4B screw FC-6B 加长。 4 功能描述 松不脱螺钉用于拉手条、插箱等的固定,操作方便,而且当螺钉松开时,螺钉不会松脱。松不脱螺钉可用手拧或用螺丝刀拧。 5 要求 一般要求 结构和外形尺寸 1)结构尺寸 松不脱螺钉要求具有一定的浮动量:FC-4、FC-4B和FC-6B的浮动量为:;其余型号浮动量为:。 松不脱螺钉主要由旋钮、涨铆套、螺钉、弹簧组成,见图1: 图1 松不脱螺钉结构及尺寸示意图 型号适合板厚开孔直径 + Driver Size A±B±C(Max)G±T1±T2E± FC-3-1
椎弓根钉技术
Chaise: 我来说说腰椎椎弓根螺钉 一.进钉点的定位: 1.交点法:横突中点水平线与上关节突外缘垂线的交点为进针点; 2.人字嵴顶点法。 二.进钉角度: 在L1-L3椎弓根螺钉应与矢状面呈5-10度的内侧夹角,在L4-L5椎弓根钉应与矢状面呈10-15度的内侧夹角。 在L1-L4椎弓根螺钉应与水平面平行,即垂直脊柱重心线方向,由于L5椎体本身是倾斜的,进入方向应向下与水平面呈10度夹角。 本人的经验:术前X线估计椎弓根倾斜角度,术中先插入定位针,透视下调整角度。 三.进钉深度和直径: 一般情况为40-45mm,侧位X线检查,定位针深度不超过椎体前后径的80%为宜。直径一般为6mm。 骶椎椎弓根钉 一进钉点的定位:上关节外缘切线和上关节下缘水平线的交点。
二进钉角度: 内倾25°,俯卧位时向头侧偏向25-30°,瞄向骶骨岬,进入软骨下骨。 三进钉深度和直径: 深度30-35mm,直径6.5-7.0mm。 Dming: 个人认为,各种进钉点都可以,将各种进钉点画在一起能出现一个进钉区域。我们可以称之为进钉区。只要在此区域进钉在不在椎弓根里只剩一个角度的问题了。所以说进钉点有时并不是很重要了。具有一般的知识,在一般的病号上面进钉点不是主要问题。个人习惯问题。在此区域确定了自己习惯的进钉点后,置入定位针,透视,确定方向,OK了。 进钉区域自己画画就行了。 stillshine2000: 一.进钉点的定位 1.腰椎椎弓根定点标志:用固定椎得上关节突外缘垂直延长线与横突中轴水平线的交点,该处椎板外缘有一典型骨嵴,定点标志也相当于紧靠骨嵴外上方的凹陷处。 2.胸椎椎弓根定点标志:位于小关节的下缘与小关节中线交点的外侧3mm。 二.进钉角度 1.椎弓根钉与矢状面的夹角:一般是T10~L1为5度,L2~L4为5度到10度,L4~L5~S1 为10度到15度。 2.腰椎椎弓根钉与水平面的夹角:基本为水平位L5稍向下与水平面成5到10度角 skylin2046: 在腰椎,椎弓根螺钉的入钉点定位在椎板峡部,横突的中线和上关节突的交界处。最头端的进钉点要适当调整,以避免损伤到临近的融合范围以外的小关节。进入点可选择在横突基部稍偏外侧。S1的进钉点S1上关节突的基部。
脊柱螺钉技术
脊柱螺钉技术 -标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
颈椎 颈椎分为椎弓根螺钉和侧块螺钉;又可以分为上颈椎和下颈椎; 上颈椎: 枢椎椎弓根螺钉: 进钉点:侧块外缘向内7-8mm,下关节突下缘向上9-10mm 方向:外展25°,手柄尾倾25° 下颈椎: C3-C7椎弓根螺钉: 进钉点:侧块外缘向内5mm,下关节突下缘向下2mm 方向:外展45°;与侧块表面近垂直 上颈椎: (侧块螺钉) 寰枢关节螺钉固定(Margel法): 进钉点:C2下关节突下缘上方2-3mm,C2-3小关节内缘的外侧2-3mm 方向:向中线0-10°,向前指向寰椎前结节中点 下颈椎: (侧块螺钉) 进钉点:关节突中点的内侧和头侧各1-2mm或内侧和头侧1/3处; 方向:向前外侧倾斜30°,并平行于关节突关节面 胸椎 胸椎椎弓根螺钉: T2-T11椎弓根螺钉:用咬骨钳去除关节突外下方的皮质或直接沿下关 节突边缘下方探明上关节突的基底部,进钉点就 在其外缘; T1和T12椎弓根螺钉:T1的进钉点应稍向内,螺钉轨迹内向角度 减小;
T12的进钉点在乳突,轨迹向内的角度应加大, 与腰椎椎弓根进钉点相同; 胸椎椎弓根外侧螺钉: 进钉点在横突尖端、横突中线水平,方向与小关节外侧缘相交, 形成25°-40°的夹角;进钉角自T12向上逐渐增大; 腰椎 腰椎椎弓根螺钉: 进钉点:上关节突外缘和横突轴线交点 方向:钉尾角度在轴面外展约15° 骶1 S1椎弓根螺钉: 进钉点:腰骶关节下缘水平线和外缘垂线交点; 方向:指向骶骨岬的双皮质固定或穿过S1上终板(最牢固)
自攻螺丝规格表及螺丝基础知识(优质严制)
自攻螺丝規格表-JIS JIS 公称尺寸T1.2 T1.4 T1.6 T1.7 T2.0 T2.3 T2.5 T2.6 T3.0 T3.5 T4.0 T4.5 T5.0 螺纹尾形AB AB AB AB AB AB AB A AB A AB A AB A AB A AB A AB B B B B B.BT B.BT B.BT B B B B B B BT BT BT BT BT BT 每寸扣数T.P.I 64 56 48 48 40 32 28 28 24 18 20 16 18 14 16 12 16 外径 最大(mm) 1.2 1.4 1.6 1.7 2 2.3 2.5 2.7 2.6 3.1 3 3.65 3.5 4.15 4 4.65 4.5 5.2 5 最小(mm) 1.15 1.35 1.52 1.62 1.9 2.2 2.4 2.6 2.5 3 2.9 3.5 3.4 4 3.85 4.5 4.35 5 4.85 内径 最大(mm) 1 1.1 1.3 1.4 1.5 1.7 1.9 1.9 2 2.2 2.3 2.6 2.7 3 3.3 3.4 3.7 3.8 最小(mm) 0.95 1.05 1.2 1.3 1.4 1.6 1.8 1.8 1.9 2.1 2.2 2.5 2.6 2.9 3.2 3.3 3.5 3.6 长度(mm) > 2.5 2.5 2.5 2.5 3 4 4 4 4 6 8 8 10 < 6 6 8 8 15 18 20 25 40 50 50 50 50 自攻螺丝规格表-ANSI ANSI B18.6.3 公称尺寸#2 #3 #4 #5 #6 #7 #8 #10 #12 螺纹尾形 AB AB A AB A AB A AB A AB A AB A AB A AB B.BT B.BT B.BT B.BT B.BT B.BT B.BT B.BT B.BT 每寸扣数T.I.P 32 23 24 20 18 20 16 19 15 18 12 16 11 14 外径 最大(mm) 2.24 2.57 2.9 3.3 3.58 3.53 4.01 3.91 4.27 4.22 4.93 4.8 5.61 5.46 最小(mm) 2.13 2.46 2.79 3.2 3.46 3.43 3.86 3.79 4.12 4.09 4.78 4.65 5.64 5.31 内径 最大(mm) 1.63 1.91 2.11 2.18 2.41 2.39 2.59 2.64 2.9 3.92 3.12 3.1 3.38 3.58 4.11 4.17 最小(mm) 1.52 1.8 1.98 2.08 2.29 2.44 2.52 2.74 2.77 3.2 3.43 3.94 3.99 长度(mm) > 1/8 3/16 3/16 1/4 1/4 5/16 5/16 5/16 3/8 < 5/8 3/84 1.25 1.5 2 2 2 2 2