回流焊温度测试作业指导书

文件编号版本A 编制部门SMT工程部页码第1页/共一页 为确保SMT炉温设定正常,特制定本规范。二、范围
SMT焊接适用
三、权责
1)技术人员:依锡膏厂商提供温度曲线设定与量测温度
2)IPQC:确认回焊炉温度设定是否与炉温曲线图相同
四、无铅炉温管理条件
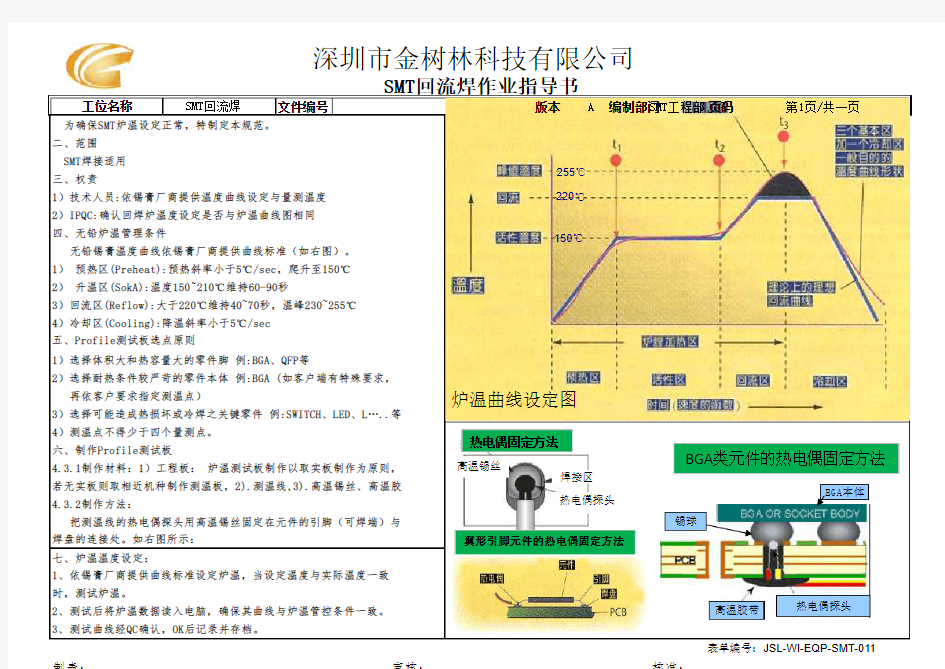
无铅锡膏温度曲线依锡膏厂商提供曲线标准(如右图)。
1) 预热区(Preheat):预热斜率小于5℃/sec,爬升至150℃
2) 升温区(SokA):温度150?210℃维持60-90秒
3)回流区(Reflow):大于220℃维持40~70秒,温峰230~255℃
4)冷却区(Cooling):降温斜率小于5℃/sec
1)选择体积大和热容量大的零件脚 例:BGA、QFP等
2)选择耐热条件较严苛的零件本体 例:BGA (如客户端有特殊要求, 再依客户要求指定测温点)
3)选择可能造成热损坏或冷焊之关键零件 例:SWITCH、LED、L…..等
4)测温点不得少于四个量测点。
六、制作Profile测试板
4.3.1制作材料:1)工程板: 炉温测试板制作以取实板制作为原则,4.3.2制作方法:
把测温线的热电偶探头用高温锡丝固定在元件的引脚(可焊端)与表单编号:JSL-WI-EQP-SMT-011制表:审核:核准:
3、测试曲线经QC确认,OK后记录并存档。
若无实板则取相近机种制作测温板,2).测温线,3).高温锡丝、高温胶
焊盘的连接处。如右图所示:
七、炉温温度设定:
1、依锡膏厂商提供曲线标准设定炉温,当设定温度与实际温度一致时,测试炉温。
2、测试后将炉温数据读入电脑,确保其曲线与炉温管控条件一致。
深圳市金树林科技有限公司
SMT回流焊作业指导书
工位名称
SMT回流焊 五、Profile测试板选点原则
炉温曲线设定图 255℃ 150℃ 220℃ 高温锡丝 焊接区 热电偶探头 BGA 本体 高温胶带 热电偶探头
锡球 热电偶固定方法 BGA 类元件的热电偶固定方法 翼形引脚元件的热电偶固定方法