工序改善分析表
工厂改善方案模板
工厂改善方案模板一、改善的目标。
咱们厂啊,就像一艘大船,现在有点开得慢、耗油还多。
咱们的目标呢,就是让这艘大船开得又快又稳,还能少烧油。
具体来说,就是提高生产效率、降低成本、提升产品质量,让咱们厂在市场这个大海里更有竞争力,多赚钱,大家的腰包也都能鼓起来。
二、现状分析。
# (一)生产流程方面。
1. 流程繁琐。
咱们现在的生产流程就像走迷宫似的,一道工序接一道工序,绕来绕去。
比如说,零件从A车间到B车间,本来直线距离就能过去,非得绕个大弯子,经过好几个不必要的环节,这就浪费了好多时间。
就像一个人要从家到公司,本来可以直接走大路,却非得先去菜市场逛一圈再去,多耽误事啊。
2. 等待时间长。
在生产过程中,各个工序之间的衔接也不顺畅。
经常是上一道工序完成了,下一道工序的设备或者人员还没准备好,这零件就得在那干等着。
这就好比接力赛,前面的人都跑过来了,后面接棒的人还在系鞋带呢,这不就耽误整个比赛的进度了嘛。
# (二)设备管理方面。
1. 设备老化。
咱厂里有些设备啊,那可都是老古董了。
就像一个老人,虽然还能干活,但是动作迟缓,还时不时地出点小毛病。
这些老设备不仅生产速度慢,而且维修成本还高。
每次一坏,维修师傅就得像医生一样,费好大的劲才能把它治好。
2. 设备利用率低。
有些设备啊,一天到晚大部分时间都在闲着。
这就好比买了一辆豪车,结果一天就开那么一小会儿,多浪费啊。
这是因为咱们没有合理地安排生产任务,导致设备不能充分发挥作用。
# (三)人员管理方面。
1. 员工积极性不高。
我发现咱们厂里有些员工啊,工作起来就像没睡醒似的,提不起精神。
这是为啥呢?一方面是工资待遇可能不太合理,干多干少一个样,那谁还愿意拼命干啊?另一方面,员工的工作环境也不太好,又热又吵的,谁能有好心情工作呢?2. 员工技能参差不齐。
咱们厂的员工技能水平那是高低不一啊。
有的员工就像武林高手,干啥都又快又好;有的员工呢,就像刚入门的小徒弟,还得慢慢摸索。
自动化水平分析改善表

产品名称/料号:
工序 No. 工序 名称 设备 名称 机台 编号
承认:
作业内容 上料 (定位) 设备 运转 下料 (取出) 检查
徐慧君
制表:
自働化 改善后自 层级 动化层级
送料到 下工站
改善说明
1
插压螺母
压螺母机
人工
自働
人工
人工
人工
3 端子预插后利用流道 翻转进入Tail折弯﹐ 实行着着化
人工
人工
人工
2
4
6 7
导通 终检&包装
导通测试机 自动包装机
人工 人工
自働 自动
人工 自働
人工 人工
人工 \
3 4
4
注:
自働化层级定义
自动化层级 说明
4 3 2 1
着着化,人工定位但不需人取工件 着脱化,需人工定位及取工件 双手作业,治具固定 单手作业,一手作治具握持
动化分析与改善表
预计完成 日期
11月30日
11月30日
2
端子预插及压入 端子压入机
人工
自働
人工
人工
人工
3
4
3 4
一二道Tail折弯 Tail折弯机 盖盖子及压盖子 盖子压入机
人工 人工
自働 自働
自働 人工
人工 人工
人工 人工
4 3 改水平定位﹐利用夹 具压紧﹐人机分离﹐ 实行着着化 导通测试自动退件改 善﹐实现着着化
5Hale Waihona Puke 定长裁切边料裁切机
人工
人机同时作业
生产全流程分析与改进CHECKLIST
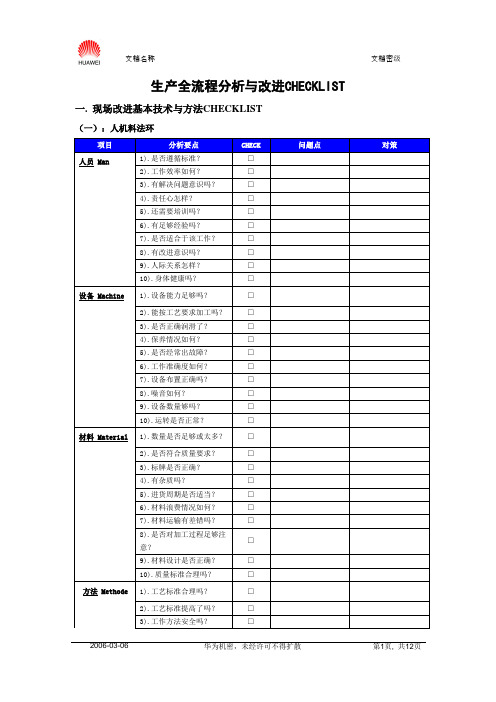
生产全流程分析与改进CHECKLIST 一.现场改进基本技术与方法CHECKLIST(一):人机料法环(二):5W2H(三):消除浪费对策二. 现场改进流程CHECKLIST1. 全流程程序分析分析要点:工序关系,物流次序、瓶颈工序、关键工序(控制评审点) 关键方法:ECRS 四大原则、五个方面、程序分析、5W2H (结合使用) 1) ECRS 原则2)五个方面3)程序分析2.全流程操作分析分析要点:整理工序操作流程;消除工序操作中不经济、停滞现象;工序操作中作业进行优化,消除不经济现象关键方法:人机操作分析;联合操作分析;双手操作分析1)人机操作分析目的:在机器的工作过程中,调查、了解在操作周期内,人与机的相互联系,以充分调动人与机的能量及平衡操作的分析。
要点:•人力作业时序分布•机器作业时序分布•合理分布人机时序•优化人机时序分布•提高人机工作效率2)联合操作分析定义:在生产现场,对常有两个或两个以上的操作员同时对一台机器(一项工作),进行工作,对其进行作业分析。
目的:取消或減少空閒或等待時間,以達到縮短工期要点:•发掘空闲时间•平衡人机工作•减少工作周期•合理分配人机•提高设备效率3)双手操作分析定义:调查、了解生产现场工人如何用双手进行实际操作的情况,称双手操作分析。
目的:雙手動作規範、平穩,去除無效動作,改變不合理的物料、工具、設備位置。
要点:•双手操作情况•用6W方式提问•有无优化动作•实施简化合并操作分析检讨点:3. 全流程动作分析分析要点:(1)了解操作者身体部位的动作顺序和方法;(2)了解以两手为中心的人体各部位是否能尽可能同时动作,是否相互联系; (3)明确各种动作的目的,动作过程中的必要动作和不必要动作; (4)了解必要的作业动作中两手的平衡。
关键方法:目视动作观察法(动素分析;双手操作分析);影像动作观察法主要工具:Right ans left hand charts (左右手分析法)/Simo charts ;Process chart (流程图);Operation process chart (操作流程图) 1) 动素分析定义:动素分析把动作分类归纳成 18 种基本的最小动作单位,可以分成以下三 大类动素。
品质部质量改善跟进汇总表
子件1302704A-03-01与子件 130270413-03-01组装后2个 面不平 ①.13(-0.05/-0.1)实测12.8 (min)12.93(max) ②.Ø10(+0.015/0)通规止 ③.Ø3(+0.06/0)同轴度不 良
图标333.86实测为197.5
100%
1302704A-03-01 2个辅 助定位去除和角度偏大
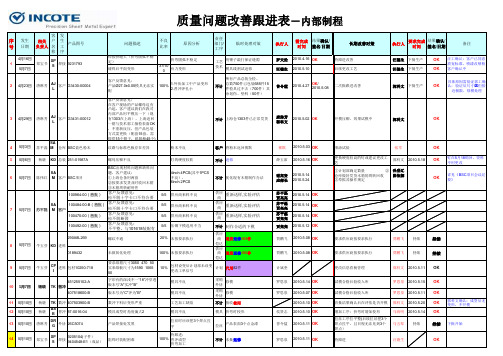
质量问题改善跟进表―内部制程
客发
序 号
发生 日期
相关 户 负责人 名
生 工
产品图号
称序
1 4月16日 郑宝书 XP 焊接 9231793
5月7日
S
2
4月23日
唐琳芳
AJ L
客户
G3430-00004
3
4月29日 唐琳芳 AJ 客户 G3431-00012 L
SA 4 5月3日 苏平磊 M 仓库 BSC蓝色粉末
2010.5.28
OK
罗思泉 2010.5.30 OK
2 5月18日 杨晓 TK 普冲 200495503-A
漏冲小凸包
300P CS
漏工序
普冲 返工
李强 2010.5.18 OK
按标准制作
马谈 2010.25 OK
3 5月18日 杨晓 TK 钳铆 407507100-C
压死边处腐蚀
压死边后氧化,氧化液残 留
郭科文
2010.5.13
1.各工序规范摆放
2.质量判定原则: a工序上报责任追溯前工序+可追 溯的工序; b品质发现:责任界定入当前工
各工序负 责人 QE
序+可追溯工序
持续
普冲落料完转序前通知项目主管 确认是否去毛刺并在流程卡上说 明
工序动作拆解及增值分析表

动作23 动作24 动作25 动作26 动作27 动作28 动作29 动作30 动作31 动作32 工序4
动作3 动作1 动作2 动作3 动作4 动作5 动作6 动作7 动作8 动作9 动作10 动作11 动作12 动作13 动作14 动作15 动作16 动作17
动作18
动作19 动作20 动作21 动作22 动作23 动作24 动作26 动作27 动作28
电极和电极弹簧装入电极盖
右手拿电极盖,左手拿电池连接座夹具对准 右手拿螺丝2PCS 螺丝装入固定孔位 右手取电批 打螺丝1PCS 放电批 螺丝装入固定孔位 打螺丝3PCS 左手取出电池连接座放入托盘,右手放电批
动作类别
2.16 1.4
1.58 1.12 0.76 1.34 8.22 2.03 1.18 1.61 2.42
用时 改善后 宽放 总时间 存在问题&改善建议
1.15 1.9
2.69 1.15 3.91
3.1 0.68 1.17 1.22 3.05 2.24 1.79 1.05 1.34 2.23
2.2 1.72 1.12 2.61 0.99 1.03 1.25
1.7
1.33 1.04 0.78 1.02 0.91 1.09 1.36 2.49 1.71 1.02
存在问题&改善建议
减少1个电极和电极弹簧 建议装电极和电极弹簧改线外作业,现场为小批 量作业 操作困难,建议设计改善
工序5
动作1 动作2 动作3 动作4 动作5 动作6 动作7 动作8 动作9 动作10 动作11 动作12 动作13 动作14 动作16 动作17 动作18 动作19 动作20 动作21 动作22
工序3
工序4
生产过程改善工序的方法

生产过程改善工序的方法产品工艺分析及分析方法所谓的产品生产过程,不仅仅包括制造(DFB)(DFB)部分,还包含了产品的检验、储存和搬运,形成一个完整的工序流程。
如果在产品的实现单位——制造(DFB)(DFB)单位的工艺工序流程中,存在有不合理、不均匀或浪费的现象,则需要使用合适的方式来解决这些问题点。
以下将着重讨论产品工艺改善的原则和方法。
产品的工艺性分析产品的工艺分析是对企业准备生产的新产品(含自己开发设计、仿制和移植的产品)和改型的老产品(含生产类型和生产方式有较大变动的产品),从工艺角度上分析、审查产品结构的合理和可加工等特性,以及产品制造(DFB)(DFB)、使用、维修的难易程度,并在此基础上提出必要的修改意见和建议。
进行产品工艺分析的目的,是为了保证产品在满足用户及规定技术要求的前提下,能以本企业现有的制造(DFB)(DFB)条件,采用先进合理的工艺方法所生产出来的符合质量要求的产品,确保企业能最大限度地获得最大的收益。
本来,在产品设计中已经考虑了制造(DFB)(DFB)的工艺性,但由于专业和分工上的局限,难免会出现工艺不合理、不经济之处。
产品的工艺分析由产品主管工艺师来组织有关的专业人员一起共同完成,除了对设计中不切实际的部分加以纠正改进外,还可为编制工艺规范和安排生产来提前做好准备。
工序流程的分析方法——5W1H1.5W1H分析方法的含义既然要针对工艺本身进行改善,那么首先要分析产品工艺。
运用5W1H的分析方法,针对工序流程进行认真分析。
5W1H分析方法记录生产线的每一道工序流程,并针对流程提出问题:Why、Where、When、Who、What和How。
5W1H的具体含义如表1所示。
表1 5W1H的含义表2.5W1H分析方法的作用5W1H的分析方法应用于制造(DFB)(DFB)单位的工序分析中,将工序进行的时间、地点、人物、目的、内容以及操作步骤的合理、有顺序地连接起来,类似于流程图,因此常常称其为工艺流程分析。
关于动作改善和工序改善

(二字线)
传送装置
(传送线)
(间隔线) (间隔线)
6
单元格生产 与行动意识
加工单元格
冲压单元格
★从零部件到成品的所有加工工序群, 被称为“加工单元格”
★废除“月度预测式生产”, 导入小批量式生产。
★推进以周为单位的小批量、 多次数的生产方法
★力求提高换型技术,开发专用的 简易切换治具
7
改善成果 2006~2009年商品制造部效率提高趋势图
Before 组立单元格 After1 08年8月实施 After2 08年11月实施
UP124%
UP115%
A
B
A
B
A
B
节省
空
空间
蓝
箱,
卡板
部品放 置处
卡 板 卡板 白 盒
节约距离
部件 成品
作业台数量: 66张 作 业人数: 31人×1班 日 产 量: 1200PC
人均时产能: 4.2台/人·H
改善前: 1.生产线B搬运部件距离较远,由
咨询第1日 关于动作改善和工序改善
导入Cell生产(单元格生产)
发现“浪费”和排除“浪费”
• 排除动作上的浪费。 使用“10手”,发现浪费。
发现浪费以后排除即可! 实在无法排除的浪费,减少其数量!
• 排除各个工序衔接之间的浪费。
物流直线化!(确认物品的移动路线)按需生产、按需流转。 在线化、1个流生产、拿起就不离手(减少取放动作)!Cell line化
■改善效果: 1、减少了中间不必要搬运、入库等过程时间的1~2天浪费,同期化生产,削减了在库。
2、通过调整工序,811X外壳A、B操作工人从43人减少到37人,减少了6人。 3、单品使用面积由原来的48m2 减少到现有10m2,减少80%的使用比例。
印刷后工序 常见异常分析及改善
5、常见异常的分析和改善 5.4 ELP
1.镭射压印转移图案光泽度差 原因分析: (1)当UV光油黏度太低时,UV光油中固有的光敏寡聚物树脂的含量也较 低,这样UV光油固化后的成膜厚度就会变薄,从而导致镭射压印转移图案 光泽度变差。 (2)UV光油黏度太低还会降低UV光油在网纹辊表面的转移量,导致承印 物表面UV光油的涂层太薄,从而使得UV光油固化后,承印物表面形成的镭 射压印转移图案光泽度较差。 (3)当在UV光油中加入过量乙醇时,乙醇中所含的水分不能完全挥发, 在UV光油固化时容易产生水雾,并残留在光油膜层中,从而影响UV光油固 化成膜后的光泽度,甚至导致UV光油固化不彻底,使得镭射压印转移图案 产生雾化现象或失去应有的光泽。 为此,我们可以通过选择黏度较高的UV光油或在UV光油中加入适量的UV增 稠剂来提高其黏度,以及选用纯度稍高的乙醇且在使用过程中尽可能控制 乙醇的加入量等方法,来提高镭射压印转移图案的光泽度。
主要生产控制参数: 1、网目数 2、灯管电流
5、常见异常的分析和改善 5.3 全自动丝印/手工丝印
套位不准 产生原因: 1、纸张歪斜(切纸切歪) 2、纸张表面处理后变形(伸长/收缩) 3、针位不一致 4、拉规、前规等设备异常 5、网版张力太小 改善对策: 1、分针位生产 2、根据整体变形/走位状况,调节网版位置套
5、常见异常的分析和改善 5.0 常见问题
①、混料: 产生原因: 1、未按流程作业:未看工序要求、品标卡、未清场 2、不细心导致 3、其它偶发因素:无关人员放混、前工序混 改善对策: 1、按《 GY.TD014 产品混料防范管理规程》作业 2、机灵一点,不要只埋头做事,多思考。 3、细心、有责任感:对于其它人员的问题,不要抱着无所
1.3 UV上光:
UV上光即紫外线上光,它是以UV专用的特殊涂剂精 密、均匀地涂于印刷品的表现或局部区域后,经紫外线 照射,在极快的速度下干燥硬化而成,一般干燥时间 0.1~0.3S
山积表(工序平衡分析)

类型Ⅱ山积表
生产节拍T.T=37s
B型车
C型车
加权平均 作业时间 33.52秒
加权
13
2、山积表的编制
标准作业类型Ⅲ山积表
表示可用工作时间
堆积柱状图:用以表示对应人员的作业内容、作业时间 。
14
2、山积表的编制
标准作业类型Ⅲ
作业时间调查表1—调查总表
定义:生产线外的作业,算不出生产节 拍,不是反复作业的工序;其目的就是根据 全厂的效率核算,将生产线外的人的作业标 准化、量化到每个人每班。
步行 安放缸盖 螺栓与缸盖结合面涂油 螺栓涂油安装
步行 放车扫描
合计
时间/秒 14 22 8 12 8 20 14 4 24 14 64 4 24 232
232 148
32
谢谢大家!
33
换刀频率
换刀时间(分钟) 时间(分钟)/台
1
铰刀DX246-C1-60701
1000
2
丝锥M12-H2
300
3
丝锥M12-H2进口
1000
4
丝锥M16-H2侧面国产
300
5
丝锥M16-H2上平面全用进口
1000
6
丝锥M18×1.5-H2
300
7
丝锥M30×1.5
200
8
螺旋丝锥M8-H2国产
300
9
20
3、山积表的运用及改善案例
什么是生产线平衡?
生产线平衡是指构成生产线各道工序所需的时间处于平衡状态,作业人员的作业时间尽可能 的保持一致,从而消除各道工序间的各种等待的浪费,进而取得生产线平衡,达到生产效率的最 大化。
生产线平衡的计算
IE流程分析与改善
*
工程分析
5、工程分析技巧
5.1、动作经济原则(一个不忘)
程序分析时,应根据动作经济原则建立新方法并不断加以 改进。应用动作经济原则,可在同样或更少的花费下获得 更多的产出 .
检查---着眼点 •是否可以减少检查次数; •是否可以省略检查; •必要的检查能否与加工同时进行,通过同是作业,可似使 工序数、总是时间缩短,同时可节省搬运; •质和量的检查是否在不同的工序进行的,能否同时作业; •检查方法是否适当; •检具是否有改善余地;
*
制品工程分析
停滞---着眼点 •是否可缩短停滞次数; •通过组合加工和检查场所,是否可以取消停滞,特别是停 滞是由前后工序所需时间的不平衡引起的,尽量平衡前后 工序时间,消除滞留; •是否可以缩短停滞时间; 通过以上基准分析,确定改善方案,着手新的: •流程图/布局图/工程分析表/整理表/ •比较改善前后的整理表
•填入〈制品工程(程序)分析表〉并绘制平面布局图
*
制品工程分析
表
题
作业名
制品工程分析表
机 流械 向
日期 年月 日
距 离
时 间
人员
工
程
记
录
1 2 3
合
计
*
制品工程分析
制品工程分析表-平面流向图示例
切断机
研磨机
检验台
检验台
套入 检验台
平面流向图ቤተ መጻሕፍቲ ባይዱ
*
制品工程分析
4)整理调查结果
整理表(改善前)
生产工序不良改善措施范本

生产工序不良改善措施范本不良生产工序是指在生产过程中出现的不符合质量标准、影响产品质量的问题。
不良生产工序会影响产品的质量和生产进度,因此必须采取措施进行改善。
本文将从问题的原因分析、改善措施的制定和执行以及效果评估等方面,提供一份不良生产工序改善措施的范本。
一、问题的原因分析在制定不良生产工序的改善措施之前,首先需要对问题的原因进行分析。
不良生产工序可能有多种原因,包括设备故障、操作不当、原材料质量不良、工艺流程不合理等。
对于不同的原因,需要采取不同的改善措施。
因此,必须对问题进行深入分析,找出根本原因,从而有针对性地进行改善。
针对设备故障导致的不良生产工序,需要对设备进行定期维护和保养,并建立设备故障排查和解决的流程。
也可以考虑引进新的生产设备或者进行设备更新,以提高生产效率和产品质量。
对于操作不当导致的不良生产工序,应该加强员工的培训和教育,提高员工的操作技能和质量意识。
还可以通过设置操作规程、标准作业流程等方式,规范操作行为,减少不良生产工序的发生。
针对原材料质量不良导致的不良生产工序,可以考虑与供应商进行沟通,提高原材料的质量要求和质量监控措施,从根本上解决原材料质量问题。
对于工艺流程不合理导致的不良生产工序,需要对工艺流程进行优化和改进,提高生产效率和产品质量。
二、改善措施的制定和执行在对问题原因进行分析的基础上,需要制定相应的改善措施并确保其执行。
改善措施的制定应该具体、可行、综合考虑各方面因素,同时需要得到相关部门和人员的支持和配合。
1.设备故障导致的不良生产工序改善措施:(1)制定设备维护和保养计划,对设备进行定期检查和维护,保证设备的正常运转。
(2)建立设备故障排查和解决的流程,对设备故障进行及时排查和修复,减少设备故障对生产的影响。
2.操作不当导致的不良生产工序改善措施:(1)加强员工培训和教育,提高员工的操作技能和质量意识。
(2)建立规范的操作规程和标准作业流程,规范操作行为,减少操作不当导致的不良生产工序。
产品工艺ECRS分析检查改善表

4,标准时间是否准确
5.有否培训
5.工序平均化
1.工序内容分割
2.工序ቤተ መጻሕፍቲ ባይዱ容合并
3.工装机械化、自动化
4.集中专人进行作业准备
5.作业方法的培训
6.动作经济原则下的作业简化
产品工艺
工艺名称
姓名
部门
项目
内容
Check
说明
Yes
No
1.有无可省略的工序
1.是否有不必要的工序内容?
2.有效利用工装设备省略工序
3.改变作业场地带来的省略
4.调整改变工艺顺序带来的省略
5.通过设计变更从而省略工序
6.零件、材料的规格变更带来的省略
2.有无可以与其它工序重新组合的工序
1.改变作业分工的状态
2.利用工装设备进行重组
3.改变作业场地进行重组
4.调整改变工艺顺序进行重组
5.通过设计变更进行重组
6.零件、材料的规格变更带来的重组
3.简化工序
1.使用工装夹具简化工序
2.产品设计变更简化工序
3.材料的设计变更从而简化工序
4.工序内容再分配
4.各工序是否可以标准化
1.利用工装设备
2.作业内容是否适合
21个经典生产车间改善案例

提案人
项目类别
作业改善
实施人
Before(图片)
邹龙庚 邹龙庚
提案时间 完成时间
09/08/18
提案部门
IE
09/08/18
确 认人
车间
After(图片)
问题点 改善
前 原因分析
改善对策
保护膜上方用纸板档风,导致有灰尘掉到产品上
风大把保护膜吹起,所以用纸板把风挡住,但纸屑 易掉下。
改善 后
重新制作保护膜架,把保护膜架加高。
09/08/19
提案部门
车间
09/08/19
确 认人
IE
After(图片)
问题点 改善 前 原因分析
改善对策
批锋到处飞
产品为尼龙料,批锋多,用刀批时风扇将批锋吹 得到处。
改善 后
将用大胶盒放到桌面,在盒上批后批锋将掉在盒 子中。
现 状 已执行
改 善结 果 5S明显改善.
改善成果个案
项目名称
创维3020面板
提案部门
IE
09/08/12
确 认人
车间
After(图片)
问题点 改善
前 原因分析
改善对策
保护膜卷经常掉下 保护膜没有被固定 将两头固定使得保护膜不会掉下
改善 后
现 状 已执行
改 善结 果 保护膜卷不再掉下
改善成果个案
项目名称 项目类别
三星LED键
提案人
操作改善
实施人
Before(图片)
车间 车间
改
善
没有统一规定地方,放置散乱倒置会漏返工
后
规定每班次QC抽检不良品放到办工室前门口.
现 状 已执行
改 1,不再会漏掉 善结 果 2,不良品会引起班组长,主管的高度 重视
问题改善跟踪表

物探/采购 1 (金丹) 2
问题点 毛坯到货率低 岗位职责不清
温岭市双江车辆部件有限公司
第 周( 月 日至 月 日)问题改善跟踪表
原因分析
限电问题,导致厂商生产进 度受阻
改善措施
责任人 金丹
跟进人
计划完成 时间
实际完 成时间
没有明确的岗位职责说明书
设立岗位说明书
董连勇
8月10日 8月10日
1 毛坯漏加工及工废件多
张华侨
生产/装配 2 (胡光明) 3
毛坯供应不及时 牡丹泵弹片不合理
金工车间未按订单加工毛坯 件
按新的订单生产计划进度表进行加工
张华侨
林刚
胡光明 8月17日 胡光明 8月17日
4
员工辞职现象较严重
1、加强与员工的沟通;2、采取工资 激励机制。
胡光明
罗老师
在制品的质量管控失控,
沟通不畅;岗位职责不明
王杰
陈小鹏
4
库存数量不清,造成发货 短装
初盘数量不准
重新进行复盘
陈小鹏 陈文燕
杜振海 1
外协件未受控
1、采购对厂商管控不力;2 1、加强对厂商的管控;2、设立
、未设立IQC对来料进行管控
IQC,加强来料质量管控
ห้องสมุดไป่ตู้
2
造成质量管控困难
金工车间生产加工排序不合 理,
生产加工工序尽可能地排成流水线型
生产/金工 (张华侨)
1
有批量性不良品流至下道 生产加工工序安排不合理, 生产加工工序尽可能地排成流水线型 张华侨
工序
杜振海
2
外来毛坯件质量较差:杂料 1、采购对厂商管控不力;2
生产现场八大浪费分析改善对应表
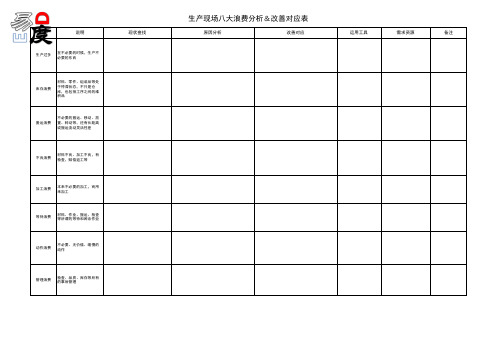
浪费说明现状查找原因分析改善对应运用工具需求资源备注
生产过多在不必要的时候,生产不必要的东西
库存浪费材料、零件、组装品等处于停滞状态,不只是仓库,也包括工序之间的堆积品
搬运浪费不必要的搬运、移动、放置、转动等,还有长距离或搬运流动灵活性差
不良浪费材料不良、加工不良,有检查,赔偿返工等
加工浪费本来不必要的加工,而用来加工
等待浪费材料、作业、搬运、检查等所谓的等待和闲余作业
动作浪费不必要、无价值、缓慢的动作
管理浪费检查、品质、库存等所有
的事后管理
生产现场八大浪费分析&改善对应表。
精益改善项目表(版本2.0)

39 王 军丰
53 刘 贤波
80
周喆
82 苑 东明
83 孙 文光
84 蔡 新峰
85 王 志祥
86 孔 令进
88 许 姗姗
89
逯彬
90 钱 学权
92 宋 华莉
性别
男 男 男 男
男
男 男 男 女 女 男
女
94 孙 彦军 男
96
孙波
男
部门描述
技术开发部(宁波) 技术开发部(宁波) 宁波万华聚氨酯有限公司 宁波总经理办公室
技术开发部(宁波) UT&甲醛装置 UT&甲醛装置 UT&甲醛装置 气化装置 UT&甲醛装置 UT&甲醛装置 UT&甲醛装置 UT&甲醛装置 UT&甲醛装置 UT&甲醛装置 UT&甲醛装置 UT&甲醛装置 UT&甲醛装置 UT&甲醛装置
技术开发部(宁波) 技术开发部(宁波)
UT&甲醛装置 UT&甲醛装置 UT&甲醛装置 技术开发部(宁波)
男
323 孙 旭波 男
324 于 志刚 男
325 张 燕会 男
326 隋 凇先 男
327 张 文庆 男
328 张 桂林 男
329 吴 举民 男
330 刘 涛
男
331 时 宝锋 男
332 孙 化成 男
333 陈 洁
男
334 赵 伟
男
335 郭 浩
男
336 汪 利刚 男
338 杨 璇
男
339 许 海宁 男
160 刘 伟
男
161 王 庆建 男
163 曹 柏群 女
精益改善报告完整版

4630211操作负荷表
时间:秒u
150
节拍:180
18 16 14 2 12 10 8 6 10 4 2 0 下料 飞料 铣长度 工序4 工序5 工序6 5 2 12 12 9 8 2 15 6 3 8
9 设备运转时间 人工操作时间
100
50
0 1 2
改善前生产一个产品所需的 时间为1233秒
– – 1.现场时间的观测 2.确定了存在的浪费
3.小批量产品生产布局 (U形生产线) 4.小批量生产线日常管理看板的制作
– – 5.工作台的制作 6.5S检点表及作业指导书的改进
珠海市俊凯机械有限公司
改善前 改善后
557559员工负荷表
500 450 400 350 300 250 200 150 100 50 0 CNC2 工人总时间 406 61
162
珠海市俊凯机械有限公司
改善前的生产现场 改善后的生产现场
设备上随处可见的油污和垃圾
设备焕然一新
珠海市俊凯机械有限公司
改善前生产现场 改善后生产现场
传统的一类设备直线分区摆放
建立的U型生产线
珠海市俊凯机械有限公司
改善前工具柜里的物品摆放 改善后工作台的物品摆放
工具摆放混乱,没有标示,经常用工 具时需要到处寻找工具浪费时间
558880 生产力(每100人工/小时)
557526 生产力(每100人工/小时) 531759 生产力(每100人工/小时)
26.2%
7.14% 78.9%
珠海市俊凯机械有限公司
俊凯快速换模工作站改善
活动背景:
美塞斯产品种类多(大至35种),单种数量少,最多的月需量 300PCS,最少的月需量45PCS
瓶颈工序改善对策分析表

2
改善 点
拆分
3
、组 合情
况
工序号
工序名称
瓶颈工序改善对策分析表
样本提取时间
生产线节拍
参与人员:
录像 作业是否符合技术要求
人员情况
物料状态
1
样本 有效
作业顺序
动作多余
动作缺少
是否为新 进员工
技能情况
性
其他异常
动作浪费
动作经济性
移动及搬运浪费 工具使用情况
工装夹具
物料状态及荷姿
其他
现状描述 改善对策 现状描述 改善对策 现状描述 改善对策 现状描述 改善对策 现状描述 改善对策 现状描述 改善对策 现状描述 改善对策