注塑模流分析报告模版
华东交通大学
螺丝刀盒moldflow实训说明书
QZ
2015/11/30
课程:材料成型计算机仿真
学校:华东交通大学
学院:机电工程学院
专业:材料成型及控制工程
班级:2012模具2班
:覃钊
学号:
指导老师:匡唐清
1、三维造型
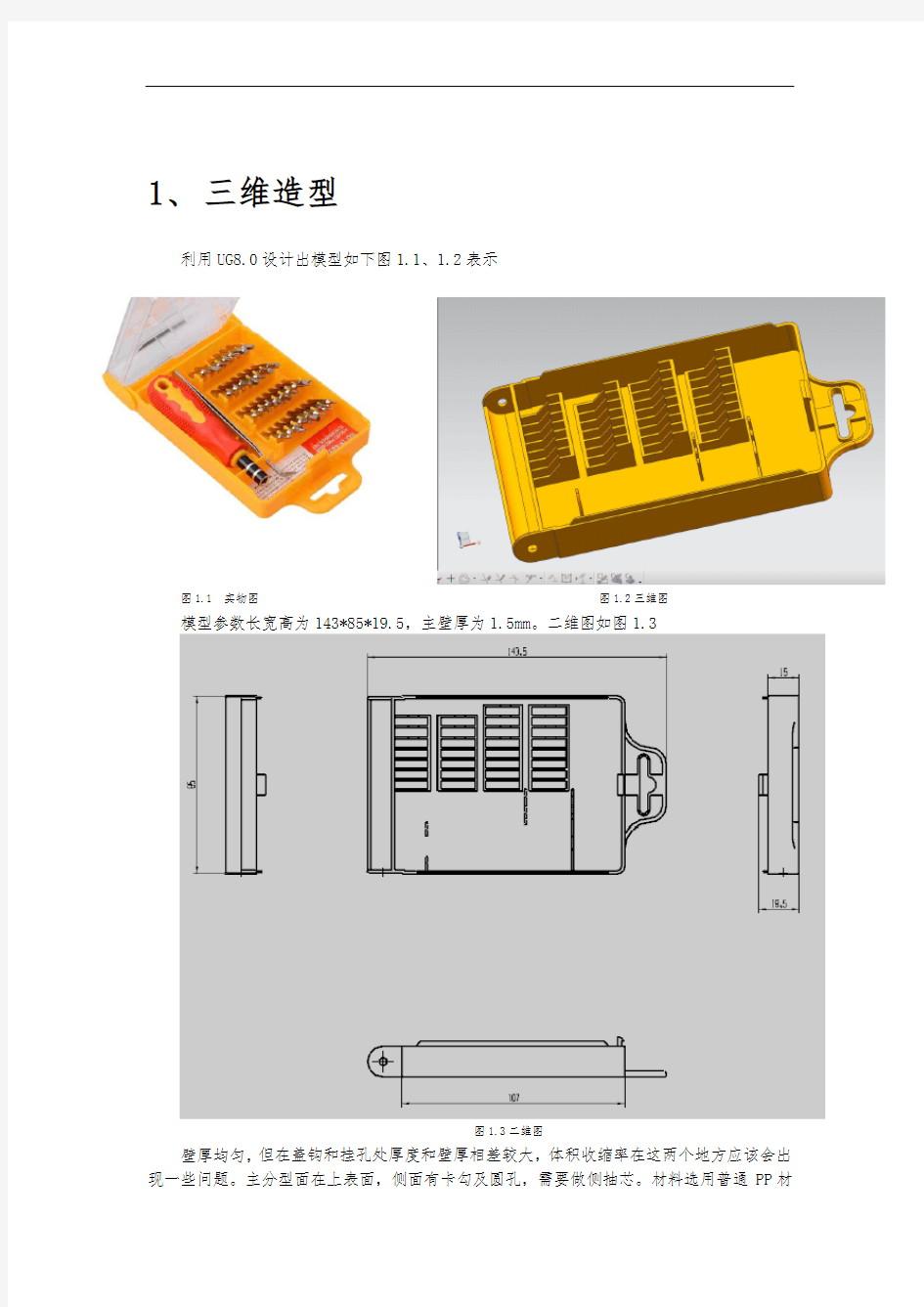
利用UG8.0设计出模型如下图1.1、1.2表示
图1.1 实物图图1.2三维图
模型参数长宽高为143*85*19.5,主壁厚为1.5mm。二维图如图1.3
图1.3二维图
壁厚均匀,但在盖钩和挂孔处厚度和壁厚相差较大,体积收缩率在这两个地方应该会出现一些问题。主分型面在上表面,侧面有卡勾及圆孔,需要做侧抽芯。材料选用普通PP材
料。
模型建好之后导出为IGES格式。
2、模型修复与简化
打开CAD Doctor后导入IGES模型,检查并修复,直到所有错误都为0,修复完成
之后将模型导出,格式为udm格式。
3、moldflow模流分析
3.1网格划分
(1)新建工程,输入工程名称,导入模型,在导入窗口选择双层面。
(2)网格划分,网格变长取壁厚的3倍,为4.5mm,合并容差默认为0.1,启用弦高控制0.1mm,立即划分网格,划分之后打开网格统计,看到网格的基本情况,不存在自由边和多个连通区域的问题后进行下一步。一般来说初始划分的网格纵横比都比较大,所以要进行修复。纵横比诊断结果如图3.1.1:最大纵横比达到了45.57。
图3.1.1初次纵横比诊断
3.2网格诊断与修复
点击【网格】——【网格修复向导】,前进到选择目标纵横比,输入6,点击修复。之后在进行手动修复,通过合并节点移动节点等方式进行,直到得到满意的结果。如下图
3.2.1:
图3.2.1修改后的纵横比诊断
修复后的纵横比为13.68,只出现少数,可以接受。修复后的网格统计如下图3.2.2:
图3.2.2网格统计
由统计结果知,匹配率都达到了91%以上,合理。
3.3确定浇口位置
重复上述方案并冲命名为【浇口位置确定】,设置分析序列为【浇口位置】,选择材料为默认的PP材料(由于产品上信息为PP,且没有太高使用要求故选用默认的PP材料),该材料的推荐工艺如下图3.3.1:最大剪切速率为100000(1/s),最大剪应力为0.25MPa。
图3.3材料推荐工艺
分析并等待结果,得到最佳的浇口位置如下圈出的位置
图3.3.2浇口位置分析
由于该零件比较小,需要大批量生产,故应做成一模多腔的形式,且考虑到美观的问题,浇口应设置在边沿位置,做成侧进浇,如下图3.3.3和3.3.4:方案1:
图3.3.3方案一浇口
方案2:
图3.3.4方案二浇口
考虑过双浇口,但是快速成型分析发现双浇口的熔接痕比单浇口的要多,成型质量也相差无机。因此放弃,综合考虑之下选择这两个方案进行对比。
【充填时间的差别】:
方案一为1的充填时间为1.151秒,
图3.3.5方案一充填时间
方案二的充填时间为1.135秒,相差不大。