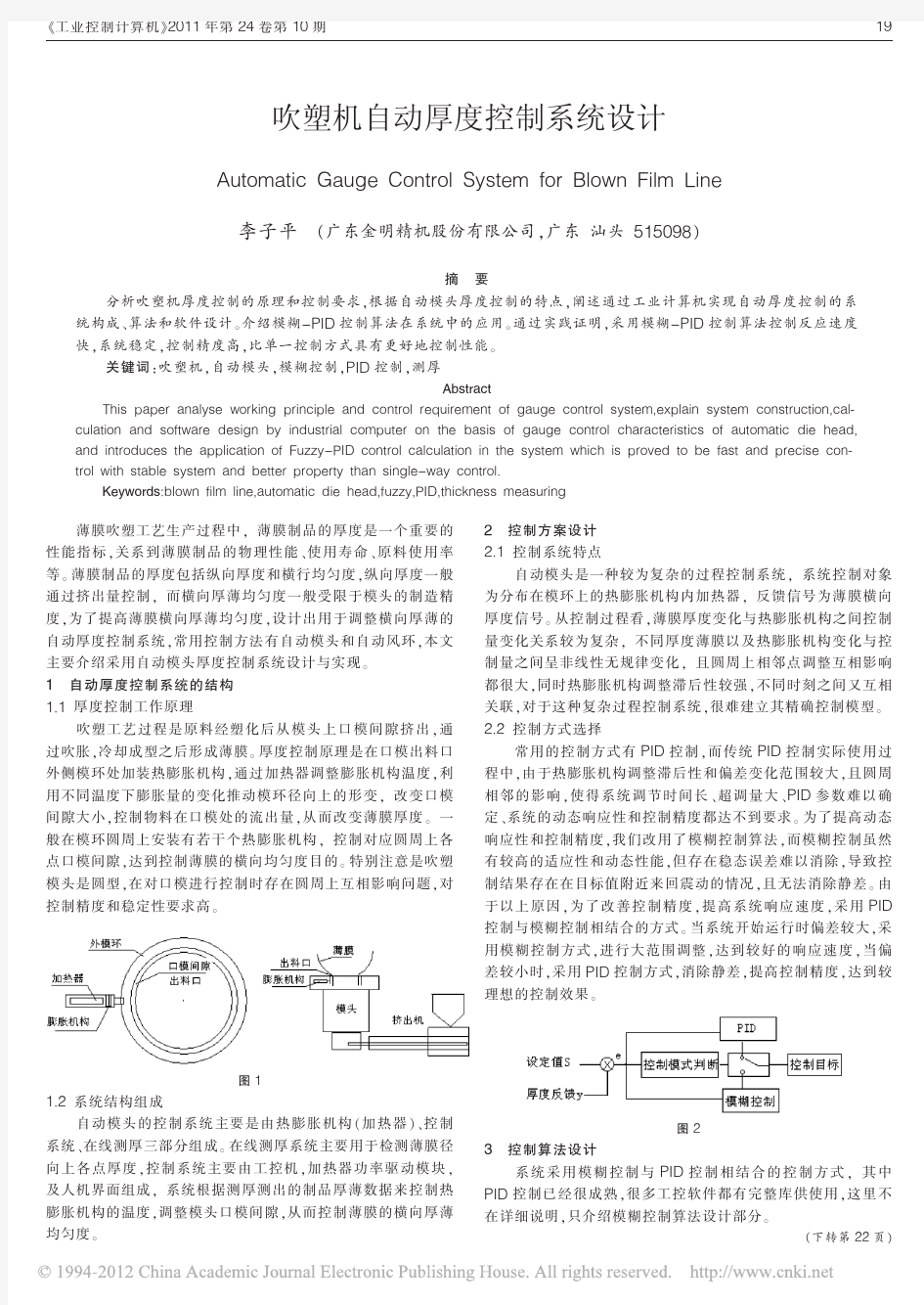
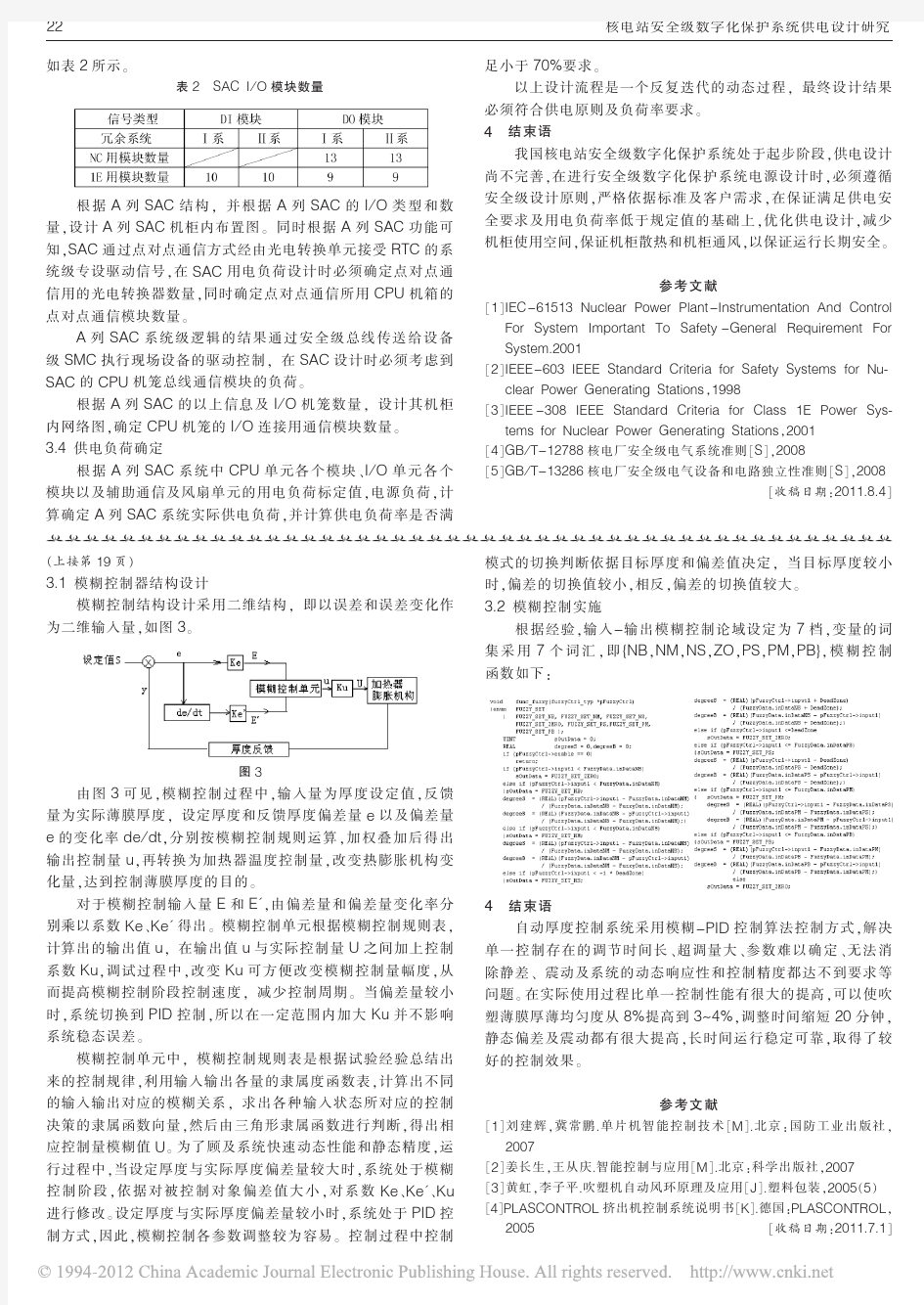
吹塑机自动厚度控制系统设计
物料分拣机械手自动化控制系统设计
物料分拣机械手自动化控制系统设计 摘要 机械手在先进制造领域中扮演着极其重要的角色。它可以搬运货物、分拣物品、代替人的繁重劳动。可以实现生产的机械化和自动化,能在有害环境下操作以保护人身安全,因此被广泛应用于机械制造、冶金、电子、轻工和原子能等部门。 本文在纵观了近年来机械手发展状况的基础上,结合机械手方面的设计,对机械手技术进行了系统的分析,提出了用气动驱动和PLC控制的设计方案。采用整体化的设计思想,充分考虑了软、硬件各自的特点并进行互补优化。对物料分拣机械手的整体结构、执行结构、驱动系统和控制系统进行了分析和设计。在其驱动系统中采用气动驱动,控制系统中选择PLC的控制单元来完成系统功能的初始化、机械手的移动、故障报警等功能。最后提出了一种简单、易于实现、理论意义明确的控制策略。 关键词:机械手;可编程控制器;自动化控制;物料分拣
目录 第一章前言 (1) 1.1研究的目的及意义 (1) 1.2主要研究的内容 (1) 第二章控制系统的组成结构和性能要求 (2) 2.1控制系统的组成结构 (2) 2.2控制系统的性能要求 (2) 第三章传感器的选择 (4) 第四章控制系统PLC的选型及控制原理 (6) 4.1 PLC控制系统设计的基本原则 (6) 4.2 PLC种类及型号选择 (10) 4.3 I/O点数分配 (10) 4.4 PLC外部接线图 (11) 4.5机械手控制原理 (12) 第五章 PLC程序设计 (14) 5.1总体程序框图 (14) 5.2初始化及报警程序 (15) 5.3手动控制程序 (16) 5.4自动控制程序 (16) 第六章总结与展望 (19) 参考文献 (20) 谢辞 (21)
T6113电气控制系统的设计
第1章绪论 1.1选题的目的和意义 由于现代加工技术的日益提高,对加工机床特别是工作母机的要求也越来越高,由此人们也将注意力集中到机床上来,数控技术是计算机技术、信息技术、现代控制技术等发展的产物,他的出现极大的推动了制造业的进步。机床的控制系统的优劣与机床的加工精度息息相关,特别是PLC广泛应用于控制领域后,已经显现出它的优越性。可编程控制器PLC已广泛应用于各行各业的自动控制。在机械加工领域,机床的控制上更显示出其优点。由于镗床的运动很多、控制逻辑复杂、相互连锁繁多,采用传统的继电器控制时,需要的继电器多、接线复杂,因此故障多维修困难,费工费时,不仅加大了维修成本,而且影响设备的功效。采用PLC控制可使接线大为简化,不但安装十分方便而且工作可靠、降低了故障率、减小了维修量、提高了功效。 1.2 关于课题的一些介绍和讨论 1.2.1 设计目标、研究内容和拟定解决的关键问题 完成对T6113机床的整个控制系统的设计改造,控制核心是PLC,并使其加工精度进一步提高,加工范围扩大,控制更可靠。 研究内容: (1) T6113的电气系统(PLC)硬件电路设计和在机床上的布局。 (2) PLC程序的编制。 解决的关键问题:PLC对机床各个工作部分的可靠控制电气电路的安全问题的解决 1.2.2题目的可行性分析 虽然目前数控机床以其良好的加工性能得到了人们的肯定,但是其昂贵的价格是一般用户望尘莫及的,所以改造现有的机床以达
到使用要求是比较现实的,也是必须的。经过实践证明这样的改造是可以满足大多数情况下的精度和其他加工要求,并且在实践中已取得的相当好的效益。 1.2.3本项目的创新之处 利用PLC作为控制核心,替代传统机床的继电器控制,使得机床的控制更加灵活可靠,减少了很多中间的机械故障的可能。利用PLC的可编程功能使得变换和改进控制系统成为可能。 1.2.4设计产品的用途和应用领域 镗床是一种主要用镗床刀在工件上加工孔的机床。通常用于加工尺寸较大、精度要求较高的孔。特别是分布在不同表面上、孔距和位置精度要求较高的孔,如各种箱体,汽车发电机缸体等零件的孔。一般镗刀的旋转为主运动,镗刀或工件的移动为进给运动。在镗床上除镗孔外,还可以进行铣削、钻孔、扩孔、铰孔、锪平面等工件。因此镗床的工作范围较广。它可以应用于机械加工的各个领域,但因其价格比一般机床贵好多,所以在比较大的加工车间才可见到。 1.3 电气控制技术的发展 电气控制技术是随着科学技术的不断发展、生产工艺不断提出新的要求而迅速发展的,从最早的手动控制到自动控制,从简单的控制设备到复杂的控制系统,从有触点的硬接线控制系统到以计算机为中心的存储系统。现代电气控制技术综合应用了计算机、自动控制、电子技术、精密测量等许多先进的科学技术成果。作为生产机械的电机拖动,已由最早的采用成组拖动方式,发展到今天无论是自动化功能还是生产安全性方面都相当完善的电气自动化系统。 继电接触式控制系统主要由继电器、接触器、按钮、行程开关等组成,其控制方式是断续的,所以又称为断续控制系统。由于这种系统具有结构简单、价格低廉、维护容易、抗干扰能力强等优点,至今仍是机床和其他许多机械设备广泛采用的基本电气控制形式,也是学习先进电气控制的基础。这种控制系统的缺点是采用固定的
立体车库的自动控制系统工程设计
立体车库的自动控制系统工程设计 车辆无处停放的问题是城市的社会、经济、交通发展到一定程度产生的结果,立体停车设备的发展在国外,尤其在日本已有近30-40年的历史,无论在技术上还是在经验上均已获得了成功。我国也于90年代初开始研究开发机械立体停车设备,距今已有十年的历程。由于很多新建小区内住户与车位的配比为1:1,为了解决停车位占地面积与住户商用面积的矛盾,立体机械停车设备以其平均单车占地面积小的独特特性,已被广大用户接受。 机械车库与传统的自然地下车库相比,在许多方面都显示出优越性。首先,机械车库具有突出的节地优势。以往的地下车库由于要留出足够的行车通道,平均一辆车就要占据40平方米的面积,而如果采用双层机械车库,可使地面的使用率提高80%-90%,如果采用地上多层(21层)立体式车库的话,50平方米的土地面积上便可存放40辆车,这可以大大地节省有限的土地资源,并节省土建开发成本。 机械车库与地下车库相比可更加有效地保证人身和车辆的安全,人在车库内或车不停准位置,由电子控制的整个设备便不会运转。应该说,机械车库从管理上可以做到彻底的人车分流。 在地下车库中采用机械存车,还可以免除采暖通风设施,因此,运行中的耗电量比工人管理的地下车库低得多。机械车库一般不做成套系统,而是以单台集装而成。这样可以充分发挥其用地少、可化整为零的优势,在住宅区的每个组团中或每栋楼下都可以随机设立机械停车楼。
这对眼下车库短缺的小区解决停车难的问题提供了方便条件。 目前,立体车库主要有以下几种形式:升降横移式、巷道堆垛式、垂直提升式、垂直循环式、箱型水平循环式、圆形水平循环式。 (一)升降横移式 升降横移式立体车库采用模块化设计,每单元可设计成两层、三层、四层、五层、半地下等多种形式,车位数从几个到上百个。此立体车库适用于地面及地下停车场,配置灵活,造价较低。 1. 产品特点: 1)节省占地,配置灵活,建设周期短。 2)价格低,消防、外装修、土建地基等投资少。 3)可采用自动控制,构造简单,安全可靠。 4)存取车迅速,等候时间短。 5)运行平稳,工作噪声低。 6)适用于商业、机关、住宅小区配套停车场的使用。 2. 安全装置:防坠装置,光电传感器、限位保护器、急停开关等。 (二)巷道堆垛式 巷道堆垛式立体车库采用堆垛机作为存取车辆的工具,所有车辆均由堆垛机进行存取,因此对堆垛机的技术要求较高,单台堆垛机成本较高,所以巷道堆垛式立体车库适用于车位数需要较多的客户使用。 (三)垂直提升式立体车库 垂直提升式立体车库类似于电梯的工作原理,在提升机的两侧布置车位,一般地面需一个汽车旋转台,可省去司机调头。垂直提升式立体
plc课程设计-自动往返工作台控制设计
PLC的自动往返工作台控制设计 本文基于自动往返工作台的PLC程序设计,提出一种PLC程序设计方法,包括PLC控制模块,速度和位置反馈模块以及安全控制模块等,对整个控制设计作了全面的阐述和归纳总结,并提出改进的设想。在自动化生产线上,有些生产机械的工作台需要按一定的顺序实现自动往返运动,并且有的还要求在某些位置有一定的时间停留,以满足生产工艺要求。用PLC程序实现工作台自动往返顺序控制,不仅具有程序设计简易、方便、可靠性高等特点,而且程序设计方法多样,便于不同层次设计人员的理解和掌握。 2、关键词:PLC,自动往返,工作台,控制,梯形图,指令 一、总体方案的确定 1. PLC 输出低电压、低电流的信号不能实现对步进电机的驱动,需要进行功率放大,再者,PLC 生成的脉冲要完成驱动步进电机必须要有环形脉冲分配,而这些功能可以用步进驱动器来实现。因此确定总体方案如图所示:
2.控制原理图: X轴 Y轴 二.机械部分设计 1.传动方式 为了保证一定的传动精度和平稳性以及结构的紧凑,采用滚珠丝杠螺母传动副。 由于工作台的运动部件重量和工作载荷不大,故选用滚动直线导轨副,从而减小工作台的摩擦系数,提高运动平稳性。 考虑到电机步距角和丝杠导程只能按标准选用,为了达到分辨率要求,以及步进电机的负载匹配,采用齿轮减速传动。
2.工作台外形及重量初步估计 设工作台的长度800mm,宽600mm,工作台纵向位移 400mm, 工作台横向位移 300mm,工作台重量:300kgs 3.滚珠丝杠计算、选型 4.步进电机选型 选择步进电机时,首先要保证步进电机的输出功率大于负载所需的功率。而在选用功率步进电机时,首先要计算机械系统的负载转矩,电机的矩频特性能满足机械负载并有一定的余量保证其运行可靠。在实际工作过程中,各种频率下的负载力矩必须在矩频特性曲线的范围内。一般地说最大静力矩Mjmax大的电机,负载力矩大。 选择步进电机时,应使步距角和机械系统匹配,这样可以得到机床所需的脉冲当量。在机械传动过程中为了使得有更小的脉冲当量,一是可以改变丝杆的导程,二是可以通过步进电机的细分驱动来完成。但细分只能改变其分辨率,不改变其精度。精度是由电机的固有特性所决定。 选择功率步进电机时,应当估算机械负载的负载惯量和机床要求的启动频率,使之与步进电机的惯性频率特性相匹配还有一定的余量,使之最高速连续工作频率能满足机床快速移动的需要。 选择步进电机的计算: (1)计算齿轮的减速比根据所要求脉冲当量,齿轮减速比i计算如下: i=(φ.S)/(360.Δ)(1-1) 式中φ -步进电机的步距角(o/脉冲)S -丝杆螺距(mm) Δ-(mm/脉冲) (2)计算工作台,丝杆以及齿轮折算至电机轴上的惯量Jt。 Jt=J1+(1/i2)[(J2+Js)+W/g(S/2π)2] (1-2)式中Jt-折算至电机轴上的惯量(Kg.cm.s2) J1、J2 -齿轮惯量(Kg.cm.s2) Js -丝杆惯量(Kg.cm.s2) W-工作台重量(N)S-丝杆螺距(cm) (3)计算电机输出的总力矩M M=Ma+Mf+Mt (1-3) Ma=(Jm+Jt).n/T×1.02×10ˉ2 (1-4) 式中Ma -电机启动加速力矩(N.m) Jm、Jt-电机自身惯量与负载惯量(Kg.cm.s2) ,n-电机所需达到的转速(r/min)T---电机升速时间(s) Mf=(u.W.s)/(2πηi)×10ˉ2 (1-5)Mf-导轨摩擦折算至电机的转矩(N.m) u-摩擦系数η-传递效率 Mt=(Pt.s)/(2πηi)×10ˉ2 (1-6)Mt-切削力折算至电机力矩(N.m) Pt-最大切削力(N)
自动扶梯控制系统设计.
摘要 自动扶梯是一种常年运载乘客的电力驱动设备,其运行状态常出现空载,大多数扶梯在空载时仍采用额定速度运行,具有耗能大,机械磨损严重等缺点,因此需要对自动扶梯进行节能运行改造。本设计就是根据自动扶梯节能使用的基本要求,设计一种以微机与变频器相结合控制自动扶梯节能运行的系统。工艺要求在保证舒适安全运行的条件下能够降低自动扶梯的能耗,延长自动扶梯的工作寿命。 自动扶梯控制系统的设计过程中主要包括电动机、热继电器、主电源开关、接触器、变压器、电线及电缆和制动电阻选型的基础上对于变频器驱动、电源控制、制动、故障显示、检修控制、速度检测、安全控制、照明控制等电路的设计。完成电路的设计后再对于主驱动轮传感器、梯级缺失传感器、扶手带测速传感器的安装,最后经过离线调试和在线调试,该系统实现了节能化运行。它实现了自动扶梯的电脑化控制,使自动扶梯更趋于智能化。 关键词:自动扶梯;微机;控制系统
ABSTRACT Escalator is a perennial passenger electric equipment, its running state often without load, Most of the escalator when the without load is still using the rated speed, High energy consumption, mechanical wear and serious shortcomings. So the escalators need for energy-saving operation transformation. This design is based on the use of energy-efficient escalator basic requirements to design a combination of computer and inverter control system of the escalator energy-saving operation. Process requirements to ensure the comfort and safety of operation conditions of the escalator could reduce power consumption and extend the working life of the escalator. Escalator control system design process includes on the basis of motors, thermal relays, the main power switch, contactors, transformers, wires and cables, and brake resistor selection to inverter drive, power control, braking, fault indication, access control, speed detection, security control, lighting control circuit design. After completion of the circuit design for the main drive wheel sensors, sensor missing rungs, handrail speed sensor installation. Finally, after offline debugging and debugging, the system realizes energy-saving operation. It implements the escalator computerized control, so that the escalator tends to be more intelligent. Keywords:Escalator; Microcomputer; Control System
自动化自动控制课程设计方案报告
动控制课程设计报告 班级:自动化08-1班 学号:08051116 姓名:刘加伟 2018.7.17
任务一、双容水箱的建模、仿真模拟、控制系统设计 一、控制系统设计任务 1、通过测量实际装置的尺寸,采集DCS系统的数据建立二阶水箱液位对象 模型。<先建立机理模型,并在某工作点进行线性化,求传递函数) 2、根据建立二阶水箱液位对象模型,在计算机自动控制实验箱上利用电 阻、电容、放大器的元件模拟二阶水箱液位对象。 3、通过NI USB-6008数据采集卡采集模拟对象的数据,测试被控对象的开 环特性,验证模拟对象的正确性。 4、采用纯比例控制,分析闭环控制系统随比例系数变化控制性能指标<超调 量,上升时间,调节时间,稳态误差等)的变化。 5、采用PI控制器,利用根轨迹法判断系统的稳定性,使用Matlab中 SISOTOOLS设计控制系统性能指标,并将控制器应用于实际模拟仿真系统,观测实际系统能否达到设计的性能指标。 6、采用PID控制,分析不同参数下,控制系统的调节效果。 7、通过串联超前滞后环节校正系统,使用Matlab中SISOTOOLS设计控制系统性能指 标,并将校正环节应用于实际模拟仿真系统,观测实际系统能否达到设计的性能指标。
(一)建立模型 (二)实验模型及改变阶跃后曲线: 1.取阶跃曲线按照以下模型建立系统辨识模型: 一般取为0.4和0.8 计算上行阶跃各参数: T1=171.26 T2=50.50 K=160.47 t1=141 t2=338 建立传递函数为: G(s>= 计算下行阶跃各参数: T1=84.20 T2=48.67 K=148.08 t1=89 t2=198 建立传递函数为: G(s>= 2.建立机理模型
(完整版)基于plc的机械手控制系统设计
前言 随着我国工业生产的飞跃发展,自动化程度的迅速提高,实现工件的装卸、转向、输送或操持焊枪、喷枪、扳手等工具进行加工、装配等作业的自动化,已愈来愈引起人们的重视。 机械手是在机械化、自动化生产过程中发展起来的一种新型装置。近年来,随着电子技术特别是电子计算机的广泛应用,机器人的研制和生产已成为高技术领域内迅速发展起来的一门新兴技术,它更加促进了机械手的发展,使得机械手能更好地实现与机械化和自动化的有机结合。 机械手是模仿着人手的部分动作,按给定程序、轨迹和要求实现自动抓取、搬运或操作的自动机械装置。在工业生产中应用的机械手被称为“工业机械手”。机械手虽然目前还不如人手那样灵活,但它具有能不断重复工作和劳动、不知疲劳、不怕危险、抓举重物的力量比人手大等特点,因此,机械手已受到许多部门的重视,并越来越广泛地得到了应用,生产中应用机械手可以提高生产的自动化水平和劳动生产率;可以减轻劳动强度、保证产品质量、实现安全生产;尤其在高温、高压、低温、低压、粉尘、易爆、有毒气体和放射性等恶劣的环境中,它代替人进行正常的工作,意义更为重大。 本文将通过西门子PLC控制机械手,PLC是可编程控制器(Programmable Logic Controller)的简称,是在继电顺序控制基础上发展起来的以微处理器为核心的通用的工业自动化控制装置。随着电子技术和计算机技术的迅猛发展,PLC的功能也越来越强大,更多地具有计算机的功能。目前PLC已经在智能化、网络化方面取得了很好的发展。该系统利用西门子PLC,在步进电机驱动下,完成对机械手在搬运过程中的下降、夹紧、上升、右旋、下降、放松、上升、左旋等全过程自动化控制,并对非正常情况实行自动报警和自动保护,实现企业的机电一体化,提高企业的生产效率。
自动扶梯驱动机及其控制系统设计
自动扶梯驱动机及其控制系统设计 摘要: 自动扶梯应用日益广泛,大型商场,宾馆都已离不开它,且在火车站,机场等更是大显身手。一个完整的扶梯系统包括电动机、主传动机构、链传动机构、以及滚轮、梯级、扶手等。通常把电动机、主传动机构、链传动机构以及制动、限速机构设计成一整体,叫做驱动机。驱动机是自动扶梯最为重要的机构,它的质量直接决定了自动扶梯的工作性能、工作状态、工作寿命等。 本设计通过对自动扶梯的基本结构的认识,考虑了各方面的因素,对自动扶梯的传动机构做了选择。进行了自动扶梯的功率计算、蜗杆轴的设计计算,低速轴的设计计算,刚度校核计算等,最后设计了自动扶梯的电气控制系统。 关键词:自动扶梯;电动机;驱动机装置;蜗杆轴;低速轴,电气控制
ABSTRACT: The range of Escalators includes products for commercial use in department stores, hotels or offices, as well as those for use in public areas such as railway stations, airports or the underground.A comprehensive system of escalator includes the electric motor,the main Transmission mechanism ,the chain transmission mechanism and steps,handrails. Usually,get the elector motor,the main transmission mechanism and additional brakes into one ,called the drive.The drive is the most important part of the escalator ,which effects directly the quality of the escalator.for example ,the drive is the origin of the noise and the vibration produced when the escalator works. Based on the escalator understanding of the basic structure ,and considering the various factors, we decide the transmission of escalator. We have maked the power calculation of escalator,the designing of worm shaft,the designing of Low-speed shaft ,calculation of stiffness checking and so on . At last,designed the electricity control system. Key words: Escalator ;motor;Drivers device;worm shaft;low-speed shaft;electricity control
自动化控制系统设计实例教学大纲-2017
《自动化控制系统设计实例》课程教学大纲 课程代码:060032005 课程英文名称:Automation Control System Design Examples 课程总学时:16学时讲课:16学时实验:0学时上机:0学时 适用专业:自动化 大纲编写(修订)时间:2017.11 一、大纲使用说明 (一)课程的地位及教学目标 自动化控制系统设计实例是自动化专业的专业基础选修课。通过对该课程的学习,使学生建立起“系统”概念,了解自动化系统主要的控制方法、控制技术,为后续专业课学习奠定基础。 (二)知识、能力及技能方面的基本要求 通过实例教学,针对不同的控制对象,全方位、多视角介绍采用单片机、自动化仪表、工控机、PLC组建不同工业流程的设计实例和实施过程;要求学生了解自动化控制系统的设计原则、设计步骤,建立起“控制”与“系统”的概念,了解自动化控制系统的主流技术和前沿技术。 (三)实施说明 在讲授具体内容时,从一个具体的被控对象分析入手到合理的控制要求的形成,从控制装置、元器件部件选型到控制方案的产生,从硬件结构到电路细节,从软件框图到控制算法以及实施过程一一进行分析讲解;培养学生思考问题、分析问题和解决问题的能力。 (四)对先修课的要求 本课程的先修课是《自动控制原理》和《C语言程序设计》。 (五)对习题课、实验环节的要求 无。 (六)课程考核方式 1.考核方式:考查 2.考核目标:考核学生对自动化控制系统的了解程度;考核学生自动化产品研发思路和独立思考能力。 3.成绩构成:本课程的学生成绩采用二级制(通过、不通过)。成绩由学术报告和平时成绩相结合的方法确定。其中:平时成绩由考勤及课堂表现组成,占总的40% ;学术报告成绩占总的60%。 (七)主要参考书目: 1. 《自动化系统工程设计与实施》,林敏等编,电子工业出版社,2008。 2. 《过程控制系统》,俞金寿孙自强编著,机械工业出版社,2009。 3. 《PLC编程及应用》(第4版),廖常初编著,机械工业出版社,2015。 二、中文摘要 本课程是自动化专业学生的一门实践性很强的专业基础选修课程。课程通过对精选实例的自动化控制系统的设计、选型、研制、调试和实施等讲授,使学生建立“控制”与“系统”的概念,了解自动化系统的主流技术和发展趋势。本课程将全方位、多视角地介绍单片机、自动化仪表、工控机、PLC等组建不同工业流程的设计实例和实施过程,本课程将为后续自动化专业课程的学习奠定基础。
示教机械手控制系统设计
百度文库- 让每个人平等地提升自我 0前言 / 机械手的积极作用正日益为人们所认识,其一,它能部分地代替人的劳动并能达到 生产工艺的要求,遵循一定的程序、时间和位置来完成工件的传送。因为,它能大大地 改善工人的劳动条件,加快实现工业生产机械化和自动化的步伐。因此,受到各先进单 位的重视并投入了大量的人力物力加以研究和应用。尤其在高温、高压、粉尘、噪声的 场合,应用得更为广泛。在我国,近代几年来也有较快的发展,并取得一定的成果,受 到各工业部门的重视。在生产过程中,经常要对流水线上的产品进行分捡,本课题拟开 发物料搬运机械手,采用的德 结束语 目录 0前言 0 1 课程设计的任务和要求 ...................................................................... 1 课程设计的任务 ............................................................................ 1 课程设计的基本要求 (3) 2总体设计 (3) PLC 的选型 端子分配图 3 PLC 程序设计 设计思想... 顺序功能图 4程序调试说明 参考文献
国西门子S7-200系列PLC对机械手的上下、左右以及抓取运动进行控制。我们利用可编 程技术,结合相应的硬件装置,控制机械手完成各种动作。 机电传动以及控制系统总是随着社会生产的发展而发展的。单就机电而言,它的发展大体上经历了成组拖动,单电动机拖动和多电动机拖动三个阶段。所谓成组拖动,就是一台电动机拖动一根天轴,再由天轴通过皮带轮和皮带分别拖动各生产机械,这种生产方式效率低,劳动条件差,一旦电动机放生故障,将造成成组机械的停车;所谓但电动机的拖动,就是用一台电动机拖动一台生产机械,它虽然较成组拖动前进了一步,但当一台生产机械的运动部件较多时,机械传动机构复杂;多电动机拖动,即是一台生产机械的每一个运功部件分别由一台电动机拖动,这种拖动的方式不仅大大的简化了生产 机械的传动机构,而且控制灵活,为生产机械的自动化提供了有利的条件。 、1课程设计的任务和要求 课程设计的任务 1)示教机械手控制系统设计 2)示教机械手系统示意图如下图所示
浅谈电气自动化控制系统及设计
浅谈电气自动化控制系统及设计 发表时间:2018-08-13T17:23:35.390Z 来源:《电力设备》2018年第12期作者:张健 [导读] 摘要:随着社会的进步和电力技术的发展,电气自动化技术在今后的使用会越来越广泛,为了更好了将控制模块应用于各行各业,在自动化模块设计上要充分实现规范化设计,总结典型的设计思路,从而使典型设计起到部分标准和规范性的作用。 (13063819880924xxxx) 摘要:随着社会的进步和电力技术的发展,电气自动化技术在今后的使用会越来越广泛,为了更好了将控制模块应用于各行各业,在自动化模块设计上要充分实现规范化设计,总结典型的设计思路,从而使典型设计起到部分标准和规范性的作用。 关键词:电气自动化水电站设计应用 工程建设的关键环节是工程设计工作,它是工程建设的灵魂,在工程建设中起主导作用。设计工作对项目的工期、工程质量、施工安全、竣工后的安全运行起着决定性作用。嵌入式控制系统的发展和现场总线技术的应用,对从事电气、自动化工程技术工作者提出了更高的要求。不但要对传统专业电气知识掌握纯熟,还要掌握学习不断发展的自动化网络知识,对计算机软件运用娴熟。随着互联网信息时代的到来,供应商、项目工程设计工作者或企业管理的所有电气设备可通过互联网实现远程技术支持和调试。 1 电气控制对象的特点和要求 电气控制量与热工控制量相比在控制要求及运行过程中有着很多不同点,电气的主要特点表现为: (1)电气控制系统相对热机设备而言对信息的掌握不大,目标少,操控次数少,不过,速度更快,准确度也更高。 (2)电气设备保护自动装置对稳定性要求更高,更快速,并且,有一定抗干扰的能力。 (3)热力系统需要大容量来满足处理信息的需要,并且内部情况复杂,过程掌握十分严格,对于电控系统(ECS),强调数据提取和顺序的掌握作为主要方面,有助于实现连锁保护。 因此,机组的电气系统纳入DCS控制,要求控制系统具有很高的可靠性。除了能够进行一般的启动和停止,对于异常问题的显现和控制的数据也要精确显示。并给出可行的操作意见,以及意外控制办法,使电气系统控制处于科学、有效、合理的情况之中。 2电气自动化控制系统的设计 2.1集中监控方式 这种监控方式优点是运行维护方便,控制站的防护要求不高,系统设计容易。但由于集中式的主要特点是将系统的各个功能集中到一个处理器进行处理,处理器的任务相当繁重,处理速度受到影响。由于电气设备全部进入监控,伴随着监控对象的大量增加随之而来的是主机冗余的下降、电缆数量增加,投资加大,长距离电缆引入的干扰也可能影响系统的可靠性。同时,隔离刀闸的操作闭锁和断路器的联锁采用硬接线,由于隔离刀闸的辅助接点经常不到位,造成设备无法操作。这种接线的二次接线复杂,查线不方便,大大增加了维护量,还存在由于查线或传动过程中由于接线复杂而造成误操作的可能性。 2.2远程监控方式 远程监控方式具有节约大量电缆、节省安装费用、,节约材料、可靠性高、组态灵活等优点。由于各种现场总线(如 Lonworks 总线, CAN总线等)的通讯速度不是很高,而电厂电气部分通讯量相对又比较大,所有这种方式适合于小系统监控,而不适应于全厂的电气自动化系统的构建。 2.3现场总线监控方式 目前,对于以太网(Ethernet)、现场总线等计算机网络技术已经普遍应用于变电站综合自动化系统中,且已经积累了丰富的运行经验,智能化电气设备也有了较快的发展,这些都为网络控制系统应用于发电厂电气系统奠定了良好的基础。现场总线监控方式使系统设计更加有针对性,对于不同的间隔可以有不同的功能,这样可以根据间隔的情况进行设计。采用这种监控方式除了具有远程监控方式的全部优点外,还可以减少大量的隔离设备、端子柜、I/0 卡件、模拟量变送器等,而且智能设备就地安装,与监控系统通过通信线连接,可以节省大量控制电缆,节约很多投资和安装维护工作量,从而降低成本。另外,各装置的功能相对独立,装置之间仅通过网络连接,网络组态灵活,使整个系统的可靠性大大提高,任一装置故障仅影响相应的元件,不会导致系统瘫痪。因此现场总线监控方式是今后发电厂计算机监控系统的发展方向。 3 探讨电气自动化控制系统的发展趋势 OPC(OIJEforProcess Control)技术的出现,IEC61131 的颁布,以及 Microsoft 的 Windows平台的广泛应用,使得未来的电气技术的结合,计算机日益发挥着不可替代的作用。IEC61131 已成为了一个国际化的标准,正被各大控制系统厂商广泛采纳。Pc 客户机/服务器体系结构、以太网和Internet 技术引发了电气自动化的一次又一次革命。正是市场的需求驱动着自动化和 IT 平台的融和,电子商务的普及将加速着这一过程。Internet/Intranet 技术和多媒体技术在自动化领域有着广泛的应用前景。企业的管理层利用标准的浏览器可以存取企业的财务、人事等管理数据,也可以对当前生产过程的动态画面进行监控,在第一时间了解最全面和准确的生产信息。虚拟现实技术和视频处理技术的应用,将对未来的自动化产品,如人机界面和设备维护系统的设计产生直接的影响。相对应的软件结构、通讯能力及易于使用和统一的组态环境变得重要了。软件的重要性在不断提高。这种趋势正从单一的设备转向集成的系统。 4 提高控制设备可靠性的方法 4.1保护电子设备的环境 潮湿、霉菌、灰尘、气压、盐雾和污染气体等恶劣环境都对正在使用的电子设备有很大的影响,较轻的表现为电子设备的灵敏度降低,严重的会使电子设备报废。在这些因素中,潮湿的影响最严重,特别是在湿度高、温度低的情况下,达到湿度饱和的情况下导致设备内部的元器件和印制电路板上出现凝露和产色现象,降低设备性能,致使设备不能使用;除此之外,当店子设备遭到潮湿空气后,材料会有一层水膜凝聚在表面,并且渐渐渗透到材料的内部,增加了绝缘材料的导电能力,降低体积电阻率,增加介质消耗导致电气漏电、短路甚至击穿,引发设备故障。 4.2切合实际开发控制 设备控制设备设计的开发阶段的关键是设备的可靠性,在设计的科学和切合实际才能产出实用的产品。所以在这个阶段,要认真研究设备、零部件、元器件的技术环境、技术条件,在这个基础上分析出设备的设计参数,从而制定使用的设计方案;然后在掌握了
自控系统工程施工设计方案
四平管廊管网安装工程 施工方案 编制: 审核: 批准: 质量: 安全: 河南蒲新防腐建设工程有限公司 四平项目经理部 2016年3月18日
目录 1.自控系统概述 2.设计依据 3.施工准备 4.自控工程施工方法 5.电缆桥架和支架的安装 6.质量保证措施 7.安全保证措施
1.自控系统概述 接融大街地下管廊监控与报警系统包括:环境与设备监控系统、安全防范系统、通信系统、预警与报警系统、地理信息系统和统一管理平台。 管廊使用过程中需检测的主要工艺参数有:含氧量、温度、液位等,检测仪表相应有:液位传感器、氧气检测器、硫化氢检测器、一氧化碳检测器、温湿度检测器等。 2.设计依据 设计、施工及验收应遵守的国家规范: 城市综合管廊工程技术规范(GB50838-2015) 自动化仪表工程施工及质量验收规范(GB50093-2013) 火灾自动报警系统设计规范(GB50116-2013) 视频安防监控系统工程设计规范(GB 50395-2007) 出入口控制系统工程设计规范(GB50396-2007) 入侵报警系统工程设计规范(GB50394-2007) 3.施工准备
3.1组织施工技术人员认真阅读图纸和图纸说明,做好阅读记录,特别是要弄清楚下列问题: ?管、线、槽的走向、标高和有无预埋等是否确切明了。 ?管、线、槽的过墙连接方式是否交待清楚。 ?电缆槽(桥架)的支架是现场制作还是随桥架一起供货。 ?管、线、槽的支架制作要求和安装要求是否明确。 ?仪表加工件是否详细清楚。 ?控制电缆、屏蔽电位、通讯电缆、补偿电缆、专用电缆的敷设方式有无特殊规定和明确要求。 ?控制系统的盘、台、箱、柜有无防尘、防潮、防震等的特殊要求。 ?接地种类和方式是否明确。 ?穿线管、导压管、各种现场制作支架的油漆颜色是否有明确要求等等。 3.2参加图纸会审 通过会审把专业之间的交叉、衔接问题,设备、材料、加工件不明确的问题,控制系统安装调试界面划分问题,核心设备、贵重仪器的交接、保管、防护问题要落实清楚。 3.3编制施工图预算、加工件预算和材料预算 依据图纸、会审记录、经审批的施工方案、施工安全技术措施和文明施工措施,编制施工图预算、加工件预算和材料预算。 加工件预算包括绘制加工件图纸、编制加工件材料明细和加工要求等内容,为委托加工和编制材料预算提供必要的准备。 3.4制订资源配置计划 依据施工图预算和经审批的施工方案制订详细劳动力配置计划和施工机具、标准仪器配置计划。
自动往返小车控制系统plc
中州大学毕业设计 学号:201025090206 设计题目:自动往返小汽车的控制系统的设计 学院:工程技术学院 专业:机电一体化 班级:10级对口2班 姓名:杨丽丽
指导教师:上官同英 日期:2013 年3 月5 日 诚信声明 本人郑重声明:所提交的毕业设计(论文)是本人在指导教师的指导下,独立工作所取得的成果并撰写完成的,郑重确认没有剽窃、抄袭等违反学术道德、学术规范的侵权行为。文中除已经标注引用的内容外,不包含其他人或集体已经发表或撰写过的研究成果。对本文的研究做出重要贡献的个人和集体,均已在文中作了明确的说明并表示了谢意。本人完全意识到本声明的法律后果由本人承担。 毕业设计(论文)作者签名:指导导师签名: 签字日期:签字日期:
毕业设计任务书 班级:10机电对口2班学生:杨丽丽学号201025090206 设计题目:自动往返小汽车的控制系统的设计 摘要:设计一个能自动往返于起跑线与终点线之间的小汽车的控制系统。但不能用人工遥控(包括有线和无线)。跑道宽度0.5m,表面贴有白纸,两侧有挡板,挡板与地面垂直,其高度不低于20cm。在跑道的A、B、C、D各点处画有2cm 宽的黑线,各段的长度与下图所示: 设计内容及要求: 1.设计完成的功能要求: 1)、车辆从起跑线出发(出发前,车体不得超出起跑线),到达终点线后停留10秒,然后自动返回起跑线(允许倒车返回)。 2)、BC间为限速区,车辆往返均要求低速通过,但不允许在限速区内停车。 3)、在往返过程中随时显示当前行车时间和路程,直接回到终点。(显示装置应安装在小车上面。) 2.设计内容要求 (1)根据设计要求确定系统中输入/输出信号的种类、数量和特点。
自动控制系统毕业设计..
目录 摘要…………………………………………………………………第1章任务要求和方案设计…………………………………… 1.1 任务要求……………………………………………………… 2.1 总体方案确定及元件选择…………………………………….. 2.1.1 总体设计框图……………………………………………… 2.1.2 控制方案确定………………………………...…………… 2.1.3 系统组成……………………………………………… 2.1.4 单片机系统……………………………………….. 2.1.15 D/A转换........................................................................... 2.1.5 晶闸管控制………………………………………... 2.1.6 传感器……………………………………………… 2.1.7 信号放大电路………………………………………. 2.1.8 A/D转换……………………………………………. 2.1.9 设定温度及显示……………………………………. 第2章系统硬件设计……………………….…………………2.1 系统硬件框图……………………………………………2.2 系统组成部分之间接线分析…………………………… 第3章系统软件设计…………………………………………. 3.1程序流程图..…………………………………..…………… 第4章参数计算……………………………..………………... 4.1 系统各模块设计及参数计算 4.1.1、温度采集部分及转换部分
4.1.2、传感器输出信号放大电路部分:........................... 4.1.3、模数转换电路部分:............................ 4.1.4、ADC0804芯片外围电路的设计:....................... 4.1.5、数值处理部分及显示部分:............................. 4.1.6、PID算法的介绍....................................: 4.1.7、A/D转换模块.......................................... 4.1.7、A/D转换模块................................... 4.1.8 单片机基本系统调试............................... 4 .1. 9 注意事项:................................................................ 第5章测试方法和测试结果 5.1 系统测试仪器及设备 5.2 测试方法 5.3 测试结果 结束语........................................... 参考文献.…………………………………….……….……………
自动往返运料小车控制系统设计
编号 河南机电高等专科学校 毕业设计(论文) 自动往返运料小车控制系统设计 系部:自动控制系 专业: 电气自动化 班级: 自 124 姓名: 张晓需 学号: 121415404 指导老师: 赵新蕖 二零一五年五月
摘要 运料小车在煤矿、仓库、港口车站、矿井等行业中被广泛应用,而其控制系统就是一种典型的PLC系统。传统的运料小车大多是继电器控制,而继电器控制有着接线复杂、易出故障、维护维修不易等缺点。为了降低运料小车的运行成本,实现自动化控制,应用可编程控制技术作为小车的控制系统。 本设计针对电气控制的运料小车系统,利用组态软件和西门子S7200 PLC实现对运料小车系统的监测和控制。通过现场数据采集,进行集中的数据管理,从而实现对自动运料小车系统有效控制,系统状态实时监控,并由上位机生成可视化的动态监控界面。方便管理人员对现场的管理,提高工作效率。 关键词:运料小车;组态软件;PLC;传感器;
Abstract Carriage is widely used in coal mine, warehouse, station, port mine and other industries, and its control system is a typical PLC system. The transport cars most of the traditional relay control, relay control with complex wiring, easy maintenance, fault repair defect is not easy. In order to reduce the operation cost of material transport trolley, automatic control system, the application of programmable control technology as the control system of car. The design for the carriage of electric control system, realize the monitoring and control of material transport trolley system using configuration software and S7200 PLC Siemens.Through the field data acquisition, data management, so as to realize the automatic control of material transport trolley system, real-time monitoring system status, and made the dynamic monitoring interface PC to generate visual. Management to facilitate the management of the site, improve work efficiency. Keywords: Material transport trolley;configuration software; PLC; sensor;