校正作业指导书

校正作业指导文件编号:NJB/JT7.5-Z07(共2页)
一、校正的要求
1、矫正后的部件外观不应有明显的凸凹痕和损伤,表面划痕深度≤0.5,且不宜超过钢材厚度的允许偏差值的1/2。
2、角钢零部件冷矫正的曲率半径r≥90b;弯曲矢高f≤L2/720b(b为角钢边宽,L为弯曲弦长)。钢管零部件冷矫正的曲率半径r≥50D;弯曲矢高f≤L2/400D(D为钢管直径)。
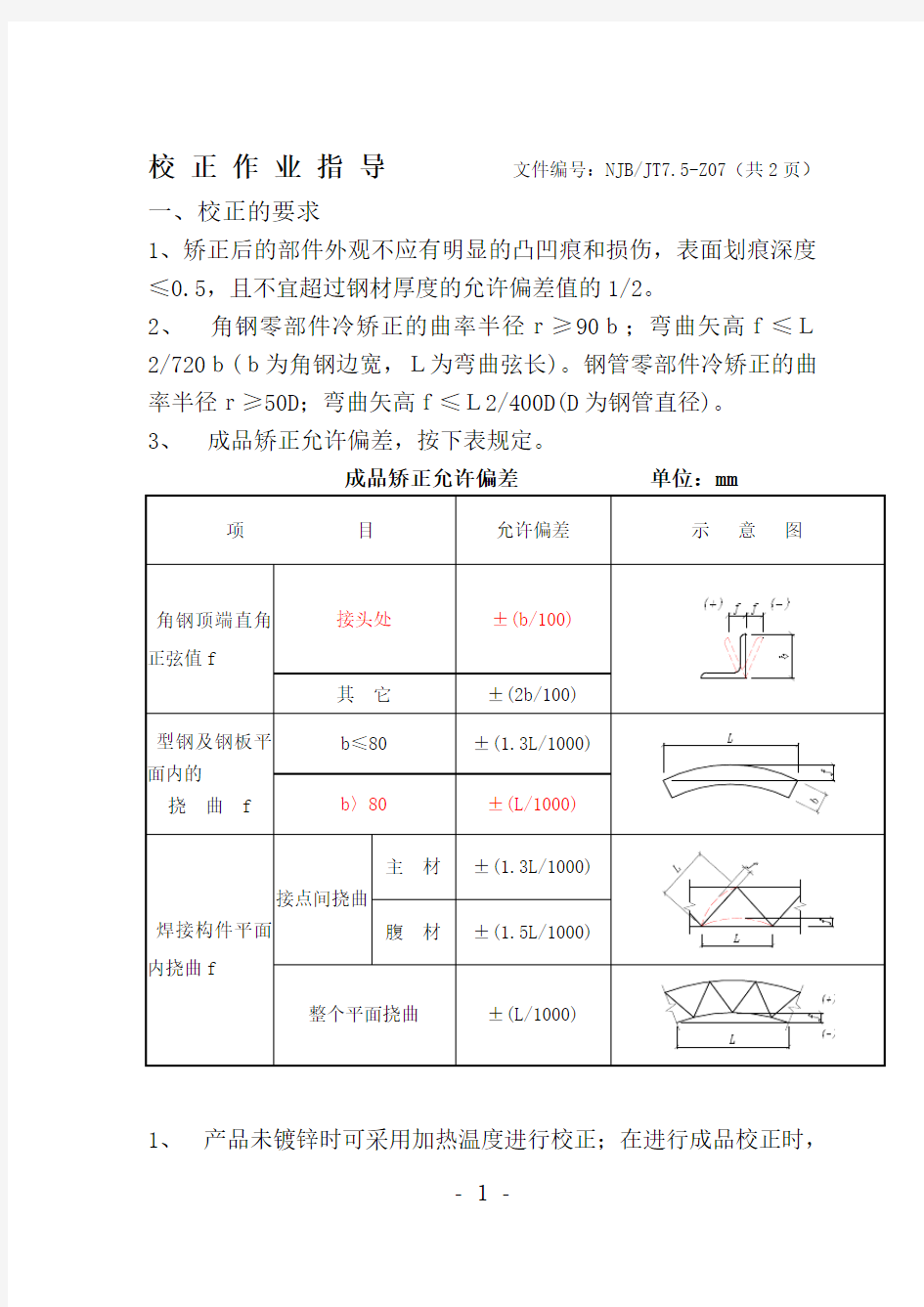
3、成品矫正允许偏差,按下表规定。
成品矫正允许偏差单位:mm
1、产品未镀锌时可采用加热温度进行校正;在进行成品校正时,
一般应在常温下根据工作对象可分别选用校正机或其它校正器具等设备进行校正;
2、碳素结构钢在环境温度低于-16℃、低合金结构钢在环境温度
低于-12℃时不应进行冷矫正和冷弯曲。碳素结构钢和低合金结构钢在加热矫正时加热温度不应超过900℃。低合金结构钢在加热矫正后应自然冷却。
3、当零件采用热加工成型时加热温度应控制在900-1000℃,碳
素结构钢和低合金结构钢在温度分别下降到700℃和800℃之前,应结束加工低合金结构钢应自然冷却。
二、校正
1、较大块钢板如在校直机上无法平直时,均可采用辊板机校平
直,校正后钢材表面不应有明显的凹面或损伤,划痕深度不得大于0.5mm,且不大于该钢材厚度负允许偏差的1/2;
2、焊接构件焊后产生的弯曲变形应在热浸锌前予以校正,用乙
炔燃加热校正;
3、成品采用校直机校正,校正时与构件的接触点不宜过小,以
避免校正时损伤和破坏锌层;
4、成品校正时如有损坏锌层表面,应返修重热浸镀锌。
(完整版)检验方法验证标准操作规程
标准操作规程STANDARD OPERATING PROCEDURE 目的:建立检验方法验证标准操作规程,规范验证操作。 适用范围:所有检验方法的验证。 责任者:质量保证部、质量控制部 程序: 1、检验方法验证的基本内容 检验方法验证的基本内容包括方案的起草及审批,检测仪器的确认.适用性验证(包括准确度试验、精密度测定.线性范围试验、专属性试验等)和结果评价及批准四个欠的方面。它的基本内容可以用下图表示。 2、检验方法验证的基本步骤 首先是制定验证方案,然后对大型精密仪器进行确认,最关键的一步是检验方法的适用性试验,最后是检验方法评价及批准。 2.1验证方案的制定 检验方法的验证方案通常由质量验证小组提出。根据产品的工艺条件、原辅料化学结构、中间体、分解产物查阅有关资料,提出规格标准,确定检查项目,规定杂质限度,即为质量标准草案。根据质量标准草案确定检查和试验范围,对检验方法拟定具体操作步骤,最后经有关标题检验方法验证标准操作规程共7页第1页 制定人颁发部门GMP办公室编号: SOP--F—004 分发部门质量验证小组、质量保证部新订√替代 审核人批准人生效日期年月日
人员审批方可实施。 2.2大型精密仪器的确认 分析测试中所用的检测仪器一般可分为三类 (1)普通仪器:崩解仪,折光仪、分析天平、酸度计、溶点测定仪、电导仪等: (2)较精密仪器:旋光仪、永停滴定仪、费休氏水分测定仪、自动滴定仪、药物溶出度仪、可 共7页第2页见分光光度计、电泳仪等; (3)大型精密仪器:紫外分光光度计、红外分光光度计、气相色谱仪、高效液相色谱仪、薄层扫描仪等。 为了保证分析测试数据准确可靠,每台检测仪器在投入正式使用之前都应进行确认。检测仪器的确认是检验方法验证的基础,应在其它验证试验开始之前首先完成。检测仪器确认工作内容应根据仪器类型。技术性能而定,通常包括:安装确认、校正、适用性预试验和再确认。2.2.1安装确认 同工艺验证中机械设备一样,仪器安装确认的土要内容包括如下各点: (1)要登记仪器名称.型号。生产厂商的编号、生产日期.生产厂商名称,企业内部的固定资产设备登记号及安装地点; (2)收集汇编和翻译仪器使用说明书和维修保养手册; (3)检查并记录所验收的仪器是否符合厂方规定的规格标准: (4)检查并确保有该仪器的使用说明书。维修保养手册和备件清单: (5)检查安装是否恰当,气、电及管路连接是否符合要求; (6)制定仪器标准操作规程(SOP)和维修保养制度,建立使用记录和维修记录; (7)制定清洗规程;. (8)明确仪器设备技术资抖(图纸,手册,备件清单、各种指南及该机器设备有关的其它文件)的专管人员及存放地点。 除上面提到的内容外,在安装确认方案中对仪器的性能用途应有一概述并记录维修服务单位名称。联系人、电话号码、传真号、银行帐号等,以利于日后的维修保养活动,这对大型精密仪器尤为重要。对于仪器来说,安装确认中的一项重要内容是功能试验。这项工作在安装结
薄壁空心墩作业指导书
空心薄壁及方墩施工工艺 本标段共有薄壁空心墩14座,方墩30座,最高墩高为56m,属于高墩施工,且均处在深沟峡谷中,施工难度大。根据墩身特点,我部计划采用翻模工艺施工,每次施工高度为4.5m。墩身的模板安装采用塔吊进行,施工人员利用电梯或人行步梯上下。混凝土的浇注采用卧泵输送。 1.前期工作 严格按照塔吊、电梯安装说明进行塔吊及电梯安装工作。塔吊、电梯基础为钢筋混凝土基础,基础的设计要以能够承受塔吊、电梯自重荷载和起吊重物荷载及倾覆力矩为准。 墩身模板采用专业模板厂制作的大块钢模板进行施工,强大的桁架结构作为背肋,每个施工节段高 4.5m,为满足施工要求,我部计划在每座有薄壁墩及方墩的桥梁中同一墩号左右幅同时进行施工。对直径≥25mm的钢筋采用滚轧直螺纹接头接长,其它钢筋采用绑扎或搭接焊接。焊接时,要求单面焊焊缝长度不小于10d,双面焊焊缝长度不小于5d。在凿毛后的承台顶面准确进行放样,检查校正承台预埋钢筋---搭设支架并绑扎墩身钢筋---支立一节模板---一次浇筑底部实心部分及倒角部分砼,之后开始循环翻模施工。 2. 施工放样 在进行某节段墩身混凝土施工前,首先要进行桥墩平面位置放样,目的是检查上一节段墩身施工的平面位置是否有偏差(或承台中预埋墩身钢筋位置的准确性),同时作为支立本节段模板的参考点。另外,需要对翻模的主要受力构件和易疲劳破坏的部位进行检查,如钢丝绳、卷扬机、拉模钢筋螺丝等。 3. 墩身钢筋的安装和绑扎 测量定位和安全检查符合施工要求后,开始墩身钢筋的安装和绑扎。墩身钢筋的提升通过塔吊来完成。主钢筋采用滚轧直螺纹连接或搭接焊接,主筋的垂直度采用定位架来控制。在主筋上画线来对箍筋定位,确保其箍筋间距与设计一致。防裂钢筋网片绑扎在横向水平箍筋上,注意保护层厚度的控制。焊接或绑扎接头错开布置。 1)钢筋工程 墩身钢筋在安装过程中,对直径≥25mm的钢筋采用滚轧直螺纹接头接长,其它钢筋采用绑扎或搭接焊,并在钢筋安装施工中严格按照规范(JTJ041-2000)执行处理。防裂钢筋网的安装严格按照施工图纸要求施工。 ⑴钢筋接头工艺 根据设计要求,我部在施工时,对直径≥25mm的钢筋采用滚轧直螺纹接头接长,主筋接头数在同一断面不超过全断面的50%,墩身集束钢筋束筋的一个接
001仪器设备维护保养作业指导书
仪器设备维护保养内容作业指导书 1目的 为规范仪器设备维护保养项目编制内容,做好仪器设备的维护保养工作,正确填写维护保养记录而做出统一规定。 2范围 本规定适用于所有需要进行维护保养的仪器设备的维护保养。 3职责 3.1设备管理员和计量管理员编制仪器设备维护保养计划,并报技术负责人审批后由检测室按计划组织实施; 3.2检测室组织好人员按计划进行维护保养。 3.3技术负责人批准仪器设备维护计划。 4仪器设备维护保养项目的规定 4.1维护保养计划中项目内容可根据设备特点和设备操作规程的有关规定从中选择(项目内容应为多种): 1)电器系统是否完好; 2)紧固、滑动、传动、制动系统是否安全可靠; 3)设定的工艺参数是否达到; 4)操作系统是否灵敏可靠; 5)管道、密封是否漏气、漏水; 6)安全防护装置是否符合要求; 7)设备安装位是否保持水平; 8)其他设备是否对其使用出现了振动、电磁等新的影响; 9)必要时更换配件; 10)必要时补充或更换液压油; 4.2维修、维护保养内容可对应维护保养计划中项目内容: 1)经检查电器系统的电线完好、线路、开关等,符合要求; 2)紧固螺母可靠、未发现松动情况;滑动、传动、制动系统无异常,安全可靠; 3)达到设定的工艺参数要求; 4)操作系统灵敏可靠;
5)管道、密封无漏气、漏水; 6)安全防护装置符合要求; 7)设备安装位保持水平; 8)其他设备对其使用未出现振动、电磁等新的影响; 9)更换配件(如胶管、搅拌翅); 10)补充液压油或更换液压油; 5记录表格 使用《仪器设备维护保养计划》、《仪器设备维修、维护保养记录》。6附加说明 本作业指导书由检测室提出。 本作业指导书起草人: 审核人:年月日 批准人:年月日
检验仪器校验作业指导书
目录 一、雷氏夹校验作业指导书 ............................... - 2 - 二、水泥胶砂流动度跳桌校验作业指导书............... - 2 - 三、水泥胶砂试模校验作业指导书 ..................... - 3 - 四、水泥胶砂试体养护箱检定作业指导书................ - 3 - 五、水泥快速养护箱校验作业指导书.................... - 5 - 六、水泥标准筛校验作业指导书 ....................... - 6 - 七、水泥负压筛析仪校验作业指导书.................... - 7 - 八、透气法比表面积仪检定作业指导书.................. - 9 - 九、抗折夹具校验作业指导书 ........................ - 12 - 十、火焰光度计校验作业指导书 ...................... - 13 - 十一、测硫仪校验作业指导书 ........................ - 14 - 十二、氯离子测定仪校验作业指导书................... - 15 - 十三、水泥组分测定仪校验作业指导书................. - 16 - 十四、水泥游离钙测定仪校验作业指导书............... - 16 - 十五、灰分挥发分测定仪校验作业指导书............... - 17 -
十六、硫钙铁分析仪校验作业指导书................... - 18 -十七、X荧光分析仪校验作业指导书................... - 19 -十八、常用玻璃量器得校验作业指导书................. - 20 -十九、玻璃液体温度计校验作业指导书................. - 25 -一、雷氏夹校验作业指导书 本方法适用于新购与使用中以及检修后得雷氏夹得校验。 1、技术要求 1、1雷氏夹应由铜质材料制成,外表光滑,无变形。 1、2环模直径30mm,高30mm,模厚0、5mm,切口1、0 mm。 1、3指针长150mm,间距10mm,针直径 2、0mm。 1、4校验时两指针针尖距离增加范围为17、5mm± 2、5mm,且能恢复至原来状态。 2、校验项目及条件 2、1校验项目 2、1、1外观。 2、1、2雷氏夹尺寸。 2、1、3针距及状态。 2、2校验用器具 2、2、1游标卡尺:量程300mm,分度值0、02mm。 2、2、2钢直尺:量程500mm,分度值1mm。 2、2、3砝码:300g。
仪器设备期间核查作业指导书
仪器设备期间核查作业指导书 1 目的 为了本检测站主要仪器设备保持正常状态,确保提供给检测结果的质量,本站对所有主要仪器设备实行运行中检查(期间核查),特制定本作业指导书。 2 范围 本作业指导书适合侧滑检验台、车速表检验台、轴(轮)重仪、制动检验台、滤纸式烟度计、HO/CO 气体测试仪、前照灯检测仪、摩托车轮偏检测仪和声级计等主要仪器设备的运行中检查。规定了每一台仪器核查的技术依据、项目及要求、标准仪器设备、方法、周期。当仪器设备出现异常现象或修理、调整后,必须依照本作业指导书的要求进行核查。 3 操作规定 3.1 侧滑检验台 (1) 技术依据: 页脚内容1
国家计量检定规程JJG908-1996滑板式汽车侧滑检验台检定规程。 (2) 核查项目及要求: 示值误差不超过±0.2m/km。 (3) 核查用仪器设备: 百分表0~10mm,2级 (4)核查方法: 安装好百分表和挡板,用微动工具缓缓推动滑板,当侧滑台示值为3m/km、5m/km、7m/km时,分别读取百分表示值。向左、向右各重复3次,按下式计算示值误差: △i=x i-S i/L 式中:△i——第i测量点的示值误差(m/km); x i——第i测量点的侧滑台示值(m/km); S i——第i测量点百分表3次示值的平均值(mm); L——滑板沿机动车辆行进方向的纵向长度(m)。 页脚内容2
以上各测量点示值误差不超过±0.2m/km。 (5)核查周期 侧滑台的核查周期一般为3个月。 3.2车速表检验台 (1) 技术依据: 国家计量检定规程JJG909-1996滚筒式车速表检验台检定规程。(2) 核查项目及要求: 车速台示值误差不超过±3%。 (3) 核查用仪器设备: 测(转)速仪60km/h以上±0.6%(2000r/min以上)。(电子计数)(4) 核查方法: 页脚内容3
专用量规校准检验规程
专用量规校准操作规程 1 适用范围:本规程适用于本厂各种螺纹塞规、螺纹环规、半径规、自制圆柱塞规、芯轴和对表块的校准操作。 2 环境条件 2.1 校准室室内温度:20℃±5℃。 2.2 校准室室内湿度:≤80%RH。 3 校准准备 3.1 检查:对被校准(检定)的各种螺纹塞规、螺纹环规、半径规、自制圆柱塞规、芯轴和对表块等专用量检具,应用目力观察测量面是否有毛刺或赃物,并用油石打磨毛刺,用汽油清洗后再用丝绸布擦拭干净。 3.2 校准之前,用无腐蚀性的汽油将被校准量检具、校准样块、标准量检具进行清洗,用清洁的丝绸布擦拭干净,摆放在校准平板或木桌上以进行恒温处理。 3.3 恒温处理时间: 3.4 将校准(检定)过程中使用的原始记录表及各类辅助用具准备好。
4 校准项目 4.1 外观; 4.2 表面粗糙度; 4.3 规格尺寸; 4.4 淬火硬度(新投入的量检具)。 5 校准周期:见Q/MJ—G03—13—2004《测量装置周期检定计划》。 6 校准(检定)方法 6.1 外观:目测,工作面不应有影响使用的外观缺陷。 6.2 表面粗糙度:用粗糙度测量仪检测。 6.3 规格尺寸: 螺纹塞规、螺纹环规和半径规,采用对比的方法。 圆柱塞规、芯轴和对表块,用外检合格的相应规格和分度值的外径千分尺测量。 6.4 淬火硬度:用外检合格的适用的硬度计检测。 7 校准(检定)的判定
8 校准操作 8.1 使用标准样块、标准量检具时,戴好手套, 8.2 首先校核标准量检具的零线(即调零),以降低标准量检具的操作误差。 8.3 校准时,被校准量检具的各受检测量面与标准量检具应轻轻接触,不得有碰撞现象。 8.4 对被校准量检具的校准部位依次按序校准(检定)。计量员校准完毕后,须由另一计量员核验,确保校准(检定)结果的准确性。做好相应的原始记录,以便追溯。 8.5 校准(检定)结果符合技术要求的,填发校准(检定)合格证书或校准(检定)通知单,该量检具可以投入使用;不符合要求的填写报废处理单。 8.6 全部校准完毕后,将各类量检具用无腐蚀的汽油清洗干净,用清洁的丝绸布擦拭干净,再涂上防锈涂料,分别装入相应的盒内。
仪器校验作业指导书
篇一:测量仪器校准作业指导书 1 适用范围 用于校准玻璃量器、容量筒、坍落度测定仪、试模、碎(卵)石标准筛、砂浆分层度测定 仪、混凝土贯入阻力仪、砂浆稠度测定仪、养护室等试验用仪器设备的校准以及工程施工现场使用的混凝土搅拌机自设加水装置、测深水铊、测深仪等设备的校准。 2 职责 2.1 子公司计量管理部门负责对校准计划的实施情况进行检查、监督。 2.2 使用单位计量员负责组织试验人员或测量人员实施校准工作;试验站负责人或测 量班班长对校准结果进行审核。 3 校准用测量仪器和用具 校准玻璃量器:架盘天平(称量1000g,精度1g)。 校准容量筒:台称(称量50kg或100kg,感量50g)、钢直尺(长 500mm,分度值 1mm)、 玻璃板(尺寸以能盖住容量筒口为宜)。 校准坍落度测定仪:钢直尺,长300~500mm,分度值0.5~1mm。 校准试模:游标卡尺(长200mm或以上,分度值0.02mm)、钢直尺(长 300mm,分度值 0.5mm)钢角尺。 校准碎(卵)石标准筛:游标卡尺(200mm,分度值不小于0.02mm)。 校准砂浆分层度测定仪:游标卡尺(300mm,分度值不低于0.02mm)。 校准混凝土贯入阻力仪:游标卡尺(150mm,分度值不低于0.02mm)、200×200mm 平板玻璃一块。 校准砂浆稠度仪:架盘天平(500g,精度1g)、钢直尺(300mm,精度1mm)。 校准混凝土搅拌机加水装置:台称、秒表(或带秒针的手表)、铁桶(或容器)。 校准养护室温度、相对湿度:干、湿温度计和时钟。 校准测深水铊、测深仪:钢卷尺(30m)1把。 校准用测量仪器需经确认合格。 4 玻璃量器校准实施步骤 4.1 外观检查:目测检查玻璃量器有无损坏,是否干净,刻度线是否清淅。 4.2 玻璃量器容积的校准: ⑴记录校准环境温度(最好控制在20±3℃范围内)。准备校准用的蒸馏水或食用自来水。 ⑵量器称重; ⑶将校准用水装入量器内至标称容积的刻线处,称重。⑷⑵、⑶项操作不少于2次,取其平均值为最终值。 4.3 结果评定: 量器无损坏,刻度线清晰,容积偏差在±1%以内为合格。结果评定应予以标识。 4.4玻璃量器的校准为一次性校准。 5 容量筒校准实施步骤 5.1 外观检查:目测检查容量筒有无损坏变形。 5.2 容量筒尺寸测量:用钢直尺在相互垂直的方向测量容量筒直径,取平均值。沿容量筒内边沿测量容量筒高度,每120°测量一点,共测三点,取平均值。 5.3 容量筒容积校核:记录环境温度(最好控制在 20±3℃范围内)称取容量筒和玻璃板重量;然后将容量筒装满饮用水,用玻璃板紧贴筒口滑移排去多余的水和水泡,擦干筒外壁水份后称重。进行2次,取平均值。 5.4 结果评定: 以5.2测得的容量筒尺寸计算其容积,参照以5.3称重法校核的容积,容积偏差在±1%以
螺栓检验作业指导书
Q/RST 螺栓检验 作业指导书
Q/REASTER11.28-2009 前言 为使企业生产制造工作向着标准化与精益化的管理方向发展,生产制造部门编制了螺栓检验作业指导书,为螺栓入库前的检验登记提供作业指导依据。 3
Q/REASTAR 11.28-2009 1.使用范围 该规定适用于本企业,作为螺栓入库前检验的依据。 2.引用标准 标准源于自定。 3.螺栓检验准备 工具准备:样板,环规,塞规等 4.螺栓抽检方案 当螺栓总数量n≤200时,抽5%;200≤n≤500时,抽3%;500≤n≤1000时,抽2%;n ≥1000时,抽1%。(保证抽检数大于10) 5.螺栓检验 5.1外观 首先在螺栓质量检验卡上填写供货厂商,供货数量以及抽检数量。 5.1.1外形:目测,并用手抚摸螺栓表面,记录。要求:外形美观,无毛刺锐边,表面无异状。 5.1.2头部有无制造标识:目测,记录。要求:有标识且清晰可见。 5.1.3头部有无强度等级标识:目测,记录。要求:有标识且清晰可见。 5.2规格 5.2.1螺栓长度:用样板进行测量,记录。要求:测量准确,且测量值尾数必须为0或5。 5.2.2螺纹长度:用样板进行测量,记录。要求:测量准确,且测量值尾数必须为0或5。 5.2.3公称直径:用样板进行测量,记录。要求:测量值必须为标准值。 5.2.4螺距:用样板进行测量,记录。要求:测量值必须为标准值。 5.3精度 用塞规与环规进行测量,将螺栓拧入不同系列的环规。要求:顺利拧入环规,且能拧入通规,拧不入止规。 5.4强度等级 强度等级:从螺栓头部读出强度等级,记录。 5.5表面处理: 向供应方索要该批螺栓出厂合格证,确保螺栓符合供方出厂标准。 每一项检验完后,根据检验结果填写螺栓质量检验卡,并根据所有纪录判断该批螺栓是否合格。如合格,将螺栓整理、入库;不合格,退回。 2
仪器校验作业指导书样本
篇一: 测量仪器校准作业指导书 1.适用范围 用于校准玻璃量器、容量筒、坍落度测定仪、试模、碎(卵)石标准筛、砂浆分层度测定 仪、混凝土贯入阻力仪、砂浆稠度测定仪、养护室等试验用仪器设备的校准以及工程施工现 场使用的混凝土搅拌机自设加水装置、测深水铊、测深仪等设备的校准。 2.职责 2.1.子公司计量管理部门负责对校准计划的实施情况进行检查、监 督。 2.2.使用单位计量员负责组织试验人员或测量人员实施校准工作; 试验站负责人或测 量班班长对校准结果进行审核。 3.校准用测量仪器和用具 校准玻璃量器: 架盘天平( 称量1000g, 精度1g) 。 校准容量筒: 台称( 称量50kg或100kg, 感量50g) 、钢直尺( 长500mm, 分度值 1mm) 、 玻璃板(尺寸以能盖住容量筒口为宜) 。 校准坍落度测定仪: 钢直尺, 长300~500mm, 分度值0.5~1mm。
校准试模: 游标卡尺( 长200mm或以上, 分度值0.02mm) 、钢直尺( 长 300mm, 分度值 0.5mm) 钢角尺。 校准碎(卵)石标准筛: 游标卡尺( 200mm, 分度值不小于0.02mm) 。校准砂浆分层度测定仪: 游标卡尺( 300mm, 分度值不低于 0.02mm) 。 校准混凝土贯入阻力仪: 游标卡尺( 150mm, 分度值不低于 0.02mm) 、200×200mm 平板玻璃一块。 校准砂浆稠度仪: 架盘天平( 500g, 精度1g) 、钢直尺( 300mm, 精度1mm) 。 校准混凝土搅拌机加水装置: 台称、秒表( 或带秒针的手表) 、 铁桶( 或容器) 。 校准养护室温度、相对湿度: 干、湿温度计和时钟。 校准测深水铊、测深仪: 钢卷尺( 30m) 1把。 校准用测量仪器需经确认合格。 4.玻璃量器校准实施步骤 4.1.外观检查: 目测检查玻璃量器有无损坏, 是否干净, 刻度线是 否清淅。 4.2.玻璃量器容积的校准: ⑴ 记录校准环境温度( 最好控制在20±3℃范围内) 。准备校准用的蒸馏水或食用自来水。
实验室仪器期间核查作业指导书
实验室仪器期间核查作业指导书 1、目的 对检测用设备在两次检定之间的技术指标进行期间核查以保持设备校准状态的可信度,确保检测结果准确可靠。 2、适用范围 本中心主要或重要检测仪器设备、现场检测仪器设备的期间核查。 3、职责 3.1质量负责人负责编制年度期间核查计划。 3.2项目负责人具体实施期间核查,检测室负责人负责对核查结果进行确认。 3.3质量监督员负责督促完成期间核查计划。 4、期间核查时机 仪器的期间核查时间间隔一般在仪器的检定或校准周期内进行1~2次核查为宜,当出现以下情况应考虑实施期间核查。 4.1因使用环境条件发生变化,如温度、湿度变化较大,有可能影响仪器的准确性; 4.2在检测过程中,发现可疑数据,对仪器设备提出怀疑时; 4.3遇到重要的检测,如发生重大水质污染事故或委托用户对检测结果有争议时。 5、期间核查方法
5.1使用有证标准物质进行核查,标准物质包括各种标准样品,如pH计、电导率仪等采用定值溶液进行核查。使用标准物质核查时应注意所用的标准物质的量值能够溯源,并且有效。 5.2使用仪器附带设备核查,仪器带有的自动校准系统可以用来核查。如电子天平自带的标准工作砝码能够自动校准。 5.3仪器设备之间的比对,实验室中有多台相同或类似的仪器设备,可以同另一台相同或更高精度的仪器设备进行比对。 5.4使用不同检测方法进行比对,如溶解氧仪采用碘量法进行比对。 5.5对保留样品量值重新测量,只要保留的样品性能稳定,可以用来作为期间核查的核查标准。如对无校准源的放射性检测仪器使用特定的样品。 5.6检测标准方法、技术规定中有关要求和方法,可以直接作为期间核查的方法。 5.7期间核查可以参照仪器设备检定规程操作,采用其中需要核查的部分(常用仪器设备检定规程见表1)。如果没有该类仪器设备的检定规程,还可以参照类似仪器设备的检定规程。 表1
光滑极限量规测量审核作业指导书
光滑极限量规审核作业指导书 1 概述: 光滑极限量规是一种控制工件极限尺寸的定值量具,在大批量生产中被广泛的用于检验工件的基本尺寸1mm~50mm、公差等级IT6~IT16的孔和轴。 2 依据的技术法规: 2.1 《JJG 343-2012 光滑极限量规检定规程》 3 提供审核技术文件和被测样品: 3.1被测量审核单位提供的被测样品的测量原始记录。 3.2被测量审核单位提供的被测样品的校准证书。 3.3被测量审核单位提供的被测样品的校准结果的不确定度分析。 3.4被测样品: 光滑极限量规。 4主要技术指标: 主要技术指标如表1所示。 表1 主要技术指标 5 测量审核项目: 5.1外观: 5.1.1要求:量规的测量面不应有锈迹、毛刺、黑斑、划痕等缺陷。使用中的量规不应有明显影响外观和使用质量的缺陷。在量规的非测量面上应标出制造厂商标、被检工件的基本尺寸、公差代号和量规的用途代号(单头双极限量规可不标志)。 5.1.2校准方法:目力观察。 5.2样品的主要技术要求: 5.2.1校准用标准器及其他设备要求:
标准器及其他设备如表2所示。 表2 标准器及其他设备 5.2.2试验环境条件: 5.2.2.1环境条件:校准量规尺寸时,室内温度相对20℃的偏差不应超过《JJG 343-2012光滑极限量规检定规程》表3的规定,室内温度应稳定,每小时变化不应大于0.5℃。 5.2.2.2等温时间:量规应放在室内等温,各种量规等温的最短时间见《JJG 343-2012 光滑极限量规检定规程》表2。 5.3校准方法: 5.3.2量规的尺寸 5.3.2.1量规的尺寸不应超过附录2的规定。 5.3.2.2校准方法 5.3.2.2.1计量仪器的选择:推荐选择的计量仪器列于《JJG 343-2012 光滑极限量规检定规程》表6,也允许选用其他同等准确度的仪器。 5.3.2.2.2全形、非全形塞规:通、止端的尺寸时应选用平测头,在x、y方向上于A、B两个截面的4个位置进行校准。
仪器操作规程作业指导书
仪器操作规程作业指导书 (一)SC-3000B色谱仪新建模板的步骤 1.打开色谱工作站,把谱图参数设置好(如果是双检测器则需打开两个窗口垂直平铺) 2.将取样阀打到取样位置,打开标准气上的阀门匀速通气30秒左右,将标准气上的阀门关闭,把取样阀打到进样位置开始进样同时按FID(TCD)检测器按钮 3.待峰出完后进行谱图处理 4.填写定量组份中的套峰时间,组份名称,浓度 5.将定量方法选择为计算较正因子,方法设置为峰面积 6.打开定量结果表点工具栏中的计算 7.打开定量组份表填写较正因子 8.将定量方法选择为单点校正 9.选择文件菜单下的存为模板 (二)气相色谱操作规程 一、开机 1.打开载气钢瓶或气体发生器开关,使压力上升到规定的数值,等待3-5min; 2.开启色谱仪电源开关,使检测器温度、柱箱温度、注样器温度达到设定的数值; 3.开启燃气、助燃气开关,使压力上升到设置的数值; 4.装有FID、FPD检测器的仪器进行点火时,点火前切记关掉仪器上的高压开关。点火成功后,再开启高压开关。 二、进样分析 1.将旋钮打到取样位置,选择好通道及分析柱,引进模版,用样气置换取样管1min; 2.停止置换,立即将旋钮打到进样位置,同时按下信号采集键; 3.等仪器自动停止后,正确识别谱图,计算分析结果。 三、关机
1.关闭燃气、助燃器开关; 2.关闭仪器高压开关; 3.关闭仪器电源开关,等待5min; 4.关闭仪器载气钢瓶或气体发生器。 (三)TY2000YTH-1微量硫分析仪 一.开机操作步骤: 1.连接好载气、氧气、氢气管线及电源 2.先打开高纯氢发生器,空气泵,高纯氮,等压力上升为0.3-0.4MPa,打开仪器总电源开关。 2.调仪器面板氮气压力为0.1MPa 3.盖好检测器遮光罩,打开电源开关 4.预热仪器,待仪器稳定后,把“测温选择”按钮旋为“检测器”等温度升到90°C以上,才可点火。点火前开氢气和氧气罐,使氧气、氢气压力分别为0.04-0.05MPa之间,四、五分钟之后用点火枪开始点火,点火时关掉检测器高压电源,取下检测器遮光罩,听见啪的一声,按住不放5-6秒,检查确认成功后,轻轻盖上检测器光罩,再连接好检测器高压电源。 5.点火后,开高压电源,调氧气压力为0.025MPa,调节期间看负高压表有无明显变化,若无变化则火没点着,重新点火 6.点火成功后,调氢气压力为0.03MPa,氧气压力为0.025MPa, 7.点火后半小时开始进样 二.HC-2A型机常用参数及出峰顺序: 1.参数: HV—-660V 衰减—1/2 柱1:4.0圈温度:90℃ 柱2:2.7圈温度:50℃(±2℃) 2.出峰顺序及时间 柱1:CS2出峰时间为2.57分
扭力扳手校准仪操作规程
安徽江淮安驰汽车有限公司管理文件编号JAC-MC-ZL-05 文件名称校准扭力扳手操作规程管理部门质量管理部编制审核批准 会签 颁布日期2012年 11 月10 日共4页版本号:A 修改号:0 1 目的 为规范扭力扳手校准的操作,特制定本办法。 2 范围 本规程适用于安徽江淮安驰汽车有限公司的2NJ-300扭矩板子检定仪的规范操作和公司内预置式、指针式、数字式扭力扳手的后续校准和使用中校准。 3 职责 3.1 质量管理部为扭矩扳子日常使用、维护保养的监督管理部门,负责扭矩板子的后续校准工作; 3.2 生产管理部为扭矩板子的日常使用及维护保养部门,负责扭矩扳子的使用中校准工作。 4 引用标准 JJG707-2003 《扭矩扳子检定规程》 GB/T15729-2008 《手用扭力扳手通用技术条件》 ISO6789-1992 《螺纹紧固件(螺栓、螺钉及螺母)装配工具——手动扭矩工具——要求与测试方法》 5 工作程序 5.1 校准项目 校准项目一览表 校准项目后续校准使用中校准 外观++ 示值回零+﹣ 示值++ 注:上表中,“+”表示应检项目,“﹣”表示不检,使用中校准可只计算示值相对误差, 后续校准每3个月校准1次,使用中校准每1天校准1次。 5.2校准规程 5.2.1 开启检定仪上的电源开关,通电预热30min; 5.2.2 校准开始前,以检定仪满量程的80%扭矩对其进行预加载,即对检定仪加载而后卸载的操作,此操作应重复3次;
5.2.3 未加载前,在“跟踪”方式下,触按“复位”键,检定仪自检好显示“-531-”,而后显示零; 5.2.4 将检定仪设定为“保持”方式,根据被校准扭矩扳子制式选择单位; 5.2.5 装上被校准的扭矩扳子或其它待测样件,施力前触按“复位”键清零,而后缓慢平稳地转动手轮或转动装在卡盘上的待测样件,同时观察检定仪上显示窗示值读数; 5.2.6 当扭矩扳子发出“咔”的声响或示值瞬间停顿时停止施力,显示数值即为校准值;5.2.7 反向回转手轮或将手脱离卡盘上待测样件,直至被校准扭矩扳子或其它待测样件彻底卸力,而后触按“复位”键清零,准备后续操作直至校准结束; 5.2.8 如量程变化可旋转显示面板上的量程开关进行转换,并对“A”或“B”座接头进行转换; 5.2.9校准左旋扭矩板子时,可对扭矩板子头旋转1800后再进行校准; 5.2.10扭矩板子校准点可在扭矩板子量程的25%、50%、75%三个点进行校准,每点校准3次,取平均值后计算示值误差是否符合要求; 5.3 校准结果的判定 5.3.1 校准结果合格判定依据扭矩板子准确度级别按下表进行判定: 准确度级别示值相对误差(e/%)示值重复性(R/%) 1 ±1.0 1.0 2 ±2.0 2.0 3 ±3.0 3.0 4 ±4.0 4.0 5 ±5.0 5.0 6 ±6.0 6.0 10 ±10.0 10.0 5.3.2 示值相对误差和示值重复性的计算 本规程采用以标准装置的标准值为依据的计算方法,在扭矩扳子检定仪上读出示值时,按公式(1)和(2)计算示值的相对误差和示值重复性误差,并记录计算结果: 1.示值相对误差 2. 示值重复性误差 式中: M--每一校准点标准装置的标准扭矩值(Nm)--每一校准点中扭矩扳子3次示值的算术平均值(Nm );M imax、M imin----检定中扭矩扳子第i点的3次示值中的最大值和最小值,Nm。
仪器设备期间核查作业指导书
仪器设备期间核查作业 指导书 Company number:【0089WT-8898YT-W8CCB-BUUT-202108】
有限公司 工地试验室 仪器设备期间核查 作业指导书 批准: 审核: 编制: 2016年月日实施期间核查作业指导书目录
总则 一、目的 为了有效了解仪器设备、参考标准及标准物质的使用状态,确保其校准状态的置信度。 二、适用范围 适用于本实验室内的设备、参考标准及标准物质。 三、核查内容 当出现以下情况时,需进行期间核查: 1.稳定性不高,漂移较大的; 2.使用频繁,时间较长的; 3.电子类设备较长时间未启用的; 4.参考标准、标准物质的保管环境及使用有效期。 四、核查方式 A.表示定期使用有证标准物质和(或)使用次级标准物质进行期间核查; B.表示以留样的再检测对比进行期间核查; C.表示以同样功能的设备比对来进行期间核查; D.表示实验室间比对进行期间核查; E.表示用具自校功能设备的自校程序进行期间核查; F.表示其他有效的期间核查方式。 五、核查周期
1.对使用频率较低,使用时间较短,稳定性较高的设备、参考 标准及标准物质可一年进行1-2次。 2.对其他,可根据实际情况,酌情增加核查次数,但不得少于6个月一次。 六、期间核查的设备、参考标准及标准物质 见核查方法目录 七、期间核查方法 具体的期间核查方法见各设备、参考标准及标准物质的期间核查方法。 万能材料试验机期间核查作业指导书 1.适用范围 本作业指导书适用于对万能材料试验机进行期间核查。 2.引用标准GB/金属材料室温拉伸试验方法 3.原理在万能材料试验机检定后的初期和检定有效期中期,对取自同一根钢筋的两组试件按GB/规定的方法进行拉伸试验,对两次的试验所测得的抗拉强度值进行对比,从而判断所核查的万能材料试验机的计量性能是否正常。 4.操作方法 4.1 在同一根钢筋上截取六个试件,按随机的方法分为两组; 4.2 在万能材料试验机检定合格的几天内,对同一根钢筋的两组试件中的一组进行抗拉强度试验。
数字扭力测试仪作业指导书
2018年10月19日
数字扭力测试仪操作说明书 1 目的 确保电批扭力测试仪扭力测量的准确性。 2 范围 适用于本公司本司所使用之扭力计HP-10/50等。 3 权责 3.1 PQC :严格按规程规范作业,定期点检; 3.2仪校员:负责仪器发外计量。 4 作业内容 4.1设备基本参数 4.2仪器面板说明
5 操作步骤 5.1 使用前先检查设备的电量是否充足、固定件是否固定,显示屏出现LOBAT 字样时请充电。 5.2 确保正常后打开电源开关,按下电源键(POWER)。ON 指示灯会发亮。 5.3根据实际需要,按下测量单位转换键(UNIT)切换需要的测试单位,一般使用为Kgf.cm 和N.m.相应单位下的指示灯会发亮。 5.4根据实际需要, 按下测量模式转换键(MODE)切换需要的测试模式,把测量模式至于峰值(PEAK )状态。 5.5根据测试头安装示意图安装合适测试轴、缓冲弹簧(细弹簧1.5Kgf.cm-6 Kgf.cm,粗弹簧5-30 Kgf.cm ),安装好如下图后放置于扭力测试驱动槽中,必要时可以用内六角锁紧固定。 5.6电批批头通常是卡扣位置处按进去或者拉出来取下电批批头,电批装入扭力测试头之后平放于测试轴的轴耳或六角处。
5.7电批平放于扭力测试适配器上之后用手按复位键(REST)使显示器读数归零(0.00),测试前显示器读数必须为零 5.8电批平放于扭力测试适配器上,启动电批将扭力测试适配器上的扭力测试驱动杆打下去直至弹黄被压紧,弹黄被压紧直至无法再继续往下打为止,显示器上的读数至少持续5秒钟不闪跳为该电批的扭力值。 5.9通常反复测量 3-5次,然后取它们的平均为该电批的扭力值,每一次测量的扭力值不可有太大偏差。取平均值为扭力值记录于巡检报表中。 6 注意事项 6.1使用前确认仪器通过校正,并贴上校正合格标志,发现有效期快到期必须及时送往仪校单位校正处理。
仪器设备作业指导书模板
仪器/设备点检作业指导书 文件编号:设备名称:传动系数地点设备编号用途 图示:①②编号点检项目点检工具状态周期 ○1电机目视、触摸 1.电机风扇网罩无 污垢、灰尘堵塞通风孔。 2、电机运转无异响,焦 臭味。 3、电线无裸露、破损、 漏电现象。 4、电机是否有过热现象。每日一次 ○2连轴器 (轴对)目视1、螺丝是否松动。 2、是否清洁无油垢。 3、检查运行状态是否平 衡。 4、连轴器上、下左右是 否对整齐,间隙是否一 致,避免不同心导致尼龙 棒损坏。 每日开 机时 1 / 1
仪器/设备点检作业指导书 文件编号:设备名称:减速机地点设备编号用途 图示:①②③编号点检项目点检工具状态周期 1 连轴器目视1、螺丝是否松动。 2、是否清洁无油垢。 3、检查运行状态是否平衡。 4、连轴器上、下左右是否 对整齐,间隙是否一致,避 免不同心导致尼龙棒损坏。 一周一次 2 稀油镜目视 1、必须看到有油流动,如 无油滴下则必须立即停机 检查。 2、检查油量是否合适,是 否在标示线范围内。每日生产时二小时一次 3 紧固螺丝 1、检查螺丝是否紧固,检 查油封是否完好,是否漏 油。 2、检查机器表面是否清洁。 每日 1 / 1
仪器/设备点检作业指导书 文件编号:设备名称:稀油站地点设备编号用途 图示:①②编号点检项目点检工具状态周期 1 压力表目视检查两压力表指示 压力必须相近。每日一次 2 注油孔目视打开检查油量是否 合适 每周三 3 油质目视油质有无脏污,是 否有沾性,里面是 否含有水份。二月检查一次回油滤芯,半年检查一次油质。 1 / 1
仪器/设备点检作业指导书 文件编号:设备名称:连扎地点设备编号用途 图示:①②②编号点检项目点检工具状态周期 ○1支撑辊目视 1.表面清洁无污垢。 2、密封性能良好,密封 胶涂抹均匀,螺丝锁紧, 防止乳化液进入。每周三检查密封性能半月加一次油 ○2传动轴目视1、表面清洁无污垢。 2、检查油量是否足够。 3、注油孔不得堵塞。 4、安装时注意必须对 正,保证同心度。 5、安装时必须得检查衬 板是否正确安装,防止 衬板掉落损坏传动轴。 6、传动轴连接螺丝每天 检查是否紧固。 7、安装时必须对准,注 意不得大力撞击损坏轴 承。 8、检查设备运转是否平 稳,有无跳动。每周三加油 传动轴螺丝每天检查是否松动 每天开机时必须检查传动部位运转是否顺畅。 1 / 1
QA-SOP-23(C)扭力计操作保养校正作业指引
作业指导书 Standard Operation Procedure “扭力計操作保養校正作業指引 Torque Testing,and Maintenace SOP“ 制訂部門: 品保部 生效日期: 15-7-2004 Array蓋 章 ※※※※※※※※※※※※※※※※※※※※※※※ 文件審批及變更記錄
主要用途 (Main Application): 螺絲扭力之量測 (Testing of Bolt/Screw ’s torsional strength). 1. 型號及種類 (Size and Type) 2.1各種不同螺絲頭孔型(梅花孔、四角孔、割溝、十字型、米字型、六角孔)Different types of Bolt/Screw head’s recesses (Torx, Square socket, Slot, Cross, Pozi, Hex. socket). 2.2一般螺丝均用台钳 Normally clamp with vice. 2.3如批头打滑(主要为十字、米字针形)用扭力台架 If drive bit loose (Mainly Cross and Pozi recesses), use Torque Testing Fixture 。 2. 操作方法 Operation Method 3.1使用前注意事項 Precaution Steps 3.1.1檢查扭力計是否在校準狀態 Verify torque wrench reliability; 3.1.2使用前擦拭測定臺,不得有鐵銷或雜物 Ensure the vice fixture in clean condition without steel chips and etc …; 3.1.3檢查扭力計是否歸零 Reset the reading dial to zero before testing. 3.2使用要領Testing Guide 3.2.1選擇適當的扭力扳手 Selection of proper torque wrench ’s measurement range; 3.2.2將套筒內裝入bit (梅花孔、四角孔、一字型、十字型、米字型、六角孔) Insert the drive bit into the block spana which able to attach with torque wrench (Torx, Square socket, Slot, Cross, Pozi, Hex. socket). ; 3.2.3螺絲垂直夾在夾具上,鎖在夾具上約露出2~3牙處,並鎖緊 Position and clamp the Bolt/screw on the clamping vice vertically, left 2~3 pitches unclamp; 3.2.4將夾具上之壓盤向下壓緊 Lower down the bit holder until it is engage with bolt/screw recess;
作业指导书范本
编号:TZ-2018 陕西天振建筑工程有限公司 施工作业指导书 2018-01-01发布 2018-01-01实施 陕西天振建筑工程有限公司发布
钢筋机械连接接头加工作业指导书 1、钢筋下料应采用砂轮锯切割,如采用普通的断料机下料,则在加工前应对钢筋端部打磨平整。接头端部不得有缺口、变形等缺陷。 2、各规格钢筋螺纹数如下表所示: 3、批量加工前,应按上述要求加工出样板件,采用环规进行螺纹精度,并进行工艺试件检测,均合格后方可批量加工。 4、接头套丝完成后应立即佩戴对应规格型号的塑料保护帽。 5、接头加工作业应由专人负责,不得随意更换。 陕西天振建筑工程有限公司
1、竖向钢筋绑扎前应对预留钢筋进行校正、调整。 2、箍筋绑扎前应进行划线分档,箍筋与主筋交叉部位必须绑扎,不得漏扎。 3、暗柱钢筋单肢箍不得漏设、两端弯钩必须为135度,并且与竖向主筋绑扎牢固。 4、墙体身钢筋除暗柱边两排外,可进行50%绑扎。 5、竖向钢筋绑扎完后及时设置好保护层垫块。 6、楼板钢筋绑扎前,必须在模板面进行划线。 7、梁底钢筋不得漏扎(包括二排钢筋)。 8、楼板上层钢筋必须满扎,底层钢筋除四周三排外可进行50%绑扎。 9、飘板钢筋必须满扎,并在其下部设置好成品马镫。 10、梁板钢筋绑扎完后必须设置好保护层垫块,间距不大于1m,不得有钢筋接触模板现象。 11、楼板砼浇筑前,设置好竖向钢筋的定位卡箍。 陕西天振建筑工程有限公司
1、模板支架立杆底部必须设置垫板,其间距不得大于1.2m,扫地杆一个方向满设、另外一个方向隔一拉一,第二步水平杆纵横方向必须满设,不得采用倒顶托、倒爬杆,顶托长度不得大于300mm。 2、墙柱模板下口必须设置垫方,标准层抱箍必须为五道,小面模板应采用硬碰角的方式。 3、梁侧模与墙模交界处模板不得断开,模板接缝设置在梁跨中(距梁端600mm处)。 4、外墙大模板下口必须设置老墙螺杆,上口设置水平锁口方。 5、飘窗板底模标高必须严格控制,并应检查其支撑是否牢固。 6、背楞采用50钢方,其间距不得大于200mm。 7、沉箱吊模应制作成定型化模板,上下口均应设置水平锁口方,加固不得采用铁丝,应采用对拉螺杆(注意不要穿PVC套管)。 8、外墙边梁加固采用对拉螺杆,螺杆孔不得出现外高内低的状态。 9、楼梯底部支撑必须按照集团工法要求搭设,两排立杆垂直于踏步面,扫地杆、剪刀撑不得缺失。 10、边摸施工完后应及时检查上口位置是否准确、成直线。 11、电梯井模板支架采用型钢制作的整体提升架。