铆焊检验记录表
****************有限公司
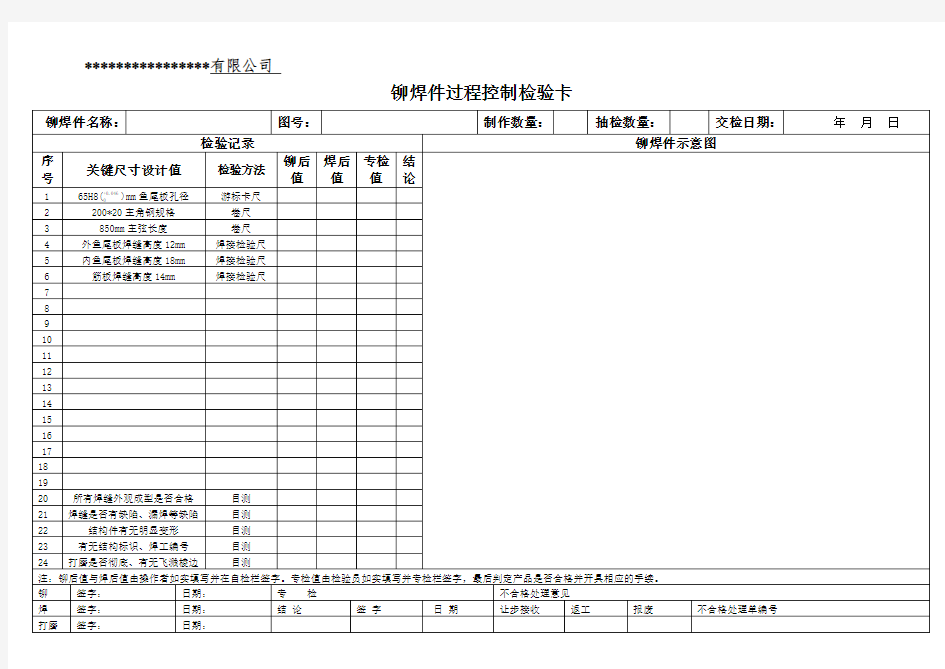
铆焊件过程控制检验卡
铆焊件名称:图号:制作数量:抽检数量:交检日期:年月日检验记录铆焊件示意图
序号关键尺寸设计值检验方法
铆后
值
焊后
值
专检
值
结
论
1 65H8(+0.046
)mm鱼尾板孔径游标卡尺
2 200*20主角钢规格卷尺
3 850mm主弦长度卷尺
4 外鱼尾板焊缝高度12mm 焊接检验尺
5 内鱼尾板焊缝高度18mm 焊接检验尺
6 筋板焊缝高度14mm 焊接检验尺
7
8
9
10
11
12
13
14
15
16
17
18
19
20 所有焊缝外观成型是否合格目测
21 焊缝是否有缺陷、漏焊等缺陷目测
22 结构件有无明显变形目测
23 有无结构标识、焊工编号目测
24 打磨是否彻底、有无飞溅棱边目测
注:铆后值与焊后值由操作者如实填写并在自检栏签字。专检值由检验员如实填写并专检栏签字,最后判定产品是否合格并开具相应的手续。
铆签字:日期:专检不合格处理意见
焊签字:日期:结论签字日期让步接收返工报废不合格处理单编号打磨签字:日期:
螺丝标准规范
文件类别 Document Classification 文件名称 Document Title 紧固件检验标准 Inspection Standard For Fastener 目前版本 Revision A 三级文件 Class Three 页码Page 1 / 9 1.目的 规范紧固件的检验标准,以使产品的工艺要求和一致性得到有效控制 2. 适用范围 本标准适用于本公司所有外购紧固件如:螺丝、螺母等的采购及验收 3.检验项目及执行标准 螺丝类检验标准 检验项目检验标准检验方式抽样计划MAJ MIN 参考文件 外观检验色泽:依规格书要求与样品核对 表面处理(镀锌,镀铬,镀镉, 镀镍,镀五彩,烤漆等)是否符 合要求 对比封样 MAJ:AQL=1. MIN:AQL=0. 65 ▲规格书 材质:检查材质是否符合规格书 的要求 磁石检测(区分铁 与304不锈钢) ▲规格书不可有毛疵,毛边,变形,破 损,加工不良或成型不良等异常 现象 目视▲/ 表面电镀层应均匀,不可有氧 化,锈斑,电镀不良,烤漆脱落 等异常现象 目视▲/ 不可有混装(混入其它不同之螺 丝或垫圈),短装,缺附件(垫 片、垫圈等)等异常现象 目视▲/ 规格尺寸头形:盘头、沉头等目视▲规格书公称直径:用卡尺测量并与规格 书对照是否符合要求 卡尺测试▲规格书公称长度:用卡尺测量并与规格 书对照是否符合要求 卡尺▲规格书
文件类别 Document Classification 文件名称 Document Title 紧固件检验标准 Inspection Standard For Fastener 目前版本 Revision A 三级文件 Class Three 页码Page 2 / 9 注释: ○1 中性盐水喷雾试验法:依据IEC 68-2-11之规范施行. 测试条件: (Tested condition) a) 盐雾浓度(Consistency of salt spray): 5±1% b) 氯化钠(NaCl): 99.8%以上 c) 试验温度(Test temperature): 35±2℃ d) 喷雾量(Spray amount): 1-2 ml/hr/80cm^2 e) 酸碱值: 35±2℃时,PH 值6.5-7.2 f) 试验时间: 24小时. g) 实验湿度(Test Humidity): 85%以上; h) 压缩空气压力(Compress air pressure): 1.25 kgf/cm^2 ○2扭力测试: 螺钉试件的杆部(镀层或无镀层的)应夹紧在与螺钉螺纹相匹配的、开合的、螺纹模具或其他装置内;螺钉夹紧部分不应损伤,且至少有两扣完整螺纹伸出夹紧装置并除螺钉末端外至少有两扣完整螺纹夹紧在夹具内。夹紧 表面处理 盐雾实验 需通过盐水实验后,观察表面应 无镀层脱落、生锈等不良现象则判合格 盐雾试验 参考注释○1 ▲ 扭力测试 用经标定的扭矩测量装置,对螺 钉施加扭矩直至断裂,螺钉应能符合表1规定的破坏扭矩 扭力测试 参考注释 ○2 ▲ 实际装配 用螺丝刀将螺丝与螺母组装,不 能出现装不进或旋不紧现象 操作测试 ▲ / 试装后,注意检查是否旋到位,槽位应不能打滑 操作测试 ▲ / 韧性、脆性氢脆化测试 检查紧固件是否因氢脆已发生破 坏 氢脆化测试 参考注释○3 ▲ /
手机螺丝检验标准
螺丝组件
文件编号:HBS—PZ ---WI—018 更改记录
目录 1.0............................................................................................................................................................................. 目的 2.0............................................................................................................................................................................. 范围 3.0............................................................................................................................................................................. 抽样计划 4.0............................................................................................................................................................................. 定义 4.1 ...................................................................................................................................................................... 检验条件 4.2 ...................................................................................................................................................................... 抽样标准 5.0 .......................................................................................................................................................................... 术语和定义 5.1 ...................................................................................................................................................................... 缺陷等级 5.2 .................................................................................................................................................... 螺丝不良缺陷定义 6.0............................................................................................................................................................................. 检验内容 6.1..................................................................................................................................................... 外观不良判定标准 6.2............................................................................................................................................................. 尺寸判定标准 7.0....................................................................................................................................................... 可靠性试验及判定标准 8.0................................................................................................................................................................... 周期性测试要求 9.0 .......................................................................................................................................................................... 包装要求 10.0 ...................................................................................................................................................................... 出货附带报告
原材(试件)抽样检验记录表
工程名称:南和通讯厂房A栋 序 号 名称进场数/时间应抽数实抽数试验结论/时间试验报告编号 1 热扎带肋钢筋Φ16 5T 2006-08-16 1组1组 合格 2006-08-16 GC-200601507 2 热扎带肋钢筋Φ18 5T 2005-11-23 1组1组 合格 2005-11-24 GC-200503702B 3 热扎带肋钢筋Φ20 10T 2005-11-23 1组1组 合格 2005-11-24 GC-200503703B 4 热扎带肋钢筋Φ22 25T 2005-11-23 1组1组 合格 2005-11-24 GC-200503703B 5 热扎带肋钢筋Φ12 25T 2005-12-03 1组1组 合格 2005-12-03 GC-200503802B 6 热扎带肋钢筋Φ25 25T 2005-12-03 1组1组 合格 2005-12-03 GC-200503803B 7 商品砼用42.5水泥1组1组快速检测合格 2005-12-06 SK-200500715B 8 商品砼用42.5水泥1组1组常规检测合格 2005-12-06 SC-200500952B 9 商品砼用惠州河砂1组1组 合格 2005-12-07 JS-200500726B 10 商品砼用横岗大地 5~31.5mm碎石 1组1组 合格 2005-12-07 SS-200500432B 11 热扎带肋钢筋Φ10 19T 2005-12-11 1组1组 合格 2005-12-12 GC-200503897B 12 热扎带肋钢筋Φ20 14T 2005-12-11 1组1组 合格 2005-12-12 GC-200503896B 13 热扎带肋钢筋Φ22 30T 2005-12-11 1组1组 合格 2005-12-12 GC-200503896B 14 热扎带肋钢筋Φ25 29T 2005-12-11 1组1组 合格 2005-12-12 GC-200503896B 记录人:监理工程师: 日期:年月日日期:年月日
螺丝检测_标准_分类
基础知识 第一章度量 当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。 1、公制计量:(10进制) 1m =100 cm=1000 mm 0 1 2 3 4 5 6 7 8 9 10 mm 2、英制计量:(8进制) 1英寸=8英分1英寸=25.4 mm 3/8''×25.4 =9.52 0 1/8 1/4 3/8 1/2 5/8 3/4 7/8 1 inch 3、1/4''以下的产品用番号来表示其称呼径,如: 4#,5#,6#,7#,8#,10#,12# 第二章螺纹 一、螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线凸起的形状。根据其结构特点和用 途可分为三大类: (一)、普通螺纹:牙形为三角形,用于连接或紧固零件。普通螺纹按螺距分为粗牙和细牙螺纹两种,细牙螺纹的连接强度较高。 (二)、传动螺纹:牙形有梯形、矩形、锯形及三角形等。 (三)、密封螺纹:用于密封连接,主要是管用螺纹、锥螺纹与锥管螺纹。 二、螺纹配合等级: 螺纹配合是旋合螺纹之间松或紧的大小,配合的等级是作用在内外螺纹上偏差和公差的规定组合。 (一)、对统一英制螺纹,外螺纹有三种螺纹等级:1A、2A和3A级,内螺纹有三种等级:1B、2B和3B级,全部都是间隙配合。等级数字越高,配合越紧。在英制螺纹中,偏差 仅规定1A和2A级,3A级的偏差为零,而且1A和2A级的等级偏差是相等的。
等级数目越大公差越小,如图所示: 1A 1、1A和1B级,非常松的公差等级,其适用于内外螺纹的允差配合。 2、2A和2B级,是英制系列机械紧固件规定最通用的螺纹公差等级。 3、3A和3B级,旋合形成最紧的配合,适用于公差紧的紧固件,用于安全性的关键设计。 4、对外螺纹来说,1A和2A级有一个配合公差,3A级没有。1A级公差比2A级公差大 50%,比3A级大75%,对内螺纹来说,2B级公差比2A公差大30%。1B级比2B级大50%,比3B级大75%。 (二)、公制螺纹,外螺纹有三种螺纹等级:4h、6h和6g,内螺纹有三种螺纹等级:5H、6 H、7H。(日标螺纹精度等级分为I、II、III三级,通常状况下为II级)在公制螺纹中,H和h的基本偏差为零。G的基本偏差为正值,e、f和g的基本偏差为负值。如图所示: 基本中径 1、H是内螺纹常用的公差带位置,一般不用作表面镀层,或用极薄的磷化层。G位置基 本偏差用于特殊场合,如较厚的镀层,一般很少用。 2、g常用来镀6-9um的薄镀层,如产品图纸要求是6h的螺栓,其镀前螺纹采用6g的公 差带。 3、螺纹配合最好组合成H/g、H/h或G/h,对于螺栓、螺母等精制紧固件螺纹,标准 推荐采用6H/6g的配合。
品质检查记录表
公司品质检查记录表表:一 巡检人员日期:年月日责任部门 专项检情况记录栏序号检查内容检查情况评分标准分值得分1 组织结构,制度、岗位职责是否上墙管理 缺项全扣,单项扣 0.5-1分 5 2 业主资料是否建立,服务中心档案资料归档是否齐全 缺项全扣,单项扣 0.5-1分 5 3 安防用具配置是否齐全,秩序人员着装是否规范整齐,安防 设施是否完好有效 缺项全扣,单项扣 0.5-1分 5 4 门岗执勤是否规范,出入门岗是否登记、出入货物是否有记 录,拦杆是否按规定开启关闭 缺项全扣,单项扣 0.5-1分 5 5 秩序人员上岗是否有排班表,秩序人员交接班记录是否齐 全,填写是否规范 缺项全扣,单项扣 0.5-1分 6 消防设施布局是否合理,是否建立台帐,是否有检查记录 缺项全扣,单项扣 0.5-1分 7 消防应急预案是否建立,是否有应急组织机构,员工消防培 训是否进行,记录是否完善,巡查是否有记录 缺项全扣,单项扣 0.5-1分 8 小区安全隐患排查是否登记、整改是否有记录 缺项全扣,单项扣 0.5-1分 9 清楼道、查电气、除隐患是否进行、记录是否完善有记录有 图片 缺项全扣,单项扣 0.5-1分
公司品质检查记录表表:二 专项检情况记录栏序 号 检查内容检查情况评分标准分值得分10 小区主任工作日志是否完善,记录是否详细,工作是否有 计划、安排、督促落实是否有记录 缺项全扣,单项扣 0.5-1分 11 保洁:日常清洁及垃圾清运工作完成情况是否到位,单元 内楼道:栏杆(扶手、栏花)是否干净,是否有考核记录 缺项全扣,单项扣 0.5-1分 12 绿化:草坪无杂物,剪枝和大树修剪是否到位。 缺项全扣,单项扣 0.5-1分 5 13 防火巡查记录情况 缺项全扣,单项扣 0.5-1分 5 14 安全责任制落实情况,是否签订责任书 缺项全扣,单项扣 0.5-1分 公司或物业中心负责人意见: 备注:公司物管部根据以上检查汇总后排名,需整改内容物物管部统一下整改并督促落实。
IQC品质检验记录表
IQC品质检验记录表 摘要:IQC即进货检验,指对供应商提供过来的原材料进行检测,并最后做出判断该批产品是接收还是拒收,在这过程中,我们作为品质检测人员就需要对检测的内容进行记录,下面主要分享几个IQC记录表给大家。 IQC的重要性 ???的工作主要是控制公司所有的外购物料和外协加工物料的质量,保证不满足公司相关技术标准的产品不进入公司库房和生产线,确保生产使用产品都是合格品。IQC是公司整个供应链的前端,是构建公司质量体系的第一道防线和闸门。如果不能把关或是把关不严,让不合格物料进入库房和生产线,将把质量问题在后工序中成指数放大,如果把质量隐患带到市场,造成的损失更是无法估量,甚至会造成灾难性后果。因此,IQC检验员的岗位责任非常重大,工作质量非常重要.IQC作为质量控制的重要一环,要严格按标准按要求办事,质量管理不要受其他因素干扰。下图是IQC检验的一般流程: ??? 作为一名IQC检验人员,除了严格按照IQC检验流程进行操作时,还需根据在检测的过程,把相关信息记录下来,下面提供几个IQC操作人员常用的几个品质检验记录表: 1、进料检验记录表
2、进料检验报告表 ??? 进料检验专员依据检验结果判定物料合格与否,若检验物料不合格,数量未达到拒收数量上限,则判定物料验收结果为“合格”;若检验物料的不合格数量达到或超过企业规定的数量,则判定物料验收结果为“不合格” 3、进料检验日统计报表
??? 以上是IQC来料检验中常用到的几个记录表格,IQC除了要负责对购进的材料进行质量控制外,还要做各种数据统计分析等,这里的分析报表非常多,在这也介绍款给大家,此系统主要是为了方便大家在做IQC统计报表时用的,无需人工记录数据,该系统可自动采集测量数据并进行数据分析,最后可直接导出各种IQC统计报表,如月统计报表跟日统计报表等
标准紧固件检验规范
修订记录 一、目的 对所采购的标准件的质量进行控制,对进货检验所涉及的技术要求、检验方法、抽 样等进行规定。 二、适用范围 适用于螺栓、螺母、平垫、弹垫、销轴等标准件的进货检验。 三、一般性检查(按S-3级, AQL=2.5) 3.1 查随货技术资料质量证明书,证明该标准符合标准要求和订货合同证明书应包括: 1. 供方名称或厂标; 2. 制造依据的标准; 3. 精度级别; 4. 表面处理方法。 3.2 外观检查 3.2.1抽查是否有等级钢印标志 a) 性能等级为4.6、5.6及≥8.8级的螺栓、螺钉必须标志; b) 性能等级为5级及≥8级的螺母必须标志; c) 螺纹直径≥5mm的螺栓、螺钉、螺母才需要标志。 3.2.2 螺钉表面: 表面应光洁、平整、无毛刺、无锈斑、无缺牙、无烂牙,镀层不得有起泡、脱落或锌白等缺陷,厚度应满足规定要求。 四、尺寸检查(按S-3级,AQL= 2.5) 依据相关的国标或技术要求进行检查 4.1 对螺栓、螺钉及螺母,应检查螺纹大小径、螺纹导入长度、螺距,同时使用相应的螺纹 规止通规进行检测;
a) 电镀前的螺栓、螺钉应使用公差等级为6g螺纹环规检查,电镀后的螺栓、螺钉应使 用公差等级为6h螺纹环规检查; b) 电镀前的螺母应使用公差等级为6G螺纹止通规及塞规检查,电镀后的螺母应使用公 差等级为6H螺纹止通规及塞规检查; c) 螺栓、螺母、螺钉通规检查须每个螺纹能顺利通过才合格,止规检查最多只能通过两 个螺纹才合格。 4.2 对自攻螺钉类,按标准要求进行螺纹尺寸检测:螺纹外径、末端外径、螺纹导入长度、 螺距。 五、性能检查 5.1 硬度检查(每批抽3Pcs试验,按Ac/Re=0/1判定) a) 根据实际情况,对大于或等于M8的螺栓、螺钉、螺母直接在洛氏硬度计上测试即可; b) 有机械性能等级要求时,按对应的国标或图纸进行检验;未作要求时;螺栓、螺钉必 须为4.8级,螺母必须为8级; c) 对于自攻、自挤螺钉,硬度检测应制成镶件,测试其表面硬度、芯部硬度及渗碳层深 度。 1. 自攻、自挤螺钉热处理后的表面硬度应≥450HV0.3 2. 自攻钉热处理后的芯部硬度: 螺纹≤ST3.9:270~390 HV5 螺纹≤ST4.2:270~390 HV10 3. 自挤螺钉热处理后芯部硬度应为290~370HV10 4. 自攻螺纹规格与渗碳层的关系: 5. 自挤螺钉螺纹规格与渗碳层的关系:
机械性能检验报告记录
机械性能检验报告记录
————————————————————————————————作者:————————————————————————————————日期:
泰安兴润检测有限公司 机械性能检验报告 委托单位济宁恒兴金属结构有限公司报告编号20130705-2 工程名称古城煤矿干燥工程干燥棚工程试验编号/ 样品名称H型钢、钢管、槽钢工程部位钢柱、钢梁 生产厂家莱芜钢铁股份有限公司/天津市江天型 钢有限公司 材料规格H194*150*6*9、∮140*6、[14# 检验依据GB/T228-87、GB/T700-88 送样日期2013年07月01日检验地点肥城市龙山路001号检验日期2013年07月5日实验室地址:肥城市龙山路001号注册商标/ 编号试样名称材质及规格 屈服强度拉伸强度延伸率 收缩 率 冲击值 弯曲试验 Mpa Mpa % % J/㎝2 1 拉伸试样H194*150*6*9 255 455 25 2 拉伸试样Q235—B 260 445 24 3 冷弯试样合格 4 冷弯试样合格 5 拉伸试样∮140*6255 430 25 6 拉伸试样Q235—B 250 445 24 7 冷弯试样合格 8 冷弯试样合格 9 拉伸试样[14#250 455 25 10 拉伸试样Q235—B 260 440 24 11 冷弯试样合格 12 冷弯试样合格 13 拉伸试样 14 拉伸试样 15 冷弯试样 16 冷弯试样 综合结论该样品按GB/T228-87、GB/T700-88标准,所检项目合格 检测说明试件来源:委托委托人:济宁恒兴金属结构有限公司(仅对来样负责)见证人:济宁市兴业建设监理有限公司
螺丝、螺母检验规范
核准审核编制文件名文件编号 螺丝、螺母检验规范BL-EI-13- 010A 版本制订日更改日 00012013.06.25 1、目的和范围 本规范规定了螺丝螺母的抽样、检验、判定和不合格的处置。 本规范适用于外协加工件螺丝螺母的进货检验。 2、引用标准 GB-2828-2003 逐批检查计数抽样及抽样表 3、抽样 序检验项目检查水平AQL 1外观检验一般检查水平 Ⅱ 4.0 2尺寸检验一般检查水平 Ⅱ 1.5 3可靠性检验一般检查水平 Ⅱ 0.4 4包装检验一般检查水平 Ⅱ 1.5 4、检验方法 4.1 外观检验: 在适当光照条件下,裸眼距离30CM检查进行直观检验; 4.2 尺寸检验:
使用测量精度应不小于0.02mm的游标卡尺测量其结构尺寸,用标准件套配不可测量尺寸。 4.3 可靠性检验: 详见5.3 5、 检验项目及标准 5.1 外观检验项目和标准 序检验项目检验描述及标准要求 1表面电镀要求表面电镀良好,无氧化、刮伤、镀层不良现象。 2表面效果要求螺丝螺母无开裂、变形、缺损、无螺纹、螺纹残缺等现象。螺钉帽应无异物堵塞。 5.2 尺寸检验项目和标准 序检验项目检验描述及标准要求 1结构尺寸要求测量的尺寸在规格书允许的范围内或螺丝确认样品的尺寸一致。 5.3 可靠性检验项目和标准 序检验项目检验描述及标准要求 1装配效果螺丝:选用标准的螺丝头,使用电、风批在塑胶件螺钉孔或标准配套螺母上连续打5次,要求螺丝槽不打死,螺丝不断裂、滑丝 螺母:与标准螺丝套配,不滑丝或旋入困难。 2抗氧化性 能 放入盐水中浸泡2小时后捞起晾干24小时后看螺丝 表面是否会出现氧化、生锈等现象 5.4 包装检验项目与标准 5.4.1 产品内包装要求产品堆放规整,并有防潮保护。 产品外包装采用纸箱包装,应牢固,不破损,包装箱上应付有产品名
质量检验记录表大全16
1目的 为证明产品质量符合规定的要求及体系及其过程运行的有效性提供客观证据,为实现可追溯性和采取纠正预防措施提供依据。 2适用围 质量管理体系所有相关的质量记录。 3职责和权限 质量记录编制:由各责任单位执行。 4术语 记录:为已完成的活动或达到的结果提供客观证据的文件。 质量记录:质量活动的真实记载。 5作业程序 5.1 质量记录分类 按质量记录的容进行分类。具体参考《质量记录清单》。 5.2 质量记录标识 按表头进行标识,具体参考《质量记录清单》及《文件和资料控制程序》。 5.3 质量记录收集 由各部门自行收集,按质量记录类别、日期、名称等进行归类保存。质量记录必须按要求填写,保证字迹清晰、数据准确。 5.4 质量记录编目 各责任单位在质量记录保存一年后,交由质量管理部按记录类别、日期、名称等进行编目,建立索引表。 5.5 质量记录归档 各权责单位每年6月15日以前将前一期之质量记录进行归档集中管理。 5.6 质量记录查阅 需经部门经理批准的人员,才可查阅质量记录。 5.7 质量记录保管 质量记录一般保存3年,对于特别的记录,按实际需要规定保存期限。具体参考《质量记录清单》。保管人必须注意储存环境,避免记录受潮、污损、变质、遗失。
5.8 质量记录的销毁 5.8.1由质量管理部每年6月15日指定人员对将超过保存期的质量的记录进行统一销毁。5.8.2质量记录在销毁前,责任单位必须提供清单交管理代表确认后方可执行。 5.9质量记录事项 5.9.1检验或作业人员于填写质量记录时,须依据相关填写说明或单位主管指导填写,但注意 不得潦草或不清楚。 5.9.2如欲修改时,原则上避免使用修正液,应将修正部分画线删掉,并将资料 更正后签注修改人员及修改日期以示负责。 5.10签章 5.10.1可使用亲笔签字或盖章两种方式,但两者都需注明签章日期。 5.10.2若因职务代理关系需签章时,应于签章旁边注明(代)字样。 6相关文件 序号名称编号 1 文件和资料控制程序WAYOUT-QP-22 7相关记录 序号名称模板编号 1 质量记录清单WAYOUT-QF-46
螺丝标准规范
文件类别 Document 1.目的 规范紧固件的检验标准,以使产品的工艺要求和一致性得到有效控制 2. 适用范围 本标准适用于本公司所有外购紧固件如:螺丝、螺母等的采购及验收 3.检验项目及执行标准 编制/Created:Tom.Xia 审核/Audit: Alex.Hua 批准/Approver: Jack.Yuan
文件类别 Document 注释: ○1中性盐水喷雾试验法:依据IEC 68-2-11之规范施行. 测试条件: (Tested condition) a)盐雾浓度(Consistency of salt spray): 5±1% b)氯化钠(NaCl): 99.8%以上 c)试验温度(Test temperature): 35±2℃ d)喷雾量(Spray amount): 1-2 ml/hr/80cm^2 e)酸碱值: 35±2℃时,PH值6.5-7.2 f)试验时间: 24小时. g)实验湿度(Test Humidity): 85%以上; h)压缩空气压力(Compress air pressure): 1.25 kgf/cm^2 ○2扭力测试: 螺钉试件的杆部(镀层或无镀层的)应夹紧在与螺钉螺纹相匹配的、开合的、螺纹模具或其他装置内;螺钉夹紧部分不应损伤,且至少有两扣完整螺纹伸出夹紧装置并除螺钉末端外至少有两扣完整螺纹夹紧在夹具内。夹紧
文件类别 Document 装置应有带内螺纹的盲孔夹具(下图1),孔的深度应保证断裂发生在螺钉末端之外。
文件类别 Document 表1:最小破坏扭矩表 注:若无其他说明,TBG所使用的螺丝需要达到8.8级;
建筑质量验收记录表格填写示范
质量验收记录表填写示例目录 1、柱基土方开挖工程检验批质量验收记录表 2、柱基土方回填工程检验批质量验收记录表 3、砂和砂石地基检验批质量验收记录表 4、地下防水混凝土检验批质量验收记录表 5、地下水泥砂浆防水层检验批质量验收记录表 6、地下卷材防水层检验批质量验收记录表 7、地下涂料防水层检验批质量验收记录表 8、地下防水细部构造检验批质量验收记录表 9、模板安装工程检验批质量验收记录表 10、模板拆除工程检验批质量验收记录表(Ⅲ) 11、钢筋加工检验批质量验收记录表(Ⅰ) 12、钢筋安装工程检验批质量验收记录表 13、混凝土原材料及配合比设计检验批质量验收记录表(Ⅰ) 14、混凝土施工检验批质量验收记录表(Ⅱ) 15、现浇结构外观及尺寸偏差检验批质量验收记录表(Ⅰ)
16、砖砌体(混水)工程检验批质量验收记录表 17、填充墙砌体工程检验批质量验收记录表 18、基土垫层检验批质量验收记录表(Ⅰ) 19、砂垫层和砂石垫层检验批质量验收记录表(Ⅲ) 20、碎石垫层和碎砖垫层检验批质量验收记录表(Ⅳ) 21、水泥混凝土垫层检验批质量验收记录表(Ⅶ) 22、水泥砂浆找平层检验批质量验收记录表(Ⅷ) 23、水泥混凝土面层检验批质量验收记录表 24、水泥砂浆面层工程检验批质量验收记录表 25、普通水磨石面层检验批质量验收记录表 26、陶瓷地砖砖面层检验批质量验收记录表 27、大理石和花岗石面层检验批质量验收记录表 28、预制板块面层检验批质量验收记录表 29、一般抹灰工程检验批质量验收记录表 30、水刷石装饰抹灰工程检验批质量验收记录表
31、清水砌体勾缝工程检验批质量验收记录表 32、普通木门窗制作工程检验批质量验收记录表 33、普通木门窗安装检验批质量验收记录表 34、钢门窗安装工程检验批质量验收记录表 35、铝合金门窗安装工程检验批质量验收记录表 36、涂色镀锌钢板门窗安装检验批质量验收记录表 37、塑料门窗安装工程检验批质量验收记录表 38、推拉自动门安装检验批质量验收记录表 39、金属框架玻璃旋转门安装检验批质量验收记录表 40、门窗玻璃安装工程检验批质量验收记录表 41、光面石材饰面板安装工程检验批质量验收记录表 42、外墙饰面砖粘贴工程检验批质量验收记录表 43、玻璃幕墙工程检验批质量验收记录表(主控项目)(Ⅰ) 44、玻璃(明框)幕墙工程检验批质量验收记录表(一般项目)(Ⅱ) 45、玻璃(隐框、半隐框)幕墙检验批质量验收记录表(一般项目)
螺钉螺母检验标准.docx
螺钉螺母检验标准 文件名称螺钉螺母检验标准生效日期页码 1 of 1使用状态文件编号版本 A / 0审核拟定目的确保本公司螺钉螺母品质符合客户要求。 范围适应于螺钉螺母、螺栓、螺杆、垫片进料入库检验。 抽样标准MIL-STD-105E 单次H级正常检验;CR=0 ; MA=1.0; Ml=2.5 。 检验环境在正常光源条件下,距离30cm 远检验,以及适宜的角度检验产品。 参照标准1、 GB / T2828.1-2003逐批检查计数抽样及抽样表。 2、 GB/T 10125-1997人造气氛腐蚀试验 ---盐雾试验 序 检验工具缺陷等级 接收标准及方法缺陷扌田述 检验项目 致命严重轻微 ( Ml) 号 ( CR )( MA )标识与头物一致,无混料现象。标识与实物不一致,有混料现象V 电镀层无脱落、刮伤、发黄,光泽度 好。 金属件表面无锈蚀不洁、生锈、毛刺 1外观现象。目视 螺钉、螺栓、螺杆无开裂、变形、缺损, 不能无螺纹,螺纹残缺现象。 螺母无异物堵塞,螺纹无残缺。 卡尺螺纹结构尺寸符合工程技术规格或样品要 求规样品 电镀层有脱落、刮伤、发黄, 光泽度不良。 金属件表面有锈蚀不洁、生 锈、毛刺现象。 螺钉、螺栓、螺杆有开裂、 变形、缺损,无螺纹,螺纹残缺现象。 螺母有异物堵塞,螺纹残缺。 不符合要求。 V V V V V 将电批调到适应档位(扭距:根据螺
破坏性钉的规格来确定),在灯体的螺钉孔上上 螺钉有断裂、螺钉头打花、滑牙。V 3 试验连续打 5 次,螺钉无断裂、螺钉头打花、 滑牙。(每隔五批 /次) 电批操作 4装配 螺母与相应螺钉 /螺栓 /螺杆配合性良 配合性不良。V 好。 盐雾 参照 GB/T 10125-1997 人造气氛 腐蚀试验,经试验后,不能有点蚀、 盐雾腐蚀经试验后,表面有点蚀、生V 5生锈 锈或镀层脱落现象。 试验 或镀层脱落现象。 试验箱 备注 本检验标准未尽项目,需检验时可参照行业标准、国标或工程技术文件要求。当检验标准的检验项目在技术要求中未作规定时,可不作检验要求。
螺丝钉力矩及检验方法
螺丝钉拧紧力矩及检验方法 虽然一颗螺丝钉小小的,但其在关键的产品核心部位起着不可忽悠的重要作用。但在用零部件可以核心部位使用的不合理,可能会使装配的机器零部件松动、脱落,以致造成产品性能,功能失常。本文讨论如下几个问题:不一样的螺丝钉拧紧力矩参考值;怎样检验螺钉拧紧力矩是否合适;螺丝钉拧紧力矩大小的调整方法和影响螺钉连接质量的因素。 一、不同的螺钉拧紧力矩参考值 表1摘录和整理于机械设计手册,它是依螺纹连接拧紧力矩计算方法而得,它的计算主要考虑了螺钉螺纹的承受力,即在没有滑牙和拧断螺钉的情况下,从螺钉螺纹的强度考虑,对于电子装配中的静载荷,拧紧力矩要取破坏力矩的0.8:1 以下。
表1:用于金属的普通螺钉拧紧力矩参考值 注:8.8/10.9/12.0 是螺钉的机械性能等级,未标注的螺钉按低等级取。 表2摘录和整理于原上海仪表局组织的自攻螺钉攻关组数据和《Mechnical Fastening Plastics》Brayton Lincola 著的书中数据,以及经验值,需要特别说明塑料的自攻螺钉拧紧力矩与塑料的材料和螺纹底孔有很大关系,拧紧力矩更要通过试验来确定。自攻螺钉连接主要考虑的螺母材料的塑料不能滑牙,而且要保证足够的拧紧力矩和破坏力矩之比,大于1:2.5 。 表2:用于塑料的自攻螺钉拧紧力矩参考值 注:表中的螺母材料是塑料 ABS 。 二、装配时螺钉拧紧力矩的确定 螺钉拧紧力矩仅依靠理论计算是不够的,在实际应用中螺钉连接拧紧力矩主要是满足产品在工作、运输中的紧固和防松动。螺钉的紧固和防松动的检验常用振动试验来验证。振动试验可以根据不同的产品,依据国家相关的可靠性、环境试验标准来确定。综上所述,合适的螺钉拧紧力矩的确定,应该是依据表中“螺丝钉拧紧力矩参考值”,装配一批产品,然后实际观察螺钉是否拧到位,有无螺纹滑牙和损伤,以及拧断螺钉的现象;同时按产品标准做振动试验,螺钉连接不能发生松动现象。
IQC品质检验记录表
I Q C品质检验记录表 公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
IQC品质检验记录表 摘要:IQC即进货检验,指对供应商提供过来的原材料进行检测,并最后做出判断该批产品是接收还是拒收,在这过程中,我们作为品质检测人员就需要对检测的内容进行记录,下面主要分享几个IQC记录表给大家。 IQC的重要性 ???的工作主要是控制公司所有的外购物料和外协加工物料的质量,保证不满足公司相关技术标准的产品不进入公司库房和生产线,确保生产使用产品都是合格品。IQC是公司整个供应链的前端,是构建公司质量体系的第一道防线和闸门。如果不能把关或是把关不严,让不合格物料进入库房和生产线,将把质量问题在后工序中成指数放大,如果把质量隐患带到市场,造成的损失更是无法估量,甚至会造成灾难性后果。因此,IQC检验员的岗位责任非常重大,工作质量非常重要.IQC作为质量控制的重要一环,要严格按标准按要求办事,质量管理不要受其他因素干扰。下图是IQC检验的一般流程: ??? 作为一名IQC检验人员,除了严格按照IQC检验流程进行操作时,还需根据在检测的过程,把相关信息记录下来,下面提供几个IQC操作人员常用的几个品质检验记录表: 1、进料检验记录表
2、进料检验报告表 ??? 进料检验专员依据检验结果判定物料合格与否,若检验物料不合格,数量未达到拒收数量上限,则判定物料验收结果为“合格”;若检验物料的不合格数量达到或超过企业规定的数量,则判定物料验收结果为“不合格” 3、进料检验日统计报表
??? 以上是IQC来料检验中常用到的几个记录表格,IQC除了要负责对购进的材料进行质量控制外,还要做各种数据统计分析等,这里的分析报表非常多,在这也介绍款给大家,此系统主要是为了方便大家在做IQC统计报表时用的,无需人工记录数据,该系统可自动采集测量数据并进行数据分析,最后可直接导出各种IQC统计报表,如月统计报表跟日统计报表等