HPiLO远程调试步骤

HP iLO远程调试步骤
(HP 388系列)
0、初始化iLO工具说明:HP的iLO工具,是基于硬件,从硬件层面控制服务器,
与服务器的操作系统没关系;通过IE浏览器远程控制服务器,开机、关机、重装系统等……;使用iLO工具前需确保服务器供电、网络处理连通状态;
设置前,管理员需要准备好IP地址;
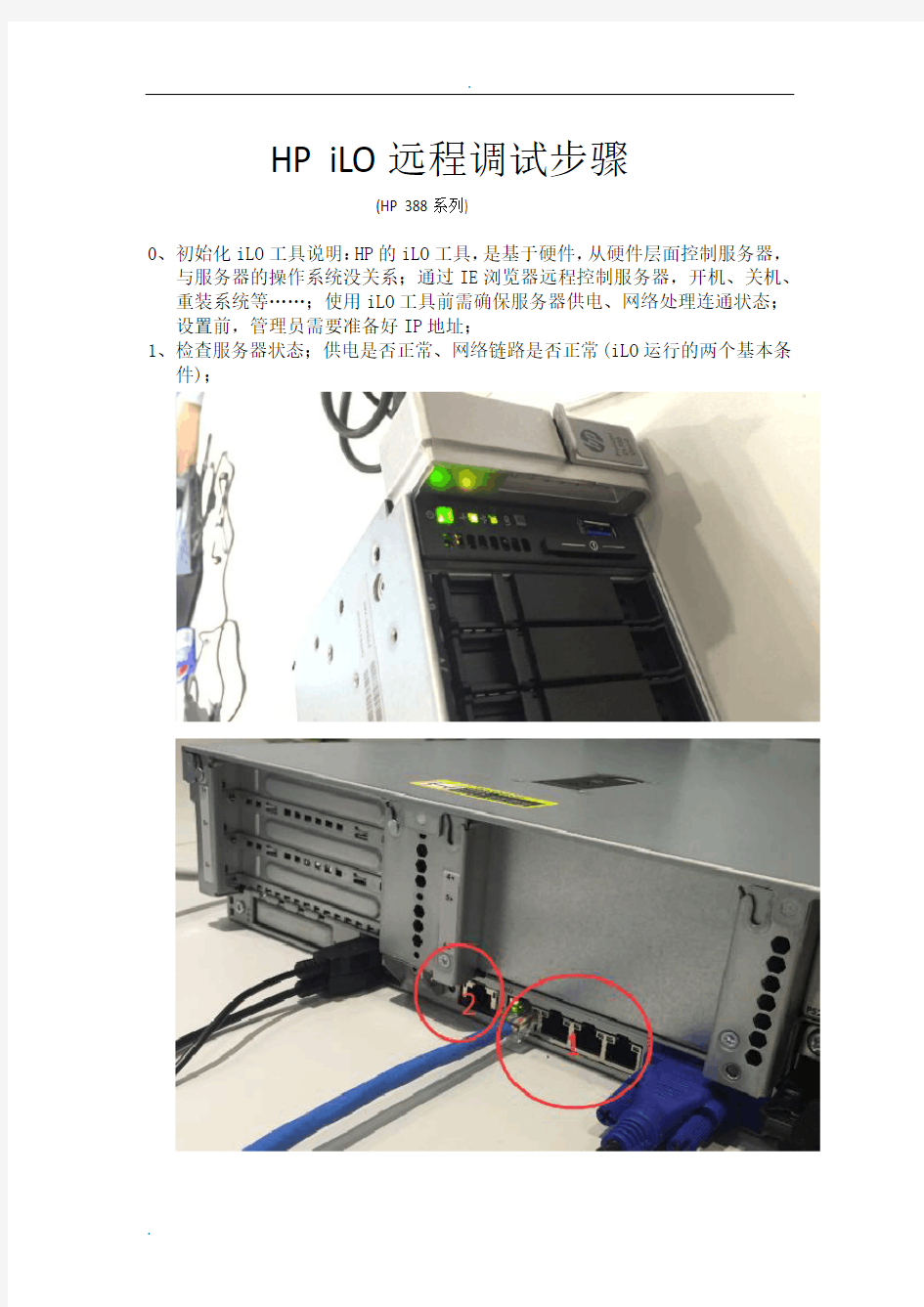
1、检查服务器状态;供电是否正常、网络链路是否正常(iLO运行的两个基本条
件);
2、开机,初始化;
3、出现自检界面时,按F9进入system utilities界面;
4、选择system configuration项进入;
5、进入ilo 4 configuration utility项,进行iLO工具设置;
6、首先对network interface adapter项设置;当设置shared network port – LOM表示iLO远程网络链路与服务器的业务网络链路共享(服务器提供应用或服务用的网络线路),在步骤1的1号红标处链接网络,与服务器系统内的网络共享一个IP地址;当设置ON时表示iLO远程使用的是一条独立的网络链路,在步骤1的2号红标处链接网络线路,分配独立的IP地址;
7、此处使用DHCP方式不合适,故DHCP ENABLE状态设置为OFF;
8、设置固定IP;如在network interface adapte处设置的是shared network port – LOM,则该IP需与服务器操作系统内的IP地址一致;如设置的是ON,则需要另外设置IP地址;设置IP地址、子网掩码、网关等相关参数,确保该IP处于正常状态;
9、设置完毕后,按F10保存,并按Y键继续;
10、回车确认;
11、等待约30秒;
12、更改生效;
13、持续按ESC键,直至退回到system utilities主界面;回车确认退出;
14、回车确认重启;
15、到此步骤,完成HP iLO远程工具初始化设置;
调试前需要准备好IP地址,iLO远程网络与操作系统内网是否共用一个IP;
USON QMR_调试步骤
QMR 仪器调试步骤 说明:此为实用的调试步骤,只要根据步骤一步步操作就可以调试好QMR。如果要了解详细资料请结合QMR的操作手册。如果操作中有任何疑问,及时联系uson上海代表处。 请按照如下步骤调试: 1.开机前操作 开启气源,打开调压阀门,将进气压力调整到仪器测试压力以上,气源要求干燥无湿气。必须加3套件的油水分离器。Uson Equipment Air Quality Requirement――气源洁净度要求: (Ambient Air Temp: 10 to 30 Degrees C (50 to 86 deg F) --------适宜温度:10-30摄氏度Ambient Humidity: Not exceeding 75% relative humidity.――--------相对湿度低于75%Pressure of Supply Air: Not exceeding the maximum regulator input for the specific model of the tester purchased. Must be at le 15 psi higher than the test pressure. ――- 一般气源压力比测试压力高1BAR(压差法气源不低于4bar)Solid particulate of Supply Air: Not exceeding 5 microns in size.――供气固体颗粒不超过5微米Water vapor of supply air: Not exceeding 1 fluid ounce per 200 cubic feet of air volume (30 milliliters per 5.66 cubic meters).――--------水汽要求低于每5.66立方米30毫升 Oil vapor of supply air: Not exceeding 1 fluid ounce per 400 cubic feet of air volume (30 milliliters per 11.32 cubic meters) .――------油汽要求低于每11.32立方米30毫升Warm-up Time: 1 minutes minimum.------------------热机时间至少一分种 2.开机: 将设备后面板的电源开关拨到开的位置,开机后系统启动需要2分钟左右时间。(注意:钥匙在水平位置,开机后类似电脑启动过程,接下来只有一个“X”符号在屏幕上出现几十秒,此为正常状态,一直到启动结束) 退出菜单键 钥匙 USB接口标准漏口启动键停止键 系统启动结束后,出现界面如左上图所示。注意:屏幕是触摸屏,设定修改参数都是手动触摸点击操作。(注:用手点击就能进入菜单,退出菜单就按屏幕右侧4个按钮键最上面一个)。在按照以下3,4,5,6,7,8各阶段一步步操作中,如果不慎误操作了就按退出菜单键退出当前界面,如果按了却不能退出当前界面时就选界面中的cancle对话框!!就可以退出界面了。 3.设定参数(测试压力,充气,稳压)等操作 3.1设定充气,稳压,平衡,测试阶段的时间,上下限值参数操作: 先将钥匙调整到垂直位置,界面如下图:
天线匹配调试流程
PCB天线匹配调试流程(个人总结) 根据个人调试经验归纳总结调试天线匹配的步骤流程,仅供参考--ab。 步骤1、根据结构和PCB大小设计线圈圈数、线宽、圆方等设计PCB天线线圈。可以根据实际产品需求按照“附件1:非接触天线电感计算”的参数计算出大约的线圈电感和品质因数Q。 步骤2、按照步骤1设计出PCB的天线线圈,利用网络分析仪测试裸板的天线线圈实际的Q值,然后根据产品对Q值的需要进行并电阻调节Q值大小。 Q值计算和意义: ,f为谐振频率,R为负载电阻,L为回路电感,C为回路电容。 一般而言,Q越高,能量的传输越高,但是过高的Q值会影响读写器的带通特性,尤其是读写器本身频率点比较偏的时候,标签Q值过高,有可能会导致标签的频率点在读卡器的带通范围之外。一般设置Q值为20的时候带通特性和带宽都比较好。一般L和C的值由于要匹配谐振,不怎么好改动,因此要降低Q 可以通过并联一个电阻R来解决。所以在设计之初,需要尽量的让品质因数Q 留有余量,以便后期调试。如果设计太小Q值就不好往高调试了。 步骤3、针对AS3911芯片的匹配电路可以参考“附件2: AS3911_AN01_Antenna_Design_Gui”初步确定出EMC、matching电路。 天线匹配电路参考
步骤4、利用网络分析仪适当调整EMC、matching电路让天线谐振在,匹配10欧~50欧的电阻。根据AS3911文档推荐匹配20~30欧效率最高,如果考虑功耗等因素可以适当的匹配电阻变大,提高输入阻抗。 天线匹配意义: 在天线的LCR电路中产生谐振,使电路中呈现纯阻抗性,此时电路的阻抗模值最小。当电压V固定时,电流最大。 (1) 电路阻抗最小且为纯电阻。即Z=R+jXLjXC=R (2) 电路电流为最大。 (3) 电路功率因子为1。 (4) 电路平均功率最大。即P=I2R (5) 电路总虚功率为零。即QL=QCQT=QLQC=0 史密斯圆图图示 步骤5:可以根据史密斯圆图来调整匹配电路。目标:将与实数轴相交,交点就是谐振在的电路阻抗最小且呈纯阻性,此时电路的阻抗模值最小。当电压V固定时,电流最大。 可以根据"附件3:AS3911 Matching " 来调整史密斯圆图的参数。 如果想对射频理论知识感兴趣可以参考。《射频电路设计》
667数控系统维护及调试[]
《数控系统维护及调试》复习提纲 复习题 <一)填空题 1.数控机床一般是由、、、等部分组成。 2.数控机床是用数字化代码来控制与的相对运动,从而完成零件的加工。 3.标准机床坐标系中X、Y、Z坐标轴的相互关系用决定,刀具与工件距离的方向即为各坐标轴的正方向。 4.从结构上看,柔性制造系统主要有两部分组成:一是传递物质的设备,我们称之为;二是传递信息的网络,我们称之为。 5.FMS中文含义是。 6.数控技术是指用对机床运动及其加工过程进行自动控制的一种方法。 7.在整个使用寿命期,根据数控机床的故障频度,数控机床的故障发生规律大致分为三个阶段:。 8.确定数控机床坐标系时首先要确定,它是沿提供切削功率的主轴轴线方向。 9.数控机床按控制运动轨迹可分为等几种。按控制方式又可分为控制等。 10.穿孔带是数控机床的一种控制介质,国际上通用标准有两种,我国采用的标准是。 11.当数控机床发生故障时,用于诊断出故障源所在范围或具体位置所使用的程序叫作,它一般有三种类型:。 12.从数控机床故障诊断的内容看。故障诊断专家系统可以用于三个方面:。 13.所谓“插补”就是指在一条已知起点和终点的曲线上进行的过程。 14.对于以坐标原点为起点的第一象限直线OA,其偏差函数为:,若,刀具往进给;若 ,刀具往进给。 15.逐点比较法的直线插补过程为每走一步都要进行:四个节拍。 16.CNC系统的插补计算一般采用软件插补和硬件插补相结合的办法,即由CNC软件把分割成若干小线段,再由硬件电路在各个小线段的起点和终点之间进行,使刀具轨迹在允许的误差之内。 17.专家系统是一种应用大量的专家知识和推理方法求解复杂问题的一种方法,因此一般专家系统主要包括两大部分,即和。其中知识库中存放着求解问题所需的,推理机负责使用知识库中的知识去解决。 18.第一象限的圆弧的起点坐标为A(x a,y a>,终点坐标为B(x b,y b>,用逐点比较法插补完这段圆弧所需的插补循环数为。 19.光栅依不同制造方法有和两种。数控机床中常用做位置传感器。
卫星天线的调试策略和技巧
卫星天线的调试策略和 技巧 标准化管理部编码-[99968T-6889628-J68568-1689N]
浅谈地面卫星天线的调试方法和技巧 ——普陀区广电台张皓摘要:本文阐述了调试地面卫星天线中需要注意的各种要素、原则、方法和以及调试过程中的注意事项。 关键词:卫星天线搜星要素调整方法注意事项 随着卫星转发的广播电视节目和数据不断增多,各电视台下行接收设施也越来越多,而且由于各种原因导致传输原节目的卫星轨道经常变化,因此地面卫星接收站也需要不断调整天线方向来对准卫星,以保证正常收视。 一、地面站搜星要素 搜索卫星一般要注意四个要素:仰角、方位角、极化和焦距。 仰角:指卫星地面站的天线主瓣波束轴线对准卫星的连线与其在地平面的投影夹角,常用EL表示。 方位角:指当以地理正北为零度,按顺时针方向参考时,天线波束主瓣轴瞄准卫星的连线的投影线与正北方向线的夹角,常用AZ来表示。 极化:指电磁波在传播过程中的电场矢量方向和幅度随时间变化的特性,一般包括左旋、右旋圆极化及水平、垂直线极化四种极化方式,我国卫星接收信号通常采用水平、垂直线极化波。地卫站天线的极化方式一定要与所接收的卫星下行信号的极化方式一致即极化匹配,才能保证接收质量达到规定的标准,否则将影响信号的正常接收及质量。 焦距是指卫星接收天线对接收信号反射后信号汇聚最强的位置点。 二、常用计算公式与调星原则 地面站方位角、仰角是卫星接收天线指向的两个重要数据,馈源极化角ρ、焦距f是卫星接收天线调整中另外两个不容忽视的参数。四个参数可由以下卫星天线定位经验计算公式获得,实际应用中我们一般以Az的大小与正负来确定方位角。
西门子840D数控系统调试培训讲学
西门子840D数控系 统调试
上电之前的准备 一:将NCK主板卸下,检查NCK主板上的电池是否正确安装。正确安装之后将NCK主板安装到NCU盒上。 二:外围线路的连接 ?(1) 每根轴的动力线,编码器反馈线是否正确安装(X411-轴1编码器,X422轴2编码器,动力线插口X轴对应A1口,Z轴对应A2口,2-AXIS) ?(2) 设备总线,直流母线等是否正确可靠连接。 ?(3) 3相电源进线连接是否可靠,U,V,W是否对应。 ?(4) SIMATIC线的连接(IM361接OUT口,NCK接X111口) ?(5) MPI线的连接(两头ON中间OFF) ?(6) MCP面板的节地址开关设置(810D面板的节地址为14,机床控制面板后面的S3开关(1-8) 依次设为OFF OFF ON ON ON ON OFF OFF;840D面板的节地址为6,机床控制面板后面的S3开关从左到右依次设为ON OFF ON OFF ON ON OFF OFF) ?(7) 如果是PCU50,要将显示器后面的硬盘开关拨到ON的位置。上电之后先安装HMI 软件。软件拷贝到E盘 三:上电 ?(1) 上电之前请将数控系统的热控断开,MCP和OPI面板上的24V电源拔掉,以免由于接线错误造成器件烧坏。
?(2) 上电之后检查供给数控系统的电压是否为380V,MCP和OPI面板的电源是否为直流24V,且正负极性正确。 ?(3) 如果2正确,断电,合上热控,MCP和OPI面板的直流电源插上,上电调试。 四:PLC,NC总清 1、NC总清步骤: ?(1)将NC启动开关S3→“1”: ?(2)启动NC,如NC已启动,按复位按钮S1: ?(3)待NC启动成功,七段显示器显示“6”或者“b”,将S3→“0”;这时H1(左列)显示灯“+5V”显示绿灯,NC总清执行完成。 即:将S3置于1位置后,按下复位按钮S1,待七段码管显示“6”或者“b”后,将S3置于0位置。NC总清后,SRAM内存中的内容被全部清掉,所有机器数据被预置为缺省值。 2、PLC总清步骤: ?(1)将PLC启动开关S4→“2”;=>PS灯会亮。 ?(2)S4→“3”并保持等到PS灯再次亮=>PS灯灭了又再亮。 ?(3)在3秒之内,快速地执行下述操作S4:“2”→“3”→“2”:=>PS灯先闪,后又亮,PS灯亮。(有时PS灯不亮) ?(4)等PS和PF灯亮了,S4→“0”:=>PS和PF灯灭,而PR灯亮。
如何调试卫星天线角度介绍
如何调试卫星天线角度介绍 1、卫星转发器 卫星转发器,是这样的设备,接收地面发射站发来的14GHz或6GHz的微弱的上行电视信号,经频率变换(一次变频、二次变频)为不同的下行频率12GHz或4GHz,再由技术处理放大到一定功率向地球发射,有卫星电视接收设备接收。每一路音视频和数据通道都是由一个卫星转发器进行接收处理然后再传输,每一个转发器所处理的信号都有一个中心频率及一个特定的带宽,目前卫星转发器主要使用L、S、C、Ku和Ka频段。 2、水平极化、垂直极化 极化通常是指与电波传播方向垂直的平面内,瞬时电场矢量的方向。在极化波中,以地平线为准,当极化方向与地面平行时,称为水平极化。当极化方向与地面垂直时,称为垂直极化。 3、卫星天线 卫星天线的作用是收集由卫星传来的微弱信号,并尽可能去除杂讯。大多数天线通常是抛物面状的,也有一些多焦点天线是由球面和抛物面组合而成。卫星信号通过抛物面天线的反射后集中到它的焦点处。 4、馈源 馈源的主要功能是将天线收集的信号聚集送给高频头(LNB),馈源在
接收系统中的作用是非常重要的。 馈源的种类 锥形馈源 环形馈源 圆锥馈源 梯状馈源 6、LNB高频头 高频头(Low Noise Block)即下行解频器,其功能是将由馈源传送的卫星经过放大和下变频,把Ku或C波段信号变成L波段,经同轴电缆传送给卫星接收机。 调试过程 由于一般用户都没有场强仪等专用设备,因此本文将介绍的是如何使用指南针、量角器等常用设备寻星。 器材准备:卫星天线、高频头(馈源一体化)、卫星接收机、电视机、指南针、量角器以及连接线若干。 计算寻星所需参数 对于固定式天线系统,需要根据天线所在地的经纬度及所要接收卫星的经度计算出天线的方位角和仰角,并以此角度调整天线使其对准相应的卫星。
数控机床调试步骤要求
数控机床调试步骤要求 (一)安装调试的前期准备工作:用户的准备事项,由售后服务人员联系落实。 (1)立式加工中心 1.机床的吊运与安装:包括机床的吊运、开箱、安装、粗调水平、防锈油的清洗。其中安装可采用混凝土地基加地脚螺钉固定机床,或直接使用随机的调整垫铁加地脚螺钉固定机床。 2.根据机床型号的不同确定外接电源线的线径,以下为各种型号机床参考线径: CY-VMC650采用10平方毫米左右线径。 CY-VMC850采用16平方毫米左右线径。 CY-VMC1060/1270/1370采用25平方毫米左右线径。 CY-VMC1580/1690/1890采用35平方毫米左右线径。 所有机床必须可靠接地。 3.安装调试前用户需购买以下备件物品: 空压机,要求排量在立方米/分钟以上。 连接空压机至机床的PTV气管,外径为12毫米。 标准刀柄和拉钉:CY-VMC650/850/1060采用型号为BT-40刀柄和45°拉钉;CY-VMC1270/1370/1580采用型号为BT-50刀柄和45°拉钉。 刀具的购买:根据用户加工零件的实际情况,来确定购买不同夹持方式的刀柄和刀具,比如: 铣平面用的盘铣刀柄和直径为Ф63、Ф80、Ф100不等的盘铣刀体及刀片。 强力铣夹头刀柄,主要方便于夹持直径较大的外圆铣刀和球头铣刀,例如夹持Ф20毫米的球头铣刀。 弹簧夹头刀柄,主要方便于夹持小直径外圆铣刀和球头铣刀,例如夹持Ф3~Ф16毫米的外圆铣刀。常用的刀柄规格型号为Ф32型刀柄。 一体式或分离式钻夹头刀柄,主要用于装夹直柄小直径钻头,常见刀柄规格型号为Ф3~Ф13毫米的钻夹头。 带扁尾莫氏锥孔刀柄,主要用于装夹锥柄钻头。常用的刀柄规格型号是3号和4号莫氏锥孔刀柄。 不带扁尾莫氏锥孔刀柄,主要用于装夹锥柄外圆铣刀。常用的刀柄规格型号是3号和4号莫氏锥孔刀柄。 粗镗孔刀柄,主要用于内孔的粗加工。 精镗孔刀柄,主要用于内孔的精加工。 快换式或一体式攻牙刀柄,主要用于夹持丝锥进行内螺纹的加工。 其他专用刀具夹持刀柄。 刀座(锁刀器),主要用于夹紧刀柄上的刀具。使用时把刀座固定在钳工桌上,刀柄装入刀座后,夹紧刀具时刀柄不会跟着旋转。在各大刀柄刀具厂家都能购买到,比如:上海量具刃具公司、成都量具刃具公司、株洲钻石量具刃具公司、山东威海量具刃具公司、桂林量具刃具公司等等。 导轨用润滑油,常用规格型号为:32~46号机械油。
RFID天线调试总结
RFID 天线调试总结 一. R FID 天线工作原理 RFID 天线不是传统意义上的天线,传统天线是通过向空中辐射电磁波来传输电磁信号,天线工作于远场区,为了能把电磁信号辐射到空中,天线的长度需和工作的波长相比拟。RFID 天线的工作距离远小于传统天线,传统天线的工作距离远大于波长,例如手机天线需要接收来自几百米甚至几十公里以外的基站信号,收音机天线需要接收来自几十甚至几百公里以外的发射塔的信号。RFID 天线工作距离远小于工作波长,工作于近场耦合区。例如ISO14443-A/B 的工作距离只有几个厘米,远小于22.12m 的工作波长,通过电磁耦合进行电磁能量的传输,RFID 天线可以看作是一个耦合线圈。RFID 天线是利用安培定律:电流流经线圈,在线圈周围产生磁场,再利用电磁感应定律:时变磁场穿过闭合空间产生感应电压,让标签得电开始工作。标签和读卡器也通过该电磁场来进行信息交换。 二. R FID 天线等效电路 RFID 天线可以用如图1所示的等效电路表示。线圈电感为Lant ,Rs_ant 为线圈的损耗电阻,Cant 为线圈之间和连接器之间的寄生电容。 图1 天线等效电路 要使得天线工作于13.56MHz ,那么可以在天线外部并联或串联一个电容,将电容和天线线圈组成一个LC 谐振电路,调整该并联或串联的电容大小,使得谐振频率为13.56MHz 。那么此时,读写器可通过此谐振电路将能量传输至射频卡。由汤姆逊公式: (1 2f π= 可知,天线的工作频率(谐振频率)和Lant 、C 有关。 三. 天线调试 读写卡模块天线原始匹配电路如图2所示。
图2 天线匹配电路 该天线匹配电路采用串联匹配的形式,由于读卡芯片支持双天线,且为了增强抗干扰能力,匹配电路采用此平衡电路。电容C1~C6是匹配电路用于调整输入阻抗和工作频率的,电阻R1,R2是调整天线Q值的,在此,天线Q值确定,所以不用调整该电阻值。 读写卡模块样机制作出来未调节天线匹配电路时,用公司门禁卡(S50卡,后面测试均使用该卡测试)测试读卡距离仅为3.6cm左右,远远达不到要求。通过用网络分析仪测量天线,Smith圆图如图3所示: 图3 未调电容前的天线Smith图 由图可知,此时的谐振点偏低,那么需要将谐振点调高,即需要将电容调小。对应图2中,需要将C2,C3并联后的值,以及C4,C5并联后的值调小,调试过程中,发现将C3,C5的值调为36pF时,用公司门禁卡(S50卡)测试读卡距离,发现有5cm左右,用网络分析仪测量天线,Smith圆图如图4所示:
lenze调试步骤
LENZE8400HLC调试步骤 一、简单“定位”和“速度”调试,其中定位不带PRPFIBUS模块,定位直接由变频器内曲线给定,速度由模拟量直接给定。 从总体来说,可以分为:建立工程文件—选择电气元器件—设定编码器—定义程序FB块类型—定义曲线—定义端子—最后试车运行。 具体步骤如下: 打开工程文件::1. 2.打开一个空工程文件 3、工程命名: 4.设定工程文件保存位置: 5.选择变频器型号,注意软件版本,可从变频器上看出: 6.附件模块的选择,如PROFIBUS,CAN等,本章不含,直接进入,下一步: 7.选择控制模式:Table Positioning 8.电机、减速机的设定、选择。注意,LENZE电机编码有时会在同一电机上面存在好几个编码,可按照实际电机接线和功能应用上选择合适的编码。看不出电机编码的可以从功率范围内搜索和电机铭牌参数一致的电机: 9、进入程序主画面,设定电机机构相关参数,大齿轮转1圈为3600UNITS,精度°: 编码器设定: 注意:如果电机为非LENZE电机,则可按照以下步骤进行修改: 修改电机参数点击 可进入参数修改界面点击OK, 电机识别(会弹出上使能界面,点击使能就OK) 11、FB功能级别设定为:Free interconnection 12:旋转归零设定,注意归零模式的归零原点(Bhomemark)点系统默认为DI3,在画线路图之时也尽量选择DI3,归零原点的接入只可采用变频器的DI端子,不可用虚拟位启动(如PROFIBUS控制字的位)。在设定系统原点上也可以通过MCKinterface-1功能块的bposset进行置位,但不可当成归零检测开关点,因为走任何曲线之时,当系统检测到这点,均会停车并将该点设置为零。
陶瓷(微带)天线调试方法
▲L 2007.05.30 陶瓷天線微調手則 目前GPS 業界最常使用的陶瓷天線有兩種,分別為偏心饋入式及中心饋入式陶瓷天線,這兩種形式的天線是以饋入點位置作區別,所謂的偏心饋入其饋入點位置在陶瓷天線正中心偏一角的對角線上 ( 如Fig-1所示),而中心饋入式天線其饋入位置並非在其正中心,它是在正中心往上移 一點的位置(如Fig-2所示)。 因GPS 衛星為所使用的發射天線為右旋圓極化 (RHCP) 天線,為使待接收的GPS 裝置能順利接收衛星訊號,因此通常在設計接收天線時會使用相同的右旋極化結構來設計,如Fig-1(a) 、Fig-2(a)皆為右旋極化結構。左旋極化結構如Fig-1(b)、Fig-2(b)所示。 (a) RHCP (b) LHCP Fig-1,偏心饋入式陶瓷天線 (a) RHCP (b) LHCP
■ 偏心饋入式陶瓷天線 Fig-3 此饋入方式是藉由兩互相垂直的模態 (Lx 及Ly) 其共振長度的些微差異 (Lx ≠ Ly) 所形成圓極化輻射波,若Lx > Ly,此為右旋圓極化天線(RHCP antenna);反之,若Lx < Ly,則為左旋圓極化天線(LHCP antenna)。因GPS天線需設計為RHCP ,所以Lx > Ly,故Lx為低頻模態( f L),Ly為高頻模態( f H)。如圖Fig-4 所示,由Return Loss可看出其兩模態位置,f L 頻率為marker-2,f H 頻率為marker-3,其圓極化中心頻率為marker-1,須特別注意圓極化中心頻率為Smith Chart 兩模態所相交的尖點,並非Return Loss的最低點。而微調的方式可分為削邊、挖槽縫及截角三種方式,其操作方式如下敘述。 H f L
D数控系统调试步骤
D数控系统调试步骤文件管理序列号:[K8UY-K9IO69-O6M243-OL889-F88688]
1.检查接线,PP72/48的地址拨码,MCP地址拨码开关 PP72/48 PN S1: ON:1,4,9,10 MCP:S2: ON:7,9,10 2.上电总清 3.设置口令,时间,选择选项功能 4.设置基本的机床参数 N10000 $MN_AXCONF_MACHAX_NAME_TAB[0]="MX" N10000 $MN_AXCONF_MACHAX_NAME_TAB[1]="MZ" N10000 $MN_AXCONF_MACHAX_NAME_TAB[2]="MC" N10000 $MN_AXCONF_MACHAX_NAME_TAB[3]="MB" N10000 $MN_AXCONF_MACHAX_NAME_TAB[4]="MSP" N20050 $MC_AXCONF_GEOAX_ASSIGN_TAB[1]=0 N20050 $MC_AXCONF_GEOAX_ASSIGN_TAB[2]=2 N20070 $MC_AXCONF_MACHAX_USED[4]=5 N20080 $MC_AXCONF_CHANAX_NAME_TAB[0]="X" N20080 $MC_AXCONF_CHANAX_NAME_TAB[1]="Z" N20080 $MC_AXCONF_CHANAX_NAME_TAB[2]="C" N20080 $MC_AXCONF_CHANAX_NAME_TAB[3]="B" N20080 $MC_AXCONF_CHANAX_NAME_TAB[4]="SP" N28050=300 number of R parameters
华为微波天线调测指导书
天线调测指导书 (仅供内部使用) 拟制:邢子彬日期:2009-03-30 审核:日期:yyyy/mm/dd 审核:日期:yyyy/mm/dd 批准:日期:yyyy/mm/dd 华为技术有限公司 版权所有侵权必究
修订记录
天线调测指导书 关键词:天线、主瓣、旁瓣、接收电平 摘要:介绍了天线主瓣与旁瓣相关知识,以及单极化天线和双极化天线的调整方法。 缩略语清单: 一、主瓣和旁瓣 在对调天线前,需掌握天线主瓣和旁瓣的相关知识。 1、主瓣和旁瓣的定义 天线辐射的电场强度在空间各点的分布是不一样的,我们可以用天线方位图来表示。通常取其水平和垂直两个切面,故有水平方向图和垂直方向图,如图1所示为垂直方向图。方向图中有许多波瓣,最大辐射方向的波瓣叫主瓣,其它波瓣叫旁瓣,旁瓣中可以影响对调天线的是第一旁瓣。 图1 主瓣和旁瓣 2、定位主瓣
微波天线的主瓣宽度很窄,通常在0.6~3.7度之间,例如:一个1.2m的天线(工作频率为23 GHz),信号电平从主瓣信号峰值衰减到零只有0.9度的方位角。所以在定位主瓣的时候,一旦检测到信号,则只需要对天线做微调即可。 在对调天线扫描过主瓣的时候,信号电平要经历一个快速变化的过程,通过比较接收到的信号峰值可以确定天线主瓣是否对准,通常情况下主瓣信号峰值比第一旁瓣的信号峰值高20~25dB。当两端天线同时收到对端的主瓣信号,如果两个信号强度差在2dB以内,属于允许范围。 如图2是天线在自由空间传播模型的正面图,旁瓣围绕在以主瓣为圆心的周围成放射状传播。 图2 天线水平方向图 3、扫描路径 在不同的俯仰角(方位角)上扫描信号时,扫描到的旁瓣信号有时被误认为主瓣信号。如图3是天线水平方向上的辐射模型,天线在三种不同仰角位置扫描到的信号电平值: 图3 三种扫描路径
天线测试方法介绍
天线测试方法介绍 来源:Vince Rodriguez公司 对天线与某个应用进行匹配需要进行精确的天线测量。天线工程师需要判断天线将如何工作,以便确定天线是否适合特定的应用。这意味着要采用天线方向图测量(APM)和硬件环内仿真(HiL)测量技术,在过去5年中,国防部门对这些技术的兴趣已经越来越浓厚。虽然有许多不同的方法来开展这些测量,但没有一种能适应各种场合的理想方法。例如,500MHz 以下的低频天线通常是使用锥形微波暗室(anechoic chamber),这是20世纪60年代就出现的技术。遗憾的是,大多数现代天线测试工程师不熟悉这种非常经济的技术,也不完全理解该技术的局限性(特别是在高于1GHz的时候)。因此,他们无法发挥这种技术的最大效用。 随着对频率低至100MHz的天线测量的兴趣与日俱增,天线测试工程师理解各种天线测试方法(如锥形微波暗室)的优势和局限的重要性就愈加突出。在测试天线时,天线测试工程师通常需测量许多参数,如辐射方向图、增益、阻抗或极化特性。用于测试天线方向图的技术之一是远场测试,使用这种技术时待测天线(AUT)安装在发射天线的远场范围内。其它技术包括近场和反射面测试。选用哪种天线测试场取决于待测的天线。 为更好地理解选择过程,可以考虑这种情况:典型的天线测量系统可以被分成两个独立的部分,即发射站和接收站。发射站由微波发射源、可选放大器、发射天线和连接接收站的通信链路组成。接收站由AUT、参考天线、接收机、本振(LO)信号源、射频下变频器、定位器、系统软件和计算机组成。 在传统的远场天线测试场中,发射和接收天线分别位于对方的远场处,两者通常隔得足够远以模拟想要的工作环境。AUT被距离足够远的源天线所照射,以便在AUT的电气孔径上产生接近平面的波阵面。远场测量可以在室内或室外测试场进行。室内测量通常是在微波暗室中进行。这种暗室有矩形的,也有锥形的,专门设计用来减少来自墙体、地板和天花板的反射(图1)。在矩形微波暗室中,采用一种墙面吸波材料来减少反射。在锥形微波暗室中,锥体形状被用来产生照射。
RFID天线安装与调试实训报告
实训报告 姓名学号 系部 专业物联网应用技术 班级 _ 指导教师 实训名称天线安装与调试 完成时间: 2013年月日 目录
1 物联网常用天线简介 (3) 2 物联网天线常见参数 (3) 3 物联网常用器件安装测量记录及分析 (4) 4 标签天线制作及测量分析 (13) 参考文献 (15) 1 物联网常用天线简介
物联网(The Internet of things)的定义: 通过射频识别(RFID)、红外感应器、全球定位系统、激光扫描器等信息传感设备,按约定的协议,把任何物品与互联网连接起来,进行信息交换和通讯,以实现智能化识别、定位、跟踪、监控和管理的一种网络。物联网就是“物物相连的互联网”。 天线的基本功能: 将由发射机(或传输线)送来的高频电流(或导波)能量转变为无线电波并传送到空间;在接收端,则将空间传来的无线电波能量转变为向接收机传送的高频电流能量,因此,天线可认为是导波和辐射波的变换装置,是一个能量转换器。 天线种类: 首先按天线用途分:可分为基地台天线和移动台天线 (1) 按天线的辐射方向可划分:可为全向天线和定向天线 (2) 按工作性质划分:可分为接收天线和发射天线 (3) 按天线的极化方向分还分为水平极化天线及垂直极化天线 (4) 按频率分类:长波天线,中波天线,短波天线,超短波天线,微波天线 2 物联网天线常见参数 (1)天线的增益:天线增益是用来衡量天线朝一个特定方向收发信号的能力,它是选择基站天线最重要的参数之一。 (2)带宽:这也是一个重要但容易被忽略的问题。天线是有一定带宽的,这意味着虽然谐振频率是一个频率点,但是在这个频率点附近一定范围内,这付天线的性能都是差不多好的。这个范围就是带宽。 (3)输入阻抗:天线输入端信号电压与信号电流之比,称为天线的输入阻抗。 (4)反射系数(Г): 反射电压/入射电压,为标量。
天线测试方法
1测试方法 1.1技术指标测试 1.1.1频率范围 1.1.1.1技术要求 频率范围:1150MHz~1250MHz。 1.1.1.2测试方法 在其它技术指标测试中检测,其它各项指标满足要求后,本项指标符合要求。 1.1.1.3测试结果 测试结果记录见表1。 表1 工作频率测试记录表格 1.1.2 1.1. 2.1技术要求 极化方式:线极化。 1.1. 2.2测试方法 该指标设计保证,在测试验收中不进行测试。 1.1.3波束宽度 1.1.3.1技术要求 波束宽度: 1)方位面:60°≤ 2θ≤90°; 0.5 2)俯仰面:60°≤ 2θ≤90°。 0.5 1.1.3.2测试框图 测试框图见图1。
图1 波束宽度测试框图 1.1.3.3测试步骤 a)按图1连接设备; b)将发射天线置为垂直极化,将待测天线也置为垂直极化并架设于一维转台上, 设置信号源输出频率为1150MHz,幅度设为最大值; c)使用计算机同时控制一维转台及频谱仪,在一维转台转动的同时频谱仪自动记 录待测天线接收的幅度值,待一维转台完成360°转动后,测试软件绘制该频点的俯仰面方向图; d)从该频点方向图中读出俯仰面波束宽度,并记录测试结果于表2; e)重复步骤b)~d),直到完成所有频点俯仰面波束宽度测试; f)将发射天线置为水平极化,将待测天线也置为水平极化并架设于一维转台上, 设置信号源输出频率为1150MHz,幅度设为最大值; g)使用计算机同时控制一维转台及频谱仪,在一维转台转动的同时频谱仪自动记 录待测天线接收的幅度值,待一维转台完成360°转动后,测试软件绘制该频点的方位面方向图; h)从该频点方向图中读出方位面波束宽度,并记录测试结果于表2; i)重复步骤f)~h),直到完成所有频点方位面波束宽度测试; j)若方位面波束宽度和俯仰面波束宽度60°≤ 2θ≤90°,则满足指标要求。 0.5 1.1.3.4测试结果 测试结果记录见表2。
收音机调试步骤及调试方法.
收音机调试步骤及调试方法 一.AM、IF中频调试 1、仪器接线图 扫频仪频标点频率为:450KHZ、455KHZ 、460KHZ或460KHZ、465KHZ 、 470KHZ。 扫频仪 1、检波输出 2、3正负电源4、RF信号输入5、检波输入(INPUT)6频标点 信号输入(PUISE INPUT)7、水平信号输入(HOR、INPUT) 2:测试点及信号的连接: A:正负电源测试点(如电路板中的CD4两端或AC输入端) 正负电源测试点从线路中的正负供电端的测试点输入。 B:RF射频信号输入(如CD2003的○4脚输入)。 RF射频信号由扫频仪输出后接到衰减器输入端,经衰减器衰减后输出端接到测试架上的RF输入端,在测试架上再串联一个10PF 的瓷片电容后,从电路中的变频输出端加入RF信号 将AM的振荡信号短路(即PVC的振荡联短路),或将AM天线RF输入端与高频地短路,(如CD2003○16与PVC地脚短路。) C:检波输出端(如CD2003○11脚为检波输出端) 从IC检波输出端串一个103或104的瓷片电容接到测试架上的OUT输出端。再连接到显示器前面的INPUT端口上以观察波形。
3.调试方法及调试标准 将收音机的电源开关打开并将波段开关切换到AM波段状态,调整中频中周磁帽使波形幅度达到最大(一般为原色或黄色的中周), 并且以水平线Y轴为基准点,看波形的左右两半边的弧度应基本对 称,以确保基增益达到最大、选择性达到最佳。如图 标准:波形左右两边的弧度基本等等幅相对称, 455KHZ频率在 波形顶端为最理想,偏差不超过±5KHZ。。如果中频无须调试的,则 经标准样机的波形幅度为参考,观察每台机的波形幅度不应小于标准 样机的幅度的3-5DB,一般在显示器上相差为一个方格。 二、FM IF中频调试 1、器接线图 ①扫频仪频率分别为10.6MHZ,10.7MHZ,10.8MHZ至少三个频率点。 1、检波输出 2、3正负电源4、RF信号输入5、检波输入(INPUT)6频标 点信号输入(PUISE INPUT)7、水平信号输入(HOR、INPUT) ②测试点及信号连接;
数控机床调试
数控机床调试 Document serial number【KKGB-LBS98YT-BS8CB-BSUT-BST108】
数控机床的安装和调试 当一台数控机床运到工厂后,必须通过安装、调试和验收合格后,才能投入正常的生产。故数控机床的安装、调试和验收是机床使用前期的一个重要环节。 数控机床在生产厂家生产出来后,已经对机床进行了各项必要和检验,检验合格后才能出厂。对于中、大型数控机床,由于机床的体积较大,不方便运输,必须解体后分别运输到用户后再重新组装和调试,方可使用。而对于小型机床,在运输的过程中无须对机床进行解体,故机床的安装、调试和验收工作相对来讲是比较简单。机床运到用户后,进行简单的连线、机床水平调整和试切后,就可正式投入使用,所需的工具也比较简单。下面就介绍一下小型数控机床的安装、调试和验收要求。 一数控机床的初步安装内容包括: 1、根据机床的要求,选择合适的位置摆放机床。 2、阅读机床的资料,以保证正确使用数控机床。 二电线连接 这部分内容主要是机床的总电源连接,这个步骤虽然十分简单,但若此步做得不好,会引起不必要的麻烦,甚至会产生严重的后果,下面介绍一下电源连接时的注意事项: 1、输入电源电压和频率的确认。目前我国电压的供电为:三相交流380V;单相220V。国产机床一般是采用三相380V,频率50Hz供电,而有部份进口机床不是采用三相交流380V,频率50Hz供电,而这些机床都自身已配有电源变压器,用户可根据要求进行相应的选择,下一步就是检查电源电会的上下波动,是否符合机床的要求和机床附近有无能影响电源电源电的大型波动,若电压波动过大或有大型设备应加装稳不器.因为电源供电电不波动大,产生电气干扰,便机床会影响机床的稳定性. 2、电源相序的确认,当相序接错时,有可能使控制单元的保险丝熔断,检查相序的方法比较简单,用相序到接下图测量,当相序表顺时针旋转,相序相正确,反之相序错误,这时只要将U V W 三相中任二根电源线对调即可. 三、数控机床调试与性能检验 完成上面所述的电源连接,再参照机床机床说明书,给机床各部件加润滑油。接着可以进行机床调试环节。机床调试可按以下几个步骤进行: 1、机床几何精度的调试 在机床摆放粗调整的基础上,还要对机床进行进一步的微调。这方面主要是精调机床床身的水平,找正水平后移动机床各部件,观察各部件在全行程内机床水平的变化,并相应调整机床,保证机床的几何精度在允许范围之内。 2、床的基本性能检验 (1)机床/系统参数的调整 主要调整根据机床的性能和特点去调整。 ①各进给轴快速移动速度和进给速度参数调整。 ②各进给轴加减整常数的调整。 ③主轴控制参数调整。 ④换刀装置的参数调整。 ⑤其它附助装置的参数调整。 如:液压系统、气压系统 (2)主轴功能
数控系统连接与调试(技术)
《数控系统连接与调试》课程标准 一、课程说明 二、课程性质与任务 1.课程性质 《数控机床控制系统安装与调试》课程,是"数控技术应用"三年制高职专业拓展能力培 养的一门专业核心课程.理实一体化教学。主要是使学生能够完成数控装备制造类企业电气装调岗位的典型工作任务,能够运用数控原理进行数控机床控制系统硬件配置,数控机床一般 功能的调试以及简单故障的诊断分析,为后续课程《数控机床故障诊断与维修》打下坚实的 实践和理论基础.本课程在数控技术应用专业拓展能力培养中具有核心支撑作用。 2.课程任务 通过课程学习,让学生了解数控系统的基本结构和控制过程, 重点培养学生学会数控系 统的连接和调试 三、课程设计思路 数控系统连接与调试主要以任务驱动为主,结合典型案例进行教学;以学习任务为主线, 基于工作过程所需的知识,基于岗位标准,注重有实际价值的学习任务设计。从校企合作的 开放式教学环境,从具有丰富实际工作经验的双师型教师,从学习与工作相融合的学习方式, 从学生的认知规律,全方位地进行立体式教学 四、课程教学目标 (一)素质目标 1.能严格遵守生产规章制度,爱护设备; 2.具有环境保护,节能,反对浪费的意识;; 3.养成操作规范和良好的职业习惯; 4.具有良好的职业道德和遵纪守法意识; 5.具有团队和敬业精神. (二)知识目标 1.熟悉数控机床电气装调维修工职业标准及安全手册; 2.能完成CNC装置与供电系统的连接并上电; 3.能完成主轴系统的连接及调试; 4.能完成进给系统的连接及调试;
5.能用PLC对机床进行控制 6.能检测、安装位置检测装置,并进行调试;
7.能利用相关文件对数控系统参数进行识别。 三)能力目标 能够进行数控系统的连接和调试 ; ( 1. 2. 能利用相关文件对数控系统参数进行识别 3. 4. 5. 具有获得新知识的能力; 具有一定的分析,解决实际问题的能力; 具有一定的组织和人际交往、公关、协调共事能力 五、课程内容与要求 按照职业标准;根据典型工作任务所涉及到的知识 ;遵循认知和学习规律,从简单到复 杂、从基础到综合应用.由6个教学任务作为载体完成教学内容的重构 .教学要求以学生为主 体,教师为引导,进行教学. 表1课程内容与教学要求 模块 数控 铳
关于地面站天线对准卫星调试方法的探讨
关于地面站天线对准卫星调试方法的探讨 摘要近年来,我国科技水平快速发展,我国的卫星天线事业也取得了傲人的成绩,随着我国卫星天线事业的不断发展,有关于地面站天线对准卫星调试工作的困难程度也在逐渐增加。如何能够将地面站天线对准卫星调试,达到最好的效果,一直都是我国卫星工作人员正在思考的问题,而本文就是通过对地面站天线和对卫星调试方法进行探讨,并提出相应的解决方案。 关键词卫星通信;卫星调试;研究探讨;解决方案 任何一个卫星通信电路,都是与地面站合作进行工作的,地面站在建设过程中包括发端和收端。而卫星通信电路同时也包括上行以及下行线路,还有通信卫星转发器,地面站的建设是一个卫星通信电路中的重要组成部分,而地面站其本身的真正作用就是发射和接收天上卫星传来的信号,同时他也能够接收其他卫星传来的信号。虽然各种卫星的作用都有所差异,但其地面站的建设的作用都是一样的。 1 地面站搜星要素 1.1 仰角 主要就是由地面站所对的中心与卫星连线的直线所在地方与水平面的夹角,常用EL表示。 1.2 方位角 以地理北方为方向,按顺序度角度为参考方向,地面站设备的中心与卫星的连线所对应的投影角就是方位角,常用ZA表示。 1.3 极化 一般指定电磁波在传播过程中电场矢量水平方向和幅度随时间变化特性。一般包含左旋右旋,垂直以及水平线极化。地面站对于计划的选择方式也一定要和卫星的计划选择方式是一致的,这样才能够保证接收到的信号质量达到一定标准,否则就会影响信号的正常接收效率以及质量[1]。 1.4 焦距 地面站所用的设备在进行信号的接收发送送过程中,信号最强的位置。 2 卫星调试方法 2.1 模拟信号调整技巧
湖南省自考 5667《数控系统维护及调试》复习题
《数控系统维护及调试》复习提纲 一、教材 本课程教材为:王润孝,秦现生编著,《机床数控原理与系统》第二版,西北工业大学出版社。 二、复习题 (一)填空题 1.数控机床一般是由控制介质、数控装置、伺服驱动装置、机床本体等部分组成。 2.数控机床是用数字化代码来控制刀具与工件的相对运动,从而完成零件的加工。 3.标准机床坐标系中X 、Y 、Z 坐标轴的相互关系用右手直角笛卡尔坐标系决定,增大刀具与工件距离的方向即为各坐标轴的正方向。 4.从结构上看,柔性制造系统主要有两部分组成:一是传递物质的设备,我们称之为物质流;二是传递信息的网络,我们称之为信息流。 5.FMS 中文含义是柔性制造系统。 6.数控技术是指用数字化信号对机床运动及其加工过程进行自动控制的一种方法。 7.在整个使用寿命期,根据数控机床的故障频度,数控机床的故障发生规律大致分为三个阶段:早期故障期、偶发故障期、耗损故障期。 8.确定数控机床坐标系时首先要确定Z 轴,它是沿提供切削功率的主轴轴线方向。 9.数控机床按控制运动轨迹可分为点位控制、直线控制和轮廓控制等几种。按控制方式又可分为开环、闭环和半闭环控制等。 10.穿孔带是数控机床的一种控制介质,国际上通用标准有EIA 和ISO 两种,我国采用的标准是ISO 。 11.当数控机床发生故障时,用于诊断出故障源所在范围或具体位置所使用的程序叫作诊断程序,它一般有三种类型:启动诊断、在线诊断、离线诊断。 12.从数控机床故障诊断的内容看。故障诊断专家系统可以用于三个方面:故障监测、故障分析、决策处理。 13.所谓“插补”就是指在一条已知起点和终点的曲线上进行数据密化的过程。 14.对于以坐标原点为起点的第一象限直线OA ,其偏差函数为:e i e i i y x x y F -=,若0≥i F ,刀具往+X 进给;若0