基于快速成型技术的可控结构多孔硅酸钙支架的制备及体外研究
虫垡置科杂志2QQ2生5月簋22鲞箍5期£h也』Q堕h!P:丛gY2QQ!:y!!:29,盟!:5?493?
状,使其成为可以用来制备组织工程支架的理想方法。我们以往的研究表明:利用快速成型技术并结合凝胶铸模技术可成功制备可控结构的多孔B一磷酸三钙(p—tricalciumphosphate,p—TCP)支架∞],该支架具备骨缺损修复过程中组织再生所需的微结构及相应的生物学行为[7,830
体外研究[9-113和体内研究[12,13]均证实,硅酸钙(calciumsilicate,CS)陶瓷具有生物相容性、生物活性和生物可降解性,近年来逐渐成为骨组织工程支架领域的研究热点。以往制备的多孔CS支架使用无机添加物作为发泡剂制造多孔形态H4‘,或使用聚合海绵作为多孔结构的负型[15。,这些方法的主要缺点是孔道结构如孔道尺寸、孔道连通率等不能控制。本研究旨在探索利用快速成型技术制备可控结构多孔CS(RP—CS)陶瓷支架的可行性,并与同法制备的多孔磷酸钙(RP—TCP)陶瓷支架相对照,通过检测体外模拟体液浸置及骨髓细胞共培养后的相关指标来观察RP—CS支架的生物学特性。
材料与方法
一、RP—CS支架的制备和特征分析
(一)材料和试剂:B—CS粉体按照化学沉淀方法在800℃烧结制得[16]o所得粉体过筛滤为300目大小备用。B—TCP粉体购自日本Tomita公司。所用主要原料和试剂见表1,其中,分散剂聚丙烯酸铵(PAA—NH4)为西安泰瑞成新材料有限公司所赠,其余均为购买的分析纯试剂。
表1¥-cs支架主要原料及试剂
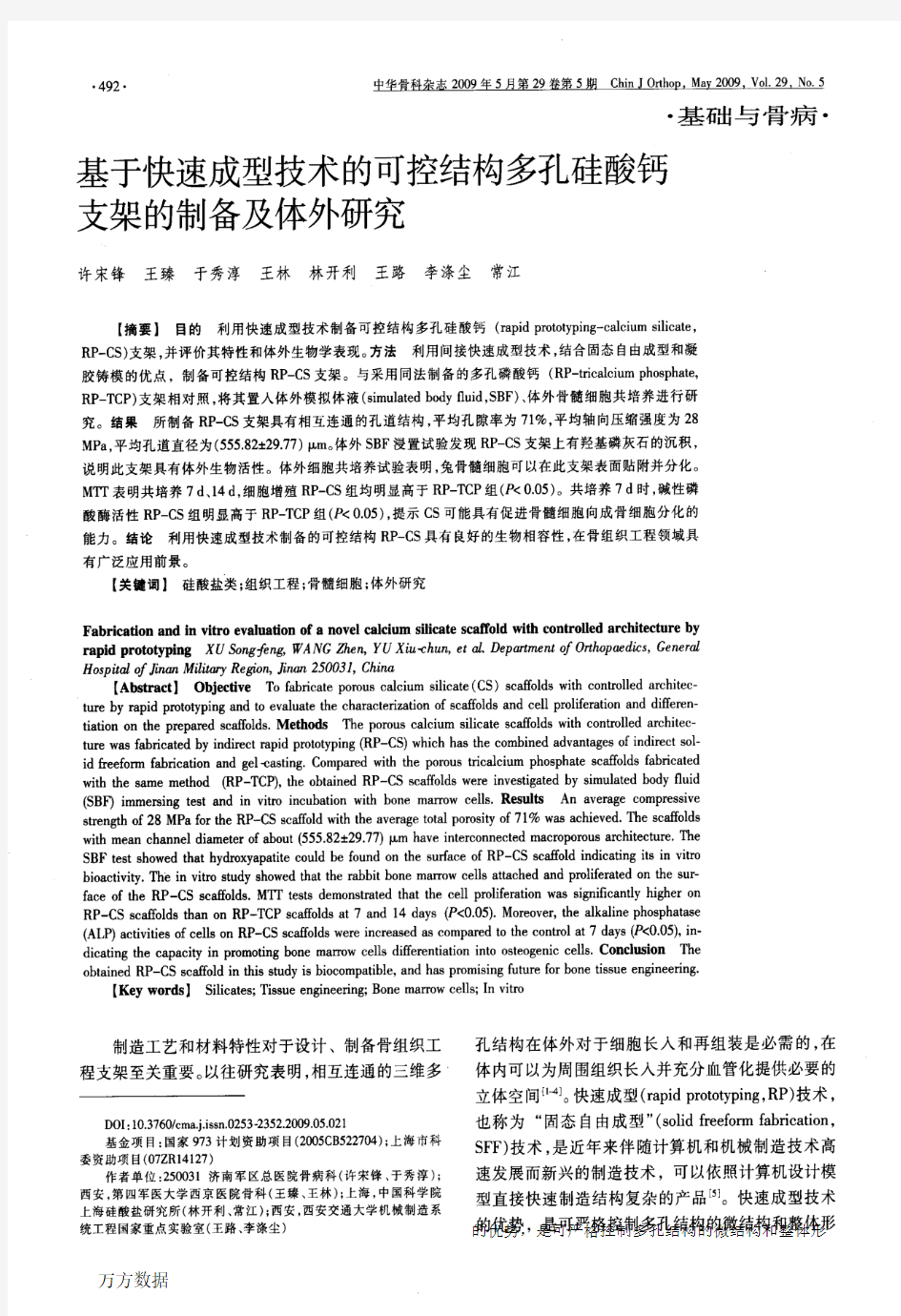
(二)支架设计:根据有利于细胞(组织)长入和新骨生成的原则,设计微管道为完全相互连通的圆柱形,直径200—600斗m。使用设计软件(Unigraph—icsNX2.0,UGS,USA)设计如下结构模型:直径10mm×6mm,在支架内部均匀分布的正交形微管道结构。分别在X、Y和Z方向进行阵列,得到一个三维空间网架结构体,设计一个圆柱体与所形成的网架
结构体进行布尔运算(相交),即可得支架内部微管道负型结构(图1a)。将支架的负型结构与同样圆柱体进行布尔相减,得到支架计算机辅助设计(tom.puteraideddesign,CAD)三维实体模型(图1b)。外形为圆柱体,外径13mm,内径10mm,高度7mm。内部微管道呈正交形:X—Y平面500Ixmx500Ixm矩形通道,孔道间距1.66mm,层距2.3mm,Z方向直径500I.zm,X、Y、Z三方向管道相互连通。最后,对支架内部微管道负型结构添加外形轮廓,得到相应支架负型(即模具)CAD模型。数据以STL格式存储,输入快速成型计算机系统进行分层切片处理,利用立体光固化技术设备一激光快速成型机(SPS一600型,西安交大)制造支架树脂负型(图1c)。
图1设计多孔支架的微管道(a)、实体(b)
和负型(c)的CAD模型图
(三)支架制造:取9ml去离子水、0.9g丙烯酰铵、0.1gN,N一二甲基二丙烯酰铵、0.2g聚丙烯酸铵放入50ml烧杯,充分搅拌,使用超声波对其进行辅助分散,制成预混液;分别称取10g和1g的B—CS生物陶瓷和玻璃基高温黏结剂粉末,添加到预混液中;搅拌均匀后,再用超声波对其分散,用浓氨水调节以维持浆体pH值在9左右。真空条件下排除浆料中的气泡,加入0.1g过硫酸铵(引发剂),混合均匀,最后加入0.005g的催化剂。浆料加入催化剂后迅速灌注到树脂模具,室温24h后放入烘箱加热至60℃,此温度下放置3-4d,使水分基本蒸发。最后,置人高温箱式电阻炉进行烧结,升温速度为60℃/11至600oC,再调整为300℃/h至1100oC,烧结3h,随炉冷却至室温取出,即可获得多孔RP—CS生物陶瓷支架。采用同样方法和工艺制备RP—TCP支架。所有支架材料均以单个双层塑封分装,^y射线照射18h后备用[17。。
(四)支架特征分析:用光学显微镜(Keyenee,VH一8000,Japan)观察制备支架的微结构;用阿基米德法(SartoriusYDK01,Germany)测量多孔陶瓷孔隙率;用生物力学机(ShimadzaAG—I5kN,Japan)以0.5mm/min速度测量其压缩强度,每组测量5个样
品后取均值。
虫垡盐抖苤志2四2生§月筮22卷筮』期gbi!』Qrthop,May2009
(28.03±2.56)MPa,RP—TCP支架为(4.22±0.86)
MPa。
图2制备的可控结构多孔RP—CS支架外观和
光学显微镜下观察管道分布情况
二、体外研究
(一)SBF浸置:置于SBF中3d后,RP-CS支架整体结构没有明显变化,但是表面出现一层小圆球颗粒。这些颗粒直径为100-300nm。借助X线能谱分析发现,此颗粒层含有大量Ca、P成分,其Ca/P约为1.68,类似羟基磷灰石。
(二)体外细胞共培养:细胞一支架复合物共培养7d后,所有支架表面的细胞形态均无异常。细胞与RP—CS支架(图3a)和RP—TCP(图3b)支架均贴附良好,有明显细胞突触向四周伸展,细胞边缘有丝状伪足固定于支架表面,说明这两种材料制备的支架均具有良好的细胞相容性。14d后,细胞在所有支架表面呈扁平层状连续分布。与RP—TCP(图3d)相比,RP—CS孔道周围出现融合的细胞层(图3c)。
(三)CM—DiI细胞标记:借助CM—DiI标记,在荧光显微镜下可以观察到共培养后骨髓细胞的形态和在支架上的空间分布情况。共培养7d后,细胞在所有支架表面均聚集成团状,特别是在环绕孔道处,
?495?
表明细胞增殖良好(图4a)。14d后,细胞不仅正常贴附生长于两种支架上表面,还贴附于下表面,RP—CS下表面更明显(图4b)。
(四)细胞增殖:MTI'检测表明,细胞在两种支架上正常增殖,说明两种支架与细胞相容性好。7
d
时测定RP—CS和RP—TCP的细胞增殖活力(OD/g)分别是1.46±0.20和0.76±0.16;14d时分别是3.58±
0.32和1.26±0.40。7d、14d时贴附于RP—CS支架上
的细胞数量明显高于RP—TCP,两者差异有统计学意义(F=178.78,P<0.05;F=366.16,P<0.05)。与RP—TCP支架相比,RP—CS支架检测后残余材料的颜色
更深。
(五)ALP活性:7d时RP—CS和RP—TCP的
ALP活性(OD/g)分别是0.84+0.18和0.58±0.08;14d时分别是1.12±0.12和1.08±0.10。7d时,RP—CS支架上AIP的活性明显高于RP—TCP(F=59.38,尸<0.05)。两种支架上ALP活性在7~14d均出现明显的升高。但14d时,RP—CS支架上ALP活性与RP—TCP的差异无统计学意义(F=I.21,P>0.05)。
(六)扫描电镜和能谱分析:彻底去除支架表面细胞后,使用扫描电镜观察支架材料表面形态变化情况。共培养7d后,RP—CS支架表面出现直径
100~300
Ixm的小圆球结构(图5a)。X线能谱分析
表明,这些小圆球含有大量Ca、P成分,其Ca/P约为1.73,类似羟基磷灰石。14d后,RP—CS支架表面的小圆球融合成薄层(图5c)。7
d、14
d的RP—TCP支
架表面形态均呈现相类似的球体结构(图5b,d),X线能谱未能检测到羟基磷灰石层出现。
(七)组织学观察:支架中段50/xm硬组织包埋切片经HE染色后,可以清晰观察到支架内部孔道中细胞生长情况。培养7d后,两种支架孑L道中均未
图3共培养7、14d后,扫描电镜观察RP—CS(a,c)和RP—TCP(b,d)支架上的骨髓细胞形态。14d后,与RP—TCP相比,RP—cs孔道周围有融
合的细胞层出现(C)×1000
?496?
主堡置科聚壶2Q鲤至5月笠22鲞笠』期£丛!』Q堕bQp,丛BY2QQ2,yQ!:21,盟!:5
图4共培养7d(a,b)、14d(c,d)CM-DiI标记细胞在支架上的空间分布。共培养7d后,细胞在所有支架表面均聚集成团状,特别是在环绕孔道处,表明细胞增殖良好。14d后,细胞不仅正常贴附生长于两种支架上表面,还贴附于下表面,RP—CS(c)下表面更明显上图x50,下图X
100
观察到大量细胞贴壁生长现象,偶见单层成纤维细胞样细胞散在分布于孔道内壁上,各孔道间细胞不均匀,说明细胞未大量长入支架内部。培养14d后,两种孔道中均出现大量成纤维细胞样细胞生长于孔道内壁上,多层叠加呈现半月状,各孑L道间均出现此现象,说明细胞已在两种孔道内部正常贴壁、增殖分化情况良好(图6)。
讨
论
骨组织再生支架材料应具有相互连通的多孔结构及在新骨形成过程中可以承受一定载荷的良好力学性能。支架孑L隙率和内孔结构的精确控制,可以最大程度地促进营养成分分布、细胞间液流动、血液输送、细胞生长、组织分化及优化支架力学性能[21。。计算机辅助下的快速成型技术具有传统制备方法不可比拟的优势,可以精确控制宏观结构(如空间形状)和微观结构(如孔尺寸、孔分布、孔连通性)特性[22]o本研究利用快速成型技术结合凝胶铸模技术成功制备了RP—CS支架。此种支架的大孔道可以作为培养
基灌注和营养输送的通道,而微孔为组织生长提供潜在空间。
以往研究表明,孔直径>300lxm有利于毛细血管长入和新骨组织形成∞]。目前,公认的支架结构的宽泛原则是,总孔隙率>50%-60%,连通径>50—100Ixm,可吸收材料的孔壁孔隙率<20%阱]。本研究制备的RP—CS支架的总孔隙率是70.56%+3.60%,支架表面和孔道内壁上分布着很多微孔(直径5~10Ixm)。RP—CS和RP—TCP支架的孔道直径分别为
(555.82+29.77)斗m和(533.80_+24.37)Ixm,与设计参数500¨m相类似,之间的误差可能是因为烧结过程中致密效应引起的材料收缩,特别是对于超细
CS粉体”6。。此外,制备材料浆体时的水分含量和填
充密度也会有所影响。
孔隙率和力学性能之间的平衡依赖于修复部位、改建速度和支架材料的降解速率。本研究制备的RP—CS支架的轴向压缩载荷为(28.03+2.56)MPa,类似正常人松质骨[251。以往研究表明,1100℃烧结
3
h的CS陶瓷具有(65.89-+2.38)MPa的压缩强度,
图5细胞培养7、14d后RP-CS(a,e)和RP-TCP(b,d)支架的材料表面形态。共培养7d后,RP-CS支架表面出现直径100,.一300¨m的小圆球
结构,14d后小圆球融合成薄层。7、14d的RP—TEP支架表面形态均呈现相类似的球体结构扫描电镜x2000
生垡置抖杂志2凶!生5旦筮29鲞筮5期£丛!』Q照bQp,M掣2QQ!,yQ!.29,盟!:5?497?
图6共培养14d后RP—CS(a)和RP—TCP(b)支架中间部分7L道中细胞贴壁生长情况,细胞在两种}L道内部正常贴壁,增殖分化情况良好HE染色x200
类似于正常人皮质骨,为同样方法制备45S5生物玻璃的2.3倍[141。因此,本研究制备的RP—CS支架具有良好的力学性能,可以满足骨再生过程的需要。
陶瓷材料体外置于SBF后表面有骨样磷灰石层形成,此被认为具有生物活性[9,18,26,27]。1996年,DeAza等E9,27]通过体外研究首次报告了0【一CS陶瓷置于SBF中会形成羟基磷灰石层,可以作为具有生物活性的生物材料。本研究的SBF浸置结果表明,RP—CS支架可以体外沉积羟基磷灰石,说明其具有体外生物活性,可以用作生物活性支架材料。
本研究制备的RP—CS支架与骨髓细胞共培养后,ALP活性升高,说明RP—CS可能具有促进骨髓细胞成骨性分化的特性。有研究指出,骨髓细胞与13一TCP共培养后也可以检测到ALP活性的升高,说明B—TCP陶瓷同样具有促进骨髓细胞成骨性分化的特性[28,29]。与本研究结果类似,共培养7d后,接种于仅一CS支架上成骨细胞的ALP活性明显高于13一TCP支架n5I。此外,含硅的生物玻璃溶解液可以提高人成骨细胞的分化50%,并引起基因水平表达的变化[301。同样,与本研究显示的RP—CS促进细胞增殖的结果相类似,CS陶瓷可以促进小牛骨髓细胞的增殖[141。还有报道指出,含硅的玻璃复合物与人骨髓细胞共培养35d后,出现成骨细胞样细胞的现象[31。。有学者认为,生物玻璃促进骨髓细胞成骨性分化和成骨细胞分泌矿化基质的原因,可能是可溶性硅快速释放入培养液中,形成细胞周围碱性环境[3210这一假设的依据是,碱中毒可以促进成骨细胞活性和胶原合成∞31。但是,也有报道指出,与Ot—CS相接触的大鼠颅骨成骨细胞的ALP活性并没有明显升高畔]。
这些研究结果之间的差异,可能是由细胞特性差异和生物活性材料释放离子的差异所造成。据认为,生物活性材料向周围环境释放的离子(如Ca和P),及材料表面特性可能会参与调节细胞的成骨性作用‘艄71。有证据表明,硅在正常骨代谢中起重要作用,可以引起人成骨细胞活性的升高(35,361。此外,基因水平的变化也可能是引起与CS共培养的细胞发生形态变化的原因之一。生物玻璃引起基因表达的变化可能基于以下四个机制:表面化学、拓扑学、溶解离子释放类型和速度、界面剪切力(力学性能)口71。但是,细胞间信号通路的变化还不清楚。这需要今后进一步研究。
总之,本研究利用快速成型技术和凝胶铸模工艺,首次成功制备了RP—CS支架。体外SBF浸置表明,RP—CS可以体外沉积羟基磷灰石层,具有生物活性。与兔骨髓细胞共培养发现,RP—CS具有良好细胞相容性,可以促进骨髓细胞增殖并向成骨细胞分化。此为今后RP—CS支架的制备及相关应用研究提供了可能。
参考文献
lLuJX,FlautreB,AnselmeK,eta1.Roleofinterconnectionsinporousbioceramicsonbonerecolonizationinvitroandinvivo.JMaterSciMaterMed,1999,10:l11-120.
2ZehingerJ,SherwoodJK,GrahamDA,eta1.Effectofporesizeandvoidfractiononcellularadhesion,proliferation,andmatrixdeposi-tion.TissueEng,2001,7:557-572.
307BrienFJ,HarleyBA,YannasIV,eta1.Theeffectofporesizeon
celladhesionincollagen-GAGscaffolds.Biomaterials,2005,26:433硝1.
4MirandaP,SaizE,GrynK,eta1.Sinteringandroboeastingofbeta—tricaleiumphosphatescaffoldsfororthopaedicapplications.ActaBiomater,2006.2:457466.
5
YangS,LeongKF,DuZ,et
a1.Thedesignofscaffoldsforusein
tissue
engineering.Part11.Rapidprototypingtechniques.TissueEng.2002.8:l—11.
6LiX,LiD,WangL,eta1.Osteoblastcell
responseto
beta-triealei-umphosphatescaffoldswithcontrolledarchitectureinflowperfusionculturesystem.JMaterSciMaterMed,2008,19:2691-2697.
7许宋锋,王臻,李涤尘,等.组织工程化大段人工骨的成骨性能及
修复机制.中华实验外科杂志,2005,22:735-737.
立体光固化成型
立体光固化成型法 "Stereo lithography Appearance"的缩写,即立体光固化成型法。 用特定波长与强度的激光聚焦到光固化材料表面,使之由点到线,由线到面顺序凝固,完成一个层面的绘图作业,然后升降台在垂直方向移动一个层片的高度,再固化另一个层面.这样层层叠加构成一个三维实体。 光固化快速成型制造技术不同于传统的材料去除制造方法,它的成型原理[6~8]是:SLA将所设计零件的三维计算图像数据转换成一系列很薄的模型截面数据,然后在快速成型机上,用可控制的紫外线激光束,按计算机切片软件所得到的每层薄片的二维图形轮廓轨迹,对液态光敏树脂进行扫描固化,形成连续的固化点,从而构成模型的一个薄截面轮廓。下一层以同样的方法制造。该工艺从零件的底薄层截面开始,一次一层连续进行,直到三维立体模型制成。一般每层厚度为0.076~0.381mm,最后将制品从树脂液中取出,进行最终的硬化处理,再打光、电镀、喷涂或着色即可。 要实现光固化快速成型,感光树脂的选择也很关键。它必须具有合适的粘度,固化后达到一定的强度,在固化时和固化后要有较小的收缩及扭曲变形等性能。更重要的是,为了高速、精密地制造一个零件,感光树脂必须具有合适的光敏性能,不仅要在较低的光照能量下固化,且树脂的固化深度也应合适。 成型过程及控制 光固化快速成型的过程分为前处理、分层叠加成型及后处理三个阶段。 快速成型机只能接受计算机构造的三维模型,然后才能进行切片处理。因此,应在计算机上采用计算机三维辅助设计软件,根据产品的要求设计三维模型或将已有产品的二维三视图转换成三维模型。 对样品形状及尺寸设计进行直观分析 在新产品设计阶段,虽然可以借助设计图纸和计算模拟对产品进行评价,但不直观,特别是形状复杂产品,往往因难于想象其真实形貌而不能作出正确、及时的判断。采用SLA可以快速制造样品,供设计者和用户直观测量,并可迅速反复修改和制造,可大大缩短新产品的设计周期,使设计符合预期的形状和尺寸要求。 用SLA制件进行产品性能测试与分析 在塑料制品加工企业,由于SLA制件有较好的机械性能,可用于制品的部分性能测试与光固化成型的优势。 1. 光固化成型法是最早出现的快速原型制造工艺,成熟度高,经过时间的检验。 2. 由CAD数字模型直接制成原型,加工速度快,产品生产周期短,无需切削工具与模具。 3.可以加工结构外形复杂或使用传统手段难于成型的原型和模具。 4. 使CAD数字模型直观化,降低错误修复的成本。 5. 为实验提供试样,可以对计算机仿真计算的结果进行验证与校核。 6. 可联机操作,可远程控制,利于生产的自动化。
认识快速成型技术
教学难点与重点: 难点: 《产品逆向工程技术》教案 共 页 第 页 授课教师: 教研室: 备课日期: 年 月 日 课 题: 教 学 准 备: 教学目的与要求: 授 课 方 式: 项目四 快速成型技术认识 任务一 认识快速成型技术 PPT 掌握快速成型技术的原理、工作流程和特点。 讲授(90') 重点:快速成型技术的原理、工作流程和特点。 教 学 过 程: 上节课回顾→讲授课题→课堂小结
“ “ 张家界航院教案 第 页 上节课回顾: 讲授课题: 项目四 快速成型技术认识 通过前面的几节课我们学习了什么是逆向工程。通过逆向工程技术, 企业可以迅速的设计出符合当前流行趋势,以及符合人们消费需求的产品, 快速抢占市场。市场这块蛋糕就那么大,谁先抢到谁先吃,后来的就只能 看别人吃。现在的企业发展战略已经从以前的“如何做的更多、更好、更 便宜”转变成了“如何做的更快”。所以快速的响应市场需求,已经是制 造业发展的必经之路。 但是一件产品是不是设计出来就完事了?从设计到产品,中间还有一 个制造的过程,逆向工程解决了快速设计的问题,但是如果在制造加工阶 段耗费太长的时间,最后依然是无法快速的响应市场。尤其是在加工复杂 薄壁零件的时候,往往加工一件零件的周期要好几周,甚至几个月才能完 成,比如飞机发动机上的涡轮,加工周期要 90 天。 怎么解决这个问题呢?这就要用到今天我们这节课要讲的内容:快速 成型技术。快速成型技术就是在这种背景需求下发展起来的一种新型数字 化制造技术,利用这项技术可以快速的将设计思想转化为具有结构和功能 的原型或者是直接制造出零部件,以便可以对设计的产品进行快速评价、 修改。按照以往的技术,在生产一件样品的时候,要么开模、要么通过复 杂的机加工艺来生产,这样不管是从成本的角度还是时间的角度来讲,都 会带来成本的提高。而快速成型技术可以极大地缩短新产品的开发周期, 降低开发成本,最大程度避免产品研发失败的风险,提高了企业的竞争力。 任务一 认识快速成型技术 快速成型技术(Rapid Prototype ,简称 RP)有许多不同的叫法,比如 “3D 打印”( 3D printing)、分层制造”( layered manufacturing ,LM) 、增材制 造”( additive manufacturing ,AM) 等。同学们最熟悉的应该就是“3D 打 印”,其实刚开始的时候,3D 打印本是特指一种采用喷墨打印头的快速成 型技术,演变至今,3D 打印成了所有快速成型技术的通俗叫法,但是现在 在学术界被统一称为“增材制造”。 增材制造是一种能够不使用任何工具(模具、各种机床),直接从三 维模型快速地制作产品物理原型也就是样件的技术,可以使设计者在产品 的设计过程中很少甚至不需要考虑制造工艺技术的问题。使用传统机加的 方法来加工零件时,在设计阶段设计师就需要考虑到零件的工艺性,是不 是能够加工出来。对于快速成型技术来讲,任意复杂的结构都可以利用它 的三维设计数据快速而精确的制造出来,解决了许多过去难以制造的复杂 结构零件的成型问题,实现了“自由设计,快速制造”。 一、物体成型的方式 之所以叫“增材制造”很好理解就是通过“堆积”材料的方式进行制 造。与之相应的还有“减材制造”和“等材制造”。在现代成型学的观点 中,物体的成型方式可分以下几类:
快速成型技术的多领域应用与发展
快速成型技术的多领域应用与发展 摘要:简要介绍了快速成型技术的基本原理、工艺方法和技术特点。阐述了快速成型技术在工业造型、制造、模具、医学、航天等多领域的应用,探讨了快速成型技术今后的发展趋势。关键词:快速成型技术原型快速制模应用快速成型技术RP(Rapid Protot-yping RP)是20世纪80年代末开始发展起来的一种基于逐层累加成型的新兴制作工艺,它是集多种先进科技于一体的能够迅速将设计思想转化为产品的现代先进制造技术。它为零件原型制作、新设计思想的校验等方面提供了一种高效低成本的实现手段。快速成型工艺是一个涉及CAD/CAM、逆向工程技术、分层制造技术、数据编程、材料编制、材料制备、工艺参数设置及后处理等环节的集成制造过程。通俗地说,快速成型技术就是利用三维CAD的数据,通过快速成型机,将一层层的材料堆积成实体原型。近十几年来,随着全球市场一体化的形成,制造业的竞争十分激烈。尤其是计算机技术的迅速普遍和 CAD/CAM技术的广泛应用,使得RP技术得到了异乎寻常的高速发展,表现出很强的生命力和广阔的应用前景。快速成型制造工艺PR技术是将传统的“去除”加工方法(由毛坯切去多余材料形成产品)改变为“增加”加工方法(将材料逐层累
积形成产品),采用离散分层/堆积的原理,由CAD模型直接驱动,快速制作原型或三维实体零件的一种全新的制造技术。快速成型技术发展至今,以其技术的高集成性、高柔性、高速性而得到了迅速发展,目前,快速成型的工艺方法已有几十种之多,其中主要工艺有四种基本类型: 光固化成型法(Stereo lithography Apparatus, SLA)、叠层实体制造法(Laminated Object Manufacturing, LOM)、选择性激光烧结法(Selective Laser Sintering, SLS) 和熔融沉积制造法(Fused Deposition Manufacturing, FDM)。 1、SLA工艺SLA工艺也称光造型或立体光刻,其工艺过程是以液态光敏树脂或丙稀酸树脂为材料充满液槽,由计算机控制激光束跟踪层状截面轨迹并照射到液槽中的液体树脂上而固化一层树脂,之后升降台下降一层高度,已成型的层面上又布满一层树脂,刮平器将粘度较大的树脂液面刮平,然后再进行新一层的扫描,新固化的一层牢固地粘在前一层上,如此重复直到整个零件制造完毕,得到一个三维实体模型。该工艺的特点是精度高,生产零件强度和硬度好,可制出形状特别复杂的空心零件,生产的模型柔性化好,可随意拆装,是间接制模的理想方法,缺点是清洗和养护等后处理工序较费时。 2、LOM工艺LOM工艺称叠层实体制造或分层实体制造,其工艺过程是由加热辊筒将薄形材料(如纸片,塑料薄膜,复合材料或金
快速成型技术的发展与应用
快速成型技术的发展与应用 摘要:快速成型技术是一项多学科交叉多技术集成的先进制造技术,本文简要介绍该技术的原理、特点,并重点研究阐述该技术在国内外应用和发展状况,并结合实际指出了该技术开发方向。 关键词:快速成型;原理;应用;开发 一引言 最近英国经济学人指出:快速成型技术(简称RP技术)市场潜力巨大,必将引领未来制造业,它将使工厂彻底告别车床、钻床等传统工具,改由更加灵巧的电脑软件主宰,这便是第三次工业革命到来的标志。虽然究竟谁能够引领第三次工业革命?目前我们要下这个结论,显得时机过早。但重视这被西方媒体誉为将带来“第三次工业革命” 的“RP技术”是非常必要的。本文就这一技术的原理及发展应用情况予以介绍。 二快速成型技术原理及特点 RP技术是20世纪90年代发展起来的一项高新技术。笼统地讲,RP技术属于堆积成形;严格地讲,它是基于离散和堆积原理,将零件的CAD模型按一定方式离散,成为可加工的离散面、离散线、离散点,而后采用物理或化学手段,将这些离散的面、线段和点堆积而形成零件的整体形状。RP技术工艺流程如图1所示。其主要工艺方法有:SLA、SLS、FDM、TDP,具体见下表: 用粉末材料为原料,按照分层信息铺好一层粉末材料计算机控制喷头有选择性地喷射粘接剂,使部分粉末粘接形成截面层。一层完成后,工作台下降一个层厚,如此循环形成三维产品。 三快速成型技术的发展现状 3.1国外的快速成型技术的发展现状 这种为现代社会带来强大冲击和震撼的新技术起源于1988年,美国3D System 公司推出的SLA-250液态光敏树脂选择性固化成形机,标志着RP技术的诞生。目前,RP技术被广泛应用于各个领域,如航天航空、医疗、军工、艺术设计等领域,应用最为广泛的是航空零部件的快速制造,包括快速精铸技术、金属直接制造零部件、风洞模型的制造。 国外主要的航空企业都在应用RP技术研制新型航空器。例如,美国军用和商用航空发动机制造商Sundstrand公司使用RP技术制作新型燃气轮发动机进风口外壳原型(φ300×250,壁厚仅1.5),节省了4个多月的加工制造时间和超过8.8万美元的费用。
快速成型技术的现状和发展趋势
快速成型技术的现状和发展趋势 1 快速成型技术的基本成型原理 近十几年来,随着全球市场一体化的形成,制造业的竞争十分激烈。尤其是计算机技术的迅速普遍和CAD/CAM技术的广泛应用,使得快速成型技术 (Rapid Prototyping简称RP)得到了异乎寻常的高速发展,表现出很强的生命力和广阔的应用前景。 传统的加工技术是采用去材料的加工方式,在毛坯上把多余的材料去除,得到我们想要的产品。而快速成型技术基本原理是:借助计算机或三维扫描系统构建目标零件的三维数字化模型,之后将该信息传输到计算机控制的机电控制系统,计算机将模型按一定厚度进行“切片”处理,即将零件的3D数据信息离散成一系列2D轮廓信息,通过逐点逐面的增材制造方法将材料逐层堆积,获得实体零件,最后进行必要的少量加工和热处理,使零件性能、尺寸等满足设计要求。。它集机械工程、CAD、逆向工程技术、分层制造技术、数控技术、材料科学、激光技术于一身,可以自动、直接、快速、精确地将设计思想转变为具有一定功能的原型或直接制造零件,从而为零件原型制作、新设计思想的校验等方面提供了一种高效低成本的实现手段。 目前,快速成形的工艺方法已有几十种之多,大致可分为7大类,包括立体印刷、叠层实体制造、选择性激光烧结、熔融沉积成型、三维焊接、三维打印、数码累积成型等。其基本的原理如下图所示。 图1 快速成型原理示意图 2 快速成型技术在产品开发中的应用 不断提高RP技术的应用水平是推动RP技术发展的重要方面。目前,交通大学机械学院,快速成型国家工程研究中心,教育部快速成型工程研究中心快速成
型技术已在工业造型、机械制造、航空航天、军事、建筑、影视、家电、轻工、医学、考古、文化艺术、雕刻、首饰等领域都得到了广泛应用。并且随着这一技术本身的发展,其应用领域将不断拓展。RP技术的实际应用主要集中在以下几个方面: 2.1 用于新产品的设计与试制。 (1)CAID应用: 工业设计师在短时间得到精确的原型与业者作造形研讨。 (2)机构设计应用: 进行干涉验证,及提早发现设计错误以减少后面模具修改工作。 (3)CAE功效:快速模具技术以功能性材料制作功能性模具,以进行产品功能性测试与研讨。 (4)视觉效果:设计人員能在短时间之便能看到设计的雛型,可作为进一步研发的基石。 (5)设计确认:可在短时间即可完成原型的制作,使设计人员有充分的时间对于设计的产品做详细的检证。 (6)复制于最佳化设计:可一次制作多个元件,可使每个元件针对不同的设计要求同时进行测试的工作,以在最短时间完成设计的最佳化。 (7)直接生产: 直接生产小型工具,或作为翻模工具 2.2 快速制模及快速铸造 快速模具制造传统的模具生产时间长,成本高。将快速成型技术与传统的模具制造技术相结合,可以大大缩短模具制造的开发周期,提高生产率,是解决模具设计与制造薄弱环节的有效途径。快速成形技术在模具制造方面的应用可分为直接制模和间接制模两种,直接制模是指采用RP技术直接堆积制造出模具,间接制模是先制出快速成型零件,再由零件复制得到所需要的模具 2.3 机械制造 由于RP技术自身的特点,使得其在机械制造领域,获得广泛的应用,多用于制造单件、小批量金属零件的制造。有些特殊复杂制件,由于只需单件生产,或少于50件的小批量,一般均可用RP技术直接进行成型,成本低,周期短。2.4 医疗中的快速成形技术 在医学领域的应用近几年来,人们对RP技术在医学领域的应用研究较多。以医学影像数据为基础,利用RP技术制作人体器官模型,对外科手术有极大的应用价值。 2.5 三维复制 快速成形制造技术多用于艺术创作、文物复制、数字雕塑等。 2.6 航空航天技术领域 航空航天产品具有形状复杂、批量小、零件规格差异大、可靠性要求高等特点,产品的定型是一个复杂而精密的过程,往往需要多次的设计、测试和改进,耗资大、耗时长,而快速成型技术以其灵活多样的工艺方法和技术优势而在现代航空航天产品的研制与开发中具有独特的应用前景。
(整理)快速成型技术的应用与发展前景
快速成型技术的应用与发展前景 一.什么是快速成型技术 快速成形技术又称快速原型制造(Rapid Prototyping Manufacturing,简称RPM)技术,诞生于20世纪80年代后期,是基于材料堆积法的一种高新制造技术,被认为是近20年来制造领域的一个重大成果。它集机械工程、CAD、逆向工程技术、分层制造技术、数控技术、材料科学、激光技术于一身,可以自动、直接、快速、精确地将设计思想转变为具有一定功能的原型或直接制造零件,从而为零件原型制作、新设计思想的校验等方面提供了一种高效低成本的实现手段。即,快速成形技术就是利用三维CAD的数据,通过快速成型机,将一层层的材料堆积成实体原型。 二.快速成型技术的产生背景 (1)随着全球市场一体化的形成,制造业的竞争十分激烈,产品的开发速度日益成为主要矛盾。在这种情况下,自主快速产品开发(快速设计和快速工模具)的能力(周期和成本)成为制造业全球竞争的实力基础。 (2)制造业为满足日益变化的用户需求,要求制造技术有较强的灵活性,能够以小批量甚至单件生产而不增加产品的成本。因此,产品的开发速度和制造技术的柔性就十分关键。 (3)从技术发展角度看,计算机科学、CAD技术、材料科学、激光技术的发展和普及为新的制造技术的产生奠定了技术物质基础。 三.快速成形技术的特点 快速成型技术具有以下几个重要特征: l )可以制造任意复杂的三维几何实体。由于采用离散/堆积成型的原理.它将一个十分复杂的三维制造过程简化为二维过程的叠加,可实现对任意复杂形状零件的加工。越是复杂的零件越能显示出 RP 技术的优越性此外, RP 技术特别适合于复杂型腔、复杂型面等传统方法难以制造甚至无法制造的零件。 2 )快速性。通过对一个 CAD 模型的修改或重组就可获得一个新零件的设计和加工信息。从几个小时到几十个小时就可制造出零件,具有快速制造的突出特点。 3 )高度柔性。无需任何专用夹具或工具即可完成复杂的制造过程,快速制造工模具、原型或零件。 4)技术高度集成性。RP技术是计算机、数控、激光、材料和机械等技术的综合集成。CAD技术通过计算机进行精确的离散运算和繁杂的数据转换,实现零件的曲面或实体造型,数控技术为高速精确的二维扫描提供必要的基础,这又是以精确高效堆积材料为前提的,激光器件和功率控制技术使材料的固化、烧结、切割成为现实。快速扫描的高分辨率喷头为材料精密堆积提供了技术保证术产生背景。 5)快速响应性。快速原型零件制造从CAD设计到原型 (或零件 )的加工完毕,只需几个小时至几十个小时,复杂、较大的零部件也可能达到几百小时,但从总体上看,速度比传统成形方法要快得多。尤其适合于新产品的开发,RP技术已成为支持并行工程和快速反求设计及快速模具制造系统的重要技术之一
光固化D打印的几种技术
3D打印机的原理是把数据和原料放进3D打印机中,机器会按照程序把产品一层层造出来。3D打印机又称三维打印机,是一种累积制造技术,即快速成形技 术的一种机器,它是一种以数字模型文件为基础,运用特殊蜡材、粉末状金属或塑料等可粘合材料,通过打印一层层的粘合材料来制造三维的物体。现阶段三维打印机被用来制造产品。逐层打印的方式来构造物体的技术。 1.DLP工艺 一、DLP工艺的原理 数字光处理(Digital Light Processing,DLP)是近年出现的3D打印技术,与SLA的成型技术有着异曲同工之妙,它是SLA的变种形式。在加工产品时,利用数字微镜元件将产品截面图形投影到液体光明树脂表面,使照射的树脂逐层进行光固化。DLP 3D打印由于每层固化时通过幻灯片似的片状固化,速度比同类型的SLA速度更快。这项技术非常适合高分辨率成型,代表是德国的Envisiontec公司。 SLA工艺主要是将特定强度的激光聚焦到3D打印材料的表面,使其凝固成型。SLA成型主要是点到线、线到面逐渐成型的过程。与SLA不同,DLP技术主要利用DLP投影,投影过程中将整个面的激光聚焦到3D打印材料表面。所以DLP技术的机型打印速度更快。 优点 光固化3D打印机的几种技术
1)产品性能与SLA工艺相近,成型速度更块。 缺点 2)受数字光镜分辨率限制,只能打印尺寸较小产品。 3)因为使用的光源是投影仪,所以他的使用寿命比较短,到一定的时间就必须更换。他的更换成本也比较贵。 2.SLA工艺 一.SLA工艺原理 在液槽中充满液态光敏树脂,其在激光器所发射的紫外激光束照射下,会快速固化(SLA 与SLS所用的激光不同,SLA用的是紫外激光,而SLS用的是红外激光)。在成型开始时,可升降工作台处于液面以下,刚好一个截面层厚的高度。通过透镜聚焦后的激光束,按照机器指令将截面轮廓沿液面进行扫描。扫描区域的树脂快速固化,从而完成一层截面的加工过程,得到一层塑料薄片。然后,工作台下降一层截面层厚的高度,再固化另一层截面。这样层层叠加构成建构三维实体 优点 1)发展时间长,工艺成熟,应用广泛。在全世界安装的快速成型机中,光固化成型系统约占60%。 2)精度很高,可以做到微米级别,比如0.025mm。 3)表面质量好,比较光滑:适合做精细零件。 缺点
快速成型技术的发展和应用
快速成型技术的发展和应用 摘要:科技飞速发展的今天,人类对制造业也提出了更高的要求,行业竞争也日趋激烈。 快速成型技术也应运而生,并且展现了它强大的生命力和广阔的应用前景。目前,快速成型技术已在工业造型、机械制造、航空航天、军事、建筑、影视、家电、轻工、医学、考古、文化艺术、雕刻、首饰等领域都得到了广泛应用。并且随着这一技术本身的发展,其应用领域将不断拓展。 The rapid development of science and technology today, the human is put forward higher requirements on manufacturing, industry competition is increasingly fierce. Rapid prototyping technology also arises at the historic moment, and shows its strong vitality and broad application prospects. At present, the modelling of rapid prototyping technology has been in the industry, machinery manufacturing, aerospace, military, architecture, film and television, home appliances, light industry, medicine, archaeology, cultural art, sculpture, jewelry, and other fields has been widely used. And with the development of the technology itself, and will continue to expand its application field. 关键词:快速成型,堆积法,高集成性、高柔性、高速性,自动、直接、快速、精确。 前言: 21世纪是以知识经济和信息社会为特征的时代,随着科学技术的发展和社会需求的多样化,全球统一市场和经济全球化的逐步形成,产品的竞争更加激烈。在工业化的国家中,60%—80%的财富是由制造业提供的。制造业是衡量一个国家实力水平的重要标志之一,也是创造社会财富和国民经济赖以生存发展的重要支柱产业。 现代制造已不仅仅是机械制造,而且具有大制造,全过程,多科学的新特点。大制造应包括机电产品的制造,工业流程制造,材料科学制造等等,所以它是一个广义的制造概念。 我国在先进制造技术方面和国外有比较大的差距,特别是我国制造业的自动化,信息化水平不高。大力发展和应用先进制造技术,勇气改造传统产业和形成高技术,提升我国制造业得产业结构,产品结构和组织结构,增强其技术创新能力,产品开发,和市场竞争能力。是制造业,特别是机械制造业走出困局的关键性措施。这样才能保证我们世界工厂地位的确立,实现由制造业大国向制造业强国的转变。 快速成型技术的诞生 快速成型技术作为一个专用名词在20世纪80年代末期,美国为了加强其制造业的竞争力与促进国民经济的增长,根据其制造业面临的挑战与机遇,并对其制造业存在的问题进行深刻反省提出来的。快速成型技术是集成制造技术,电子技术,信息技术,自动化技术,能源晕技术,材料科学以及现在管理技术等众多技术的交叉,融合和渗透而发展起来的,涉及到制造业中的产品设计,加工装配,检验测试,经营管理等产品生命周期全过程,已实现优质,高效,低耗,清洁,灵活生产,提高对动态多变,细分的市场的适应能力和竞争能力的一项综合技术。 快速成型技术是顺应这一潮流而出现的先进制造技术,它能自动,直接,快速,精确的将设计思想物转化具有一定功能的原型或直接制造零件,快速成型技术是先进制造技术的重要组成部分,也是制造技术在制造理论的一次革命性飞跃,快速成型技术目前在美国,欧洲,日本等地已被广泛应用,受到制造业界及各类用户的普遍重视。 世界上第一台快速成形机于自1988年诞生于美国。快速成型制造技术是国外20世纪80年
快速成型技术及应用论文
基于激光快速成型技术的金属快速成型技术 摘要:文章详细介绍了金属粉末快速成型的研究现状 ,分析了金属粉末选择性激光烧结的工艺特点,对这些工艺的影响因素进行了讨论。 关键词:选区激光烧结;金属零件;影响因素。 引言 快速制造 (Rapid Manufacturing) 金属零件一直受到国内外的广泛重视 , 是当今快速成型领域的一个重要研究方向。到目前为止 ,用于直接成型金属材料、制备三维金属零件的技术主要有激光近形制造与金属粉末的选择性激光烧结技术。激光近形制造(LENS) ,又称激光熔覆制造或熔滴制造 ,它将激光熔覆工艺与激光快速成型技术相结合 , 利用激光熔覆工艺逐层堆积累加材料,形成具有三维形状的三维结构。在该方面 ,美国的Aeromet、德国的汉诺威激光中心以及清华大学激光加工研究中心等均进行了大量的研究 , 并得到了具有一定形状的三维实体零件。有异于激光近形制造 ,选择性激光烧结则有选择地逐层烧结固化粉末金属得到三维零件。在这一领域,美国的DTM丶德国的汉诺威激光中心等进行了多元金属的烧结研究。就选区激光烧结(SelectiveLaser Sintering , SLS)而言 ,根据成型用金属粉末的不同 , 人们又开发出多种工艺途径来实现金属零件的烧结成型 ,主要有三种途径:一是利用金属粉末与有机粘结剂粉末共混粉体的间接烧结,金属粉末与有机粘结剂粉末均匀共混,烧结中,低熔点的粘结剂粉末熔化并将高熔点的金属粉末粘结,形成原型(“绿件”),经后处理,烧失粘结剂,形成“褐件”,最后通过金属熔渗工艺得到致密的金属件;二是利用金属混合粉末的直接烧结 , 其中一种粉末具有较低的熔点(如铜粉) ,另一种粉末熔点较高 (如铁粉) ,烧结中低熔点的金属粉末铜熔化并将难熔的铁粉粘结在一起 , 这种方法同样需要较大功率激光器;三是利用单一成分金属粉末的直接烧结,这种方法目前主要用于低熔点金属粉末的烧结,对熔点高的金属粉末,需采用大功率激光器。本文分别对上述的间接和直接烧结成型工艺进行了初步的研究。 1 SLS的烧结原理 激光选择性烧结快速成型技术是使用激光束熔化或烧结粉末材料 ,利用分层的思想 ,把计算机中的 CAD 模型直接成型为三维实体零件。它的创新之处在于将激光、光学、温度控制和材料相联系。SLS烧结原理如图1所示,烧结过程可分为三部分: (1)首先在粉体床上铺一薄层粉体 , 并压实 , 可以根据需要 ,在激光烧结前进行预热; (2)激光照射粉体层 ,烧结粉体,形成所设计零件一层的形状;(3) 粉体床下降一个薄层厚度的距离;重复上面的过程 ,直到原型零件完成。 SLS对粉末烧结的明显优势在于: (1) 和其它的加工方法比较,能获得优良的材料性能,同时,它的加工材料范围比较宽 (聚合物、金属、陶瓷、铸造砂等);(2) 易于实现液相烧结 , 烧结周期比较短; (3) 比传统的烧结方法更易得到密实的以粉末金属为原料的产品;(4)工艺比较简单 , 烧结路线、烧结温度便于控制。
快速成型技术的介绍
快速成型技术的介绍 ————3D打印技术的介绍及设计 摘要:快速成型制造技术是九十年代发展起来的一项先进制造技术,自该技术问世以来,已经在发达国家的制造业中得到了广泛应用,并由此产生一个新兴的技术领域。3D打印即快速成型技术的一种,它是一种以数字模型文件为基础,运用粉末状金属或塑料等可粘合材料,通过逐层打印的方式来构造物体的技术;3D打印现在运用在生产生活的各个领域。 关键词:快速成型;3D打印 1 快速成型制造技术 1.1 简介 快速原型制造技术,又叫快速成形技术,(简称RP技术)。 RP技术是在现代CAD/CAM技术、激光技术、计算机数控技术、精密伺服驱动技术以及新材料技术的基础上集成发展起来的。不同种类的快速成型系统因所用成形材料不同,成形原理和系统特点也各有不同。但是,其基本原理都是一样的,那就是"分层制造,逐层叠加",类似于数学上的积分过程。形象地讲,快速成形系统就像是一台"立体打印机"。 1.2 产生背景 随着全球市场一体化的形成,制造业的竞争十分激烈,产品的开发速度日益成为主要矛盾。在这种情况下,西安交通大学机械学院,快速成型国家工程研究中心,教育部快速成型工程研究中心自主快速产品开发(快速设计和快速工模具)的能力(周期和成本)成为制造业全球竞争的实力基础。 制造业为满足日益变化的用户需求,要求制造技术有较强的灵活性,能够以小批量甚至单件生产而不增加产品的成本。因此,产品的开发速度和制造技术的柔性就十分关键。 从技术发展角度看,计算机科学、CAD技术、材料科学、激光技术的发展和普及为新的制造技术的产生奠定了技术物质基础。 1.3 技术特点 (1) 制造原型所用的材料不限,各种金属和非金属材料均可使用; (2) 原型的复制性、互换性高; (3) 制造工艺与制造原型的几何形状无关,在加工复杂曲面时更显优越; (4) 加工周期短,成本低,成本与产品复杂程度无关,一般制造费用降低50%,加工周期节约70%以上; (5) 高度技术集成,可实现了设计制造一体化。 1.4 基本原理 快速成形技术是在计算机控制下,基于离散、堆积的原理采用不同方法堆积材料,最终完成零件的成形与制造的技术。
快速成型技术及其发展综述
计算机集成制造技术与系统——读书报告 题目名称: 专业班级: 学号: 学生姓名: 指导老师
快速成型技术及其发展 摘要:快速成型技术兴起于20世纪80年代,是现代工业发展不可或缺的一个重要环节。本文介绍了快速成型技术的产生、技术原理、工艺特点、设备特点等方面,同时简述快速成型技术在国内的发展历程。 关键词:快速成型烧结固化叠加发展服务 1 快速成形技术的产生 快速原型(Rapid Prototyping,RP)技术,又称快速成形技术,是当今世界上飞速发展的制造技术之一。快速成形技术最早产生于二十世纪70年代末到80年代初,美国3M公司的阿伦赫伯特于1978年、日本的小玉秀男于1980年、美国UVP公司的查尔斯胡尔1982年和日本的丸谷洋二1983年,在不同的地点各自独立地提出了RP的概念,即用分层制造产生三维实体的思想。查尔斯胡尔在UVP的继续支持下,完成了一个能自动建造零件的称之为Stereolithography Apparatus (SLA)的完整系统SLA-1,1986年该系统获得专利,这是RP发展的一个里程碑。同年,查尔斯胡尔和UVP的股东们一起建立了3D System公司。与此同时,其它的成形原理及相应的成形系统也相继开发成功。1984年米歇尔法伊杰提出了薄材叠层(Laminated Object Manufacturing,以下简称LOM)的方法,并于1985年组建Helisys 公司,1992年推出第一台商业成形系统LOM-1015。1986年,美国Texas大学的研究生戴考德提出了选择性激光烧结(Selective Laser Sintering,简称SLS)的思想,稍后组建了DTM 公司,于1992年开发了基于SLS的商业成形系统Sinterstation。斯科特科瑞普在1988年提出了熔融成形(Fused Deposition Modeling,简称FDM)的思想,1992年开发了第一台商业机型3D-Modeler。 自从80年代中期SLA光成形技术发展以来到90年代后期,出现了几十种不同的RP技术,但是SLA、SLS和FDM几种技术,目前仍然是RP技术的主流,最近几年LJP(立体喷墨打印)技术发展迅速,以色列、美国、日本等国的RP设备公司都力推此类技术设备。 2基本原理 快速成形技术是在计算机控制下,基于离散、堆积的原理采用不同方法堆积材料,最终完成零件的成形与制造的技术。 1、从成形角度看,零件可视为“点”或“面”的叠加。从CAD电子模型中离散得到“点”或“面”的几何信息,再与成形工艺参数信息结合,控制材料有规律、精确地由点到面,由面到体地堆积零件。 2、从制造角度看,它根据CAD造型生成零件三维几何信息,控制多维系统,通过激光束或其他方法将材料逐层堆积而形成原型或零件。 3快速成型技术特点 RP技术与传统制造方法(即机械加工)有着本质的区别,它采用逐渐增加材料的方法(如凝固、焊接、胶结、烧结、聚合等)来形成所需的部件外型,由于RP技术在制造产品的过程中不会产生废弃物造成环境的污染,(传统机械加工的冷却液等是污染环境的),因此在当代讲究生态环境的今天,这也是一项绿色制造技术。 RP技术集成了CAD、CAM、激光技术、数控技术、化工、材料工程等多项技术,解决了传统加工制造中的许多难题。 RP技术的基本工作原理是离散与堆积,在使用该技术时,首先设计者借助三维CAD或者
快速成型技术及应用学习心得doc
《快速成型技术及应用》学习心得 对于本学期黄老师的《快速成型技术及应用》学习心得,主要从RP技术的应用现状和发展趋势、主要的RP成型工艺分析和RP技术在当代模具制造行业的应用三个方面进行说明: 一、RP技术的应用现状与发展趋势 快速成型(Rapid Prototyping)技术是由三维CAD模型直接驱动的快速制造任意复杂形状三维实体的总称。它集成了CAD 技术、数控技术、激光技术和材料技术等现代科技成果,是先进制造技术的重要组成部分。 目前,快速成型技术已在工业造型、机械制造、航空航天、军事、建筑、影视、家电、轻工、医学、考古、文化艺术、雕刻、首饰等领域都得到了广泛应用。 RP技术虽然有其巨大的优越性,但是也有它的局限性,由于可成型材料有限,零件精度低,表面粗糙度高,原型零件的物理性能较差,成型机的价格较高,运行制作的成本高等,所以在一定程度上成为该技术的推广普及的瓶颈。从目前国内外RP 技术的研究和应用状况来看,快速成型技术的进一步研究和开发的方向主要表现在以下几个方面: (1)大力改善现行快速成型制作机的制作精度、可靠性和制作能力,提高生产效率,缩短制作周期。尤其是提高成型件的表面质量、力学和物理性能,为进一步进行模具加工
和功能试验提供平台。 (2)开发性能更好的快速成型材料。材料的性能既要利于原型加工,又要具有较好的后续加工性能,还要满足对强度和刚度等不同的要求。 (3)提高RP 系统的加工速度和开拓并行制造的工艺方法。目前即使是最快的快速成型机也难以完成象注塑和压铸成型的快速大批量生产。 (4)RPM 与CAD、CAM、CAPP、CAE 以及高精度自动测量、逆向工程的集成一体化。该项技术可以大大提高新产品的第一次投入市场就十分成功的可能性,也可以快速实现反求工程。 (5)研制新的快速成型方法和工艺。除了目前SLA、LOM、SLS、FDM 外,直接金属成型工艺将是以后的发展焦点。 二、几种常见RP工艺 1、FDM,丝状材料选择性熔覆(Fused Deposition Modeling)快速原型工艺是一种不依靠激光作为成型能源、而将各种丝材(如工程塑料ABS、聚碳酸酯PC等)加热熔化进而堆积成型方法,简称FDM。 2、SLA,光敏树脂选择性固化是采用立体雕刻(Stereolithography)原理的一种工艺,简称SLA,是最早出现的一种快速成型技术。 3、SLS,粉末材料选择性烧结(Selected Laser
快速成型技术与试题-答案
试卷 —、填空题 1?快速成型技术是由计算机辅助设计及制造技术、逆向工程技术、分层制造技术(SFF)、材料去除成形(MPR)、材料增加成形(MAP)技术等若干先进技术集成的; 2. 3. 快速成型技术的主要优点包括成本低,制造速度快,环保节能,适用于新产品开发和单间零件生产等 4?光固化树脂成型(SLA的成型效率主要与扫描速度,扫描间隙,激光功率等因素有关 5. 快速成型技术的英文名称为:Rapid Prototyping Manufacturing (RPM),其目前 也被称为:3D打印,增材制造; 6. 选择性激光烧结成型工艺(SLS可成型的材料包括塑料,陶瓷,金属等; 7. 选择性激光烧结成型工艺(SLS工艺参数主要包括分层厚度,扫描速度,体积成型率,聚焦光斑直径等; 8. 快速成型过程总体上分为三个步骤,包括:数据前处理,分层叠加成型(自由成型),后处理; 9. 快速成型技术的特点主要包括原型的复制性、互换性高,加工周期短,成本低,高度技术集成等; 10?快速成型技术的未来发展趋势包括:开发性能好的快速成型材料,改善快速 成形系统的可靠性,提高其生产率和制作大件能力,优化设备结构,开发新的成形能源,快速成形方法和工艺的改进和创新,提高网络化服务的研究力度,实现远程控制等; 11.光固化快速成型工艺中,其中前处理施加支撑工艺需要添加支撑结构,支撑结构的主要作用是防止翘曲变形,作为支撑保证形状; 二、术语解释 1.STL数据模型 是由3D SYSTEM公司于1988年制定的一个接口协议,是一种为快速原型制造技术服务的三维图形文件格式。STL文件由多个三角形面片的定义组成,每个三角形面片的定义包括三角形各个定点的三维坐标及三角形面片的法矢量。stl 文件是在计算机图形应用系统中,用于表示三角形网格的一种文件格式。它的文件格式非常简单,应用很广泛。STL是最多快速原型系统所应用的标准文件 类型。STL是用三角网格来表现3D CAD模型。STL只能用来表示封闭的面或者体,stl文件有两种:一种是ASCII明码格式,另一种是二进制格式。 2■快速成型精度包括哪几部分 原型的精度一般包括形状精度,尺寸精度和表面精度,即光固化成型件在形状、尺寸和表面相互位置三个方面与设计要求的符合程度。形状误差主要有:翘曲、扭曲变形、椭圆度误差及局部缺陷等;尺寸误差是指成型件与CAD模型相比,在x、y、z三个方向上尺寸相差值;表面精度主要包括由叠层累加产生的台阶误差及表面粗糙度等。 3■阶梯误差
快速成型技术及原理
RP技术简介 快速原型制造技术,又叫快速成形技术,(简称RP技术); 英文:RAPID PROTOTYPING(简称RP技术),或 RAPID PROTOTYPING MANUFACTUREING,简称RPM。 快速成型(RP)技术是九十年代发展起来的一项先进制造技术,是为制造业企业新产品开发服务的一项关键共性技术, 对促进企业产品创新、缩短新产品开发周期、提高产品竞争力有积极的推动作用。自该技术问世以来,已经在发达国家的制造业中得到了广泛应用,并由此产生一个新兴的技术领域。 RP技术是在现代CAD/CAM技术、激光技术、计算机数控技术、精密伺服驱动技术以及新材料技术的基础上集成发展起来的。不同种类的快速成型系统因所用成形材料不同,成形原理和系统特点也各有不同。但是,其基本原理都是一样的,那就是"分层制造,逐层叠加",类似于数学上的积分过程。形象地讲,快速成形系统就像是一台"立体打印机"。 RP技术是在现代CAD/CAM技术、激光技术、计算机数控技术、精密伺服驱动技术以及新材料技术的基础上集成发展起来的。RP技术的基本原理是:将计算机内的三维数据模型进行分层切片得到各层截面的轮廓数据,计算机据此信息控制激光器(或喷嘴)有选择性地烧结一层接一层的粉末材料(或固化一层又一层的液态光敏树脂,或切割一层又一层的片状材料,或喷射一层又一层的热熔材料或粘合剂)形成一系列具有一个微小厚度的的片状实体,再采用熔结、聚合、粘结等手段使其逐层堆积成一体,便可以制造出所设计的新产品样件、模型或模具。 快速成型机的工艺 立体光刻成型sla 层合实体制造lom 熔融沉积快速成型fdm 激光选区烧结法SLS 多相喷射固化mjs 多孔喷射成型mjm 直接壳法产品铸造dspc 激光工程净成型lens 选域黏着及热压成型SAHP 层铣工艺lmp 分层实体制造som 自美国3D公司1988年推出第一台商品SLA快速成形机以来,已经有十几种不同的成形系统,其中比较成熟的有SLA、SLS、LOM和FDM等方法。其成形原理分别介绍如下: (1)SLA(光固化成型法)快速成形系统的成形原理: 成形材料:液态光敏树脂; 制件性能:相当于工程塑料或蜡模;
快速成型技术的发展历史
快速成型技术的发展历史 一、国外RP技术的发展历史 从历史上看,很早以前就有“材料叠加”的制造设想,例如,1892年,J.E.Blanther在他的美国专利(#473 901)中,曾建议用分层制造法构成地形图。这种方法的原理是,将地形图的轮廓线压印在一系列的蜡片上,然后按轮廓线切割蜡片,并将其粘结在一起,熨平表面,从而得到三维地形图。1902年,Carlo Baese在他的美国专利(#774 549)中,提出了用光敏聚合物制造塑料件的原理,这是现代第一种快速成型技术——“立体平板印刷术”(Stereo Lithogrphy)的初步设想。1940年,Perera提出了在硬纸板上切割轮廓线,然后将这些纸板粘结成三维地形图的方法。50年代之后,出现了几百个有关快速成型技术的专利,其中Paul L Dimatteo在他1976年的美国专利(#3932923)中,进一步明确地提出,先用轮廓跟踪器将三维物体转化成许多二维廓薄片(图1),然后用激光切割这些薄片成型,再用螺钉、销钉等将一系列薄片连接成三维物体,这些设想与现代另一种快速成型技术——“物体分层制造”(Laminated Object Manufacturing)的原理极为相似。
图1 Paul的分层成型法 上述早期的专利虽然提出了一些快速成型的原理,但还很不完整,更没有实现快速成型机械及其使用原材料的商品化。80年代末之后,快速成型技术有了根本性的发展,出现的专利更多,仅在1986~1998年期间注册的美国专利就有24个。这首先是Charles W Hull在他1986年的美国专利(#4 575 330)中,提出了一个用激光束照射液态光敏树脂,从而分层制作三维物体的现代快速成型机的方案。随后,美国的3D Systems公司据此专利,于1988年生产出了第一台现代快速成型机SLA-250(液态光敏树脂选择性固化成型机),开创了快速成型技术发展的新纪元。在伺候的10年中,涌现了10多种不同形式的快速成型技术和相应的快速成型机,如薄形材料选择性切割(LOM)、丝状材料选择性熔覆(FDM)和粉末材料选择性烧结(SLS)等,并且在工业、医疗及其他领域得到了广泛到的应用。1998年止,全世界已拥有快速成型机4259台,快速成型机制造公司约27个,用快速成型机进行对外服务的机构331个。
SLA激光光固化3D打印成型技术
武汉迪万SLA激光光固化3D打印成型技术 一、简介 激光光固化(又称“光敏树脂选择性固化”),是采用立体雕刻(Stereolithography)原理的一种工艺,简称SLA,是最早出现的一种快速成型技术。 二、SLA激光光固化工艺流程 在树脂槽中盛满液态光敏树脂,它在紫外激光束的照射下会快速固化。成型过程开始时,可升降的工作台处于液面下一个截面层厚的高度,聚焦后的激光束,在计算机的控制下,按照截面轮廓的要求,沿液面进行扫描,使被扫描区域的树脂固化,从而得到该截面轮廓的树脂薄片。然后,工作台下降一层薄片的高度,以固化的树脂薄片就被一层新的液态树脂所覆盖,以便进行第二层激光扫描固化,新固化的一层牢粘结在前一层上,如此重复不已,直到整个产品成型完毕。最后升降台升出液体树脂表面,取出工件,进行清洗、去除支撑、二次固化以及表面光洁处理等。 三、SLA激光光固化工艺优势 1、表面质量较好; 2、成型精度较高,精确度达到了25微米;
3、系统分辨率较高; 4、成型方式与结构复杂程度无关。 四、应用领域 SLA激光光固化快速成型技术适合于制作中小型工件,能直接得到树脂或类似工程塑料的产品。主要用于概念模型的原型制作,或用来做简单装配检验和工艺规划; 由于SLA的成型方式与结构复杂程度无关,因此SLA比较适合做一些结构复杂的电子类产品,如电脑及周边产品、音响、相机、手机、MP3、掌上电脑、摄像机等。以及一些结构复杂的家电类产品,如电烫斗、电吹风、吸尘器等。 五、快速成型样件图片
六、后期处理 除去未经固化的树脂后,还要对原型进行充分的后固化。由于是分层加工,所以模型表面有台阶纹。表面喷砂可以去除台阶纹,得到比较好的表面质量。成型方向对于台阶纹和成型时间影响很大。通常,沿着长轴方式,垂直成型会耗时较长但是台阶纹较小。而沿着长轴方式水平放置原型会缩短成型时间但是台阶纹会明显增多。喷漆可以使成型件更美观。 七、支撑 在制作过程中,如果原型的端部太薄弱,有必要生成支撑来托起原型。软件可以生成支撑结构,而支撑仅用来帮助成型。下面的三张图将说明为什么支撑是必须的: 八、性能特点 1、制作精度高,可以制作精度达到±0.10mm的产品,并且与工件的复杂程度无关。 2、成型能力强,对细小的结构、扣位、装饰线均能成型。 3、后处理效果逼真,这主要是因为光敏树脂硬度不高,易于打磨、修饰,并且制件本身的表面光洁度较好。 4、材料的强度比ABS略差,不耐温,因此不适合做受力、受热的功能测试零件。