刹车振动噪声试验系统
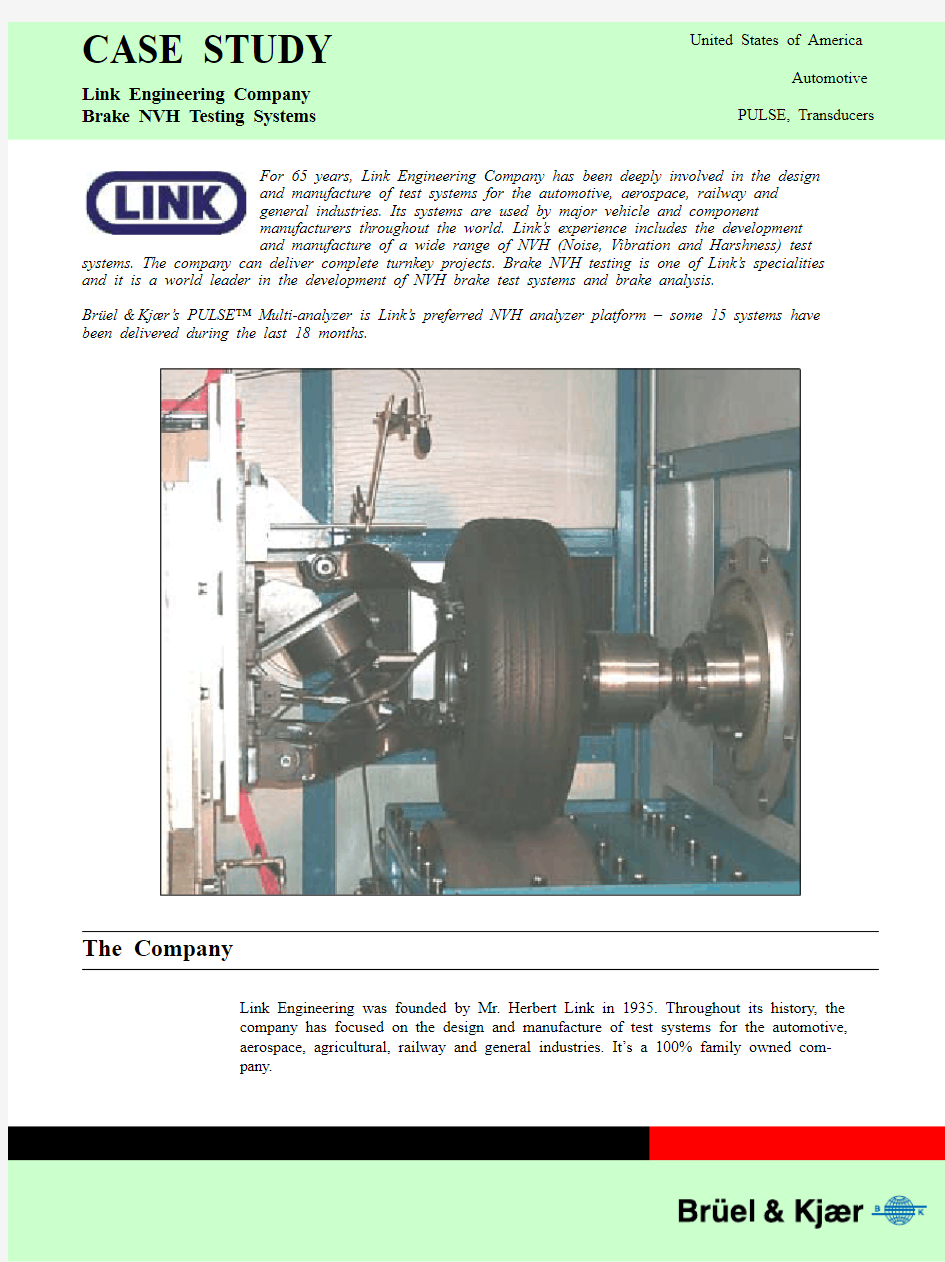

For 65 years, Link Engineering Company has been deeply involved in the design and manufacture of test systems for the automotive, aerospace, railway and general industries. Its systems are used by major vehicle and component manufacturers throughout the world. Link’s experience includes the development and manufacture of a wide range of NVH (Noise, Vibration and Harshness) test
systems. The company can deliver complete turnkey projects. Brake NVH testing is one of Link’s specialities and it is a world leader in the development of NVH brake test systems and brake analysis.
Brüel &Kj?r’s PULSE? Multi-analyzer is Link’s preferred NVH analyzer platform – some 15 systems have been delivered during the last 18 months.
The Company
Link Engineering was founded by Mr. Herbert Link in 1935. Throughout its history, the company has focused on the design and manufacture of test systems for the automotive,aerospace, agricultural, railway and general industries. It’s a 100% family owned com-
pany.
CASE STUDY
Link Engineering Company Brake NVH Testing Systems
United States of America
Automotive
PULSE, Transducers
Based in Plymouth, Michigan, the company employs approximately 250 people. The
automotive industry is the core market and brake NVH test and analysis has a special
focus – from small brake dynamometers for brake material testing up to 20000 horse
power installations for testing aircraft braking systems.
Link designs and manufactures a full range of test systems for laboratory, test-track
and on-road vehicle evaluation including, for example:
?Brake, transmission and chassis dynamometers
?Vehicle and aircraft chassis dynamometers
?Material characterisation systems
?Vehicle data acquisition systems and transducers
Market Leader
Link is a market leader and supplies NVH test systems to the world’s major automotive
manufactures (OEMs), to manufacturers of brakes and braking systems (tier 1), and to
manufacturers of brake materials (tier 2). It’s a highly vertically integrated company.
Individual components are purchased (or built by Link themselves) and fully equipped
dynamometers are shipped to all parts of the world. To date, Link has delivered more
than 100 vehicle data acquisition systems throughout the world.
Testing Laboratory
With a range of 30 dynamometers and some 135000 square feet of laboratory space,
Link Testing Laboratories provides testing facilities to third-party customers. The serv-
ices offered include:
?Product NVH performance evaluations from components to complex systems – from large scale fleet or customer satisfaction surveys to detailed “cutting-edge” test and
analysis
?Root cause investigations to identify sources mechanisms, transmission paths, and subjective response
?Vehicle interior and exterior noise and vibration measurements, including
temperature and strain measurements
NVH Brake Testing
Fig.1
Link’s new NVH dynomometer at Link Testing Laboratories The NVH performance of vehicle braking systems is a critical aspect of the custom-er’s perception of the vehicle. As such, it is crucial that NVH evaluations are able to replicate noise performance on the ve-hicle. At the same time, brake NVH dy-namometers must permit detailed studies of the braking dynamics and noise generation process to provide in-formation necessary for improving per-formance.
2
3
Fig.2
The operating console of a
dynomometer at Link Testing Laboratories
There are few such facilities available for contract use and independent studies. Link has installed a state-of-the-art NVH dynamometer in its Detroit Test-ing Laboratories. The unit provides the capabilities to perform all current and planned brake NVH test protocols.
Brake NVH Testing
Performing tests that replicate the NVH performance of braking systems on vehicles is a complex task. It is often necessary to explore a wide array of operat-ing parameters to identify those where noise issues occur. Microphones and accelerometers are used to quantify the brake noise and vibration during such operations.
An enclosure is built around the braking components to permit accurate noise meas-urements without interference from other noise sources. In addition, these enclosures are designed to represent the on-vehicle environment with a reflecting floor plane and sound absorbent walls to simulate the free-field over a reflecting plane as found on the open road.
Brake Evaluation Standards
Fig.3
The drive system for the Link Testing Laboratories dynomometer shown in Fig.1
There are two internationally recognised brake noise evaluation standards. One is known as the AK Noise Procedure. This protocol requires over 1000 brake applications and is composed of deceleration and drag segments in an attempt to elicit a wide array of brake noises.
The second major brake NVH test standard is SAE J 2521. This procedure is still in draft form, but it is being used around the world for noise evaluations.This protocol utilises a wider array of braking oper-ations and is the product of the latest knowledge on brake noise generation.
Not only can Link’s new NVH dynomometer be used for all the above tests, but it can also be used for custom investigative programs. Using its advanced ProLink (Windows ?2000-based) programming environment, custom test protocols can be quickly formulat-ed and implemented. A wide array of control and measurement algorithms can be utilised.
Typical Brake NVH Test System Specification
Link designs and manufactures a wide range of brake NVH dynamometer test systems The detailed specifications are established according to the customer’s individual re-quirements.
To demonstrate the typical capabilities of a state-of-the-art brake NVH testing system,the following specification refers to the dynamometer installed at Link Testing Labora-tories, as shown in Fig.1:
?0–2000 rpm
?Up to 5600Nm of torque ?Inertia 10–200kg/m 2?Air/oil brake apply
?
Maximum brake pressure – 200
bar
?Full axle and suspension capability
?Noise chamber – 3.4×2.1×2.2m, with thermal and acoustic insulation
?Automated and manual operation
?Torque, pressure, temperature, time and deceleration control
?Drag, full stop and other test sequences
Acoustic Enclosure
By combining both noise reduction and sound absorption treatments, an acceptably
low interior background sound level can be achieved. This permits accurate measure-
ments of all brake noise issues from 500 to 20000Hz. In addition, the enclosure is
mounted to provide full vibration isolation from the rest of the dynamometer and other
mechanical energy sources in the building. Only the noise and vibration that is due to
the braking system are measured.
Cooling air is provided in the enclosure to reduce cycle times and to maintain a stable
environment in the enclosure. The cooling air speed can be adjusted to maximise cooling
and minimise extraneous noise for a given measurement scenario.
Inverted Tailstock
A key feature of the dynomometer installed at Link Testing Laboratories is the ability
to mount a full vehicle corner section or rigid axle. To accurately recreate vehicle noise
issues, especially those at lower frequencies, it is necessary to test with the actual
vehicle suspension. The dynomometer provides the capability to mount the suspension
system with the brake driven from the spindle or the lug side of the rotor.
Data Acquisition and Analysis System
Fig.4
ProLink software provides the intuitive graphical user interface and maximises speed and flexibility in the capture and retention of all relevant test dat a A Brüel&Kj?r PULSE Multi-analyzer is dedicated to the dynamometer in-stalled at Link Testing Laboratories. This PC-based noise and vibration measurement system is capable of data acquisition, measurement, post-processing, documentation and ana-lysis with simultaneous measurement of exponential, linear, peak and aver-aged spectra. The system provides software for noise analysis, time data recording and order tracking.
Fig.5
A waterfall plot provides a huge amount of information in graphical format PULSE Specification
?Eight input channels
?Measurement frequency range – 0 to 25.6kHz
?PULSE Noise and Vibration Analysis Type 7700 software with throughput to disk option
?Real-time measurements on all channels to 25kHz
?Microphones and accelerometers to perform all standard tests and
more complex investigative studies
4
A complete state-of-the-art Link Engineering dynamometer control and data acquisition
system is a key component in all Link dynamometers. The PULSE software runs in the
background and is controlled by Link’s ProLink software package running under Win-
dows? 2000. ProLink provides the intuitive graphical user interface and maximises speed
and flexibility in the capture and retention of all relevant test data. Monitored param-
eters include speed, torque, up to eight temperatures, relative humidity, applied pres-
sure and many other parameters.
Engineering Expertise
Fig.6
Jim Thompson, Ph.D, PE, is Link’s NVH Sales and Marketing Executive Director
Jim Thompson, Ph.D, PE, is Link’s NVH Sales
and Marketing Executive Director – he is an
NVH expert.
Jim gained a Bachelor’s degree from Virginia
Polytechnic Institute and State University. This
was followed by a Master’s degree in Mechani-
cal Engineering, and then a Doctorate from Pur-
due University. His thesis was on “Noise in small
engines”.
Jim has worked at Link for three years and, in
addition to heading NVH, sales, and marketing,
is responsible for Link’s state-of-the-art engi-
neering technology.
Jim says, “Brake noise is a leading warranty issue in the U.S. Complaints representing hundreds of millions of dollars are received by the automotive OEMs”. Jim explains,“Our test systems are used in R&D applications. In addition to brake, clutch and transmission testing, we are expanding our solutions to include a wide range of other automotive components including steering assemblies, alternators, starter motors, etc”.“We work in one of two ways – either a manufacturer will give us a detailed specification of the parameters that are to be tested, or, especially with noise issues, we will be asked to advise on the testing that’s needed and then write a detailed specification for the test system. Very often we are involved right from the initial concept through to delivery of the turnkey system, including training the operators.”
Jim continues, “Our users are not generally NVH experts and so we aim to make our test systems as automated as possible. A really great development is TEDS (Transducer Electronic Data Sheet) equipped transducers. It’s a major plus for customers with little or no NVH experience. TEDS transducers reduce the setup time and there are far less errors because the transducer sensitivity is entered into the system automatically”.
Fig.7
In-vehicle testing – Link’s 3501 system installed in a truck cab “There is an increasing trend towards in-vehicle testing for troubleshooting applications. A typ-ical system will comprise a 6/1-channel PULSE system. Four accelerometers are used, one on each brake and a microphone is placed inside
the cabin to detect brake squeal”, says Jim.
5
B O 0493-1102/09
Accreditation
Link is accredited to ISO 90001 and by QOS (this is a standard used by automotive companies in the USA – it exceeds the ISO demands).
Brüel &Kj?r
Fig.8
This dynomometer tests the properties of materials used in aircraft braking systems
Jim says, “In the past we had a number of op-tions concerning analyzers. But we decided to work with Brüel &Kj?r and they are our pre-ferred supplier, not only for analyzers but also for transducers and calibration equipment.Brüel &Kj?r’s name stands for outstanding quality, reliability and accuracy. PULSE is a PC-based solution and this is the way we wanted to go. The decision has proved to be correct and we get excellent back-up, service and sup-port from their local office in Livonia, Detroit”.
Jim continues, “We also use a 6/1-channel PULSE system in our own test lab. Together with transducers, it’s extensively used to check the performance of our test systems before delivery to a customer, and for general investigative work and troubleshooting”.
Fifteen-plus PULSE Systems
Since the cooperation started in the beginning of 2001, Link has ordered in excess of fifteen PULSE systems from Brüel &Kj?r. Jim concludes, “This is positive proof of the success of both our companies and, of course, our customers favour PULSE as the standard analyzer installed in our NVH test systems. In addition, they appreciate that they get an analyzer for a wide range of NVH test applications”.
Key Facts
?
For 65 years, Link Engineering Company has been deeply involved in the design and manufacture of test systems for the automotive, aerospace, railway and general industries
?Link is based in Plymouth, Michigan – it employs approximately 250 people
?The automotive industry is the core market and brake NVH test and analysis has a special focus
?Link is a market leader and supplies NVH test systems to the world’s major automotive OEMs, and to tier 1 and tier 2 automotive sub-suppliers
?Link has delivered more than 100 vehicle data acquisition systems
?Link Testing Laboratories provides testing facilities to third-party customers
?“Brake noise is a leading warranty issue in the U.S. Complaints representing hundreds of millions of dollars are received by the automotive OEMs” ?Link is accredited to ISO 90001 and by QOS
?Brüel &Kj?r is Link’s preferred supplier – for analyzers, transducers and calibrators ?Link gets excellent back-up, service and support from Brüel &Kj?r’s local office ?
Link has ordered in excess of fifteen PULSE systems from Brüel &
Kj?r
汽车发动机振动噪声测试实用标准系统
附件1 汽车发动机振动噪声测试系统 1用途及基本要求: 该设备主要用于教学和科研中的振动和噪声测量,要求能够测量试验对象的振动噪声特性(频率、阶次、声强等),能对试验数据进行综合分析。该产品的生产厂应具有多年振动噪声行业从业经验,有较高的知名度和影响力。系统软件和硬件应该为成熟的模块化设计,同时具有很强的扩展能力,能保证将来软件和硬件同时升级。 2设备技术要求及参数 2.1设备系统配置 2.1.1数据采集系统一套; 2.1.2数据测试分析软件一套; 2.1.3传声器 2个; 2.1.4加速度计 2个; 2.1.5声强探头 1套; 2.1.6声级校准器 1个; 2.1.7笔记本电脑一台 2.2数据采集、控制系统技术要求 2.2.1主机箱一个;供电采用9~36V直流和 200~240V交流; 2.2.2便携式采集前端,适用于实验室及现场环境; 2.2.3整机消耗功率<150W; 2.2.4工作环境温度:-10?C ~50?C; 2.2.5中文或英文WindowsXP下运行,操作主机采用笔记本电脑; 2.2.6输入通道数:4个以上,其中2个200V极化电压输入通道、不少一个转速输入通道; 2.2.7输入通道拥有Dyn-X技术,动态围160dB; 2.2.8每通道最高采样频率:≥65.5kHz,最大分析带宽:≥25.6kHz; 2.2.9系统留有扩充板插槽,根据需要可以进一步扩充;数据采集前端可同时连接多种形式传感器,包括加速度计、转速探头、传声器、声强探头等; 2.2.10系统具有堆叠和分拆能力,多个小系统可组成多通道大系统进行测量。大系统可分拆成多个小系统独立运行; 2.2.11采集前端的数据传输具备二种方式之一:①通过10/100M自适应以太网传输至PC; ②通过无线通讯以太网技术传输至PC,通信距离在100米以上。使测量过程更为灵活方便,方便硬件通道和计算机系统扩展升级;
汽车变速器的振动与噪声测试方法探讨
面?分类?数据库三成功登录的用户点击不同的分类即可跳转到不同的列表界面三 (3)新闻查看功能,录用户通过点击新闻列表界面的列表项三程序页面名称为newstext.xml三登录用户通过点击新闻列表的列表项即可跳转到详细信息查看界面,在该界面显示所选中的新闻的详细信息三 (4)图片查看,功能为实现详细新闻显示界面图片的查看三 登录用户在查看新闻的详细信息时,若该新闻有图片则可以点击图片可以调用系统的图片查看软件,进行图片的查看三(5)附件下载:详细新闻显示界面附件的下载三 5系统界面设计 系统用户界面是指用于和用户交流的外观二部件和程序等等三系统界面的设计,既要从外观上进行创意以到达吸引眼球的目的,还要结合图形和版面设计的相关原理,从而使得系统的设计变成了一门独特的艺术三通常应遵循以下几个基本原则: 5.1用户向导 设计用户界面首先要明确到底谁是使用者,要站在用户的观点和立场上来考虑设计软件三要作到这一点,必须要和用户来沟通,了解他们的需求二目标二期望和偏好等三设计者要清楚,用户之间差别很大,他们的能力各有不同三 5.2简单原则 简洁和易于操作是界面设计的最重要的原则三毕竟,软件建设出来是用于用户来查阅信息和使用服务三不需要在界面上设置过多的操作,堆集上很多复杂和花哨的图片三该原则一般的要求,是操作设计尽量简单,并且有明确的操作提示;软件所有的内容和服务都在显眼处向用户予以说明等三 5.3和谐与一致性 通过对系统中的各种元素使用一定的规格,使得设计良好的界面看起来应该是和谐的三或者说其应该看起来像一个整体三一致的结构设计,可以让浏览者对软件的形象有深刻的记忆;一致的导航设计,可以让浏览者迅速而又有效的进入在软件中自己所需要的部分;一致的操作设计,可以让浏览者快速学会在整个软件的各种功能操作三破坏这一原则,会误导浏览者,并且让整个软件显的杂乱无章,给人留下不良的印象三当然,一致性的设计并不意味着刻板和一成不变,在不同栏目下使用不同的风格,或者随着时间的推移不断的改版升级,会给浏览者带来新鲜的感觉三 6总结 智能建筑信息发布管理系统依据上述总体设计原则进行设计,在终端上实现智能建筑物信息管理中新闻二通知等沟通事务以及部分无纸化办公三大大提高了智能化服务的效率,避免了因沟通延误而造成的用户损失三 收稿日期:2015-2-19 作者简介:李明君(1981-),男,黑龙江牡丹江人,讲师,本科,研究方向为智能建筑三 汽车变速器的振动与噪声测试方法探讨张博强(郑州宇通客车股份有限公司,河南郑州450016) 【摘要】在我国经济发展中,汽车制造产业占据至关重要的地位。而消费者最为关心的是汽车性能的好坏和质量的优劣。作为一辆汽车的重要组成部分之一,汽车变速器的好坏尤为关键,它对汽车减震和汽车噪音的减小作用十分明显。本文从分析汽车变速器的震动与噪声的主要因素开始,并深入探讨减少这些因素对汽车性能影响的主要办法。 【关键词】汽车;变速器;振动;噪声 【中图分类号】U643【文献标识码】A【文章编号】1006-4222(2015)06-0235-02 由于汽车变速器对汽车减震和降低噪声的效果十分明显,所以对汽车变速器的深入研究十分重要三然而由于汽车变速器结构的复杂性,以及变速器与汽车各部分之间的配合效果与兼容性问题,对变速器性能的研究并不是一个简单的问题,想要提出一种行而有效的解决办法也不是一件容易的事情三以下是影响汽车变速器的振动和噪声主要因素,并对汽车变速器的振动与噪声测试方法进行了探究三 1影响汽车变速器的振动和噪声主要因素汽车的变速器结构较为复杂,它主要由齿轮二轴承以及箱体等组成三研究汽车变速器的振动与噪声问题,首先就要对变速器的这三个重要部位进行研究三由于在汽车运动过程中,变速器持续工作,就会因为不同的原因产生各种各样的振动和噪声三同时,由于变速器在装配过程中的各种偏差,受到的压力也不一样,因此变速器的振动和噪声的原因十分复杂,接下来本文将从轴承二齿轮和箱体三个方面来分析影响汽车变速器的振动和噪声的主要因素三 1.1汽车变速器轴承故障 汽车变速器轴承的优劣对汽车振动的影响十分明显,而振动的剧烈又会造成巨大的噪声,同时还可能引起汽车硬件的损坏三因此汽车变速器轴承的质量问题是汽车技术研究者和汽车制造商深入研究的一个问题,对汽车变速器轴承故障的检测也尤为重要三目前国内外许多汽车技术研究者都采用了专门的仪器来检测汽车变速器轴承故障三然而这些仪器对使用环境的要求十分苛刻,同时价格昂贵,并不适用于大多数情况,只能在实验室进行汽车试验等少数情况下使用三当汽车的变速器的轴承发生故障时,轴承旋转就会给汽车带来较大的振动,从而产生很大的噪声,同时,由于轴承的故障会压迫到齿轮的旋转,齿轮会因此产生严重的磨损,甚至会断齿三因此,有效地诊断出汽车变速器的轴承故障对汽车的减振和降噪十分重要三
噪声及振动检测作业指导书
噪声及振动检测作业指导书
中铁西北科学研究院有限公司 工程检测试验中心 二〇一二年 目录 一、城市区域环境噪声的测量方法 (1) 二、工业企业厂界噪声的测量方法 (17) 三、建筑施工场界噪声的测量方法 (25) 四、铁路边界噪声的测量方法 (30) 五、城市区域环境振动的测量方法 (33)
一、城市区域环境噪声的测量方法 一、执行标准 声环境质量标准 GB 3096-2008 二、适用范围 1、本标准规定了五类环境功能区的环境噪声限值及测量方法。 2、本标准适用于声环境质量评价与管理。 3、机场周围区域受飞机通过(起飞、降落、低空飞越)噪声的影响,不适用于本标准。 三、术语和定义 下列术语和定义适用于本标准。 1、A 声级 A-weighted sound pressure level 用A 计权网络测得的声压级,用L A 表示,单位dB(A)。 2、等效连续A 声级 equivalent continuous A-weighted sound pressure level 简称为等效声级,指在规定测量时间T 内A 声级的能量平均值,用L Aeq ,T 表示,(简写为Leq ), 单位dB(A)。除特别指明外,本标准中噪声值皆为等效声级。 根据定义,等效声级表示为:)101lg(100 1.0??=T L eq dt T L A 式中:L A —t 时刻的瞬时A 声级; T —规定的测量时间段。 3、昼间等效声级 day-time equivalent sound level 、夜间等效声级night-time equivalent sound level
发动机台架振动噪声试验规范
发动机台架 振动噪声 试验规范 湖南大学 先进动力总成技术研究中心
1.适用范围 本标准适用于缸径100mm以内,功率在150kW以内的往复活塞式发动机。 2.规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB/T 1859-2000 往复式内燃机辐射空气噪声测量工程法及简易法。 GB/T 往复式内燃机性能第1部分:标准基准状况,功率、燃油消耗和机油消耗的标定及试验方法。 GB/T 往复式内燃机性能第3部分:试验测量。 3.试验目的 在发动机消声室试验台架上进行发动机振动噪声测试,评价发动机振动噪声水平。 4.测试设备 传声器应该符合GB/T3785规定的1级仪器要求,其测量装置必须至少覆盖20Hz~20000Hz的频率范围。 加速度传感器应该符合GB/T3785规定的1级仪器要求,其测量仪器频率范围至少为10Hz~2000Hz,并应包括发动机最低稳定转速到lO倍最高转速的激励频率。传声器、加速度传感器在测量前必须进行标定。 测量前后,仪器应该按照规定进行校准,两次校准值不应超过1dB。 发动机转速的测试仪器的准确度应优于1%。 5.安装条件和运转工况 发动机工作条件 测试前确保发动机为工作正常且油位、水位正常。 在测量过程中,发动机的所有运行条件,应该符合制造厂家的规定。测量开始前,发动机应该稳定在正常工作温度范围内。 发动机状态 发动机不带空气滤清器和排气消声器,引出进、排气噪声。
振动噪声测试系统
振动噪声测试系统 系统简介 这里介绍的振动噪声测试系统是四川拓普测控科技有限公司提供,它是从振动噪声测量硬件到控制分析软件的全套解决方案。本振动噪声测试系统能够与各类振动噪声传感器配合,对振动噪声信号进行采集、记录、分析及报告输出的专用测试系统。 系统特点 ★多通道高速同步 集振动噪声信号调理模块和数据采集模块于一体,直接接驳相应类型传感器,由软件程控设置振动噪声调理参数和采集参数;具有高速等时信号,可实现多通道同步触发、同步启动、同步停止等应用。 ★模块化的测量系统 我们提供从振动噪声测试系统所需的传感器到采集模块/仪器、调理模块/仪器等所有组件。选购过程中可以以搭积木的方式组成适合自身需求的集成式系统或开放式系统,也可只选择相应组件,以应对各种复杂的振动噪声测试任务。 ★实时、海量的数据记录 该系统为多通道动态信号实时流盘测试分析系统,选用拓普测控带有实时传输及海量记录功能的数据采集卡/模块,在配套虚拟仪器应用软件的控制下,完成振动噪声信号实时记录及数据分析处理功能。 ★专业化的振动噪声分析 系统配套软件集振动噪声信号的波形采集、声波与声压测量分析、三维声强测量分析、声功率谱测量分析、噪声评价指数分析等专业声学测量功能,也可根据您的实际需求定制相应算法功能,还能实现硬件智能识别、自校准、采集控制、工程标定、波形实时显示、数据实时存盘、打印及通讯等通用测量功能。
典型应用 ★机械振动噪声 车辆、船舶振动噪声监测;电机、机床振动噪声监测;大型机械振动噪声监测;其它机械振动噪声监测等。 ★空气动力型噪声 爆炸、冲击波振动噪声监测;爆破振动噪声监测;风机振动噪声监测;飞机排气振动噪声监测等。 ★交通振动噪声 桥梁振动噪声监测;路面振动噪声监测;轨道振动噪声监测等。
发动机结构振动及噪声预测
发动机结构振动及噪声预测 作者:奇瑞发动机工程研究邓晓龙 发动机是影响汽车NVH性能的最主要的因素,在发动机的设计阶段就深入进行振动噪声性能的预测与优化,已经成为发动机开发的基本流程,是发动机自主研发过程中的重要工作。 国内外对发动机结构噪声的预测做了大量研究,中低频结构噪声预测方法已趋成熟。结构振动响应与辐射噪声之间的关系非常复杂,目前根据强迫振动响应计算辐射噪声的计算方法主要有平板理想化法、有限元法和边界元法等。噪声预测技术的发展使得发动机在设计阶段进行噪声评价成为可能。 本文探讨了适于进行动力总成振动及结构噪声预测的方法;建立了动力总成各主要部件的有限元模型,通过AVL EXCITE软件进行了动力学分析,并计算发动机的振动响应。进行NVH的性能提升的最重要的就是首先要找到主要振动及噪声源,并开展有针对性的工作。为了更明确发动机的主要声源,采用自编软件,根据表面振动速度结果进行了主要表面的辐射声功率排序,最后进行结构噪声预测。 发动机结构振动预测 进行发动机结构振动及噪声预测,涉及到大量的研究工作,主要工作包括各部件有限元建模、子结构模态提取,EXCITE模型搭建,主要激励计算,动力学分析,振动响应计算,表面辐射声源排序,声边界元建模和空间声场预测等工作。 1. 动力总成有限元模型 动力总成有限元模型包括缸体、框架、缸盖、油底壳、缸套、进气歧管、排气歧管、气门室罩盖、4个悬置支架、变速器壳体、变速器传动轴及齿轮等。由于研究的动力总成的4个悬置支架中有3个是安装在变速器上,所以加入变速器壳体的有限元模型,这样可以更准确地模拟动力总成的振动情况,特别是怠速工况下的振动。图1所示为动力总成的有限元网格。同样需建立曲轴组件的有限元网格,曲轴组件包括曲轴、飞轮、扭转减振器、皮带轮和正时齿轮等部件。
汽车振动与噪声控制-综述
汽车振动噪声与控制文献综述 中国汽车产业已进入内涵式发展的稳健增长期,车型品质的提升已取代产能的增长成为发展的主流,这对汽车的噪声、振动与声振粗糙度(Noise, Vibration, Harshness, NVH)提出日益苛刻的要求,使得汽车NVH性能越来越受到重视,成为衡量汽车品质最重要的指标之一。 前期汽车NVH控制主要集中在发动机、车身等主要系统上,随着这些主要系统的NVH问题得到解决,其研究重心开始转向声品质技术、新能源汽车NVH、车身底盘NVH、制动系和悬架系NVH以及振动主动控制等方面。 汽车的NVH问题可以从三个层面上考虑:接受体(方向盘的加速度或人耳处的声压等,但最终是人对振动噪声的感觉);传递路径(隔振隔声系统,车身及内饰等);振动噪声源(发动机/驱动电机、齿轮传动系统、路面不平、风噪声等)。 一、接受体处NVH分析与控制 1.1声品质评价 首先,在对车辆振动与噪声进行分析前需对其NVH状况进行评价。驾驶室内成员处的振动评价相对简单,而人耳对噪声的感知则较为复杂,同时由于汽车车身及底盘技术、汽车发动机技术的突飞猛进,特别是新能源汽车的持续推广,除发动机噪声外,其他排气噪声、传动系噪声、轮胎噪声、空气动力噪声及车身壁板结构振动辐射噪声等,对车辆整体噪声的贡献相对增大,使得车辆噪声控制问题变得更加复杂。 因此,声品质技术应运而生。声品质是指在特定的技术目标或任务内涵中声音的适宜性,声品质中的“声”是人耳的听觉感知,“品质”则是指人耳对声音事件的听觉感知过程,并最终做出的主观判断。人是声品质最终的接受者和最直接的评价者,声品质受到声音固有特性、评价者的生理、心理等各方面的综合影响,因此声品质的研究是一个综合多领域的多学科研究。 声品质主观评价是以人为主体,通过问卷调查或评审团评议的形式,运用试验心理学来研究噪声问题,涉及测试对象选择、噪声准备、听测环境和评价方法
噪音与振动控制方案
施工现场噪音与振动控制方案 为认真贯彻落实《建设工程文明施工管理规定》和《扬尘污染防治管理办法》以及重大工程建设的有关文明施工管理规定,实现文明施工现场达到相关标准,特编制本施工噪声与振动控制专项方案。 一、编制依据 1、《中华人民共和国环境噪声污染防治法》; 2、《建筑施工场界噪声限值》GB 12523-90 3、《江苏省环境保护条例》; 4、《江苏省建设工程文明施工管理规定》; 5、《江苏省重大工程文明施工管理考核办法(试行)》 二、工程概况 丹徒新城恒顺大道改造工程位于宜城大道以东,G312以西区域,整体呈东西向。路线起于与宜城大道交叉,向东南方向延伸,下穿S86镇江支线后,往东止于园区二路(盛园路)交叉,路线全长3328.911m。道路等级为城市次干路,规划红线宽度50m,设计速度为50km/h。 1.责任人: (1)项目经理负责噪声控制管理工作的领导,全面管理项目的噪声预防和控制。(2)项目工程师、施工员和班组长负责实施施工过程中的噪声控制。 (3)项目技术员负责噪声控制情况的检查和噪声的监控与监测工作。 三、组织保证措施 一般噪声源:土方阶段:挖掘机、装载机、推土机、运输车辆、破碎钻等。结构阶段:汽车泵、振捣器、混凝土罐车、支拆模板与修理、支拆脚手架、钢筋加工、电刨、电锯、人为喊叫、哨工吹哨、搅拌机、水电加工等。装修阶段:拆除脚手架、石材切割机、砂浆搅拌机、空压机、电锯、电刨、电钻、磨光机等。 1.施工时间应安排在 6:00—22:00 进行,因生产工艺上要求必须连续施工或特殊需要夜间施工的,必须在施工前到工程所在地的区、县建设行政主管部门提出申请经批准后,并在环保部门备案后方可施工。项目部要协助建设单位做好周边居民工作。 2.施工场地的强噪声设备宜设置在远离居民区的一侧。尽量选用环保型低噪声振捣器,振捣器使用完毕后及时清理与保养。振捣混凝土时禁止接触模板与钢筋,并做到
汽车NVH振动与噪声分析
汽车NVH介绍
1.NVH现象与基本问题 2.噪声与振动源 3.NVH传递通道 4.NVH的响应与评估 5.NVH试验 6.NVH的CAE分析 7.NVH开发 8.汽车声品质
动态性能 静态性能 汽车的性能 ?汽车的外观造型及色彩 ?汽车的内室造型、装饰、色彩?内室及视野 ?座椅及安全带对人约束的舒适性 ?娱乐音响系统?灯光系统?硬件功能 ?维修保养性能?重量控制 ?噪声与振动(NVH )?碰撞安全性能?行驶操纵性能?燃油经济性能?环境温度性能?乘坐的舒适性能?排放性能?刹车性能?防盗安全性能?电子系统性能?可靠性能 NVH 是汽车最重要的指标之一
汽车所有的结构都有NVH问题 ?车身 ?动力系统 ?底盘及悬架 ?电子系统 ?…… 在所有性能领域(NVH,安全碰撞、操控、燃油经 济性、等)中,NVH是设及面最广的领域。
什么是NVH? NVH : N oise, V ibration and H arshness ?噪声Noise: ●是人们不希望的声音 ●注解: 声音有时是我们需要的 ●是由频率, 声级和品质决定的 ●频率范围: 20-10,000 Hz ?振动Vibration ●人身体对运动的感觉, 频率通常在0.5-200 Motion sensed by the body, mainly in .5 hz-50 hz range ●是由频率, 振动级和方向决定的 ?不舒服的感觉Harshness ●-Rough, grating or discordant sensation
为什么要做NVH? ?NVH对顾客非常重要 ?NVH的好坏是顾客购买汽车的一个非常重要的因素. ?NVH影响顾客的满意度 ?在所有顾客不满意的问题中, 约有1/3是与NVH有关. ?NVH影响到售后服务 ?约1/5的售后服务与NVH有关
发动机噪声与振动
发动机运转时,燃烧噪声,机械噪声和空气动力噪声是主要噪声源。 通常把燃烧时气缸压力通过活塞、连杆、曲轴、主轴承传至机体,以及通过气缸盖等引起发动机结构表面振动而辐射出来的这部分噪声,称为燃烧噪声。发动机的燃烧噪声,是在气缸中产生的。燃烧过程中,气缸内的压力波冲击燃烧室壁,气体自身产生的振动,这种振动及辐射噪声呈高频特性。气缸内压力在一个工作循环内呈周期变化,激起气缸内部机件的振动,其频率与发动机转速有关,通过发动机机体向外辐射噪声,这种振动及辐射噪声呈低频特性。其强弱程度,取决于压力增长率及最高压力增长率的持续时间。 发动机的机械噪声,是指在气体压力和惯性力的作用下,使运动部件产生冲击和振动而激发的噪声。主要有活塞敲击噪声、供油系噪声、配气机构噪声、正时系统噪声、辅机系统噪声、轴承噪声、不平衡惯性力引起的机体振动和噪声等。发动机工作时,由于冲击、摩擦、旋转不均匀和不平衡力作用等原因,激起零部件的机械振动而产生噪声。特别是当激振力频率与零部件的固有频率相一致时,会引起激烈的共振和噪声。发动机的机械噪声随转速的提高而迅速增加。 空气动力噪声,是气体流动(如周期性进气、排气)或物体在空气中运动,空气与物体撞击,引起空气产生的涡流,或者由于空气发生压力突变,形成空气扰动与膨胀(如高压气体向空气中喷射)等而产生的噪声。一般说来,空气动力噪声是直接向大气辐射的。主要分成进气噪声、排气噪声和风扇噪声。 汽车噪音改善材料和方法: 1、发动机噪,路噪,胎噪都属于结构噪音,它的主要产生是震动,最合理的解决办法就是制震。加入减振板配合吸音垫,能很好解决路噪和胎噪。弓I擎噪这个问题我们应理性去看待,引擎声的大小随发动机转速的不同而产生程度不同的噪音,它没有一个恒定的标准,但是,引擎的转速是由车辆行驶状态和驾驶人员操控的。对引擎的声音除了驾驶人员的控制外,汽车隔音工程还能再进一步的改善,具体施工部分如下:(1)引 擎盖的施工能延缓前盖板因温度过高而掉漆,并能减少发动机噪音通过上盖传出的噪音。(2)挡火墙内外部分施工可改善引擎发动后低频音的传入。施工后引擎声变得更加纯净,驾驶人员会有更好的操纵感。如果要引擎声有较明显的改善,施工部分是比较复杂的,具有一定高难度的作业,具体施工部分与步骤有以下几点:①拆开仪表台,完全处理挡火墙内部②卸下发动机,完全处理档火墙外部这个施工对引擎噪音的减少 效果是比较明显的,但是施工过程可能会对车体原有设备造成改变和影响,笔者一般不建议对此部分进行施工操作,对于引擎声应理性善待,不应过分追求引擎声的控制,让引擎发挥它应有的动力感。 2、路噪和胎噪是因为轮胎和路面摩擦产生震动和噪音,所以减震是最好的方法,用减振板或专用减振板和吸音垫及车门密封条对叶子板和车地板及车门进行全面施工可以从减震、吸音、隔音三个源头改善胎噪和路噪。 3、风噪是因为风的压力超过车门的密封抗阻力而形成,所以加强密封阻力是最直接最根本的解决方法,车门密封条和内心密封条就能很好解决这一问题。
发动机振动特性分析与试验
发动机振动特性分析与试验 作者:长安汽车工程研究院来源:AI汽车制造业 完善的项目前期工作预示着更少的项目后期风险,这也是CAE工作的重要意义之一。在整机开发的前期(概念设计和布置设计阶段),由于没有成熟样机进行NVH试验,很难通过试验的方法预测产品的NVH水平。因此,通过仿真的方法对整机NVH性能进行分析甚至优化显得十分重要。 众所周知,发动机NVH是个复杂的概念,包括发动机的振动、噪声以及个体对振动和噪声的主观评价等。客观地说,噪声与振动也相互联系,因为发动机一部分噪声由结构表面振动直接辐射,另一部分由发动机燃烧和进排气通过空气传播。除此之外,发动机附件(如风扇)也存在噪声贡献。本文仅考虑发动机结构振动问题,即在主轴承载荷、燃烧爆发压力和运动件惯性力的作用下,对发动机结构振动进行分析以及与试验的对比。发动机结构噪声的激励源主要包括燃烧爆发压力、气门冲击、活塞敲击、主轴承冲击、前端齿轮/链驱动和变速器激励等,这些结构振动又通过缸盖罩、缸盖、缸体和油底壳等传出噪声。 发动机结构振动分析方法简介 图1 发动机结构振动分析方法 如图1所示,发动机结构噪声分析方法包括以下几个步骤: 1. 动力总成FE建模及模态校核 建立完整的短发动机和变速器装配的有限元模型;对该有限元模型进行模态分析,通过分析结果判断各零件间连接是否完好;通过分析结果判断动力总成整体模态所在频率范围是否合理,零部件的局部模态频率是否合理,若存在整体或局部模态不合理的情况,需要对结构进行初步更改或优化。
2. 动力总成模态压缩 缩减有限元模型,得到动力总成的刚度、质量、几何以及自由度信息,用于多体动力学分析。 3. 运动件简化模型建立 发动机中的部分动件不用进行有限元建模,可作简化处理,形成梁-质量点模型,用于多体动力学分析。其中包括:活塞组、连杆组和曲轴及其前后端。 4. 动力总成多体动力学分析 在定义了动力总成各零部件间连接并且已知各种载荷的情况下,对动力总成进行时域下的多体动力学分析,并对得到的发动机时域和频域下的动态特性进行评判,同时,其输出用于结构振动分析。 5. 动力总成结构振动分析 基于多体动力学分析结果,对整个动力总成有限元模型进行强迫振动分析,得到发动机本体、变速器以及各种外围件的表面振动特性,进行评判和结构优化。 实例分析 1. 分析对象 以一款成熟的直列四缸1.5L发动机为平台,针对其结构振动问题,对其进行结构振动CAE 分析,并与其台架试验结果相比较。发动机的部分参数如下:缸径75mm,冲程85mm,缸间距84mm,最大缸压6MPa。 2. 坐标定义 为了便于以后叙述,对动力总成进行了坐标定义(见图2)。
噪声和振动控制中阻尼技术的理解
噪声和振动控制中阻尼技术的理解 侯永振 (天津市橡胶工业研究所,天津 300384) 摘要:简要介绍了阻尼材料以自由阻尼、约束阻尼两种阻尼处理方式构成结构阻尼,以及阻尼技术用于振动隔离,通过降低共振可传递性,从而使振动和噪声得到控制的基本原理。 关键词:结构阻尼;振动隔离;阻尼处理;噪声降低 1 导论 机械运转产生的振动现象随处可见,飞机、舰船、机床、汽车、轨道交通(如城市轻轨火车)、水暖管道、纺织机械、空调器、电锯、升降机等机械发出较强的振动和噪声,不仅污染环境,还会影响设备的加工精度,加速结构的疲劳损坏和失效,缩短机器寿命,影响交通车辆的舒适性。 不论怎样的应用,通常都需要几种技术对噪声和振动进行有效控制,而每一种技术都有助于环境的更加安静。对于大多数应用来说,可以采用四种控制噪声和振动的方法:(1)吸收;(2)使用障板和罩子;(3)结构阻尼;(4)隔振。在这些分类中虽然有一定程度的相互交叉,但通过对问题的恰当分析和减振降噪技术的合理应用,每种方法都能够产生显著的减振降噪效果。仅次于吸收材料和大块障板层的应用,通常还要弄明白减振降噪的原理。因此,本文将集中介绍涉及降低结构振动的第(3)和第(4)种方法。 2 结构阻尼 结构阻尼降低振源处由冲击产生的稳态的噪 作者简介:侯永振(1957-),男,天津市橡胶工业研究所高级工程师,主要从事橡胶阻尼材料、橡胶减振材料及制品、橡胶防腐衬里、橡胶吸声材料及制品、乳胶手套、胶粘剂、橡胶杂品等研究和开发工作。 声,它所消耗的是在结构阻尼构成之前并以声的形式在结构中辐射的振动能。然而阻尼仅抑制共振。尽管有时由于敷设阻尼材料从而提高了系统的刚度和质量而对于强迫振动的非共振振动的衰减有点效果,但靠阻尼则衰减很少。 阻尼处理由为了提高阻尼结构消耗机械能能力而被应用于阻尼元件的任何材料(或材料组合)组成。当用于强迫振动结构时,在其固有(共振)频率或其附近,它常是最有用的。该固有(共振)频率受由许多频率成份构成的激振力的振动频率的影响,而这许多频率成份受冲击或其它瞬态力或传递到噪声辐射的结构表面的振动的影响。 尽管所有材料都呈现一定量的阻尼,然而许多材料(如钢、铝、镁和玻璃)有如此小的内部阻尼,是传递振动和噪声的良好介质,几乎不具备降低振动和噪声的能力,以致于它们的共振性能使其成为了有效的声辐射器。但钢材等金属材料强度高,常作为结构材料使用;而橡胶等高分子材料,由于本身的化学结构特性,使得它们具有较高的阻尼性能,具备很强的降低振动和噪声的能力,是最主要的减振降噪材料之一,代表着减振降噪材料的发展方向,尤其是近十几年发展起来的高阻尼橡胶或其它高分子阻尼材料,具备非常突出的减振降噪性能,几乎是目前从科学意义上讲最理想的减振降噪材料。但这类阻尼材料
汽车振动与噪声控制复习
机械振动理论部分 第一章振动基础理论 1、振动系统的基本元件:弹性元件,惯性元件,阻尼元件 2、解决振动问题的基本方法:解析法和实验法 3、简谐振动的三要素:振幅,圆频率,初相位 4、简谐振动的合成,包括同频率,不同频率公有周期的求解和矢量图的表示 第二章单自由度系统的振动 1、要求掌握单自由度无阻尼系统的自由振动方程,包含计算和分析 2、串联弹簧和并联弹簧的特征及等效弹簧求解公式 3、单自由度有阻尼系统的衰减振动运动方程求解,阻尼固有频率,衰减振动周期及阻 尼比系数的求解 以上内容以作业题和例题为主要复习内容 第三章受迫振动 1、简谐激励作用下系统的受迫振动响应的计算和分析 2、任意激励作用下系统的受迫振动,以例题和作业题为重 3、受迫振动共振的条件激振力频率等于系统的固有频率 4、积极隔振和消极隔振的定义 5、隔振系统的设计,以例题和作业题为重 第四章多自由度系统的振动分析 第五章二自由度系统的振动分析 1、刚度影响系数的求解 2、固有频率和主振型的求解,例题和作业题为重点,会画振型图 3、无阻尼系统对初始条件作用下系统的振动分析,重点掌握结论 4、动力减振器的例题复习 汽车振动与噪声控制复习 汽车发动机的振动分析与控制 1、汽车发动机工作中主要激励源:不平衡惯性力和不平衡惯性力矩 2、针对单缸发动机,由于惯性力矩的作用产生使曲轴旋转的主动力矩,该力矩会激起曲轴的扭转振动。 3、作用在气缸活塞顶部的气体压力对汽车产生什么样的影响?只会使汽车气缸受到拉伸和压缩,不会传到发动机外而去引起汽车振动。 4、往复惯性力Pj和离心惯性力Pr的铅垂分量会使汽车产生()振动?整车的铅垂振动 5、气体压力Pg和惯性力Pj与活塞对缸壁的压力Pn构成的反转力矩,会产生何种影响?反转力矩将通过发动机支承点传到车架上,整车产生横向摆动,旋转矢量的离心惯性力Pr 的水平分量会传到车架上,引起整车的水平振动。 6、为了减少直列多缸发动机的干扰力和干扰力矩引起发动机和车架的振动,通常采取以下措施来减少或消除这些干扰。(合理布置曲柄间的相互位置、采取有效的平衡方法、点火顺序和采取隔振措施) 7、V型发动机在计算发动机的干扰力和力矩时,需考虑V型气缸的()。合成系数或V型角 8、振动隔离分为两种:()和()。主动隔振和被动隔振
车用发动机设备噪声形成原因及控制措施(新编版)
车用发动机设备噪声形成原因及控制措施(新编版) Security technology is an industry that uses security technology to provide security services to society. Systematic design, service and management. ( 安全管理 ) 单位:______________________ 姓名:______________________ 日期:______________________ 编号:AQ-SN-0038
车用发动机设备噪声形成原因及控制措施 (新编版) 1.噪声的主要危害 噪声污染不仅对人们的自我感觉和工作能力产生消极的影响,而且能导致健康严重失调、疲劳、早期失聪、高血压、神经疾病等。 2.车用发动机噪声的形成与对策 发动机噪声主要包括燃烧噪声、机械噪声、进排气噪声、冷却风扇及其他部件发出的噪声。燃烧噪声是在可燃混合气体燃烧时,因气缸内气体压力急剧上升冲击发动机各部件,使之振动而产生的噪声。柴油中的十六烷值不合适或喷油时间过于提前,会引起发动机工作粗暴,使噪声急剧增大。汽油机由于过热、汽油品质不良和点火提前角过大等原因造成高频爆炸声、敲缸。 发动机内部的燃烧过程和结构振动所产生的噪声,是通过发动
机外表面以及与发动机外表面刚性连接结构的振动向大气辐射的,因此称为发动机表面噪声。根据发动机表面噪声产生的机理,又可分为燃烧噪声和机械噪声。燃烧噪声主要是由于气缸内周期性变化的压力作用而产生的,与发动机的燃烧方式和燃烧速度密切相关;机械噪声是发动机工作时各运动件之间及运动件与固定件之间作用的周期性变化的力所引起的,它与激发力的大小和发动机结构动态特性等因素有关。一般来说,低转速时,燃烧噪声占主导地位,高转速时,机械噪声占主导地位。 降低燃烧噪声,需改善燃烧条件,提高燃烧质量,以达到圆滑的压力波形。采用合理布置火花塞和气门以及采用合适的燃烧室型式和冷却方式即可以达到最有效的燃烧。在燃油方面,汽油的辛烷值越高,点火质量及抗爆振性能越好;对柴油机来说,要选择合适的十六烷值的柴油,如果达不到,可加入点火加速剂,提高点火质量,这样可有效地防治因燃油燃烧引起的噪声。 机械噪声包括活塞敲击声、气门机构冲击声、正时齿轮运转声等。减小活塞敲击声,可采取减小活塞与缸壁之间的间隙和使活塞
发动机表面结构振动与辐射噪声的关系
第3章发动机表面振动与辐射噪声关系的系统研究 所谓发动机噪声除了进、排气噪声和风扇噪声外,主要是指由发动机外表面辐射出来的噪声,而辐射噪声与发动机表面结构振动有着密切的关系。系统地研究发动机表面振动与辐射噪声之间的关系,对于发动机噪声源预测和降低辐射噪声有着极其重要的意义。 3.1内燃机的表面振动 结构的表面振动和辐射噪声之间的关系非常复杂,通常无法确定。通过对噪声和单源振动测定的比较研究可知,大约有50%没有确切的关系。声场环境的影响、声的传播方向、结构振动的频率和相位的不均匀性,以及精确的数学模型极为复杂等因素导致精确的解析分析不可能实现。随机因素的影响和影响因素的随机性使得研究人员转而采用统计分析的方法来完成对振动和噪声辐射之间关系的研究[77-81]。 发动机结构振动可用其模态振型来表示,发动机结构振动的模态振型是由发动机设计所决定的,发动机质量分布、刚度和阻尼决定了其模态频率及其各阶模态之间的频率间隔。 柴油机是一种结构复杂、变工况运行的动力机械。柴油机的表面振动特性决定了其辐射噪声特性。为此,作者对一典型的直列柴油机-CY6102BZQ型柴油机的表面振动进行了实验测试与研究。实验框图如下:
实验仪器如下: 测点布置如下:
图3-1 发动机表面法向振动速度测点布置图测试结果如下:
图3-2机体表面各层法向平均振动速度均方根值 图3-3其它附件表面平均法向振动速度均方根值 图3-4 不同工况下全部测点总的平均振动速度均方根值 由以上试验结果可知,发动机表面各部位的平均振动速度的模式比例基本保持相同,但其振幅随发动机转速升高而增大。这说明,发动机外表面各部位的振动功率大小比例分布基本保持恒定,如果知道了各部位(部件)的表面积,就可预测发动机表面各部件对幅射噪声贡献的大小。这也是表面振动速度法进行噪声源识别的基本原理。
噪音与振动控制方案_2
噪音与振动控制方案 为认真贯彻落实《建设工程文明施工管理规定》和《扬尘污染防治管理办法》以及重大工程建设的有关文明施工管理规定,实现文明施工现场达到相关标准,特编制本施工扬尘控制专项方案。 一、编制依据 《泰州市建设工程施工现场环境保护工作标准》; 《建设工程文明施工管理规定》; 《噪音污染防治管理办法》; 锦宸集团有限公司《环境管理手册》、环境管理体系程序文件、作业指导书。 二、组织保证措施 一般噪声源:土方阶段:挖掘机、装载机、推土机、运输车辆、破碎钻等。结构阶段:汽车泵、振捣器、混凝土罐车、支拆模板与修理、支拆脚手架、钢筋加工、电刨、电锯、人为喊叫、哨工吹哨、搅拌机、水电加工等。装修阶段:拆除脚手架、石材切割机、砂浆搅拌机、空压机、电锯、电刨、电钻、磨光机等。 1.施工时间应安排在 6:00——22:00 进行,因生产工艺上要求必须连续施工或特殊需要夜间施工的,必须在施工前到工程所在地的区、县建设行政主管部门提出申请经批准后,并在环保部门备案后方可施工。项目部要协助建设单位做好周边居民工作。 2.施工场地的强噪声设备宜设置在远离居民区的一侧。尽量选用环保型低噪声振捣器,振捣器使用完毕后及时清理与保养。振捣混凝土时禁止接触模板与钢筋,并做到快插慢拔,应配备相应人员控制电源线的开关,防止振捣器空转。 3.人为噪声的控制措施 3.1 提倡文明施工,加强人为噪声的管理,进行进场培训,减少人为的大声喧哗,增强全体施工生产人员防噪扰民的自觉意识。 3.2 合理安排施工生产时间,使产生噪声大的工序尽量在白天进行。 3.3 清理维修模板时禁止猛烈敲打。 3.4 脚手架支拆、搬运、修理等必须轻拿轻放,上下左右有人传递,减少人
噪音与振动控制方案
噪音与振动控制方案 This model paper was revised by the Standardization Office on December 10, 2020
噪音与振动控制方案 为认真贯彻落实《建设工程文明施工管理规定》以及重大工程建设的有关文明施工管理规定,实现文明施工现场达到相关标准,特编制本施工噪声与振动专项方案。 一、编制依据 《建设工程施工现场环境保护工作标准》; 《建设工程文明施工管理规定》; 《噪音污染防治管理办法》; 二、组织保证措施 一般噪声源:土方阶段:挖掘机、装载机、推土机、运输车辆、破碎钻等。结构阶段:汽车泵、振捣器、混凝土罐车、支拆模板与修理、支拆脚手架、钢筋加工、电刨、电锯、人为喊叫、哨工吹哨、搅拌机、水电加工等。装修阶段:拆除脚手架、石材切割机、砂浆搅拌机、空压机、电锯、电刨、电钻、磨光机等。 1.施工时间应安排在 6:00——22:00 进行,因生产工艺上要求必须连续施工或特殊需要夜间施工的,必须在施工前到工程所在地的区、县建设行政主管部门提出申请经批准后,并在环保部门备案后方可施工。项目部要协助建设单位做好周边居民工作。 2.施工场地的强噪声设备宜设置在远离居民区的一侧。尽量选用环保型低噪声振捣器,振捣器使用完毕后及时清理与保养。振捣混凝 -1-
土时禁止接触模板与钢筋,并做到快插慢拔,应配备相应人员控制电源线的开关,防止振捣器空转。 3.人为噪声的控制措施 提倡文明施工,加强人为噪声的管理,进行进场培训,减少人为的大声喧哗,增强全体施工生产人员防噪扰民的自觉意识。 合理安排施工生产时间,使产生噪声大的工序尽量在白天进行。 清理维修模板时禁止猛烈敲打。 脚手架支拆、搬运、修理等必须轻拿轻放,上下左右有人传递,减少人为噪声。 夜间施工时尽量采用隔音布、低噪声震捣棒等方法最大限度减少施工噪声;材料运输车辆进入现场严禁鸣笛,装卸材料必须轻拿轻放。 每年高考、中考期间,严格控制施工时间,21:00——次日 7:00 不得施工,学校周边 200 米全天候禁止震动施工。 4.减少施工噪声影响,应从噪声传播途径、噪声源入手,减轻噪声对施工现场地外的影响。切断施工噪声的传播途径,可以对施工现场采取遮挡、封闭、绿化等吸声、隔声措施,从噪声源减少噪声。对机械设备采取必要的消声、隔振和减振措施,同时做好机械设备日常维护工作。施工现场场界噪声应符合规定。 5.振动棒噪声排放控制 ①选用低噪声振动棒,特别是早晚作业,采用无声振动棒。振动棒使 -2-
(汽车行业)汽车发动机振动噪声测试系统
(汽车行业)汽车发动机振动噪声测试系统
附件1 汽车发动机振动噪声测试系统 用途及基本要求: 该设备主要用于教学和科研中的振动和噪声测量,要求能够测量试验对象的振动噪声特性(频率、阶次、声强等),能对试验数据进行综合分析。该产品的生产厂应具有多年振动噪声行业从业经验,有较高的知名度和影响力。系统软件和硬件应该为成熟的模块化设计,同时具有很强的扩展能力,能保证将来软件和硬件同时升级。 设备技术要求及参数 设备系统配置 数据采集系统壹套; 数据测试分析软件壹套; 传声器2个; 加速度计2个; 声强探头1套; 声级校准器1个; 笔记本电脑壹台 数据采集、控制系统技术要求 主机箱壹个;供电采用9~36V直流和200~240V交流; 便携式采集前端,适用于实验室及现场环境; 整机消耗功率<150W; 工作环境温度:-10?C~50?C; 中文或英文WindowsXP下运行,操作主机采用笔记本电脑; 输入通道数:4个之上,其中2个200V极化电压输入通道、不少壹个转速输入通道; 输入通道拥有Dyn-X技术,动态范围160dB; 每通道最高采样频率:≥65.5kHz,最大分析带宽:≥25.6kHz; 系统留有扩充板插槽,根据需要能够进壹步扩充;数据采集前端可同时连接多种形式传感器,包括加速度计、转速探头、传声器、声强探头等; 系统具有堆叠和分拆能力,多个小系统可组成多通道大系统进行测量。大系统可分拆成多个小系统独立运行; 采集前端的数据传输具备二种方式之壹:①通过10/100M自适应以太网传输至PC;②通过无线通讯以太网技术传输至PC,通信距离在100米之上。使测量过程更为灵活方便,方便硬件通道和计算机系统扩展升级; 多分析功能:对同壹信号可同时进行FFT和CPB分析和显示处理;对同壹信号也可同时设置不同的分析带宽进行分析; 输入通道采用至少24位的A/D; 自动检测带传感器电子数据表的传感器(即插即用) 数据测试分析软件系统技术要求 多通道输入测量信号且行采集、处理和存储;根据需要能够进壹步扩充; 多通道实时在线显示; 能测量传递函数、自功率谱、互功率谱、自相关函数、互相关函数、能测量相干函数、概率密度函数、脉冲相应函数、倒频谱、时域波形,能进行动态信号的微积分、四则运算、编辑等;系统具有自动报告生成功能。测试报告模板可根据用户需求定制,用户可从Word中自动得到实时更新的测量曲线和数据等; 函数可用各种图形类型显示,包括:瀑布图、彩色等高线图、条状图、线状图、曲线图、阶
《噪声与振动控制技术手册》已由化学工业出版社出版发行
第5期高晓进:金属夹心CFRP复合材料超声检测方法531 参考文献 [1]张锐, 陈以方, 付德永. 复合材料手动扫描超声特征成像检测[J]. 材料工程, 2003(4): 34-35. ZHANG Rui, CHENG Yifang, FU Deyong. Manual scan ultrasonic feature imaging testing of composite material[J]. Journal of Materials Engineering, 2003(4): 34-35. [2]葛邦, 杨涛, 高殿斌, 等. 复合材料无损检测技术研究进展[J]. 玻 璃钢/复合材料, 2009(6): 67-71. GE Bang, YANG Tao, GAO Dianbin, et al. Advances of nondestructive testing of composite materials[J]. Fiber Reinforced Plastics/Composites, 2009(6): 67-71. [3]王耀先. 复合材料结构设计[M]. 北京: 化工工业出版社, 2011. W ANG Yaoxian. Structure design of composites[M]. Beijing: Chemical Industry Press, 2011. [4]彭金涛, 任天斌. 碳纤维增强树脂基复合材料的最新应用现状[J]. 中国胶粘剂, 2014, 23(8): 48-52. PENG Jintao, REN Tianbin. The latest application status of carbon fiber reinforced resin matrix composites[J]. China Adhesives, 2014, 23(8): 48-52. [5]李威, 郭权锋. 碳纤维复合材料在航天领域的应用[J]. 中国光学, 2011, 4(3): 201-212. LI Wei, GUO Quanfeng. Application of carbon fiber composites to cosmonautic fields[J]. Chinese Journal of Optics, 2011,4(3): 201-212. [6]魏建义. 航空复合材料无损检测应用研究[J]. 现代制造技术与装 备, 2016, (230): 82-83. WEI Jianyi. Research on nondestructive testing of aviation composite materials[J]. Modern Manufacturing Technology and Equipment, 2016, (230): 82-83. [7]沈建中, 林俊明. 现代复合材料的无损检测技术[M]. 北京: 国防 工业出版社, 2016: 109-112. SHEN Jianzhong, LIN Junming. Nondestructive testing technology of modern composite materials[M]. Beijing: National Defense Industry Press, 2016: 109-112. [8]史亦韦. 超声检测[M]. 北京: 机械工业出版社, 2009: 85-88. SHI Yiwei. Ultrasonic testing[M]. Beijing: China Machine Press, 2009: 85-88. [9]徐浪, 潘勤学, 王超, 等. 碳纤维-铝多层结构胶接质量的超声检 测[J]. 计测技术, 2015, 35(3): 34-35. XU Lang, PAN Qinxue, W ANG Chao, et al. Bonding test of carbon fibers by ultrasonic[J]. Metrology & Measurement Technology, 2015, 35(3): 34-35. [10]张祥林, 谢凯文, 姜迎春. 复合材料板-板粘接结构超声检测[J]. 无损探伤, 2011, 35(4): 18-21. ZHANG Xianglin, XIE Kaiwen, JIANG Yingchun. Ultrasonic testing of composite plate bonding structure[J]. Nondestructive Testing, 2011, 35(4): 18-21. [11]郑晖, 林树青. 超声检测[M]. 北京: 中国劳动社会保障出版社, 2008: 32-35. ZHENG Hui, LIN Shuqing. Ultrasonic testing[M]. Beijing: China Labor Social Security Press, 2008: 32-35. [12]杜功焕, 朱哲民, 龚秀芬. 声学基础[M]. 南京: 南京大学出版社, 2001: 131-140. DU Gonghuan, ZHU Zhemin, GONG Xiufen. Acoustic Foundation[M]. Nanjing: Nanjing University Press, 2001: 131-140. 《噪声与振动控制技术手册》已由化学工业出版社出版发行由中船第九设计研究院工程有限公司牵头,联合清华大学、北京市劳动保护科学研究所组织编写的《噪声与振动控制技术手册》(主编吕玉恒,副主编燕翔、魏志勇、邵斌、孙家麒、冯苗锋)已由化学工业出版社于2019年9月出版发行。全书约260万字、1700页,由18个单元及5个附录等组成,荟萃了本世纪以来噪声与振动控 制行业的部分最新成果。全书主要内容包括:基础知识;噪声源数据库;噪声的生理效应、 危害以及噪声标准;听力保护;噪声与振动测量方法和仪器;噪声源的识别、预测及控制方 法;声源降噪与低噪声产品;经典而常用的隔声、吸声、消声、隔振、阻尼减振、室内声学 等;有源噪声控制以及国内外噪声与振动控制技术新进展等。本手册还提供了300多种常用 的声学设备和材料的性能、参数等,列举了40多个噪声与振动控制污染治理成功案例,附 录中给出了本行业已出版的书籍、标准、生产厂家、科研设计教学单位的部分名录等,是一 本大型、综合、实用的工具书,也是参与编著的10个单位、27名作者多年来工作实践成果 汇编。本手册可为读者提供科学、严谨、新颖、可信赖的专业知识和应用技术,可供工程设 计、环境保护、职业安全卫生、基本建设等领域从事研究开发、生产制造、监测评价、工程 管理等工程技术人员以及有关专业师生使用、参考。 中船第九设计研究院工程有限公司冯苗锋