测试作业指导书
作业指导书
指导书编号:
版本号:A0
最近修订日期:
2010.10.20页码:
2/6
分发工位:副本
四.作业流程及要求
保存期限:作废者保留一年
Form#G004
作业指导书
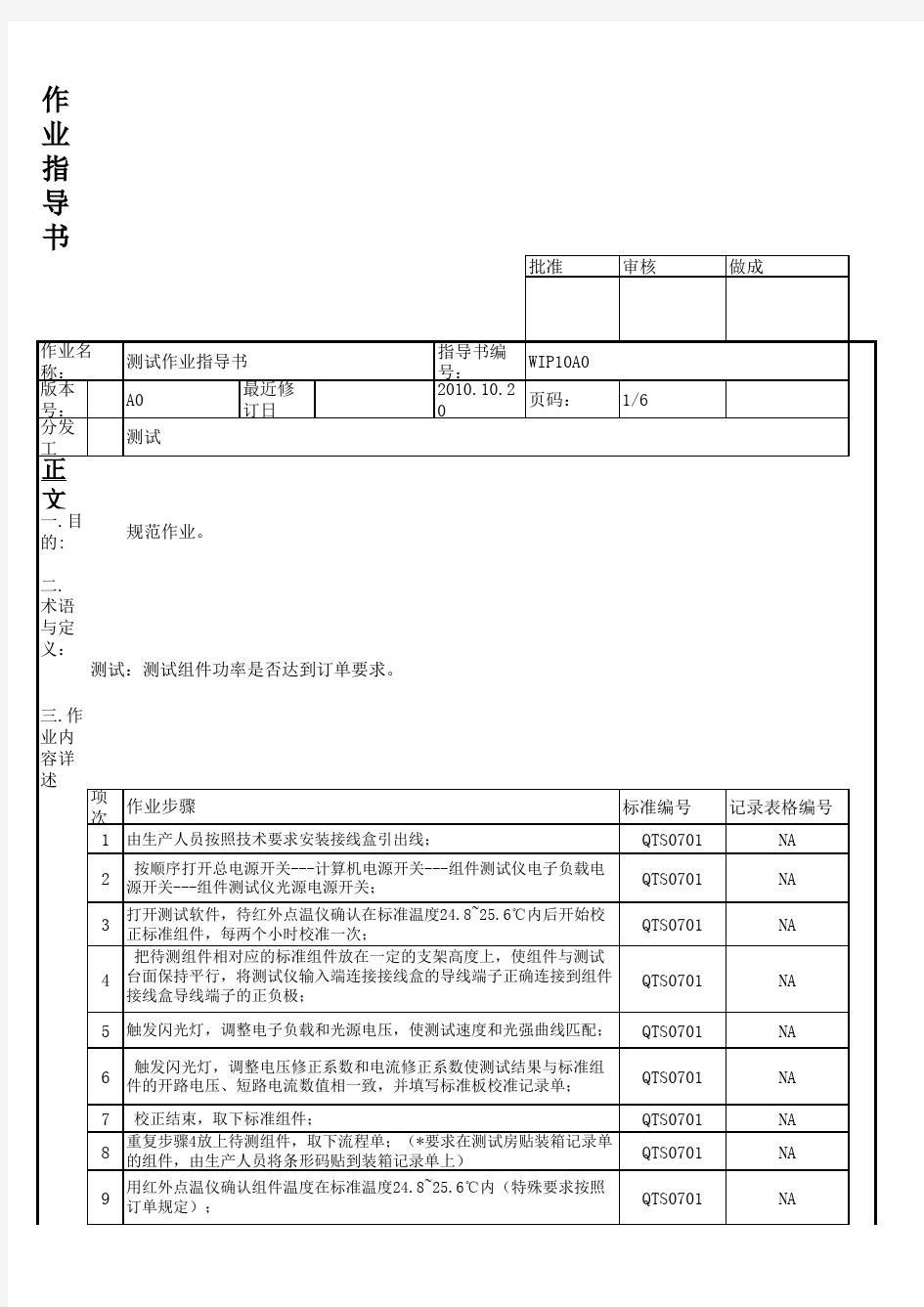
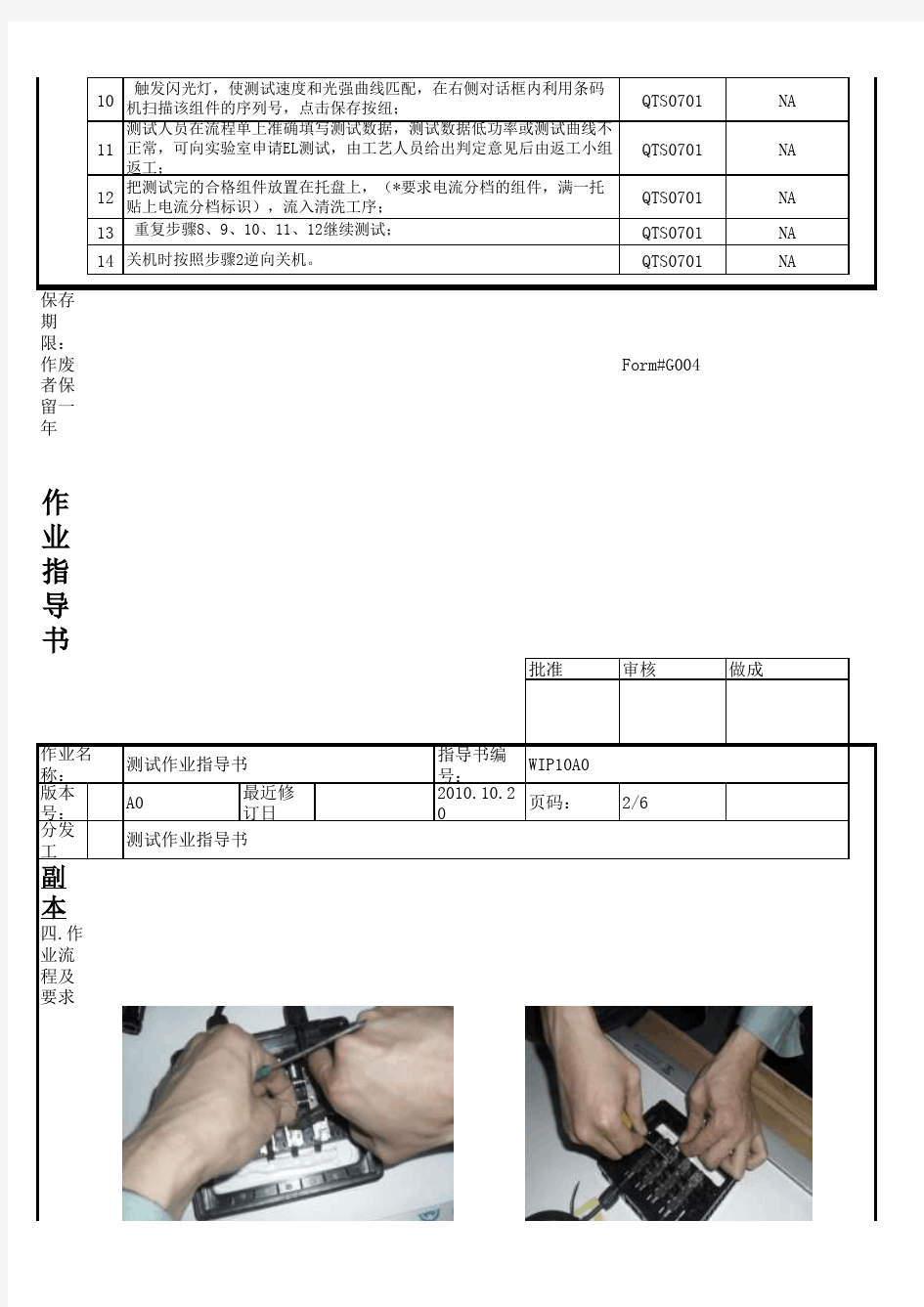
作业名称:测试作业指导书WIP10A04.焊接式焊接面积不小于焊点的2/3面积;
3.确保焊接插拔牢固,拉力不小于10N;
2.将引出线插入接线盒中;
1.将多余长度的汇流条剪去(保证引出
线插入端子的深度不小于5mm);
测试作业指导书
指导书编号:
版本号:
A0
最近修订日期:
2010.10.20页码:
3/6
分发工位:副本
保存期限:作废者保留一年
Form#G004
作业指导书
批准
审核
做成
7.将测试仪输入端连接接线盒的导线端子正确连接到标准板组件接线盒导线端子的正负极,准备校标准板;
8.触发闪光灯,调整电压修正系数和电流修正系数使测试结果与标准组件的开路电压、短路电流数值相一致;
5.将标准板抬到组件测试仪上;
6.用红外点温仪确认标准板温度在24.8~25.6内(每两小时校一次);
作业名称:测试作业指导书WIP10A0测试作业指导书
标准板
指导书编号:
版本号:A0
最近修订日期:
2010.10.20页码:
4/6
分发工位:副本
作业指导书
批准
审核
做成
测试
11.将测试仪输入端连接接线盒的导线端
子正确连接到待测组件接线盒导线端子的正负极;
9.保存数据;10.将数据记录到标准板校准记录单上;
作业名称:12.用条码机扫描该组件的序列号,准备测试;
测试作业指导书WIP10A0
指导书编号:
版本号:
A0
最近修订日期:
2010.10.20页码:
5/6
分发工位:副本
作业指导书
批准
审核
做成
16.把测试完的合格组件放置在托盘上,堆垛数目按照要求,流入清洗工序。
13.触发闪光灯,使测试速度和光强曲线
匹配,在右侧对话框内利用条码机扫描该组件的序列号,点击保存按纽;
14.品质测试人员在流程单上准确填写测试数据,测试数据低功率或测试曲线不正常,可向实验室申请EL测试,由工艺人员给出判定意见后由返工小组返工;
测试
测试作业指导书WIP10A0作业名称:*15.要求在测试房贴装箱记录单的组件,由生产人员将条形码贴到装箱记录单上
指导书编号:版本号:A0最近修订日期:
2010.10.20页码:
6/6
分发工位:副本
五.特别说明:
1.生产部人员将装框后四个小时的组件抬上流转架(东辰硅胶为装框后两小时上架),须置于测试房恒温1个小时后待组件温度达到要求后卸架进行测试;
2.图片1,2,3为引出线插拔式安装方式;图片4为引出线焊接式安装方式;
3.安装接线盒引出线时,焊接插拔牢固,拉力不小于10N。焊接式焊接面积不小于焊点的2/3面积,插拔式端口平整,裁剪规范,引出线插入端子的深度不小于5mm;
4.品质部正确记录相关参数,测试数据在订单要求允许范围内。保存并整理相关I-V曲线;
5.组件测试温度25±2℃,测试环境温度25±2℃,湿度小于60%,密闭环境;
6.品质部控制标准板校准时功率偏差在±3‰以内,如超出此偏差,标准板需重新送往tuv莱茵校准;
7. 标准板每三个月送往tuv莱茵校准一次;
8.测量不同的组件不同的晶体类型须用与之功率、晶体类型对应的标准组件进行校正;9.开机测量前应对标准组件重新校正;
10. 测试时人眼不可直视光源,避免伤害眼睛;
11.对于图片15,25#型材的组件堆垛数目不超过35块,35#型材的组件堆垛数目不超过26块;40#型材的组件堆垛数目不超过23块;50#型材的组件堆垛数目不超过18块。
*17.要求电流分档的组件,满一托由生产人员贴上
电流分档标识,流入清洗工序。
作业名称:测试作业指导书WIP10A0测试