G代码组及其含义详解

.
代码组及其含义
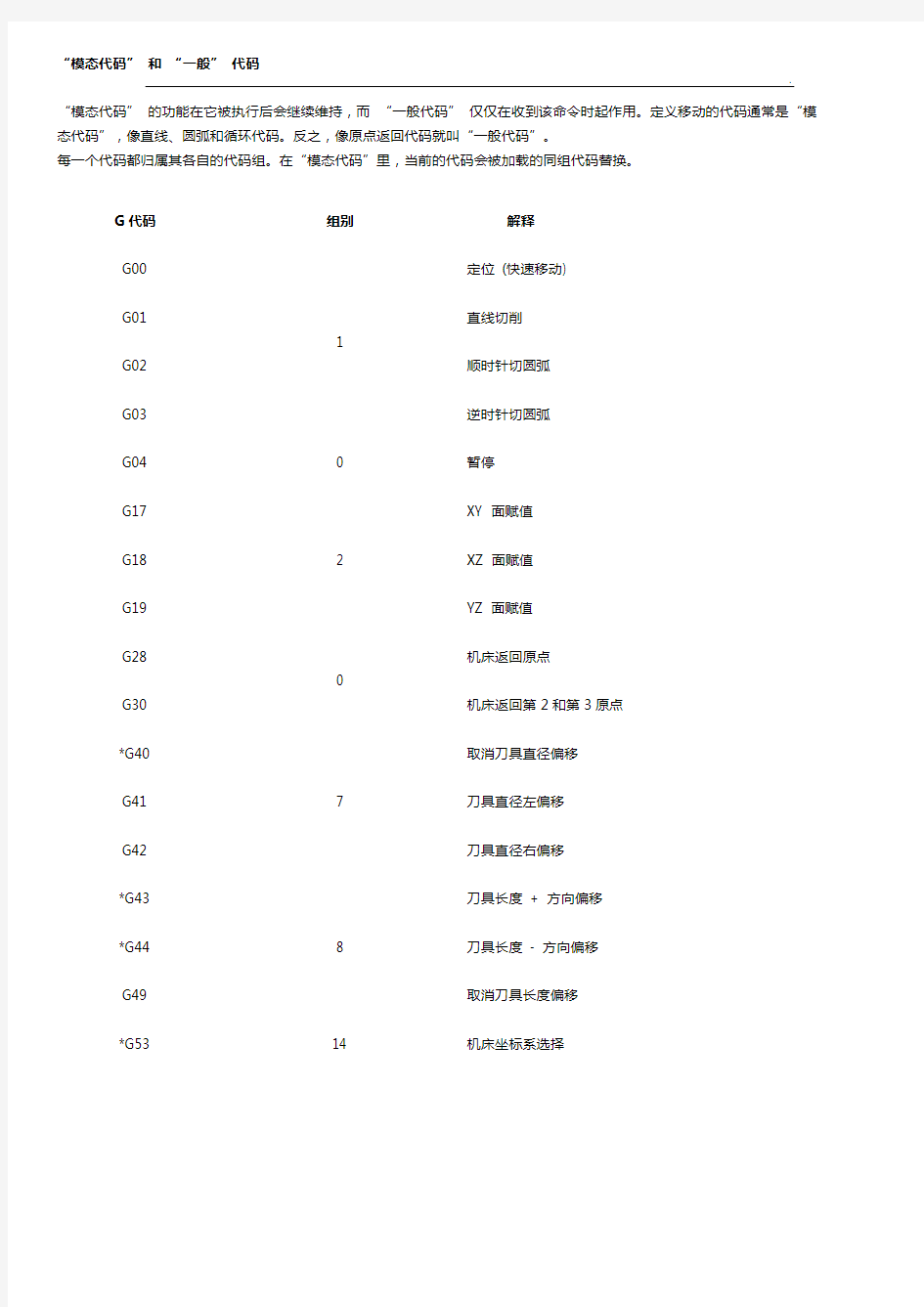
“模态代码” 和 “一般” 代码
“模态代码” 的功能在它被执行后会继续维持,而 “一般代码” 仅仅在收到该命令时起作用。定义移动的代码通常是“模态代码”,像直线、圆弧和循环代码。反之,像原点返回代码就叫“一般代码”。
每一个代码都归属其各自的代码组。在“模态代码”里,当前的代码会被加载的同组代码替换。
G 代码 组别 解释 G00 1
定位 (快速移动) G01
直线切削
G02 顺时针切圆弧 G03 逆时针切圆弧 G04 0
暂停 G17 2 XY 面赋值 G18 XZ 面赋值 G19 YZ 面赋值 G28
机床返回原点
G30 机床返回第2和第3原点 *G40 7
取消刀具直径偏移 G41 刀具直径左偏移 G42 刀具直径右偏移 *G43 8 刀具长度 + 方向偏移 *G44 刀具长度 - 方向偏移 G49 取消刀具长度偏移 *G53
14 机床坐标系选择
. G54 工件坐标系1选择
G55 工件坐标系2选择
G56 工件坐标系3选择
G57 工件坐标系4选择
G58 工件坐标系5选择
G59 工件坐标系6选择
G73
9 高速深孔钻削循环
G74 左螺旋切削循环G76 精镗孔循环
*G80 取消固定循环G81 中心钻循环
G82 反镗孔循环
G83 深孔钻削循环G84 右螺旋切削循环G85 镗孔循环
G86 镗孔循环
G87 反向镗孔循环G88 镗孔循环
G89 镗孔循环
*G90
3
使用绝对值命令G91 使用增量值命令G92 0 设置工件坐标系
*G98
固定循环返回起始点
10
*G99 返回固定循环R点
代码解释
G00 定位1. 格式
G00 X_ Y_ Z_
这个命令把刀具从当前位置移动到命令指定的位置(在绝对坐标方式下),或者移动到某个距离处(在增量坐标方式下)。
2. 非直线切削形式的定位
我们的定义是:采用独立的快速移动速率来决定每一个轴的位置。刀具路径不是直线,根据到达的顺序,机器轴依次停止在命
令指定的位置。
3. 直线定位
刀具路径类似直线切削(G01) 那样,以最短的时间(不超过每一个轴快速移动速率)定位于要求的位置。
4. 举例
N10 G0 X100 Y100 Z65
G01 直线切削进程
1. 格式
G01 X_ Y_ Z_F_
这个命令将刀具以直线形式按F代码指定的速率从它的当前位置移动到命令要求的位置。对于省略的坐标轴,不执行移动操作;而只有指定轴执行直线移动。位移速率是由命令中指定的轴的速率的复合速率。
2. 举例
G01 G90 X50. F100;或
G01 G91 X30. F100;
G01 G90 X50. Y30. F100;或
G01 G91 X30. Y15. Z0 F100;
G01 G90 X50. Y30. Z15. F100;
G02/G03
G17/G18/G19 圆弧切削(G02/G03, G17/G18/G19)
1. 格式
圆弧在XY 面上
G17 G02 ( G03 ) G90 ( G91 ) X_ Y_ F_;或
G17 G02 ( G03 ) G90 ( G91 ) I_ J_ F_;或
G17 G02 ( G03 ) G90 ( G91 ) R_ F_;
圆弧在XZ 面上
G18 G02 ( G03 ) G90 ( G91 ) X_ Z_ F_;或
G18 G02 ( G03 ) G90 ( G91 ) I_ K_ F_;或
G18 G02 ( G03 ) G90 ( G91 ) R_ F_;
圆弧在YZ 面上
G19 G02 ( G03 ) G90 ( G91 ) Y_ Z_ F_;或
G19 G02 ( G03 ) G90 ( G91 ) J_ K_ F_;或
G19 G02 ( G03 ) G90 ( G91 ) R_ F_;
圆弧所在的平面用G17, G18 和G19命令来指定。但是,只要已经在先前的程序块里定义了这些命令,也能够省略。圆弧的回转方向像下图表示那样,由G02/G03来指定。在圆弧回转方向指定后,指派切削终点坐标。G90 是指定在绝对坐标方式
下使用此命令;而G91 是在指定在增量坐标方式下使用此命令。另外,如果G90/G91已经在先前程序块里给出过,可以省略。圆弧的终点用包含在命令施加的平面里的两个轴的坐标值指定( 例如,在XY平面里,G17用X, Y 坐标值) 。终点坐标能够像G00 和G01 命令一样地设置。圆弧中心的位置或者其半径应当在设定圆弧终点之后设置。圆弧中心设置为从圆弧起点的相对距离,并且对应于X,Y 和Z 轴表示为I, J 和K。圆弧起点坐标值减去圆弧中心对应的坐标值得到的结果对应分配给I、J、K。
2. 举例
圆弧起点的X 坐标值------------ 30.
圆弧中心的X 坐标值------------ 10.
因此,“I”就是20. (10 - 30 = 20)
圆弧起点的Y 坐标值------------ 10.
圆弧中心的Y 坐标值------------ 5.
因此,“J”就是5. (10 –5 = 5)
结果,这个情况下圆弧命令如下所列:
G17 G03 G90 X5. Y25. I-20. J-5.;或
G17 G03 G91 X-25. Y15. I-20. J-5.;
因为圆弧半径通常是已给了的,也能够用圆弧半径给命令赋值。
在已给的例子里,圆弧半径是20.616。因此,该命令能够如下表示:
G17 G03 G90 X5. Y25. R20.616.;或
G17 G03 G91 X-25. Y15. R20.616;
注意1) 把圆弧中心设置为“I”, “J”和“K”时,必须设置为圆弧起点到圆弧中心的增量值(增量命令).
注意2) 命令里的“I0”, “J0”和“K0”可以省略。偏移值指定要求。
G28/G30 自动原点返回(G28, G30)
1. 格式
第一原点返回:
G28 G90 ( G91 ) X_Y_Z_;
第二、三和四原点返回:
G30 G90 ( G91 ) P2 ( P3, P4 ) X_Y_Z_;
#P2, P3, P4: 选择第二、第三和第四原点返回
( 如果被省略,系统自动选择第二原点返回)
由X, Y 和Z 设定的位置叫做中间点。机床先移动到这个点,而后回归原点。省略了中间点的轴不移动;只有在命令里指派了中间点的轴执行其原点返回命令。在执行原点返回命令时,每一个轴是独立执行的,这就像快速移动命令(G00)一样;通常刀具路径不是直线。因此,要求对每一个轴设置中间点,以免机床在原点返回时与工件碰撞等意外发生。
2. 举例
G28 (G30) G90 X150. Y200.;或
G28 (G30) G91 X100. Y150.;
注意:在所给例子里,去中间点的移动就像下面的快速移动命令一样。
G00 G90 X150. Y200.;或
G00 G91 X100. Y150.;
如果中介点与当前的刀具位置一致(例如,发出的命令是- G28 G91 X0 Y0 Z0;),机床就从其当前位置返回原点。如果是在单程序块方式下运行,机床就会停在中间点;当中间点与当前位置一致,它也会暂时停在中间点(即,当前位置)。
G40/G41/G42 刀具直径偏置功能(G40/G41/G42)
1. 格式
G41 X_ Y_;
G42 X_ Y_;
当处理工件(“A”) 时,就像下图所示,刀具路径(“B”) 是基本路径,与工件(“A”)的距离至少为该刀具直径的一半。此处,路径“B”叫做由A 经R 补偿的路径。因此,刀具直径偏置功能自动地由编程给出的路径A以及由分开设置的刀具偏置值,计算出补偿了的路径B。就是说,用户能够根据工件形状编制加工程序,同时不必考虑刀具直径。因此,在真正切削之前把刀具直径指派为刀具偏置值;用户能够获得精确的切削结果,就是因为系统本身计算了精确的补偿了的路径。
在编程时用户只要插入偏置向量的方向(举例说,G41:左侧,G42:右侧)和偏置内存地址(例如,D2:在“D”后面是从01 到32的两位数字)。所以用户只要输入偏移内存号码D (根据MDI),只不过是由精确计算刀具直径得出的半径。
2. 偏置功能
G40: 取消刀具直径偏置
G41: 偏置在刀具行进方向的左侧
G42: 偏置在刀具行进方向的右侧
G43/G44/G49 刀具长度偏置(G43/G44/G49)
1. 格式
G43 Z_ H_;
G44 Z_ H_;
G49 Z_;
2. 偏置功能
首先用一把铣刀作为基准刀,并且利用工件坐标系的Z 轴,把它定位在工件表面上,其位置设置为Z0。(?见G92:坐标系设置)
请记住,如果程序所用的刀具较短,那么在加工时刀具不可能接触到工件,即便机床移动到位置Z0。反之,如果刀具比基准刀具长,有可能引起与工件碰撞损坏机床。
为了防止出现这种情况,把每一把刀具与基准刀具的相对长度差输入到刀具偏置内存,并且在程序里让NC 机床执行刀具长度偏置功能。
G43: 把指定的刀具偏置值加到命令的Z 坐标值上。
G44: 把指定的刀具偏置值从命令的Z 坐标值上减去。
G49: 取消刀具偏置值。
在设置偏置的长度时,使用正/负号。如果改变了(+/-) 符号,G43 和G44 在执行时会反向操作。因此,该命令有各种不同的表达方式。举例说:
首先,遵循下列步骤度量刀具长度。
1.把工件放在工作台面上。
2.调整基准刀具轴线,使它接近工件表面上。
3.更换上要度量的刀具;把该刀具的前端调整到工件表面上。
4.此时Z 轴的相对坐标系的坐标作为刀具偏置值输入内存。
通过这么操作,如果刀具短于基准刀具时偏置值被设置为负值;如果长于基准刀具则为正值。因此,在编程时仅有G43 命令允许您做刀具长度偏置。
3. 举例
G00 ZO;
G00 G43 Z0 H01;
G00 G43 Z0 H03;或
G00 G44 Z0 H02;或
G00 G44 Z0 H02;
G43, G44 或G49 命令一旦被发出,它们的功效会保持着,因为它们是“模态命令”。因此,G43 或G44 命令在程序里紧跟在刀具更换之后一旦被发出;那么G49 命令可能在该刀具作业结束,更换刀具之前发出。
注意1) 在用G43 (G44) H 或者用G 49 命令的指派来省略Z 轴移动命令时,, 偏置操作就会像G00 G91 Z0 命令指派的那样执行。也就是说,用户应当时常小心谨慎,因为它就像有刀具长度偏置值那样移动。
注意2) 用户除了能够用G49 命令来取消刀具长度补偿,还能够用偏置号码H0 的设置(G43/G44 H0) 来获得同样效果。注意3) 若在刀具长度补偿期间修改偏置号码,先前设置的偏置值会被新近赋予的偏置值替换。
标系就被取消。以上命令也能够用于取消局部坐标系。
注意(1)当用户执行手动原点返回时,局部坐标系执行原点返回的轴的原点与工件坐标系就等同了。
也就是说,这个操作与[G52a0;] 命令一样(a: 是执行原点返回进程的那个轴)。
注意(2)即便已经设置了局部坐标,工件坐标系或者机床坐标系不会被改变。
注意(3) 工件坐标系是用G92 命令设置的。如果各个坐标值未设置,局部坐标系里未给坐标值的轴将被设置成先前各轴一样的值。
注意(4)在刀具直径偏置方式下,用G52 命令来暂时取消该偏置功能。
注意(5)当移动命令紧跟在G52 程序块功能之后发出时,通常必须采用绝对命令。
G53 选择机床坐标系(G53)
1. 格式
( G90 ) G53 X_ Y_ Z_;
2. 功能
刀具根据这个命令执行快速移动到机床坐标系里的X_Y_Z 位置。由于G53 是“一般”G 代码命令,仅仅在程序块里有G53 命令的地方起作用。
此外,它在绝对命令(G90) 里有效,在增量命令里(G91) 无效。为了把刀具移动到机床固有的位置,像换刀位置,程序应当用G53 命令在机床坐标系里开发。
注意(1)刀具直径偏置、刀具长度偏置和刀具位置偏置应当在它的G53 命令指派之前提前取消。否则,机床将依照指派的偏置值移动。
注意(2)在执行G53指令之前,必须手动或者用G28 命令让机床返回原点。这是因为机床坐标系必须在G53命令发出之前设定。
G54-G59 工件坐标系选择(G54-G59)
1. 格式
G54 X_ Y_ Z_;
2. 功能
通过使用G54 –G59 命令,来将机床坐标系的一个任意点(工件原点偏移值) 赋予1221 –1226 的参数,并设置工件坐标系(1-6)。该参数与G 代码要相对应如下:
工件坐标系1 (G54) ---工件原点返回偏移值---参数1221
工件坐标系2 (G55) ---工件原点返回偏移值---参数1222
工件坐标系3 (G56) ---工件原点返回偏移值---参数1223
工件坐标系4 (G57) ---工件原点返回偏移值---参数1224
工件坐标系5 (G58) ---工件原点返回偏移值---参数1225
工件坐标系6 (G59) ---工件原点返回偏移值---参数1226
在接通电源和完成了原点返回后,系统自动选择工件坐标系1 (G54) 。在有“模态”命令对这些坐标做出改变之前,它们将保持其有效性。
除了这些设置步骤外,系统中还有一参数可立刻变更G54~G59 的参数。工件外部的原点偏置值能够用1220 号参数来传递。
G73 高速啄式深孔钻循环(G73) 1. 格式
G73 X__Y__Z__R__Q__P__F__K__
X_ Y:孔位数据
Z_:从R点到孔底的距离
R_:从初始位置到R点的距离
Q_:每次切削进给的切削深度
P_:暂停时间
F_:切削进给速度
K_:重复次数
2. 功能
进给孔底快速退刀。
G74 攻左牙循环(G74) 1. 格式
G74 X__Y__Z__R__Q__P__F__K__
X_ Y:孔位数据
Z_:从R点到孔底的距离
R_:从初始位置到R点的距离
Q_:每次切削进给的切削深度
P_:暂停时间
F_:切削进给速度
K_:重复次数
2. 功能
进给孔底主轴暂停正转快速退刀。
G76 精镗孔循环(G76) 1. 格式
G76 X__Y__Z__R__Q__P__F__K__
X_ Y:孔位数据
Z_:从R点到孔底的距离
R_:从初始位置到R点的距离
Q_:每次切削进给的切削深度
P_:暂停时间
F_:切削进给速度
K_:重复次数
2. 功能
进给孔底主轴定位停止快速退刀。
G 80 取消固定循环进程(G80)
1. 格式
G80;
2. 功能
这个命令取消固定循环方式,机床回到执行正常操作状态。孔的加工数据,包括R 点,Z 点等等,都被取消;但是移动速率命令会继续有效。
(注)要取消固定循环方式,用户除了发出G80 命令之外,还能够用G 代码01 组(G00, G01, G02, G03 等等) 中的任意一个命令。
G 81 定点钻孔循环(G81)
1. 格式
G81 X_Y_Z_R_F_K_;
X_ Y:孔位数据
Z_:从R点到孔底的距离
R_:从初始位置到R点的距离
F_:切削进给速度
K_:重复次数
2. 功能
G81 命令可用于一般的孔加工。
G 82 钻孔循环(G82)
1. 格式
G82 X_Y_Z_R_P_F_K_;
X_ Y:孔位数据
Z_:从R点到孔底的距离
R_:从初始位置到R点的距离
P_:在孔底的暂停时间
F_:切削进给速度
K_:重复次数
2. 功能
G82 钻孔循环,反镗孔循环
G83 排屑钻空循环(G83) 1. 格式
G83 X_Y_Z_R_Q_F_K_;
X_ Y:孔位数据
Z_:从R点到孔底的距离
R_:从初始位置到R点的距离
Q_:每次切削进给的切削深度F_:切削进给速度
K_:重复次数
2. 功能
G83 中间进给孔底快速退刀。
G84 攻牙循环(G84) 1. 格式
G84 X_Y_Z_R_P_F_K_;
X_ Y:孔位数据
Z_:从R点到孔底的距离
R_:从初始位置到R点的距离
P_:暂停时间F_:切削进给速度
K_:重复次数
2. 功能
数控加工中心常用的G代码和M指令
数控加工中心常用的G代码和M指令 G代码----功能--------------格式 1.G00--------快速移动格式:G00X-----Y-----Z---- 2.G01--------直线插补格式:G01X-----Y-----Z----F----- 3.G02--------顺圆插补格式:G02X-----Y-----Z----R----- G02X-----Y-----Z----I-----J-----K----- 4.G03--------逆圆插补格式:G03X-----Y-----Z-----R------ G03X-----Y-----Z----- I-----J-----K----- 5.G04--------停刀,准确停止 6.G15--------极坐标系指令取消 7.G16--------极坐标系指令 8.G17--------选择XY平面 9.G18--------选择XZ平面 10.G19--------选择YZ平面 11.G20--------英寸输入 12.G21--------毫米输入 13.G28--------返回参考点 14.G29--------从参考点返回 15.G40--------刀具半径补偿取消 16.G41--------刀具半径左补偿 17.G42--------刀具半径右补偿 18.G43--------正向刀具长度补偿 19.G44--------负向刀具长度补偿 20.G49--------刀具长度补偿取消 21.G50--------比例缩放取消 22.G51--------比例缩放有效 23.G54~G59选择工件坐标系1~~~6 24.G68--------坐标旋转 25.G69--------坐标旋转取消 26.G73--------高速深孔钻循环格式:G73X---Y---Z---R---Q---F---K--- 27.G74--------左旋攻丝循环格式:G74X---Y---Z---R---Q---F---K--- 28.G76--------精镗循环格式:G76X---Y---Z---R---Q---P---F---K--- 29.G80--------取消固定循环 30.G81--------钻孔循环格式:G81X---Y---Z---R---F--- 31.G83--------排屑钻孔循环格式:G83X---Y---Z---R---Q---F---K--- 32.G84--------刚性攻丝循环格式:G84X---Y---Z---R---P---F---K--- 33.G90--------绝对值编程 34.G91--------增量值编程 35.G94--------每分钟进给 36.G95--------每转进给 37.G98--------固定循环返回到参考点 38.G99--------固定循环返回到R点
加工中心G代码命令
G代码命令 代码组及其含义 “模态代码” 和“一般” 代码 “形式代码” 的功能在它被执行后会继续维持,而“一般代码” 仅仅在收到该命令时起作用。定义移动的代码通常是“模态代码”,像直线、圆弧和循环代码。反之,像原点返回代码就叫“一般代码”。 每一个代码都归属其各自的代码组。在“模态代码”里,当前的代码会被加载的同组代码替换。
代码解释 G00 定位 1. 格式 G00 X_ Y_ Z_ 这个命令把刀具从当前位置移动到命令指定的位置(在绝对坐标方式下),或者移动到某个距离处(在增量坐标方式下)。 2. 非直线切削形式的定位 我们的定义是:采用独立的快速移动速率来决定每一个轴的位置。刀具路径不是直线,根据到达的顺序,机器轴依次停止在命令指定的位置。 3. 直线定位 刀具路径类似直线切削(G01) 那样,以最短的时间(不超过每一个轴快速移动速率)定位于要求的位置。
4. 举例 N10 G0 X100 Y100 Z65 G01 直线切削进程 1. 格式 G01 X_ Y_ Z_F_ 这个命令将刀具以直线形式按F代码指定的速率从它的当前位置移动到命令要求的位置。对于省略的坐标轴,不执行移动操作;而只有指定轴执行直线移动。位移速率是由命令中指定的轴的速率的复合速率。 2. 举例
G01 G90 X50. F100; 或 G01 G91 X30. F100; G01 G90 X50. Y30. F100; 或 G01 G91 X30. Y15. Z0 F100; G01 G90 X50. Y30. Z15. F100; G02/G03 G17/G18/G19 圆弧切削(G02/G03, G17/G18/G19) 1. 格式 圆弧在XY 面上 G17 G02 ( G03 ) G90 ( G91 ) X_ Y_ F_; 或 G17 G02 ( G03 ) G90 ( G91 ) I_ J_ F_; 或 G17 G02 ( G03 ) G90 ( G91 ) R_ F_; 圆弧在XZ 面上 G18 G02 ( G03 ) G90 ( G91 ) X_ Z_ F_; 或 G18 G02 ( G03 ) G90 ( G91 ) I_ K_ F_; 或 G18 G02 ( G03 ) G90 ( G91 ) R_ F_; 圆弧在YZ 面上
各种发票填写规范
各种发票填写规范 第一种:增值税专用发票(修订) 一、商品销售专用发票 开票范围:一般纳税人销售货物或者提供应税劳务,应向购买方开具专用发票。商业企业一般纳税人零售的烟、酒、食品、服装、鞋帽(不包括劳保专用部分)、化妆品等消费品不得开具专用发票。 增值税小规模纳税人(以下简称小规模纳税人)需要开具专用发票的,可向主管税务机关申请代开。 销售免税货物不得开具专用发票,法律、法规及国家税务总局另有规定的除外。开票规定:专用发票应按下列要求开具: (一)项目齐全,与实际交易相符; (二)字迹清楚,不得压线、错格; (三)发票联和抵扣联加盖财务专用章或者发票专用章; (四)按照增值税纳税义务的发生时间开具。 对不符合上列要求的专用发票,购买方有权拒收。 一般纳税人销售货物或者提供应税劳务可汇总开具专用发票。汇总开具专用发票的,同时使用防伪税控系统开具《销售货物或者提供应税劳务清单》,并加盖财务专用章或者发票专用章。 注意:查纳税人识别号码比对不符原因 其一:企业的纳税识别号有很多最后一位是英文字母"X",而这个""必须用大写表示,企业往往忽略了这个细节,很多企业将大写的"X"用小写表示,造成纳税人识别号码比对不符。
其二:企业录入号码时录入人员疏忽大意,造成错号、串号等。 二、《开具红字增值税专用发票通知单》的出具 适用开红字发票的情形: 1、一般纳税人在开具专用发票当月,发生销货退回、开票有误等情形,但过了当月,不符合《增值税专用发票使用规定》第二十条规定的作废条件的,一律不得退回发票作废,只能按规定开具红字专用发票。 2、纳税人销售货物并向购买方开具增值税专用发票后,由于购货方在一定时期内累计购买货物达到一定数量,或者由于市场价格下降等原因,销货方给予购货方相应的价格优惠或补偿等折扣、折让行为,销货方可按现行《增值税专用发票使用规定》的有关规定开具红字增值税专用发票。国税函〔2006〕1279号 购货方,应办手续。抵扣及开红字发票手续增多: (1)要在规定的开发票之日起90天内进行认证。(否则,不得抵扣进项税额;有发生退货或取折让不能开《通知单》) (2)开红字发票的增值税专用发票,有认证抵扣的,先作进项转出处理。 注:若《通知单》所对应的蓝字专用发票为购进固定资产,该笔税款既不列入购买方的当期进项,同时也不作进项转出处理。 (3)、应带资料,向购货方国家税务局《开具红字增值税专用发票申请单》 ①填报《开具红字增值税专用发票申请单》(加盖一般纳税人财务专用章) ②税务登记证副本原件及复印件 ③经办人身份证明 ④购货相关增值税专用发票的发票联、抵扣联原件及复印件(须已经认证)
加工中心G代码命令
加工中心G代码命令Newly compiled on November 23, 2020
G代码命令 代码组及其含义 “模态代码” 和“一般” 代码 “形式代码” 的功能在它被执行后会继续维持,而“一般代码” 仅仅在收到该命令时起作用。定义移动的代码通常是“模态代码”,像直线、圆弧和循环代码。反之,像原点返回代码就叫“一般代码”。 每一个代码都归属其各自的代码组。在“模态代码”里,当前的代码会被加载的同组代码替换。
代码解释 G00 定位 1. 格式 G00 X_ Y_ Z_ 这个命令把刀具从当前位置移动到命令指定的位置 (在绝对坐标方式下),或者移动到某个距离处 (在增量坐标方式下)。 2. 非直线切削形式的定位 我们的定义是:采用独立的快速移动速率来决定每一个轴的位置。刀具路径不是直线,根据到达的顺序,机器轴依次停止在命令指定的位置。 3. 直线定位 刀具路径类似直线切削(G01) 那样,以最短的时间(不超过每一个轴快速移动速率)定位于要求的位置。
4. 举例 N10 G0 X100 Y100 Z65 G01 直线切削进程 1. 格式 G01 X_ Y_ Z_F_ 这个命令将刀具以直线形式按F代码指定的速率从它的当前位置移动到命令要求的位置。对于省略的坐标轴,不执行移动操作;而只有指定轴执行直线移动。位移速率是由命令中指定的轴的速率的复合速率。 2. 举例 G01 G90 X50. F100; 或 G01 G91 X30. F100; G01 G90 X50. Y30. F100; 或 G01 G91 X30. Y15. Z0 F100; G01 G90 X50. Y30. Z15. F100; G02/G03 G17/G18/G19 圆弧切削 (G02/G03, G17/G18/G19) 1. 格式 圆弧在 XY 面上 G17 G02 ( G03 ) G90 ( G91 ) X_ Y_ F_; 或 G17 G02 ( G03 ) G90 ( G91 ) I_ J_ F_; 或 G17 G02 ( G03 ) G90 ( G91 ) R_ F_;
发票六位地区编号是什么
发票六位地区编号是什么 第一二位,是省份代码,第三四位数是地级市代码,第五六位是区或县的代码。 国家税务总局下达的纳税人代码为十五位,其中:第一二位为省、市代码,第三六位为地区代码,第七八位为经济性质代码,第九十位行业代码,第十一十二位为各地自设的顺序码。 2006年9月12日,国家税务总局下发文件《关于进一步明确纳税人识别号有关编码规则的通知》(国税函[2006]820号),进一步明确纳税人识别号有关编码规则。文件下发到各省、自治区、直辖市和计划单列市国家税务局、地方税务局。 文件指出:纳税人识别号原则上是无含义代码。对于取得技术监督局9位组织机构代码的纳税人,其纳税人识别号采用六位行政区划码加九位技术监督局组织机构代码。 引用六位行政区划代码的目的是为了首次赋码的便捷、防止重码出现,保证纳税人在全国范围内被赋予唯一的纳税人识别号,本身不具有任何语义。 文件强调:纳税人识别号是纳税人数据信息内外部交换共享的基础,应保持不变。
因此,未通过退回原因为“蓝字发票有认证记录不允许开具信息表”。《信息表》所对应的蓝字专用发票应经税务机关认证(所购货物或服务不属于增值税扣税项目范围的除外):“专用发票已交付购买方的,购买方可在增值税发票系统升级版中填开并上传《开具红字增值税专用发票信息表》或《开具红字货物运输业增值税专用发票信息表》(以下统称《信息表》,详见附件)。 根据国家税务总局公告2015年第19号《国家税务总局关于全面推行增值税发票系统升级版有关问题的公告》第五条红字发票开具规定答:经防伪税控系统查询该纳税人红字发票申请单。 开票软件6位地区编号如何看 第一步:拿出开票必备武器--金税盘,插入电脑USB接口. 第二步:点击桌面上的快捷方式"开票软件"
数控铣床G代码和M代码
数控铣床G代码与M代码、txt爱,就大声说出来,因为您永远都不会知道,明天与意外,哪个会先来!石头记告诉我们:凡就是真心爱的最后都散了,凡就是混搭的最后都团圆了。您永远瞧不到我最寂寞的时候,因为在瞧不到您的时候就就是我最寂寞的时候!最佳答案代码功能 G代码 代码名称-功能简述 G00------快速定位 G01------直线插补 G02------顺时针方向圆弧插补 G03------逆时针方向圆弧插补 G04------定时暂停 G05------通过中间点圆弧插补 G07------Z 样条曲线插补 G08------进给加速 G09------进给减速 G20------子程序调用 G22------半径尺寸编程方式 G220-----系统操作界面上使用 G23------直径尺寸编程方式 G230-----系统操作界面上使用 G24------子程序结束 G25------跳转加工 G26------循环加工 G30------倍率注销 G31------倍率定义 G32------等螺距螺纹切削,英制 G33------等螺距螺纹切削,公制 G53,G500-设定工件坐标系注销 G54------设定工件坐标系一 G55------设定工件坐标系二 G56------设定工件坐标系三 G57------设定工件坐标系四 G58------设定工件坐标系五 G59------设定工件坐标系六 G60------准确路径方式 G64------连续路径方式 G70------英制尺寸寸 G71------公制尺寸毫米 G74------回参考点(机床零点) G75------返回编程坐标零点 G76------返回编程坐标起始点 G81------外圆固定循环 G331-----螺纹固定循环 G90------绝对尺寸 G91------相对尺寸
发票号码解释!!!!
发票号码解释 概述 号码含义1、普通发票代码(12位)2、增值税发票代码(10位) 发票号码是税务部门给予发票的编码。在查询发票真伪的时候,需要输入发票号码。发票号码一般是8位,但是在网上查询发票真伪时,一般要在发票号码前面输入信息码或发票代码。所以,在查询发票真伪时的“发票号码”由“信息码+发票号码”或“发票代码+发票号码”组成。查询发票真伪的方法网上发票真伪查询的说明: 1.若您是第一次查询,请选择“第一次查询该发票”项; 2.若发票上印有信息码,请您在右侧“发票号码”栏依次连续输入信息码、发票号码,在“密码”栏输入密码,按“查询”键;若发票上没有信息码,请您在右侧“发票号码”栏依次连续输入发票代码、发票号码,旧版发票则直接输入18位发票号码,在“密码”栏输入密码,按“查询”键。编辑本段号码含义为便于全国普通发票统一识别和查询,自2004年7月1日起,在全国统一启用12位分类发票代码和8位发票号码的普通发票。 1、普通发票代码(12位) 普通发票,就是通常说的手工版发票代码为12位。普通发票第1位为税务局代码(1-国税、2-地税),第2∽5位为行政区划代码前4位,第6∽7位为年份代码(取后两位数字,如2005年以05表示),第8位为行业代码(国税:1工业、2商业、3加工修理修配业、4收购业、5水电业、6其他;地税:1交通运输业、2建筑业、3金融保险业、4邮电通信业、5文化体育业、6娱乐业、7服务业、8转让无形资产、9销售不动产、0表示其他。),第9、10位为扩充码,属统一发票的,自01-99按发票小类编制代码(由省局规定);第11位为金额版代码,其中:0-电脑版、1-万元版、2-十万元版、3-百万元版、5-千元版、6-百元版、8-收款机专用发票、9-无金额限制和定额发票;第12位为企业衔头发票和联次码,0表示企业冠名发票,1-9表示统一发票联次,如1表示一联发票。 普通发票代码由国地税代码、行政区域代码、年份代码、行业代码、发票种类代码等组成,共12位。从左至右按照下列顺序编制:第1位为国地税代码,第2位~第5位为行政区域代码,第6位、第7位为年份代码,第8位为行业代码,第9位~第12位为发票种类代码。 2、增值税发票代码(10位) 增值税专用发票和增值税普通发票的代码为10位。增值税专用发票第一∽四位为行政区划代码,第五∽六位为年份,第七位为印刷批次,第八位为文字版,第九位为联次,第十位为金额版。增值税普通发票第一∽四位为行政区划代码,第五∽六位为年份,第七位为印刷批次,第八位为发票种类(增值税普通发票为6),第九位为联次,第十位为金额版(增值税普通发票为0)。
数控铣床G代码和M代码
数控铣床G代码和M代码.txt爱,就大声说出来,因为你永远都不会知道,明天和意外,哪个会先来!石头记告诉我们:凡是真心爱的最后都散了,凡是混搭的最后都团圆了。你永远看不到我最寂寞的时候,因为在看不到你的时候就是我最寂寞的时候!最佳答案代码功能 G代码 代码名称-功能简述 G00------快速定位 G01------直线插补 G02------顺时针方向圆弧插补 G03------逆时针方向圆弧插补 G04------定时暂停 G05------通过中间点圆弧插补 G07------Z 样条曲线插补 G08------进给加速 G09------进给减速 G20------子程序调用 G22------半径尺寸编程方式 G220-----系统操作界面上使用 G23------直径尺寸编程方式 G230-----系统操作界面上使用 G24------子程序结束 G25------跳转加工 G26------循环加工 G30------倍率注销 G31------倍率定义 G32------等螺距螺纹切削,英制 G33------等螺距螺纹切削,公制 G53,G500-设定工件坐标系注销 G54------设定工件坐标系一 G55------设定工件坐标系二 G56------设定工件坐标系三 G57------设定工件坐标系四 G58------设定工件坐标系五 G59------设定工件坐标系六 G60------准确路径方式 G64------连续路径方式 G70------英制尺寸寸 G71------公制尺寸毫米 G74------回参考点(机床零点) G75------返回编程坐标零点 G76------返回编程坐标起始点 G81------外圆固定循环 G331-----螺纹固定循环 G90------绝对尺寸
发票真伪查询方法
发票真伪鉴别方法 一、发票鉴别方法: (一)发票有关知识 1、定额发票的联次、规格: 定额发票的联次共分为三联,其左半部分为存根联,中间部分为记账联,右半部分为发票联。定额发票的规格为:210mm×80mm。(发票样式见青岛定额发票样式) 2、发票的分类(主要介绍四种) (1)按行业进行分类,大致可分为工业发票、商业发票、加工修理修配业发票、收购业发票、水电业发票、其他发票等。山东省商品销售统一发票分手写版和收款机专用版两种,手写版发票联使用防伪水印纸印制,收款机专用版发票联采用普通双胶纸印制。 (2)按发票是否印有单位名称来划分,可分为衔头发票和统一发票。 (3)按发票版面设计及开具方式分类,可分为电脑票、手工票、剪角票、定额票等。如:百货、超市使用的就是电脑票;修理修配发票是剪角票。 (4)按印制发票所用的纸质(材料)分类,可分为普通纸、压感纸、拷贝纸、打字纸、涂炭纸等。 3、定额发票发票号码的规则 为便于全国普通发票统一识别和查询,自2004年7月1日起,在全国统一启用12位分类代码和8位发票号码的普通发票。 发票代码由国地税代码、行政区域代码、年份代码、行业代码、发票种类代码等组成,共12位。从左至右按照下列顺序编制:第1位为国地税代码,第2—5位为行政区域代码,第6—7位为印刷年份代码,第8位为行业代码,第9、10位为扩充码,属统一发票的,自01-99按发票小类编制代码(由省局规定);第11位为金额版代码,其中:0-电脑版、1-万元版、2-十万元版、3-百万元版、5-千元版、6-百元版、8-收款机专用发票、9-无金额限制和定额发票;第12位为企业衔头发票和联次码,0表示企业冠名发票,1-9表示统一发票联次,如1表示一联发票。 (1)山东省的行政区域代码(2-5位): 3701济南市3702青岛市3703淄博市 3704枣庄市3705东营市 3706烟台市3707潍坊市3708济宁市3709泰安市3710威海市 3711日照市3712莱芜市3713临沂市3714德州市3715聊城市 3716滨州市3717菏泽市 (2)行业代码(第8位): 国税:1工业、2商业、3加工修理修配业、4收购业、5水电业、6其他 地税:1交通运输业、2建筑业、3金融保险业、4邮电通信业、5文化体育业、 6娱乐业、7服务业、8转让无形资产、9销售不动产、0表示其他。 举例,237010800110代表的含义为: 2 3701 08 0 01 1 0 地税济南市 2008年印刷其他行业扩充码万元版企业冠名发票 (二)鉴别假发票的几种方法 目前,餐饮行业的发票有两种:一种是机打发票,一种是定额发票。前者要使用税控机打印,假发票比较少见。而后者多被快餐店或营业额较小的餐饮企业采用,为了规避税收,许多饭店都混用假发票,尤其是针对个人消费者。下面有几种鉴别方法介绍给大家: 1、刮开涂层看看:假发票的涂层多很难刮,有时甚至会把纸刮破,字迹也不清楚。特别是刮一下密码区就更明显,如果你收到多张发票,刮开后往往发现假发票的密码都是一样的。 2、发票代码辨认(地域代码及行业代码的规则见定额发票发票号码的规则):地域代码虚假:如果发票的地域代码是济南的(应为3701)而发票章为3702或者3703等则可以断定为假发票。行业代码虚假:如果
发票代码和号码的含义
发票代码和发票号码 发票代码是税务部门给予发票的编码。在查询发票真伪的时候,需要输入发票代码。发票号码一般是10位或12位。在网上查询发票真伪时,需要同时输入“发票代码+发票号码+密码”才能成功查询。 查询发票真伪的方法 查询发票真伪的方法网上发票真伪查询的说明: 1.若您是第一次查询,请选择“第一次查询该发票”项; 2.若发票上印有信息码,请您在右侧“发票号码”栏依次连续输入信息码、发票号码,在“密码”栏输入密码,按“查询”键;若发票上没有信息码,请您在右侧“发票号码”栏依次连续输入发票代码、发票号码,旧版发票则直接输入18位发票号码,在“密码”栏输入密码,按“查询”键。 号码含义 为便于全国普通发票统一识别和查询,自2004年7月1日起,在全国统一启用12位分类发票代码和8位发票号码的普通发票。 普通发票代码(12位) 普通发票,就是通常说的手工版发票代码为12位。普通发票第1位为税务局代码(1-国税、2-地税),第2∽5位为行政区划代码(国家统计局可查https://www.360docs.net/doc/d69742456.html,/tjbz/xzqhdm/)前4位,第6∽7位为年份代码(取后两位数字,如2005年以05表示),第8位为发票行业代码(其中,国税行业划分:1-工业,2-商业,3-加工修理修配业,4-收购业,5-
水电气业,6-其他;地税行业划分:1-交通运输业,2-建筑业,3-金融保险业,4-邮电通信业,5-文化体育业,6-文娱业,7-办事业,8-让渡无形资产,9-发卖不动产,0-表示其他),第9位为发票类别代码(1-税务机关统一式样的手写发票,2-税务机关统一式样的电脑发票,3-企业冠名手写发票,4-企业冠名电脑发票,5-税控收款机发票,6-除1至5以外的其他发票,7-发票换票证),第10位为金额版代码(0-电脑版,1-万元版,2-十万元版,3-百万元版,4-千万元版,5-千元版,6-百元版,7-十元版,8-税控收款机,9-无金额限制),第11∽12位为批次号(以年度为单位,按批准印制顺序编号)。 普通发票代码由国地税代码、行政区域代码、年份代码、行业代码、发票种类代码等组成,共12位。从左至右按照下列顺序编制:第1位为国地税代码,第2位~第5位为行政区域代码,第6位、第7位为年份代码,第8位为行业代码,第9位~第12位为发票种类代码。 增值税发票代码(10位) 增值税专用发票和增值税普通发票的代码为10位。增值税专用发票第一∽四位为行政区划代码,第五∽六位为年份,第七位为印刷批次,第八位为文字版,第九位为联次,第十位为金额版。增值税普通发票第一∽四位为行政区划代码,第五∽六位为年份,第七位为印刷批次,第八位为发票种类(增值税普通发票为6),第九位为联次,第十位为金额版(增值税普通发票为0)。[1] 发票号码
三菱数控系统G代码M代码大全
1.G00 快速定位 G01 直线补间切削 G02 圆弧补间切削CW(顺时针) G03 圆弧补间切削CCW(逆时针) G02.3 指数函数补间正转 G03.3 指数函数补间逆转 G04 暂停 G05 高速高精度制御1 G05.1 高速高精度制御2 G06~G08没有 G07.1/107 圆筒补间 G09 正确停止检查 G10 程式参数输入/补正输入 G11 程式参数输入取消 G12 整圆切削CW G13 整圆切削CCW G12.1/112 极坐标补间有效 G13.1/113 极坐标补间取消 G14没有 G15 极坐标指令取消 G16 极坐标指令有效 G17 平面选择X-Y G18 平面选择Y-Z G19 平面选择X-Z G20 英制指令 G21 公制指令 G22-G26没有 G27 参考原点检查 G28 参考原点复归 G29 开始点复归 G30 第2~4参考点复归 G30.1 复归刀具位置1 G30.2 复归刀具位置2 G30.3 复归刀具位置3 G30.4 复归刀具位置4 G30.5 复归刀具位置5 G30.6 复归刀具位置6 G31 跳跃机能 G31.1 跳跃机能1 G31.2 跳跃机能2 G31.3 跳跃机能3 G32没有 G33 螺纹切削 G34 特别固定循环(圆周孔循环)
G35 特别固定循环(角度直线孔循环)G36 特别固定循环(圆弧) G37 自动刀具长测定 G37.1 特别固定循环(棋盘孔循环) G38 刀具径补正向量指定 G39 刀具径补正转角圆弧补正 G40 刀具径补正取消 G41 刀具径补正左 G42 刀具径补正右 G40.1 法线制御取消 G41.1 法线制御左有效 G42.1 法线制御右有效 G43 刀具长设定(+) G44 刀具长设定(—) G43.1 第1主轴制御有效 G44.1 第2主轴制御有效 G45 刀具位置设定(扩张) G46 刀具位置设定(缩小) G47 刀具位置设定(二倍) G48 刀具位置设定(减半) G47.1 2主轴同时制御有效 G49 刀具长设定取消 G50 比例缩放取消 G51 比例缩放有效 G50.1 G指令镜象取消 G51.1 G指令镜象有效 G52 局部坐标系设定 G53 机械坐标系选择 G54 工件坐标系选择1 G55 工件坐标系选择2 G56 工件坐标系选择3 G57 工件坐标系选择4 G58 工件坐标系选择5 G59 工件坐标系选择6 G54.1 工件坐标系选择扩张48组 G60 单方向定位 G61 正确停止检查模式 G61.1 高精度制御 G62 自动转角进给率调整 G63 攻牙模式 G63.1 同期攻牙模式(正攻牙) G63.2 同期攻牙模式(逆攻牙) G64 切削模式 G65 使用者巨集单一呼叫
增值税发票的编码规则
增值税发票的编码规则 增值税专用发票左上角有10位代码,这10位代码是按什么含义组合的?如:3300044140。 前面四位3300是指地区代码(3300属于浙江省),与纳税人所在的行政区代码的前四位是相同的; 第五、六位是指发票制版年度(一般指年份,如上面的04); 第七位是指批次,如上面的3300044140是浙江省04年第四批; 第八位是代表版本的语言文字(分别用1、2、3、4代表中文、中英文、藏汉文、维汉文),上述发票的代码的第八位是1,说明是中文发票; 第九位代表发票的联次,上面发票的代码的第九位都是4,说明是四联式发票; 第10位,是指发票的金额版本号(手写发票分别用1、2、3、4代表万元版、十万元版、百万元版、千万元版,用“0”表示电脑发票),上述两个代码发票都是电脑版发票。电脑版发票是有限额的,一般由主管税务机关根据纳税人的申请,审核以后报地、市、州,省级税务机关审批,分别可以核定最大开票限额万元、十万元版、百万元、千万元。 增值税专用发票及其内容 发票是指在购销商品、提供或者接受劳务以及从事其他经营活动中所开具的收付款凭证。发票是财务收支的法定凭证,是会计核算的原始凭据,也是税务稽查的重要依据。 发票的基本内容包括:发票的名称,字轨号码,联次及用途,客户名称,开户银行及账号,商品名称或经营项目,计量单位,数量,单价,大小写金额,开票人,开票日期,开票单位(个人)名称(章)等。如果是代扣、代收、委托代征税款的,其发票内容应当包括代扣、代收、委托代征税种的税率和代扣、代收、委托代征的税额。增值税专用发票还应当包括:购货人地址,购货人税务登记号,增值税税率,税额,供货方名称,地址,以及其税务登记号。 增值税专用发票的主要内容: 1.购销双方纳税人名称; 2.购销双方纳税人地址、电话; 3.购销双方纳税人登记号、开户银行及账户; 4.销售货物或劳务的名称、计量单位和销售数量; 5.不包括增值税在内的单位售价及货款总金额; 6.增值税税率、税额; 7.发票填开日期、发票号码等。
岗位代码
岗位代码招聘单位或岗位教材名称出版社主编 401 会计(职教中心)会计基础电子工业出版社于家臻402 现代农艺技术(职教中心)植物生产与环境高等教育出版社宋志伟403 机械制造或加工技术(职教中心)机械基础高等教育出版社栾学钢、404 计算机应用及网络(职教中心)计算机网络技术高等教育出版社王协瑞405 旅游或酒店服务管理(职教中心)餐饮服务与管理高等教育出版社郭敏文、 语文(五年级上册)江苏教育出版社张庆、朱406 小学语文(农村小学) 语文(五年级下册)江苏教育出版社张庆、朱 数学(五年级上册)青岛出版社展涛 407 小学数学(农村小学) 数学(五年级下册)青岛出版社展涛 英语(五年级上册)外语教学与研究出版社陈琳、P 408 小学英语(农村小学) 英语(第六册)外语教学与研究出版社陈琳、P 音乐(9,五年级)人民音乐出版社吴斌、齐409 小学音乐(农村小学) 音乐(10,五年级)人民音乐出版社吴斌、齐 美术(五年级上册)人民教育出版社杨永善410 小学美术(农村小学) 美术(五年级下册)人民教育出版社杨永善411 小学体育(农村小学)体育与健康(5至6年级)人民教育出版社耿培新 语文(八年级上册)人民教育出版社 412 初中语文(农村初中) 语文(八年级下册)人民教育出版社 数学(八年级上册)青岛出版社展涛 413 初中数学(农村初中) 数学(八年级下册)青岛出版社展涛 英语(八年级上册)外语教学与研究出版社蔡剑峰414 初中英语(农村初中) 英语(初中二年级下册)外语教学与研究出版社陈琳、S 物理(八年级上册)人民教育出版社彭前程415 初中物理(农村初中) 物理(八年级下册)人民教育出版社彭前程 化学(九年级上册)山东教育出版社毕华林、416 初中化学(农村初中) 化学(九年级下册)山东教育出版社毕华林、 生物学(八年级上册)人民教育出版社朱正威、417 初中生物(农村初中) 生物学(八年级下册)人民教育出版社朱正威、
岗位定义
工作岗位定义 一、岗位职责的含义: 1、岗位:是组织为完成某项任务而确立的。由工种、职务、职称和等级内容组 成。 2、职责:是职务与责任的统一。由授权范围和相应的责任两部分组成。 二、怎样确定岗位及职责: 1、根据工作任务的需要确立工作岗位名称及其数量。 2、根据岗位工种确定岗位职务范围。 3、根据工种性质确定岗位使用的设备、工具、工作质量和效率。 4、明确岗位环境和确定岗位任职资格。 5、确定各个岗位之间的相互关系; 6、根据岗位的性质明确实现岗位的目标的责任 三、实行岗位职责管理的作用和意义 1、可以最大限度地实现劳动用工的科学配置; 2、有效地防止因职务重叠而发生的工作扯皮现象; 3、提高内部竞争活力,更好地发现和使用人才; 4、是组织考核的依据; 5、提高工作效率和工作质量; 6、规范操作行为; 7、减少违章行为和违章事故的发生。 四、岗位职责范本 确定员工责任需要有明确的岗位职责规定。岗位职责说明书并不是要面面俱到,而是对岗位职责进行合理有效的分工,促使有关人员明确自己的岗位职责,认真履行岗位职责,出色完成岗位职责任务。一份完整的岗位职责应该包括如下内容: 1、部门名称、直接上级、下属部门、部门性质、管理权限、管理职能、主要职责。举例:人事部岗位职责部门名称:人事部直接上级:分管副总经理下属部门:人事科、劳动工资科部门性质:人力资源开发、利用的专业管理部门 2、管理权限:受分管副总经理委托,行使对公司人事、劳动工资管理权限,并承担执行公司规章制度、管理规程及工作指令的义务。 3、管理职能:负责对公司人事工作全过程中的各个环节实行管理、监督、协调、培训、考核评比的专职管理管理部门,对所承担的工作负责 4、主要职责: (1)坚决服从分管副总经理的统一指挥,认真执行其工作指令,一切管理行为向主管领导负责; (2)严格执行公司规章制度,认真履行其工作职责; (3)负责组织对人力资源发展、劳动用工、劳动力利用程度指标计划的拟订、检查、修订及执行; (4)负责制定公司人事管理制度。设计人事管理工作程序,研究、分析并提出改进工作意见和建议; (5)负责对本部门工作目标的拟订、执行及控制;
发票代码含义
一、统一发票分类代码编码规则 统一发票分类代码(以下简称分类代码)为12位阿拉伯数字。从左至右排列:1、第1位为国家税务总局、国家税务局、地方税务局代码,0为国家税务总局,1为国家税务局,2为地方税务局。 2、第2、 3、 4、5位为发票批印税务机关的地区代码(地市级),以全国行政区域统一代码为准,国家税务总局为0000,省国税局3300、杭州3301、宁波3302、温州3303、嘉兴3304、湖州330 5、绍兴330 6、金华330 7、衢州330 8、舟山330 9、台州3310、丽水3311。 3、第6、7位为年份代码(例如2004年以04表示)。 4、第8位为统一的行业代码,其中,国税行业划分:1工业、2商业、3加工修理修配业、4收购业、5水电业、6其他;地税行业划分:1交通运输业、2建筑业、3金融保险业、4邮电通信业、5文化体育业、6娱乐业、7服务业、8转让无形资产、9销售不动产、0其他。 5、第9、10位为细化的行业发票代码,每个行业的统一发票按名称顺序编排。为合理使用代码资源,我省国税发票代码的第9、10位代码实行分段使用,其中01-29代表行业统一发票的代码,30以上的数字代表单位衔头发票代码的编码规则(详见企业衔头发票代码的编码规则)。 第11位为发票的联次代码(其中定额发票为票面金额的代码,从小到大顺序分9类)。阿拉伯数字1-9表示1联至9联式发票,0表示超过10联以上发票。第12的金额为发票额代码,其中1代表百元版,2代表千元版,3代表万元版,4代表十万元版,5代表百万元版,6代表无限额版,7代表定额发票,8代表卷筒式发票,9代表打孔式机打发票,0代表平推式机打发票
数控编程G代码大全
G代码功能G代码是数控程序中的指令。一般都称为G指令。 代码名称-功能简述 G00------快速定位 G01------直线插补 G02------顺时针方向圆弧插补 G03------逆时针方向圆弧插补 G04------定时暂停 G05------通过中间点圆弧插补 G06------抛物线插补 G07------Z 样条曲线插补 G08------进给加速 G09------进给减速 G10------数据设置 G16------极坐标编程 G17------加工XY平面 G18------加工XZ平面 G19------加工YZ平面 G20------英制尺寸(法兰克系统) G21-----公制尺寸(法兰克系统) G22------半径尺寸编程方式 G220-----系统操作界面上使用 G23------直径尺寸编程方式 G230-----系统操作界面上使用
G24------子程序结束 G25------跳转加工 G26------循环加工 G30------倍率注销 G31------倍率定义 G32------等螺距螺纹切削,英制G33------等螺距螺纹切削,公制G34------增螺距螺纹切削 G35------减螺距螺纹切削 G40------刀具补偿/刀具偏置注销G41------刀具补偿——左 G42------刀具补偿——右 G43------刀具偏置——正 G44------刀具偏置——负 G45------刀具偏置+/+ G46------刀具偏置+/- G47------刀具偏置-/- G48------刀具偏置-/+ G49------刀具偏置0/+ G50------刀具偏置0/- G51------刀具偏置+/0 G52------刀具偏置-/0 G53------直线偏移,注销 G54------直线偏移x
院校代码与高考报名代码
2 西安交通大学(医学部) 10698 8001 3 西北大学 10697 8008 4 西北大学(软件职业技术学院)10697 8101 5 西北工业大学 10699 8003 6 西安理工大学 10700 8011 7 西安电子科技大学 10701 8004 8 西安工业大学 10702 8015 9 西安建筑科技大学 10703 8010 10 西安科技大学 10704 8018 11 西安石油大学 10705 8014 12 陕西科技大学 10708 8009 13 西安工程大学 10709 8016 14 长安大学 10710 8007 15 西北农林科技大学 10712 8006 16 陕西中医学院 10716 8017 17 陕西师范大学 10718 8005 18 延安大学 10719 8023 19 陕西理工学院 10720 8021 20 宝鸡文理学院 10721 8022 21 咸阳师范学院 10722 8029 22 渭南师范学院 10723 8024 23 西安外国语大学 10724 8013 24 西北政法大学 10726 8012 25 西安体育学院 10727 8026 26 西安音乐学院 10728 8027 27 西安美术学院 10729 8028 28 陕西工业职业技术学院 10828 8112 29 杨凌职业技术学院 10966 8113 30 西安文理学院 11080 8025 31 榆林学院 11395 8033 32 安康学院 11397 8031 33 商洛学院 11396 8032 34 西安培华学院 11400 8036 35 西安财经学院 11560 8020 36 西安邮电学院 11664 8019 37 西安航空技术高等专科学校 11736 8111 38 西安电力高等专科学校 11826 8110 39 西安医学院 11840 8030 40 陕西能源职业技术学院 12510 8124 41 西安欧亚学院 12712 8037 42 西安外事学院 12713 8039
普通增值税发票格式解答
增值税普通发票 增值税普通发票,是将除商业零售以外的纳入增值税开具和管理,也就是说一般纳税人可以使用同一套增值税防伪税控系统开具、增值税普通发票等,俗称“一机多票”。 开始实行 为加强对增值税一般纳税人(以下简称“一般纳税人”)开具普通发票的管理,全面监控一般纳税人销售额,总局决定将一般纳税人(不含商业零售,下同)开具的普通发票纳入增值税防伪税控系统开具和管理,亦即一般纳税人可以使用同套增值税防伪税控系统同时开具增值税专用发票、增值税普通发票和废旧物资发票等(此种开票方式简称“一机多票”)。“一机多票”系统的税务端软件在北京市西城区完成了实地测试后,在江苏省进行试运行工作,2005年8月底前完成全国所有税务端系统的升级工作。企业端开票系统从2005年8月份开始分别在北京市西城区,浙江省杭州市、湖州市,山东省淄博市、东营市和烟台市的部分企业进行试运行,计划从10月份开始在全国陆续推行。“一机多票”系统使用的普通发票统称为“增值税普通发票”,实行统一印制,于2005年8月1日起陆续在全国启用。 相关规定 样票 一、增值税普通发票的格式、字体、栏次、内容与增值税专用发票完全一致,按次分为两联票和五联票两种,基本联次为两联,第一联为记账联,销货方用作记账凭证;第二联为发票联,购货方用作记账凭证。此外为满足部分纳税人的需要,在基本联次后添加了三联的附加联次,即五联票,供企业选择使用。 增值税普通发票代码的编码原则与专用发票基本一致,发票左上角10位代码的含义:第1-4位代表各省;第5-6位代表制版年度;第7位代表印制批次;第8位代表发票种类,普通发票用“6”表示;第
9位代表几联版,普通发票二联版用“2”表示,普通发票五联版用“5”表示;第10位代表金额版本号“0”表示电脑版。 二、增值税普通发票第二联()采用防伪纸张印制。代码采用专用防伪油墨印刷,号码的字型为专用异型体。各联次的颜色依次为蓝、橙、绿蓝、黄绿和紫红色。 三、凡纳入“一机多票”系统(包括试运行)的一般纳税人,自纳入之日起,一律使用全国统一的增值税普通发票,并通过开具。对于一般纳税人已领购但尚未使用的旧版普通发票,由主管限期缴销或退回税务机关;经税务机关批准使用印有本单位名称发票的一般纳税人,允许其暂缓纳入“一机多票”系统,以避免库存发票的浪费,但最迟不得超过2005年年底。 四、增值税普通发票的价格由国家统一制定。 五、各级税务机关要高度重视“一机多票”系统的试运行工作,切实做好新旧普通发票的衔接工作。要掌握情况,统筹布置,合理安排.确保“一机多票”系统顺利推行。 管理办法 一、实行凭票退税制度 提高消费者索要发票的积极性 增值税的最终负担者是消费者,从增值税的设计理论和实践看,消费者购货所支付的增值税是没有扣除的,所以,发票对消费者来说并不重要,索不索取发票,与自己的切身利益无关,这就为纳税人逃避税收成为可能。现在不少地方实行发票抽奖等鼓励消费者索要发票的办法,消费者索要发票的积极性被提了起来,发票使用量倍增,增加了税收。但这毕竟是部分地区的部分办法,要提高消费者索要发票的积极性,很有必要在全国实行凭票退税制度。即消费者购买商品时,只要取得发票,即可凭发票到财政部门申请退税,这样,必将积大地提高消费者在购买商品时索要发票的积极性,使消费者和纳税人之间建立了相互制约的监控机制,将有效地防止纳税人在零售环节不开具发票逃避税收的现象,还可培养我国公民购买商品索要发票的习惯。消费者凭票申请退税的期间(可以分一年、半年、一个月)、时限(可以按季度、月度)、条件(必须购买商品或劳务进行消费的消费者)、退税比例(低于)、管理退税(最好是部门)部门等,可以研究。凭票退税制度,在一些国家已经实行,也取得了较好的经验,我们可以学习、借鉴。 二、加强法制建设,尽快推行税控装置 首先要提升发票管理办法(包括凭票退税制度)的法律层次,将“办法”上升到“法律”,将普通发票与增值税专用发票纳入同等重要的位置,以利管理和实施。其次是要大力推行税控装置。税控装置是指为遏止在交易过程中实施作弊行为而达到有效控制税源的目的,具有正确反映纳税人收入情况,保证计税依据和有关数据的正确生成、安全传递及可靠存储,并能实现税收控制和管理功能的器具和支持该器具正常运行的内部蕊片、软件程序。1997年开始,我国在商业、服务业、娱乐业等行业推行使用税控收款机,效果非常明显,提升了税收征管水平和工作效率,降低了征收成本;特别是对加油站安装税控加油机后,有效地解决了传统手工管税中税负难确定、偷税现象严重等弊病,税收大幅度增长。所以,我们要严格按照《征管法》的规定,尽快推行。要针对不同行业,不同纳税人进行分类,根据不同的对象和纳税人,明确推广的时间、推广的方法和步骤,加强对纳税人的控制管理,改善整个社会的纳税环境,以保障国家税收。 三、纳入计算机稽核系统 增值税专用发票实行计算机稽核后,有效地控制了纳税人利用增值税专用发票偷逃国家税款的行为,并取得了很多好的经验和办法。下一步应该利用现有的信息技术和网络资源,将所有的增值税普通发票一并纳入,由于现在的“金税工程”,无论从设备还是技术来讲,都是可以满足需要的,无需投入巨额资