KGPS可控硅中频电源与IGBT晶体管中频电源的比较

KGPS可控硅中频电源与IGBT晶体管中频
电源的比较
一、新型IGBT中频电源的特点
IGBT(绝缘栅双极晶体管)是MOSFET(双极型晶体管)与GTR(大功率晶体管)的复合器件。因此,它既具有MOSFET的工作速度快、输入阻抗高、驱动电路简单、热温度性好的优点,又包含了GTR的载流量大,阻断电压高等多项优点,是取代GTR和SCR( 可控硅)的理想开关器件。从1996年至今,尤其是最近几年来IGBT发展很快,目前已被广泛地应用于各种逆变器中。
(1)IGBT控制是采用导通宽度及频率来实现对输出功率进行无级调节的中频电源,且采用串联谐振,无需加启动电路及前级调压装置,因此启动相当方便,启动成功率百分之百,调节输出功率极为方便。
(2)整流部分采用二极管三相全桥整流,使得控制电路极为简单,维修技术量降低。
(3)目前大部分厂家采用德国西门子公司产品作逆变器,中频电源寿命在3万次以上,采用了限压过流过压保护电路,使得故障率极低,并且过流过压保护动作时报警器马上报警显示且保护停机。
综上所述,IGBT中频电源作为铸造熔炼中频感应加热电源,是电力电子技术发展的必然趋势,它将成为二十一世纪铸造行业现代化的重要标志。
二、一拖二感应电炉系统
一拖二感应电炉系统即功率共享电源系统的感应电炉,。即一台中频电源能同时向二台电炉供电,并能在额定功率范围内自由分配向各台电炉的输入功率。它从上世纪90年代初在国外问世,恰好遇到我国经济改革开放的大发展年代,因此这种电炉系统几乎同步进入我国的铸造业,并且得到铸造界的青睐和认同。但碍于当时国内电炉制造商尚未开发出该项技术,而进口设备的昂贵价格又使许多铸造厂望而怯步,限制了它在我国铸造业的广泛应用。据相关资料介绍,从我国1993年引进第一台一拖二电炉系统起到目前为止,全国现有一拖二电炉系统大约共计有近100套左右,其中功率最大的一套为6000kW功率共享电源配置二台8吨电炉。
一拖二电炉的优点
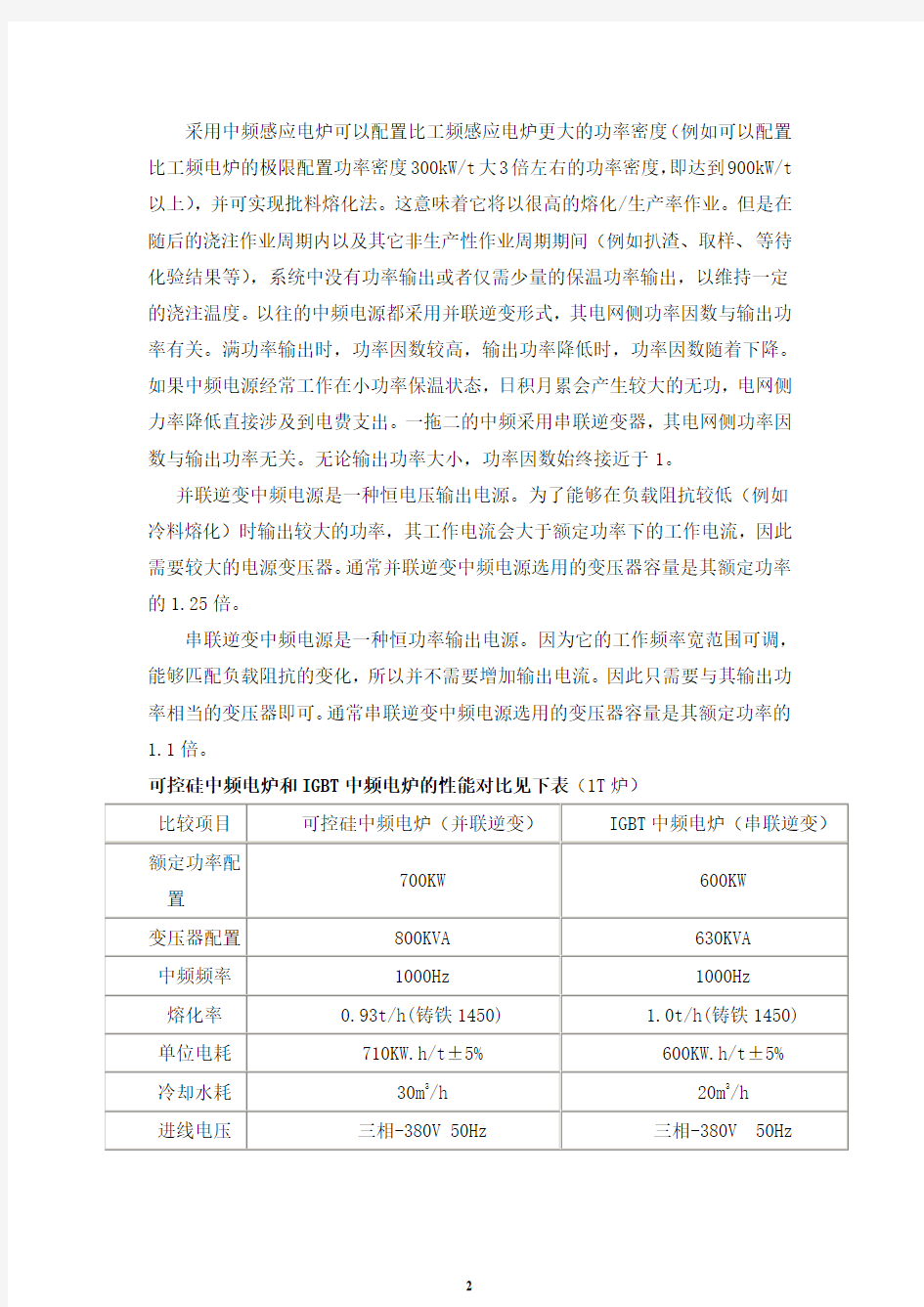
采用中频感应电炉可以配置比工频感应电炉更大的功率密度(例如可以配置比工频电炉的极限配置功率密度300kW/t大3倍左右的功率密度,即达到900kW/t 以上),并可实现批料熔化法。这意味着它将以很高的熔化/生产率作业。但是在随后的浇注作业周期内以及其它非生产性作业周期期间(例如扒渣、取样、等待化验结果等),系统中没有功率输出或者仅需少量的保温功率输出,以维持一定的浇注温度。以往的中频电源都采用并联逆变形式,其电网侧功率因数与输出功率有关。满功率输出时,功率因数较高,输出功率降低时,功率因数随着下降。如果中频电源经常工作在小功率保温状态,日积月累会产生较大的无功,电网侧力率降低直接涉及到电费支出。一拖二的中频采用串联逆变器,其电网侧功率因数与输出功率无关。无论输出功率大小,功率因数始终接近于1。
并联逆变中频电源是一种恒电压输出电源。为了能够在负载阻抗较低(例如冷料熔化)时输出较大的功率,其工作电流会大于额定功率下的工作电流,因此需要较大的电源变压器。通常并联逆变中频电源选用的变压器容量是其额定功率的1.25倍。
串联逆变中频电源是一种恒功率输出电源。因为它的工作频率宽范围可调,能够匹配负载阻抗的变化,所以并不需要增加输出电流。因此只需要与其输出功率相当的变压器即可。通常串联逆变中频电源选用的变压器容量是其额定功率的1.1倍。
可控硅中频电炉和IGBT中频电炉的性能对比见下表(1T炉)
三、电炉容量和功率的选择
电炉容量的确定要考虑许多工艺因素,但是基本上需满足二个条件,一是满足最大铸件的浇注重量需要,二是与工艺对铁水的需求量相符合。由于中频电炉的功率密度配置较大,当其配置功率密度大于600 kW/t时,其熔化能力基本上可以做到每炉次的熔化时间在一小时以内。
四、·电源类型的选择
中频电源的类型主要有两类:具有并联逆变电路的固体电源及具有串联逆变电路的固体电源。
在我国的铸造行业中,习惯对配置可控硅(SCR)全桥并联逆变固体电源的中频感应电炉通常俗称为中频炉。而对配置(IGBT)或(SCR)半桥串联逆变固体电源的中频感应电炉通常俗称为变频炉由于这两种感应电炉的逆变供电电源不同,所以它们的工作性能也有很大的区别。
两种固体电源的主要性能比较
五、两种固体电源适用范围
六、中频电源与电炉的配置
采用中频无心感应电炉实现批料熔化法可以使电源的输出功率从炉料被加热起至浇注前保持在最大的负载水平。但是在其后的浇注作业周期及其它非生产性作业周期(例如撇渣、取样、等待化验结果等),系统中没有功率输出或者仅需少量功率输出,以保持一定的浇注温度。为了适应各种不同的铸造工艺需要,同时也为了充分提高电源的功率利用系数,出现了以下几种中频电源与电炉的配置方案,分别介绍如下。
中频电源与电炉的配置方案
七、电炉熔化率与生产率(每小时出铁水量)的关系
一般电炉制造商在样本或技术规格上提供的电炉熔化能力数据是熔化率。电炉的熔化率是电炉本身的特性,它与电炉的功率大小及电源类型有关,与而生产作业制度无关。而电炉的生产率则除了与电炉本身的熔化率性能有关外,还与熔化作业制度有关。通常,熔化作业周期内存在一定的空载辅助时间,如:加料、撇渣、取样化验和等待化验结果(与化验手段有关)、等待浇注等。这些空载辅助时间的存在减少了电源的功率输入,即减低了电炉的熔化能力。
八、电炉选型时对系统的各项功能的评估
作为铸造车间的重要熔化设备,感应电炉的投资在铸造车间的总投资中占有不小的比例。因此,电炉系统的选型除了上面需要考虑的各类因素外,还应结合铸造车间本身的投资规模、技术先进性、管理水平等背景对所选的电炉系统的安全性、先进性、经济性、对环保的适应性等系统的各项功能作一个全面的分析和评估。
(1)系统的安全性–系统的机械方面的完整的保护功能应该具备:闭式冷却水循环系统的采用,冷却水温度及流量的监控和报警,应急冷却水柜和管路的设置、液压系统的安全措施(软管破裂保护措施、双液压泵的配置、阻燃油的采用),炉体的钢架结构坚固性。系统的电气方面完整的保护功能有:功能完备和可靠的全数字化控制板和故障自诊断功能、炉衬检测(或漏炉检测)功能、电源(包括电容器等)的可靠冷却措施等。
(2)系统的先进性–它应与整个铸造车间的设备先进程度及管理水平背景相匹配。采用全数字化控制系统的中频电源将大大提高电炉系统的作业(包括炉衬寿命和熔化作业)稳定性和可靠性。此外,近年来在铸造业逐渐被广泛接受和采用的功率共享电源系统(俗称一拖二电炉系统)、电源的远程控制系统、电炉的计算机熔化过程自动控制管理系统、旧炉衬快速推出机构、炉衬捣筑质量稳定的锤击式气动筑炉机、铁水自动称量系统、炉衬自动烘炉控制系统等先进装置也大大提高了电炉系统的作业稳定性和可靠性,体现了铸造车间的技术和管理水平的先进性,也为铸造生产的质量管理体系提供了有效的手段。
(3)系统的经济性–应该全面、合理地评估选用先进电炉系统所支付的较高的一次性投资额与该系统的较低的日常运行、维护费用及生产率提高之间的关系。可从以下几个方面来评估这种关系:
a) 根据因先进的熔化单耗指标计算得到电炉每年运行费用的节约数值来评估投资额差价的回收周期;
b) 根据先进的电炉系统性能,如电源功率共享系统所具有较高的功率/作业利用系数所引起的相同功率配置情况下电炉生产率的提高来评估整体经济效益的大小;
c)从先进的和安全性好的电炉系统在日常维护方面减少的费用以及设备使用寿命提高二方面进行投资的综合评估;
d)从采用具有先进功能的装置,如炉衬自动烘炉控制系统和锤击式气动筑炉机,提高了炉衬寿命,降低的作业方面的各项成本来评估其经济性。
(4)环境的改善–现代化的铸造车间大都具有较大的生产能力,因此电炉的功率也较大,这可能对电网带来高次谐波的污染。中频固态电源对于电网的谐波干扰程度主要取决于它向电网的公共连接点注入的谐波是否超过国家颁布的标准(GB/T14549-93, 电能质量·公用电网谐波)。减少抑制电源向电网公共连接点注入谐波电流的措施有:
a) 增加电源的整流相数。该措施可以消除5、7、17、19次谐波;
b) 装设谐振滤波器,将主要谐波电流滤除,如装设5、7、11次滤波器;
c) 改变供电点,将中频电源接到短路容量较大的公用电网上。