三菱MRJB伺服放大器应用实例

三菱MR-J3-40B伺服放大器应用实例
本人设计一套空间曲线自动焊接设备时用到了三菱MR-J3-40B伺服放大器,现将设计与使用心德与大家分享如下。
本空间曲线焊接设备控制系统包括三菱Q系列CPU、输入模块、输出模块、QD75MH4定位模块、人机界面和3个MR-J3-40B伺服放大器及电机。三菱MR-J3-40B伺服放大器使用主要包括电气接线、外围开关设定和参数程序设定调试等三部分。
1 电气接线
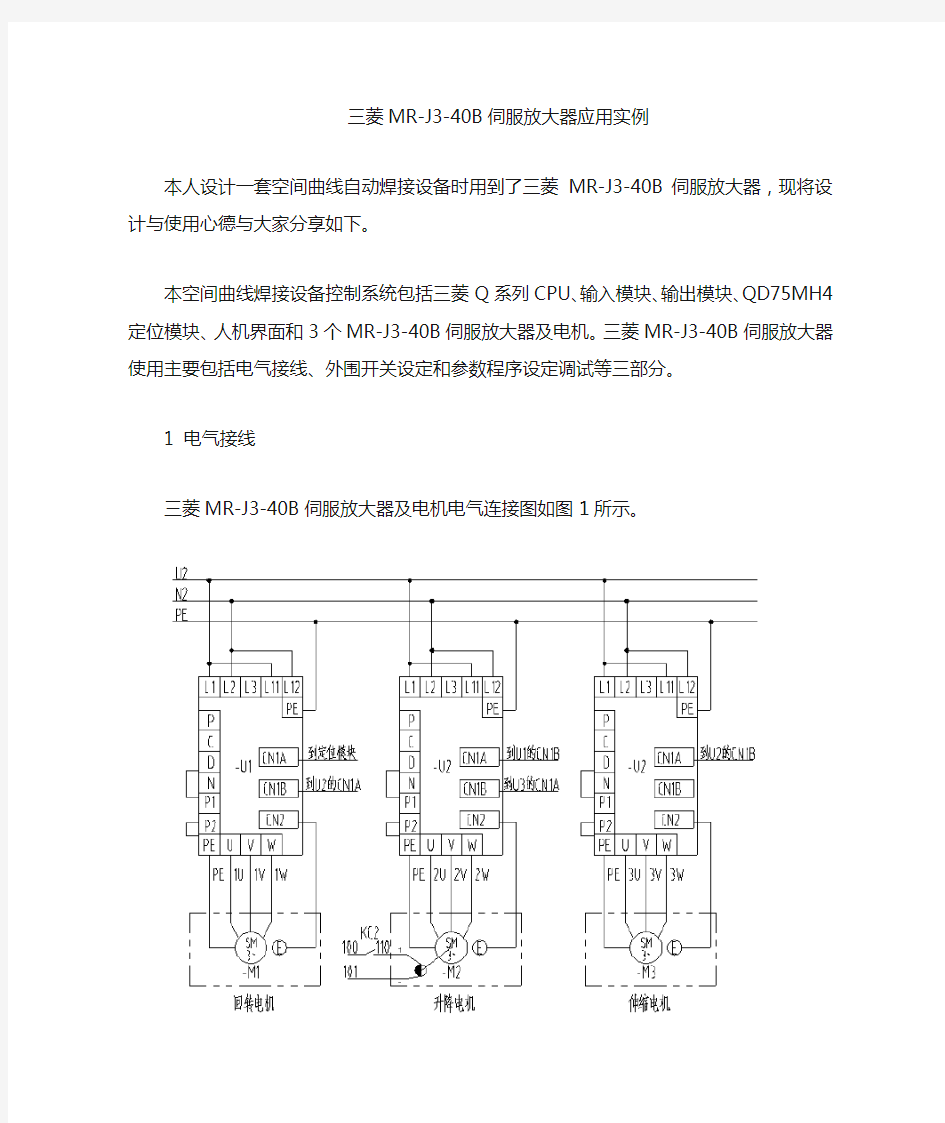
三菱MR-J3-40B伺服放大器及电机电气连接图如图1所示。
图1 MR-J3-40B伺服放大器及电机电气连接图三个伺服放大器主电路为AC220V供电,控制电路用SSCNETIII光纤通信总线电缆菊花型连接。通过SSCNETIII电缆可以最大限度地节省配线,两站之间的最大连接距离可达50米。MR-J3-40B伺服放大器与HF-KP43伺服电机之间接线
如图2所示,伺服电机HF-KP43与伺服放大器MR-J3-40B编码器接口针脚号及接线方式如图3所示。
图2 伺服与电机之间动力线接线图
图3 伺服与电机之间编码器接线图
根据上述方法连接好伺服放大器及电机的线缆后伺服放大器如图4所示。
图4 接好线后的伺服放大器
2 外围开关设置
MR-J3-40B伺服放大器外围开关设定:正常运行时,拔码开关SW2均需拔在Down。根据伺服放大器所处位置及位置模块的定义,SW1选择伺服放大器所对应的轴:SW1=0时对应第一轴,SW1=1时对应第二轴,以此类推,SW1=15时对应第十六轴。本实例中回转伺服SW1=0,升降伺服SW1=1,伸缩伺服SW1=2。如图5所示。
本系统采用绝对位置定位,所以伺服放大器需配绝对位置记忆的电池,伺服放大器的CN4接口接电池,电池如图6所示。
图5 伺服放大器外围开关
图6 MR-J3-40B伺服放大器绝对位置记忆电池
3 参数程序设定调试
伺服放大器外围接线完成并外围开关设定好之后,就可以接通伺服放大器电源,点亮伺服放大器,此时有两种方法可以设定伺服放大的的参数,一种是通过CN5口用电脑将设定好的参数下载到伺服放大器中,另一种方式是在GX-Works2中的通过编程的方式进行参数设定后下载到Q系列PLC中,再通过QD75MH4模块的SSCNETIII光纤通信总线控制伺服放大器。本例是采用后一种方式。参数部分设定画面及部分程序如图7、8、9、10所示。
图7 参数设定画面
图8 伺服参数设定画面
图9 轴定位数据设定画面
图10 部分程序梯形图
将GX-Works2中编好的程序下载到Q系列PLC中,然后调试程序及动作,调试心德总结如下:
1、MR-J3-40B伺服放大器内部主要分为整流模块和控制模块,整流模块可以通
过万用表量通断的方法判断是否有损坏或故障,具体方法如下:用指针万用表量P、N分别对电源输入的L1、L2、L3和电源输出的U、V、W的阻值(如
没有指针万用表也可以用数字万用表代替),P黑表笔对U、V、W红表笔的电阻约445Ω,P黑表笔对L1、L2、L3红表笔的电阻值无限大,N红表笔对U、V、W黑表笔的电阻值约445Ω,N红表笔对L1、L2、L3黑表笔的电阻值约530Ω)。
2、定位模块QD75MH4、伺服放大器MR-J3-40B、伺服电机HF-KP43连接好通电
后,伺服电机不能正常转矩保持,用手旋转电机轴,电机轴会来回振动,此时,首先检查伺服电机与伺服驱动器之间的U、V、W接线是否完全正确,再检查编码器接线,如果都没有问题,可以通过增大伺服参数中自动调谐响应性的值来增大保持转矩。
3、HF-KP43伺服电机在与伺服驱动器连接时或得电一段时间断电后,手动旋转
电机轴会感觉有点发卡,长时间断电后会恢复正常,所以一般情况下不要判断为伺服电机有问题。
4、MR-J3-40B伺服放大器用绝对位置定位第一次接通电源,会报绝对位置丢失
(25)错误,报警可以通过切断电源并再次接通电源而解除,报警解除后再次设定原点位置。
5、将地址1-600的运行模式改为轨迹,实现1-600-1-600…的循环,循环过程
中实时改变1-600定位地址中的值,以满足绝对定位时多圈焊接,但注意定位地址值有一固定范围,不能超过。
6、可以通过参数中每转的移动量来调试电机转一转机械执行机构运行的距离。
7、可以通过GX-Works2中工具→智能功能模块用工具→QD75型定位模块中的
定位监视及定位测试进行伺服测试和运行监视(调试过程中,用定位数据定位时,600个地址中有两个定位方式选错,运行时总是出现异常反转,检测程序及参数没有发现错误,如此折腾了两天,后来通过定位监视中看出有两个定位方式错选为增量方式)。
系统一些相关图片如下:
PLC系统
三个MR-J3-40B伺服放大器
HF-KP43伺服电机
HF-KP43B带制动伺服电机
三个伺服电机
系统调试中
系统电控箱
三菱伺服MR-JE-B 一、介绍:MR-JE-B是一款简单易用具备高性能全球通用型的伺服电机,其独特的一键式调整功能,响应速度快精度高等都是这款伺服电机的主要特点。 1.通过SSCENTIII实现系统的高性能化: ①提高系统的响应性:双向150Mbps的高速通信;通过通信周期0.44ms的告高速串行通信,可不更加平滑控制设备。 ②实现设备的高性能化:通过SSCENTIII/H可实现完全通信。实现需要高精度同步的印刷设备,食品设备,加工机等设备的高性能化。 ③能轻松构建多轴系统:1个系统可连接16轴的伺服放大器,从而构建多轴系统。(发生报警所有轴减速停止) ④彻底防御干扰:通过采用光纤电缆彻底防御从电源线及外部设备混入的干扰,与金属电缆相比耐干扰性能有飞跃性的提高。 ⑤缩短了设备的重启时间:使用SSCENT系统只需在SV放大器中安装电池就可以简单构建起绝对位置检测系统。由于不需在接通电源时执行原点复位动作,因此缩短了设备启动时间。 ⑥抑制象限突起现象:空转修正功能,在XY工作台等的轨迹控制中,提高了圆弧轨迹的精度。抑制由摩擦及扭曲等的影响而在伺服电机旋转方向反转产生的象限突起现象。 2.支持SSCENTIII/H的简易运动模块功能: ①丰富的控制模式:位置、速度、转矩控制(推压控制),位置控制可使用直线-圆弧插补控制、定尺寸进给控制。目标位置变更等丰富的功能。推压控制通过切换控制模式实现了位置控制与转矩控制的平滑转换。 ②简易实现位置修正:标记监测功能,高速移动包装纸定位标记进行传感器输入,获取伺服电机的实际当前位置。对输入定位标记的切割轴位置进行修正,实现固定位置对包装纸进行切割。 ③自由度较高的运动指令:通过电子凸轮进行控制,简单制作出各种模式的凸轮数据,通过凸轮自动生成功能制作出旋转切割机的凸轮数据。 ④先进的同步控制:可简单的将齿轮、轴、变速器、凸轮等机械机构替换为软件实现同步控制。 3.通过SV与易运动模块可以实现多种设备的高性能化: ①包装机:先进同步控住、凸轮控制,标记检测功能。 ②简易机床:机械共振抑制虑波器、瞬停TOUGH DRIVE、空转修正。 ③瓶盖锁口机:多轴同步控制、推压控制、机械共振抑制滤波器。 ④机器人传送:一键调谐、先进振动抑制控制II、凸轮控制。 ⑤放卷和卷绕:多轴同步控制、速度转矩控制、鲁棒滤波器。 ⑥检查设备:机械共振抑制滤波器、先进振动抑制控制II、高分辨率编码器。 4.调谐工序不再复杂: ①先进的一键式调整功能:一键式操作调整伺服增益。 ②先进的振动抑制控制II:同时抑制2个低频振动。
另三菱还有一个容量选择软件capacity selection,用于选择伺服电机型号。 三菱伺服软件调试 一、软件基本设置 1、双击SETUP154C图标——设置——系统设定——机种选择“MR——E——A”;——波特率选择“9600”——串口选择“COM3这是看你自己的计算机口了”——有站号——确定。 2、点站号设定:选00站。 3、点击参数——进行“参数设定、调整、变更清单显示、详细信息显示”里——点击“参数设定”——参数一览表“批量读取、核对、批量写入、变更清单、详细信息、初期设定、终止”。 4、参数写入操作步骤:修改表里相应参数值后——回车——点“写入”。注意:有*好的参数伺服要停电后5S再启。 三)、软件调试运行功能(点动运行、定位运行、无电机运行、程序运行) 1、试运行 1)、点动运行操作 试运行——点动运行——电机转速3000r/min注意设定时不要超过3000转——加减速时间常数1000ms——点正转停止或反转停止即可。 2)、定位运行操作 试运行——定位运行——电机转速200r/min注意设定时不要超过3000转——加减速时间常数1000ms——移动量9310720pules——点正转停止或反转停止即可。 3)、程序运行操作 试运行——程序运行——点“编辑”——在“程序运行”里点“编辑”——出现“程序运行—编辑”栏,在右边大空白栏里输入以下程序如下: TIMS(3):运行程序3次; SPN(1000):进给转速1000r/min; STC(500):伺服到达额定转速时间500ms; MOV(100000):正转给移动脉冲距离100000PULES; TIM(3) :等待下一步操作时间3秒; SPN(1000):进给转速1000r/min; STC(500) :伺服到达额定转速时间500ms; MOV(-100000) :正转给移动脉冲距离100000PULES; STOP:停止;
三菱伺服放大器内部故障处理方法(仅供参考) AL.10 欠压 电源电压过低。MR-E-□A:160V 以下 <主要原因><处理方法> ·电源电压太低。→检查电源系统 ·控制电源瞬间停电在60ms以上。→检查电源系统 ·由于电源容量过小,导致启动时电源电压下降。→检查电源系统 ·电源切断5秒以内再接通。→检查电源系统 ·伺服放大器内部故障。→更换伺服放大器 AL.12 存储器异常1、→更换伺服放大器 AL.13 时钟异常、→更换伺服放大器 AL.14 看门狗异常、→更换伺服放大器 AL.15 存储器异常2 →更换伺服放大器 AL.12:RAM ROM异常 AL.13:印刷电路板异常 AL.14:CPU异常 AL.15:EEPROM异常 <主要原因><处理方法> ·伺服放大器内部故障。→更换伺服放大器。 AL.16 编码器异常1 编码器和伺服放大器之间通讯异常。 <主要原因><处理方法> ·接头CN2没有连接好。→正确接线。 ·编码器故障。→更换伺服电机。 ·编码器电缆故障。(断路或短路) →修理或更换电缆。 ·伺服放大器和伺服电机之间配合有误。→使用正确的配合 AL.17 电路板异常2、 AL.19 存储器异常3 AL.17:CPU·零部件异常 AL.19:ROM存储器异常 <主要原因><处理方法> ·伺服放大器内部故障。→更换伺服放大器。 AL.1A 电机配合异常 伺服放大器和伺服电机之间配合有误。 <主要原因><处理方法> ·伺服放大器和伺服电机之间的配合有误。→使用正确的配合。 ·参数No.0选择的伺服电机与当前使用的伺服放大器不匹配。→正确设定参数No.0。
AL.20 编码器异常2 编码器和伺服放大器之间通讯异常。 <主要原因><处理方法> ·编码器接头CN2没有连接好。→正确接线。 ·编码器电缆故障(断路或短路) →修理或更换电缆 ·编码器故障。→更换伺服电机。 AL.24 主电路异常 伺服电机输出端(U·V·W相)接地故障。 <主要原因><处理方法> ·在主电路端子(TE1)上电源输入和输出接线有断路。→修理电线。 ·伺服电机动力线表面损坏。→更换电线。 ·伺服放大器主电路故障。→更换伺服放大器。 制动电流超过内置再生制动电阻或再生制动选件的允许值。 再生制动晶体管异常。 内容:制动电流超过内置再生制动电阻或再生制动选件的允许值。 <主要原因><处理方法> ·参数No.0设定错误。→正确设定参数No.0 。 ·未连接内置的再生制动电阻或再生制动选件。→正确接线。 ·电源电压异常(260V以上)。→检查电源。 ·高频度或连续再生制动运行使再生电流超过了内置再生制动电阻或再生制动选件的允许值。→降低制动频度。→更换容量大的再生制动电阻或再生制动选件。→减小负载。 内容:再生制动晶体管异常。 <主要原因><处理方法> ·内置再生制动电阻或再生制动选件故障。→更换伺服放大器或再生制动选件。·再生制动晶体管故障。→更换伺服放大器。 AL.25 绝对位置数据丢失电池连接线松动或电压偏低 AL.30 再生报警检查再生能耗电路、减小负载 AL.31 超速 转速超出了瞬时允许转速。 <主要原因><处理方法> ·指令输入脉冲频率过高。→正确设定指令脉冲频率。 ·加减速时间过小导致超调过大。→增大加减速时间常数。 ·伺服系统不稳定导致超调。→重新设定增益。不能重新设定增益的场合:①负载转动惯量比设定的小一些。②重新检查加减速时间常数的设定。 ·电子齿轮比太大。(参数No.3、No.4) →正确设定。 ·编码器故障。→更换伺服电机。 参数No.3 有*标记的参数,设定后需将电源断开,再重新接通电源,参数才会生效。 电子齿轮(指令脉冲倍率分子)
目录 欧阳歌谷(2021.02.01) 一:E60,M64的联接1 1:E60-NC联接1 2:基本I/O联接3 3:M64S-NC6 4:伺服系统的联接8 5:E60,M60系列系统联接总图9 二:外围线路的检查及上电注意事项11 三:参数的设定11 1:基本参数的设定11 2:轴参数的设定13 3:原点复归参数13 4:伺服参数的设定14 5:主轴参数的设定16 6:机械误差17 7:PLC17 8:巨程式,位置开关详见操作手册18 四.PLC程序的输入18 1:PLC4B格式PLC传输18
2:GPPW格式PLC程序输入19 3:PLC系统部分运行测试21 五:资料备份及恢复22 1:RS-232C传输方式22 2:资料备份卡存储方式22 六:附录23 1:伺服参数标准设定表(未列明的系列请参照手册)23 2:主轴参数(未列明的请参照手册)24 3:SVJ2伺服参数的优化27 4:模具加工经验参数及高速高精度的使用28 5:三菱相关软件29 一:E60,M64的联接 1:E60-NC联接 (1)E60-NC(FCU6-MU071)接口图:
(2)控制单元联接系统图 (3)*紧急停止按钮的配线: 三菱E60及64系列以后的紧急停止的配线与以往系统的配线有本质区别,现在急停端口内部为有源输出,如果外部贸然接入电源,有可能造成短路而烧毁NC。望用户引起注意。
例: 2:基本I/O联接 (1)HR341/HR351端口图: CF31/CF32/CF33/CF34插头 DI:CF31/CF32 注1:漏/源改变联接,请给 COM提供以下电压 漏:DC24V 源:0V 注2:I/O口的电源与基本I/O的DCIN回路不同,请单独加载直流电源。
三菱伺服培训教材 第一章概要 1.1运动控制器的特点 1.2.1实模式概略 1.2.2实模式框图 1.3.1虚模式概略 1.3.2虚模式框图 1.4系统建立步骤 1.5小结 1.1运动控制器的特点 1、QPLC CPU和多CPU系统 复杂的伺服控制由Q MOTION CPU模块进行处理,其他的机械控制,过程控制由QPLC CPU负责 2、符合多用途的产品 Q172CPU1~8轴的多轴定位功能 Q173CPU1~32轴的多轴定位功能 3、可与伺服放大器进行高速的串行通讯 通过SSCNET网络进行高速通讯,可进行伺服数据收集、参数变更、伺服测试、伺服监控、机械言程序监控。 4、可实现绝对位置系统
通过带有绝对位置编码器的伺服马达可以实现绝对位置定位。 5、操作系统(OS)可变更 根据不同的工艺控制要求,可以选择对应适用的OS版本 ?SV13用于搬运及组装。如搬运机、注塑机、涂装机等 ?SV22用于自动机。如同步控制,食品、包装等 ?SV43用于机床行业 ?SV51用于机械手 6、凸轮软件(仅用于SV22) 将机械机构中常用的凸轮机构以伺服马达控制,变换为虚拟模式的凸轮输出。 7、机械支持语言(仅用于SV22) 将运动从原来的机械性的整合解放出来,通过软件对机械机构的运动控制器进行处理,从而执行伺服马达的控制,可以提高定位控制的功能和性能,通过电气化的方式减少机械结构上的制约,达到更合理的设计效果。减少系统成本。 1.5小结 第二章功能说明 2.1运动控制器规格 2.2运动控制器的系统配置 2.2.1Q173CPU 2.2.2Q172CPU 2.2.3Q172LX/EX
三菱FX3U与J3伺服放大器系统干扰问题的解决我设计了一套用于运动控制的系统,控制系统硬件用的是三菱FX3U系列PLC,三菱J3伺服放大器与伺服电机。 接完控制柜与伺服电机的连线后,把程序传进PLC中,设置完伺服放大器上的参数,开机调试。 该系统用伺服的位置控制模式。第一步调试是检测工作台移动的精度。在测试过程中,发现PLC向伺服放大器分别发送正向10000个脉冲和反向10000个脉冲时,工作台的移动距离是不一样的。 出现这个问题之后,我仔细观察了伺服放大器上显示的脉冲数,发现我没有让PLC发送脉冲时,伺服放大器也接收到了脉冲,而且伺服电机也有旋转的现象。这时候问题的原因基本就找到了,伺服放大器与伺服电机的问题几乎可以排除,原因应该是伺服放大器的输入端受到了干扰,接线混入了脉冲信号。 于是我开始查找接线原因。后来发现,是PLC与伺服放大器之间的接线问题,具体说明如下: 我用的PLC的输出端4个点共用一个COM口,如下图所示:
PLC与伺服放大器的接线如下图所示: 我的系统一共控制三台伺服电机,分别由PLC的Y000、Y001、Y002发送控制脉冲,Y004、Y005、Y006控制电机的旋转方向。按照上图的接线,我将PLC上的COM1和COM2用导线连接上,然后接到了伺服放大器的DOCOM端,结果出现了上面的问题。 后面我把连接到Y000和Y004上的双绞线的另一根的一端先短接上,接到伺服放大器的DOCOM端,另一端分别接到了PLC的COM1和COM2上面。上电测试之后,问题解决。 这次的调试经验告诉我,接线一定不能想当然,尤其是用于脉冲发送的场合,双绞线的作用不能小视。
三菱驱动器报警 文档编制序号:[KK8UY-LL9IO69-TTO6M3-MTOL89-FTT688]
常见的三菱伺服故障代码及故障处理方案 在中国使用主要由三个系列:MR-ES、MR-J2S、MR-J3。 通常故障情况可由上显示代码来初步判断,以下是几种常见的故障及其排查方法: 1、 -表示伺服紧急停止。引起此故障的原因一般有两个,一个是控制回路24V电源没有接入,另一个是CN1口EMG和SG之间没有接通。 2、参数异常。内部参数乱,操作人员误设参数或者驱动器受外部干扰导致。一般参数恢复成出厂值即可解决。 3、编码器故障。内部参数乱或编码器线故障或电机编码器故障。参数恢复出厂值或者更换线缆或者更换电机编码器,若故障依旧,则驱动器底板损坏。 4、编码器故障。电机编码器故障或线缆断线、接头松动等导致。更换编码器线或伺服电机编码器。MR-J3系列发生此故障时,还有一种可能是驱动器CPU接地线烧断导致。
5、再生制动异常。若刚通电就出现报警,则驱动器内部制动回路元件损坏。若在运行过程中出现,可检查制动回路接线,必要时外配制动电阻。 6、、过载。检查输出U、V、W三相相序接线是否正确,伺服电机三相线圈烧坏或接地故障。监控伺服电机负载率是否长时间超过100%,伺服响应参数设置过高,产生共振等原因。 7、主回路断开。检查主回路电源是否接入,若正常则主模块检测回路故障,须更换驱动器或配件。 8、误差过大。电机编码器故障或驱动器输出模块回路元件损坏,通常油污较多的使用场合此故障较多。 另外简单判断伺服电机故障方法:去掉电机所有接线后,转动电机轴承,如能感觉到明显的阻力,转动时不顺畅,则机身线圈烧坏,另外装配联轴器不当时很容易把编码器敲坏,可摇动电机编码器部分,若能听到编码器碎片的声音,则编码器被敲坏。 附上所有代码
2020三菱伺服增益调整方法及参数设置 参数设置基于三菱MR-J系列伺服
01.序文 02.自动调整模式 03响应性设定目录 03.响应性设定 content 04.手动调整模式
三菱伺服增益调整方法及参数设置 伺服放大器内置有实时自动调整功能,能实时地推断机械特性(负载惯量比并根据推断的结果自动设定最优的增益值利这个功能惯量比),并根据推断的结果自动设定最优的增益值。利用这个功能可以容易地调整伺服放大器的增益。
三菱伺服增益调整方法及参数设置 (1) 自动调整模式1 伺服放大器在出厂状态下设定为自动调整模式1。 在此模式下,伺服放大器实时推断机械的负载惯量比,自动设定最优的增益。 通过自动调整模式1自动调整的参数如下表所示。
三菱伺服增益调整方法及参数设置 (2) 自动调整模式2 自动调整模式2在自动调整模式1下不能进行正常的增益调整时使用。此模式下由于不能进行负载惯量比的推断,所以请设定正确的负载惯量比(参数No.PB06)的值。 通过自动调整模式2自动调整的参数如下表所示。
三菱伺服增益调整方法及参数设置 (3) 调整步骤 ①使伺服电机加减速运行,负载惯量比推断机构会根据伺服电机的电流和电机速 度实时推断负载惯量比。推断的结果被写入参数No.PB06(对伺服电机负载惯 量比)。这个结果可在伺服放大器设置软件的状态显示画面下确认。 ②在已经知道负载惯量比的值和不能很好地进行推断时,设定为“自动调整模式 2”(参数No.PA08:0002),使负载惯量比的推断停止,请手动设定负载惯量 比(参数No.PB06)。
三菱伺服器的调试方法(一) 三菱伺服调试是一个很重要也很繁琐的工作,需要懂得的调试方法要很多,梦翔宇科技公司技术部为大家整理的一些非常实用的常见调试方法。 三菱伺服器伺服电机常见的调试方法 一、基本接线湛江市鸿瑞杰电气有限公司 地址:湛江市南油南调路商业街南侧10016号(湛江变频器维修中心) 主电源输入采用~220V ,从L1、L3接入(实际使用应参照操作手册); 控制电源输入r 、t 也可直接接~220V; 电机接线见操作手册第22、23页,编码器接线见操作手册,切勿接错。 二、试机步骤 1.JOG 试机功能 三菱伺服仅按基本接线就可试机; 在数码显示为初始状态‘r 0’下,按‘SET ’键,然后连续按‘MODE ’键直至数码显示为‘AF -AcL ’,然后按上、下键至‘AF-JoG ’; 按‘SET ’键,显示‘JoG -’:按住‘^’键直至显示‘rEAdy ’; 按住‘<’键直至显示‘SrV-on ’; 按住‘^’键电机反时针旋转,按‘V ’电机顺时针旋转,其转速可由参数Pr57设定。 按‘SET ’键结束。 2. 三菱伺服内部速度控制方式
COM +(7脚)接+12~24VDC,COM-(41脚)接该直流电源地;SRV -ON (29脚)接COM-; 参数No.53、No.05设置为1:(注此类参数修改后应写入EEPROM, 并重新上电) 调节参数No.53, 即可使电机转动。参数值即为转速,正值反时针旋转,负值顺时针旋转。 3.三菱伺服位置控制方式 COM +(7脚)接+12~24VDC,COM-(41脚)接该直流电源地;SRV -ON (29脚)接COM-;PLUS1(3脚)、SIGN1(5脚)接脉冲源的电源正极(+5V );PLUS2(4脚)接脉冲信号,SIGN (6脚)接方向信号;参数No.02设置为0,No42设置为3,No43设置为1; PLUS (4脚)送入脉冲信号,即可使电机转动;改变SIGN2即可改变电机转向。另外,调整参数No.46、No.4B, 可改变电机每转所需的脉冲数(即电子齿轮)。 常见问题解决方法: 湛江市鸿瑞杰电气有限公司 地址:湛江市南油南调路商业街南侧10016号(湛江变频器维修中心) 1. 三菱数字式交流伺服系统MHMA 2KW ,试机时一上电,电机就振动并有很大的噪声,然后驱动器出现16号报警,该怎么解决? 这种现象一般是由于驱动器的增益设置过高,产生了自激震荡。请调整参数No.10、No.11、No.12,适当降低系统增益。(请参考《使用说明书》) 2.三菱交流伺服驱动器上电就出现22号报警,为什么? 22号报警是编码器故障报警,产生的原因一般有:编码器接线有问题:断线、短路接错等等,请仔细查对;电机上的编码器有问题:错位、损坏等,请送修。
三菱伺服说明书MR-J2-B伺服放大器手册(英文) 8 - 1 Alarm and warning lists 报警和警告名单 When a fault occurs during operation, the corresponding alarm or warning is displayed. If any alarm or warning has occurred, refer to Section 8.2 or 8.3 and take the appropriate action.Alarms Warnings:当故障发生在操作过程中,相应的报警或显示警告。如果任何警报或警告发生,请参阅第8.2或8.3,并采取适当的行动。报警警告 Display Name 显示名称 10 Undervoltage 10欠压 11 Board error 1 11 局错误1 12 Memory error 12内存错误1 13 Clock error 14时钟误差 15 Memory error 2 15 内存错误2 16 Encoder error 1 16 编码器错误1 17 Board error 2 17局错误2 18 Board error 3 18局的错误3 20 Encoder error 2 20编码器错误2 24 Ground fault 24接地故障 25 Absolute position erase 25绝对位置擦除 30 Regenerative error 3 0再生错误 31 Overspeed 31超速 32 Overcurrent 32过流 33 Overvoltage 33过压保护 34 CRC error 34 CRC错误 35 Command F T error 35指挥F t误差 36 Transfer error 36传输错误 37 Parameter error 37参数错误 46 Servo motor overheat 46伺服电机过热 50 Overload 1 50超载1 51 Overload 2 51超载2 52 Error excessive 52错误过多 8E RS-232C error 8E型的RS - 232错误 88 Watchdog 88看门狗 92 Open battery cable warning 92打开电池电缆警告 96 Zero setting error 96零设定错误过度负荷的 E0 Excessive regenerative load warning E0再生警告 E1 Overload warning E1超载警告 E3 Absolute position counter warning E3展绝对位置计数器警告 E4 Parameter warning E4类参数警告 E6 Servo emergency stop E6伺服紧急停止 E7 Controller emergency stop E7的紧急停止控制器 E9 Main circuit off warning E9主回路关闭警告
三菱伺服报警集团标准化办公室:[VV986T-J682P28-JP266L8-68PNN]
使用三菱交流伺服系统主要由三个系列:MR-ES、MR-J2S、MR-J3。 通常故障情况可由伺服驱动器上显示代码来初步判断,以下是几种常见的故障及其排查方法: 1、AL.E6-表示伺服紧急停止。引起此故障的原因一般有两个,一个是控制回路24V电源没有接入,另一个是CN1口EMG和SG之间没有接通。 2、AL.37-参数异常。内部参数乱,操作人员误设参数或者驱动器受外部干扰导致。一般参数恢复成出厂值即可解决。 3、AL.16-编码器故障。内部参数乱或编码器线故障或电机编码器故障。参数恢复出厂值或者更换线缆或者更换电机编码器,若故障依旧,则驱动器底板损坏。 4、AL.20-编码器故障。电机编码器故障或线缆断线、接头松动等导致。更换编码器线或伺服电机编码器。MR-J3系列发生此故障时,还有一种可能是驱动器CPU接地线烧断导致。 5、AL.30-再生制动异常。若刚通电就出现报警,则驱动器内部制动回路元件损坏。若在运行过程中出现,可检查制动回路接线,必要时外配制动电阻。 6、AL.50、AL.51-过载。检查输出U、V、W三相相序接线是否正确,伺服电机三相线圈烧坏或接地故障。监控伺服电机负载率是否长时间超过100%,伺服响应参数设置过高,产生共振等原因。 7、AL.E9-主回路断开。检查主回路电源是否接入,若正常则主模块检测回路故障,须更换驱动器或配件。 8、AL.52-误差过大。电机编码器故障或驱动器输出模块回路元件损坏,通常油污较多的使用场合此故障较多。另外简单判断伺服电机故障方法:去掉电机所有接线后,转动电机轴承,如能感觉到明显的阻力,转动时不顺畅,则机身线圈烧坏,另外装配联轴器不当时很容易把编码器敲坏,可摇动电机编码器部分,若能听到编码器碎片的声音,则编码器被敲坏。 附上三菱伺服MR-J2S系列所有代码 伺服报警的代码: ——AL10?欠压 ——AL12?存储器异常 ——AL13?时钟异常 ——AL15?存储器异常2 ——AL16?编码器异常1 ——AL17?电路异常2 ——AL19?存储器异常3 ——AL1A?电机配合异常 ——AL20编码器异常2 ——AL24电机接地故障 ——AL25绝对位置丢失 ——AL30再生制动异常 ——AL31超速 ——AL32过流
https://www.360docs.net/doc/e217836136.html,
MR-E-
AG
https://www.360docs.net/doc/e217836136.html,
https://www.360docs.net/doc/e217836136.html,
https://www.360docs.net/doc/e217836136.html,
注意 ● ● ● ● ● ● ● ● ● ● ● ● 根据产品的重量采用正确的方法搬运。 堆放的层数不得超过规定限制数。 搬运伺服电机时不得握住电缆、轴和编码器。 搬运伺服放大器时不得握住前盖,否则有跌落的危险。 应遵照技术资料集的规定在能承受产品重量的场所进行安装。 产品上不得踩或坐,不得压以重物。 必须遵守安装方向。 伺服放大器与控制箱的内表面,或与其它装置之间的间隔要保持规定距离。 不要安装和运行有操作、零件有缺损的伺服放大器、伺服电机。 应避免螺钉、金属片等导电性物质及油等可燃性异物进入伺服放大器、伺服电机内部。 伺服放大器和伺服电机是精密设备,应注意避免跌落和受到强冲击。 应在下述环境条件下保管和使用。 环境 周围 温度 运行 保存 周围 运行 湿度 保存 空气 标高 条件 伺服放大器 0℃~+55℃(无冰冻) -20℃~+65℃(无冰冻) 伺服电机 0℃~+40℃(无冰冻) -15℃~+70℃(无冰冻) 80%RH以下(不结露) 90%RH以下(不结露) 90%RH以下(不结露) 室内(不受直射阳光照射)无腐蚀性气体、无可燃性气体、无油雾、无尘埃 海拔1000米以下 HC-KFE系列 X·Y:49m/s2 5.9m/s2以下 HC-SFE52~152 HC-SFE202 X·Y:24.5m/s2 X:24.5m/s2 Y:49m/s2
振动
三菱伺服系统型号及功能参数三菱伺服系统型号大全 MR-J2S系列 伺服电机伺服驱动器 HC-KFS13 /MR-J2S-10A HC-KFS23 /MR-J2S-20A HC-KFS43 /MR-J2S-40A HC-KFS73 /MR-J2S-70A HC-SFS52 /MR-J2S-60A HC-SFS102 /MR-J2S-100A HC-SFS152 /MR-J2S-200A HC-SFS202 /MR-J2S-200A HC-SFS352 /MR-J2S-350A HC-SFS502 /MR-J2S-500A HC-SFS702 /MR-J2S-700A MR-J3系列 HF-KP13 /MR-J3-10A HF-KP23 /MR-J3-20A HF-KP43 /MR-J3-40A HF-KP73 /MR-J3-70A
HF-SP52 /MR-J3-60A HF-SP102 /MR-J3-100A HF-SP152 /MR-J3-200A HF-SP202 /MR-J3-200A HF-SP352 /MR-J3-350A HF-SP502 /MR-J3-500A HF-SP702 /MR-J3-700A MR-E系列 HF-KE13 /MR-E-10A HF-KE23 /MR-E-20A HF-KE43 /MR-E-40A HF-KE73 /MR-E-70A HF-SE52 /MR-E-70A HF-SE102 /MR-E-100A HF-SE152 /MR-E-200A HF-SE202 /MR-E-200A 伺服器:三菱伺服:MJ-J2 MR-S2 MR-S3 MR-H MR-JXXA MDS-B-SP MDS-C1-CV MDS-B-CV MDS-B-V1 MDS-B-V2 MDS-C1-V24 MR-B-SVJ2 MR-A-CV MDS-A-CR MDS-B-CVE MR-SB FR-SF-2 MR-SA MDS-B-V14L FR-SGJ-2 FR-CV FCVA-MP10 FANUC 三菱伺服电机的分类
目录 一:E60,M64的联接 (2) 1:E60-NC联接 (2) 2:基本I/O联接 (3) 3:M64S-NC (6) 4:伺服系统的联接 (8) 5:E60,M60系列系统联接总图 (9) 二:外围线路的检查及上电注意事项 (11) 三:参数的设定 (11) 1:基本参数的设定 (11) 2:轴参数的设定 (13) 3:原点复归参数 (13) 4:伺服参数的设定 (14) 5:主轴参数的设定 (16) 6:机械误差 (17) 7:PLC (17) 8:巨程式,位置开关详见操作手册 (18) 四.PLC程序的输入 (18) 1:PLC4B格式PLC传输 (18) 2:GPPW格式PLC程序输入 (19) 3:PLC系统部分运行测试 (20) 五:资料备份及恢复 (21) 1:RS-232C传输方式 (21) 2:资料备份卡存储方式 (22) 六:附录 (23) 1:伺服参数标准设定表(未列明的系列请参照手册) (23) 2:主轴参数(未列明的请参照手册) (24) 3:SVJ2伺服参数的优化 (26) 4:模具加工经验参数及高速高精度的使用 (28) 5:三菱相关软件 (29)
一:E60,M64的联接 1:E60-NC 联接 (1)E60-NC (FCU6-MU071)接口图: 端口说明 配置电缆 备注 DCIN NC 直流24伏输入 F070 使用开关稳压电源端(24V ±5%,2A ) CF01 断电源检测 EMG 紧急停止输入 F120 内部有源输出,外部电源禁入 CF10 联接基本I/O 单元 F010 RIO 联接远程I/O 单元 R211 NCLD1 NC 数码显示 正常显示“—” HANDL 手摇脉冲发生器 F023/F024 F320/F321 F023/F024为5V 手轮线 F320/F321为12V 手轮线 SIO RS232C 设备 F034 外部计算机要与机床共地 CRT 连接CRT 显示单元(DUE71) F590 LCD 联接液晶显示单元(DUT11) F090 NCKB 系统键盘的联接 F053 CF10 CF01 HANDLE CRT DCIN LCD EMG RIO SIO NCLD1 NCKB
三菱伺服报警代码 使用三菱交流伺服系统主要由三个系列:MR-ES、MR-J2S、MR-J3。 通常故障情况可由伺服驱动器上显示代码来初步判断,以下是几种常见的故障及其排查方法: 1、AL.E6 -表示伺服紧急停止。引起此故障的原因一般有两个,一个是控制回路24V电源没有接入,另一个是CN1口EMG和SG之间没有接通。 2、AL.37-参数异常。内部参数乱,操作人员误设参数或者驱动器受外部干扰导致。一般参数恢复成出厂值即可解决。 3、AL.16-编码器故障。内部参数乱或编码器线故障或电机编码器故障。参数恢复出厂值或者更换线缆或者更换电机编码器,若故障依旧,则驱动器底板损坏。 4、AL.20-编码器故障。电机编码器故障或线缆断线、接头松动等导致。更换编码器线或伺服电机编码器。MR-J3系列发生此故障时,还有一种可能是驱动器CPU接地线烧断导致。 5、AL.30-再生制动异常。若刚通电就出现报警,则驱动器内部制动回路元件损坏。若在运行过程中出现,可检查制动回路接线,必要时外配制动电阻。 6、AL.50、AL.51-过载。检查输出U、V、W三相相序接线是否正确,伺服电机三相线圈烧坏或接地故障。监控伺服电机负载率是否长时间超过100%,伺服响应参数设置过高,产生共振等原因。 7、AL.E9-主回路断开。检查主回路电源是否接入,若正常则主模块检测回路故障,须更换驱动器或配件。 8、AL.52-误差过大。电机编码器故障或驱动器输出模块回路元件损坏,通常油污较多的使用场合此故障较多。 另外简单判断伺服电机故障方法:去掉电机所有接线后,转动电机轴承,如能感觉到明显的阻力,转动时不顺畅,则机身线圈烧坏,另外装配联轴器不当时很容易把编码器敲坏,可摇动电机编码器部分,若能听到编码器碎片的声音,则编码器被敲坏。 附上三菱伺服MR-J2S系列所有代码 伺服报警的代码: —— AL10 欠压 —— AL12 存储器异常 —— AL13 时钟异常 —— AL15 存储器异常2 —— AL16 编码器异常1 —— AL 17 电路异常2
三菱MR-J3-40B伺服放大器应用实例 本人设计一套空间曲线自动焊接设备时用到了三菱MR-J3-40B伺服放大器,现将设计与使用心德与大家分享如下。 本空间曲线焊接设备控制系统包括三菱Q系列CPU、输入模块、输出模块、QD75MH4定位模块、人机界面和3个MR-J3-40B伺服放大器及电机。三菱MR-J3-40B伺服放大器使用主要包括电气接线、外围开关设定和参数程序设定调试等三部分。 1 电气接线 三菱MR-J3-40B伺服放大器及电机电气连接图如图1所示。 图1 MR-J3-40B伺服放大器及电机电气连接图三个伺服放大器主电路为AC220V供电,控制电路用SSCNETIII光纤通信总线电缆菊花型连接。通过SSCNETIII电缆可以最大限度地节省配线,两站之间的最大连接距离可达50米。MR-J3-40B伺服放大器与HF-KP43伺服电机之间接线
如图2所示,伺服电机HF-KP43与伺服放大器MR-J3-40B编码器接口针脚号及接线方式如图3所示。 图2 伺服与电机之间动力线接线图 图3 伺服与电机之间编码器接线图 根据上述方法连接好伺服放大器及电机的线缆后伺服放大器如图4所示。
图4 接好线后的伺服放大器 2 外围开关设置 MR-J3-40B伺服放大器外围开关设定:正常运行时,拔码开关SW2均需拔在Down。根据伺服放大器所处位置及位置模块的定义,SW1选择伺服放大器所对应的轴:SW1=0时对应第一轴,SW1=1时对应第二轴,以此类推,SW1=15时对应第十六轴。本实例中回转伺服SW1=0,升降伺服SW1=1,伸缩伺服SW1=2。如图5所示。 本系统采用绝对位置定位,所以伺服放大器需配绝对位置记忆的电池,伺服放大器的CN4接口接电池,电池如图6所示。
三菱MR-JE-B系列伺服放大器的功能 [模型适用控制] 实现了接近理想模型的高响应、稳定控制。2自由度型模型适用控制,可以单独设定对指令的响应和对外部干扰的响应。并且,可以将该功能设为无效。 [位置控制模式] 该伺服放大器作为位置控制伺服使用。 [速度控制模式] 该伺服放大器作为速度控制伺服使用。 [转矩控制模式] 该伺服放大器作为转矩控制伺服使用。 [高分辨率编码器] MELSERVO-JE系列支持的旋转式伺服电机的编码器使用的是131072pulses/rev高分辨率编码器。 [绝对位置检测系统]只需进行一次原点设定,此后无需每次接通电源时都进行原点复位操作。 [增益切换功能] 不仅可以切换旋转中和停止时的增益,还可以在运行中使用输入软元件进行增益的切换。
[高级振动抑制控制Ⅱ] 抑制机械臂部前端的振动或残留振动的功能。 [机械共振控制滤波器] 通过降低特定频率的增益来抑制机械系统共振的滤波器功能(陷波滤波器)。 [轴共振控制滤波器]伺服电机加载负载时,由于伺服电机驱动时轴转动产生的共振,可能会发生高频率的机械振动。轴共振抑制滤波器是抑制该振动的滤波器。 [自适应性滤波器Ⅱ] 检测出伺服放大器的机械共振后自动设定滤波器特性,抑制机械振动的功能。 [低通滤波器] 提高伺服系统的响应性,会对高频率共振有抑制效果。 [机械分析功能] 仅通过连接安装有MR Configurator2的计算机与伺服放大器,就可以分析机械的频率特性。 使用该功能时,需要MR Configurator2。 [鲁棒滤波器] 当因辊轮进给轴等负载惯量较大而不能提高响应性时,可以提高对干扰的响应。
三菱伺服驱动器报警代码――――经验心得 Minas A4 驱动用具有不同的保护功能。当其中任一功能激活时,驱动器切断电流,报警输出信号(ALM)没有输出。显示面板上的7 段LED 会闪烁显示相应的报警代码。保护功能报警代码故障原因应对措施控制电源欠电压11控制电源逆变器上P、N 间电压低于规定值。1)交流电源电压太低。瞬时失电。2)电源容量太小。电源接通瞬间的冲击电流导致电压跌落。3)驱动器(内部电路)有缺陷。丈量L1C、L2C 和r、t 之间电压。1)进步电源电压。更换电源。2)增大电源容量。3)请换用新的驱动器。过电压12电源电压高过了答应输进电压的范围。逆变器上P、N 间电压超过了规定值。电源电压太高。存在容性负载或UPS(不中断电源),使得线电压升高。1)未接再生放电电阻。2)外接的再生放电电阻不匹配,无法吸收再生能量。3)驱动器(内部电路)有缺陷。丈量L1、L2 和L3 之间的相电压。配备电压正确的电源。排除容性负载。1)用电表丈量驱动器上P、B 间外接电阻阻值。假如读数是“∞”,说明电阻没有真正地接进。请换一个。2)换用一个阻值和功率符合规定值的外接电阻。3)请换用新的驱动器。主电源欠电压13当参数Pr65(主电源关断时欠电压报警触发选择)设成1 时,L1、L3 相间电压发生瞬时跌落,但至少是参数Pr6D (主电源关断检测时间)所设定的时间;或者,在伺服使能(Servo-ON)状态下主电源逆变器P-N 间相电压下降到规定值以下。1)主电源电压太低。发生瞬时失电。2)发生瞬时断电。3)电源容量太小。电源接通瞬间的冲击电流导致电压跌落。4)缺相:应该输进3 相交流电的驱动器实际输进的是单相电。5)驱动器(内部电路)有缺陷。丈量L1、L2、L3 端子之间的相电压。1)进步电源电压。换用新的电源。排除电磁继电器故障后再重新接通电源。2)检查Pr6D 设定值,纠正各相接线。3)请参照“附件清单”,增大电源容量。4)正确连接电源的各相(L1、L2、L3)线路。单相电源请只接L1、L3 端子。5)请换用新的驱动器。过电流和接地错误14 *流进逆变器的电缆超过了规定值。1)驱动器(内部电路、IGBT 或其他部件)有缺陷。2)电机电缆(U、V、W)短路了。3)电机电缆(U、V、W)接地了。4)电机烧坏了。5)电机电缆接触不良。6)频繁的伺服ON/OFF(SRV-ON)动作导1)断开电机电缆,激活伺服ON 信号。假如马上出现此报警,请换用新驱动器。2)检查电机电缆,确保U、V、W 没有短路。正确的连接电机电缆。3)检查U、V、W 与“地线”各自的尽缘电阻。假如尽缘破坏,请换用新机器。4)检查电机电缆U、V、W 之间的阻值。假如阻值不平衡,请换用新驱动器。5)检查电机的U、V、W 端子是否有松动或未接,应保证可靠的电气接触。6)请换用新驱动器。Minas A4 系列驱动器技术资料选编- 61 -保护功能报警代码故障原因应对措施过电流和接地错误致动态制动器的继电器触点熔化而粘连。7)电机与此驱动器不匹配。8)脉冲的输进与伺服ON 动作同时激活,甚至更早。请勿用伺服ON/OFF 信号(SRV-ON)来启动或停止电机。7)检查驱动器铭牌,按照上面的提示换用匹配的电机。8)在伺服ON 后至少等待100ms 再输进脉冲指令。电机和/或驱动器过热15 *伺服驱动器的散热片或功率器件的温度高过了规定值。1)驱动器的环境温度超过了规定值。2)驱动器过载了。1)降低环境温度,改善冷却条件。2)增大驱动器与电机的容量。延长加/减速时间。减轻负载。过载16转矩指令实际值超过参数Pr72 设定的过载水平时,按照电机的过载保护时限特性,过载保护功能激活。1)电机长时间重载运行,其有效转矩超过了额定值。2)增益设置不恰当,导致振动或振荡。电机出现震动或异常响声。参数Pr20(惯量比)设得不正确。3)电机电缆连接错误或断开。4)机器碰到重物,或负载变重,或被缠绕住。5)电磁制动器被接通制动(ON)。6)多个电机接线时,某些电机电缆接错到了别的轴上。用PANA TERM 波形图功能监测转矩(电流)的振荡或波动。检查PANATERM 上的过载报警显示内容和负载率。1)增大驱动器与电机的容量。延
MITSUBISHI 三菱J2S数字交流伺服 安装调试说明书 (2003.11版本 目录 1.三菱J2S连接示意图 2.通电前的检查
3.通电时的检查 4.三菱J2S伺服驱动器的参数设定方法 5.三菱J2S伺服驱动器的参数表 6.三菱J2S伺服驱动器的参数和性能优化调整1.三菱J2S连接示意图
重要提示:由于电机和编码器是同轴连接,因此,在电机轴端安装带轮或连轴器时,请勿敲击。否则,会损坏编码器。(此种情况,不在三菱的保修范围! 2.通电前的检查 1确认三菱J2S伺服驱动器和电机插头的连接,相序是否正确: A.中惯量电机HC-SFS52(0.5KW~152(1.5KW的连接: 伺服驱动器电机插头U A V B W C 接地 D刹车电源B1 G 刹车电源B2 H B.中惯量电机HC-SFS202(2.0KW以上的连接: 伺服驱动器电机插头
U A V B W C 接地 D 制动器插头 刹车电源B1A 刹车电源B2B 注:电机相序错误,通电时会发生电机抖动现象。 刹车电源B1、B2无极性。 2确认三菱J2S伺服驱动器CN2和伺服电机编码器联接正确, 接插件螺丝拧紧。
3确认三菱J2S伺服驱动器CN1A和数控系统的插头联接正确,接插件螺丝拧紧。 4确认三菱J2S伺服驱动器CN1B接插件螺丝拧紧,和外部控制连接正确。 3.通电时的检查 1确认三相主电路输入电压在200V-220V 范围内,单相主电路输入 电压在200V-220V 范围内。 建议用户选用380V/200V 的三相伺服变压器。2确认接地可靠。 4.三菱J2S 伺服驱动器的参数设定方法 三菱J2S 伺服驱动器修改参数的操作方法,如下:1按“MODE”按钮,可切换显示以下6种方式, 2
产品介绍:轴承/驱动器外壳:6063-T6阳极氧化铝外壳 安装板:6061-T6阳极氧化铸铝板 推力轴承:角接触,高推力滚珠轴承 丝杠/螺母:铜;碳钢合金 螺旋齿轮:合金钢,表面硬化 导向缸:6063-T6阳极氧化铝硬化外壳 推力管:300系列不锈钢,1/4硬度并接地 滚珠丝杠/螺母:热处理碳合金钢 皮带/皮带轮:AT-5,带可拉伸钢丝的聚氨酯 丝杆主要采用台湾进口品牌 使用寿命可以达到五万公里、二万小时、精度达到0.01mm 终身免加油、维修、售后、保养 枫信伺服电动缸优势: 机械结构紧凑、体积小、设计原理简单 效率高、响应速度快、惯量低、噪音低 性能可靠、保护功能完善、使用寿命长、节能环保 安装、调试、操作和维护,简单、方便
【产品特点】 1、可在恶劣环境下工作,可防水、防爆、防烟雾等等。 2、可按客户要求订做不同出力、不同速度、不同行程的电动缸。 3、采用高精度丝杠和名牌电机,定位精度高,响应快,行程和速度可调。
4、本产品低噪音、节能环保、工作寿命长。 5、本产品体积小、重量轻、安装调试操作方便。 6、本产品备有过流、过行程等多种保护措施,确保设备安全运行。 【主要性能指标】 1、额定推拉力:0-350KN。 2、动作频率(最大):15次/秒。 3、额定行程:0-2000mm。 4、工作环境:耐高温、防尘、防水、防爆。
5、环境温度:-40℃~60℃。 6、相对湿度:80%(20±5℃)。 7、无污染。 【主要技术参数】 1、出力在0-200KN 。 2、速度在0-2000mm/s。 3、行程在0-3000mm。 【功能特性】 1、加速度快、定位时间短、动态性能好!(精、准、快、稳) 2、精密、坚固 3、可单轴使用 4、可用于多轴组合 5、可模组化应用 6、结构简洁,可节省机械设计空间 7、具有多种安装与连接方式和附件可供设计选择 8、可搭配多种马达与马达控制调节器 9、可多点定位与多段控制 10、选用合适的附件,可提高组装效率 11、满足设计上不同的精度要求 12、节省时间,维修方便