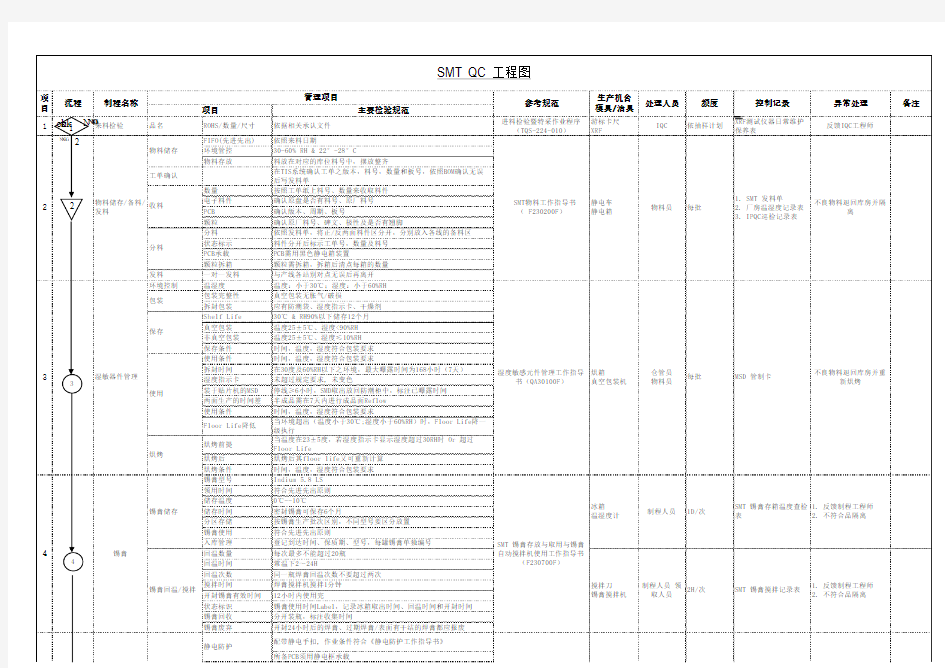
SMT QC工程图
主要检验规范
1
来料检验品名ROHS/数量/尺寸依据相关承认文件
进料检验暨特采作业程序
(TQS-224-010)
游标卡尺XRF
IQC
依抽样计划
反馈IQC工程师
FIFO(先进先出)依照来料日期
环境管控30-60% RH & 22°-28°C
物料存放
料放在对应的库位料号中,摆放整齐
工单确认
在TIS系统确认工单之版本,料号,数量和板号,依照BOM确认无误后写发料单
数量按照工单纸上料号、数量来收取料件电子料件确认原盘是否有料号、原厂料号PCB 确认版本、周期、板号
颗粒确认原厂料号、碑文、极性及是否有翘脚
分料依照发料单,将正/反两面料件区分开,分别放入各线的备料区状态标示料件分开后标示工单号,数量及料号PCB承载PCB需用黑色静电箱装置
颗粒拆箱颗粒需拆箱,拆箱后清点每箱的数量发料
一对一发料与产线各站别对点无误后再离开环境控制温湿度
温度:小于30℃;湿度:小于60%RH 包装完整性真空包装无胀气/破损
拆封包装应有防潮袋、湿度指示卡、干燥剂Shelf Life 30℃ & RH90%以下储存12个月真空包装温度25±5℃、湿度<90%RH 非真空包装温度25±5℃、湿度≤10%RH 保存条件时间,温度,湿度符合包装要求使用条件时间,温度,湿度符合包装要求
拆封时间在30度及60%RH以下之环境,最大曝露时间为168小时(7天)湿度指示卡
未超过规定要求, 未变色
装于贴片机的MSD 停线≥6小时,SMD取出放回防潮柜中,标注已曝露时间两面生产的时间差半成品需在7天内进行成品面Reflow 使用条件时间,温度,湿度符合包装要求
Floor Life降低当环境超出(温度小于30℃;湿度小于60%RH)时,Floor Life降一级执行
烘烤前提
当温度在23±5度,若湿度指示卡显示湿度超过30RH时 Or 超过Floor Life
烘烤后烘烤后其floor life又可重新计算烘烤条件时间,温度,湿度符合包装要求锡膏型号Indium 5.8 LS 领用时间符合先进先出原则储存温度
0℃--10℃
储存时间
密封锡膏可保存6个月
分区存储按锡膏生产批次区别,不同型号要区分放置锡膏使用符合先进先出原则
入库管理登记到达时间、保质期、型号,每罐锡膏单独编号回温数量每次最多不能超过20瓶回温时间常温下2~24H
回温次数同一瓶焊膏回温次数不要超过两次搅拌时间
焊膏搅拌机搅拌1分钟开封锡膏有效时间12小时内使用完
状态标识锡膏使用时间Label,记录冰箱取出时间、回温时间和开封时间锡膏回收分开装瓶,标注收集时间
锡膏废弃
开封24小时后的焊膏、过期焊膏/表面有干结的焊膏都应报废配带静电手扣, 作业条件符合《静电防护工作指导书》所备PCB须用静电框承载
SMT QC 工程图
搅拌刀
锡膏搅拌机
制程人员 领
取人员
1. 反馈制程工程师
2. 不符合品隔离
SMT 锡膏存箱温度查检表MSD 管制卡
SMT 锡膏搅拌记录表
制程名称
静电防护
保存
使用
锡膏储存锡膏回温/搅拌
锡膏
备注
频度
异常处理
控制记录
不良物料退回库房并隔
离
1. 反馈制程工程师
2. 不符合品隔离
SMT物料工作指导书( F230200F)湿敏器件管理
XRF测试仪器日常维护保养表
1. SMT 发料单
2. 厂房温湿度记录表
3. IPQC巡检记录表
管理项目
生产机台模具/治具
处理人员
参考规范
项目
项目
流程
2
4
3
每批不良物料退回库房并重
新烘烤
静电车静电箱
每批
SMT 锡膏存放与取用与锡膏
自动搅拌机使用工作指导书
(F230700F)
湿度敏感元件管理工作指导书(QA30100F)1D/次
冰箱
温湿度计
制程人员烘箱
真空包装机2H/次
仓管员
物料员
烘烤
物料储存/备料/发料收料分料
物料储存包装
物料员o k N O N NG N ok 2
NG
NG 4
1
3
2
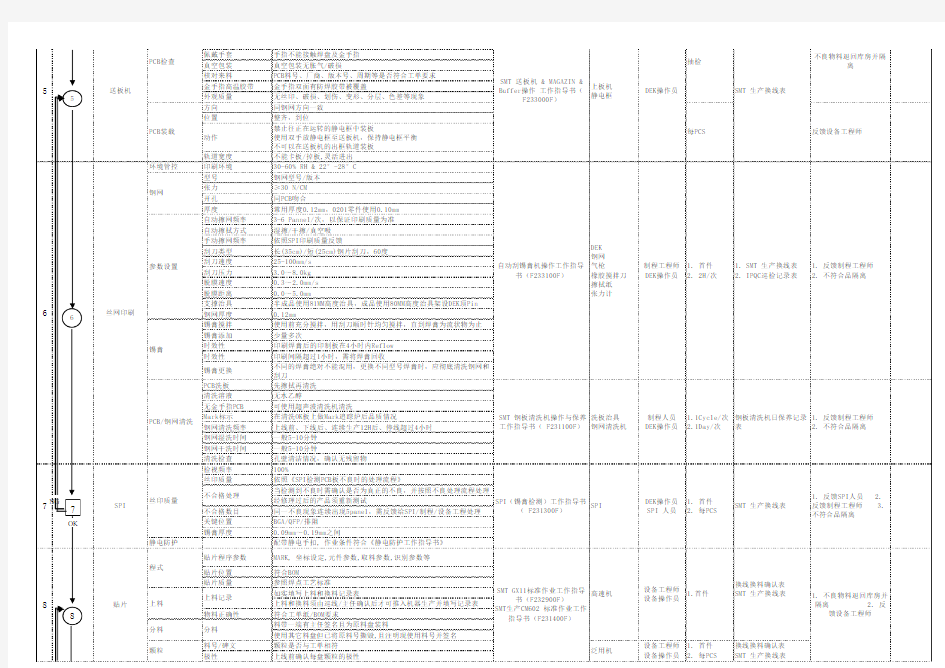
佩戴手套手指不能接触焊盘及金手指真空包装真空包装无胀气/破损
核对来料
PCB料号、厂商、版本号、周期等是否符合工单要求
金手指高温胶带金手指双面有防焊胶带被覆盖
外观质量无丝印、破损、划伤、变形、分层、色差等现象方向同钢网方向一致位置
整齐,到位
动作禁止往正在运转的静电框中装板
使用双手放静电框至送板机,保持静电框平衡不可以在送板机的出框轨道装板轨道宽度不能卡板/掉板,灵活进出环境管控
印刷环境30-60% RH & 22°-28°C 型号钢网型号/版本张力≥30 N/CM 开孔同PCB吻合
厚度
常用厚度0.12mm,0201零件使用0.10mm 自动擦网频率3-6 Pannel/次,以保证印刷质量为准自动擦拭方式湿擦/干擦/真空吸手动擦网频率依照SPI印刷质量反馈
刮刀类型长(35cm)/短(25cm)钢片刮刀,60度
刮刀速度25-100mm/s
刮刀压力 3.0~8.0kg 脱膜速度0.3~2.0mm/s 脱膜距离0.0~5.0mm 支撑治具半成品使用81MM高度治具,成品使用80MM高度治具架设DEK顶Pin 钢网厚度0.12mm
锡膏搅拌使用前充分搅拌,用刮刀顺时针均匀搅拌,直到焊膏为流状物为止锡膏添加少量多次
时效性印刷焊膏后的印制板在4小时内Reflow 时效性印刷间隔超过1小时,需将焊膏回收
锡膏更换不同的焊膏绝对不能混用,更换不同型号焊膏时,应彻底清洗钢网和刮刀
PCB洗板先擦拭再清洗清洗溶液无水乙醇
无金手指PCB 可使用超声波清洗机清洗
Mark标示在清洗OK板上做Mark追踪炉后品质情况钢网清洗频率上线前、下线后、连续生产12H后、停线超过4小时
钢网湿洗时间一般5-10分钟钢网干洗时间一般5-10分钟
清洗检查孔壁清洁情况,确认无残留物检视频率100%
丝印质量依照《SPI检测PCB板不良时的处理流程》
当检测到不良时需确认是否为真正的不良,并按照不良处理流程处理经修理过后的产品须重新测试不合格数目同一不良现象连续出现5panel,需反馈给SPI/制程/设备工程处理
关键位置BGA/QFP/排阻
锡膏厚度
0.09mm~0.19mm之间
静电防护
配带静电手扣, 作业条件符合《静电防护工作指导书》贴片程序参数
MARK, 坐标设定,元件参数,取料参数,识别参数等
贴片位置符合BOM
贴片质量参照焊点工艺标准
如实填写上料和换料记录表
上料和换料须由巡线/主任确认后才可推入机器生产并填写记录表物料正确性
符合工单纸/BOM要求
料带一端有主任签名且为原料盘装料
使用其它料盘但已将原料号撕毁,且注明现使用料号并签名料号/碑文颗粒是否与工单相符
极性
上线前确认每盘颗粒的极性
贴片
1. 不良物料退回库房并隔离
2. 反
馈设备工程师
换线换料确认表SMT 生产换线表
换线换料确认表SMT 生产换线表
1. 首件
2. 每PCS 设备工程师设备操作员 1.首件
高速机
颗粒
不合格处理上料
SPI(锡膏检测)工作指导书
( F231300F)反馈设备工程师
不良物料退回库房并隔
离
SMT 生产换线表
制程工程师DEK操作员DEK操作员
SPI 人员 1. SMT 生产换线表2. IPQC巡检记录表每PCS 1. 首件2. 每PCS
1. 反馈SPI人员
2.反馈制程工程师
3.不符合品隔离
参数设置
丝网印刷
PCB装载
送板机
锡膏
钢板清洗机日保养记录表1. 首件2. 2H/次抽检
1.1Cycle/次
2.1Day/次PCB检查
1. 反馈制程工程师
2. 不符合品隔离
1. 反馈制程工程师
2. 不符合品隔离
DEK 钢网
气枪
橡胶搅拌刀擦拭纸张力计SPI
钢网
SMT 钢板清洗机操作与保养工作指导书( F231100F)洗板治具
钢网清洗机PCB/钢网清洗
设备工程师
设备操作员
程式
分料泛用机
分料上料记录制程人员DEK操作员5
6
7
8
SPI
丝印质量
SMT GX11标准作业工作指导书(F232900F)
SMT生产CM602 标准作业工作
指导书(F231400F)
SMT 生产换线表
DEK操作员
上板机静电框自动刮锡膏机操作工作指导书(F233100F)SMT 送板机 & MAGAZIN &
Buffer操作 工作指导书(
F233000F)
5
6
7
8
OK
NG
首件核对符合BOM
X-RAY 无偏位,连锡现象
关键位置BGA/QFP/Flash/CTL位置不可有反向检视频率100%检视
手动按压
特定要求位置,如Connector,USB等无偏位,反向,翘高等现象禁止手摆没有碑文的料件
手摆散料PCBA需标示,提醒目检重点检查,且需IPQC确认签字FLASH,BGA散料需置防于Tray盘以免损伤
接口散料需按放置于同一平面上不可堆叠以免损伤PIN脚不合格处理
修正/洗板温度设定与WI一致
链条速度与WI一致,一般半成品90cm/min,成品面85cm/min 程序名称依PCB料号,分半成品/成品升温速率< 2.5℃/秒降温速率< 5.0℃/秒
Soaking 150℃~210℃,60~120秒熔锡时间>217℃,45~75秒peak-temp
245±10℃1次/天一个板长
BGA类产品需开启氮气首件检查符合BOM/工单纸PCB外观参照外观检验规范焊点情况参照焊点工艺标准撕金手指后再检视
撕胶带时不允许使用尖锐利器(如镊子,美工刀等)工作台上只允许单一工单的产品产品不允许堆叠放置
不同产品承载容器、承载方式不同不良品隔离良品与不良品需区分放置
不良品标示
不良品须在板边粘别不良标签(不可贴至V-CUT处)半成品颗粒空焊
空焊颗粒,需粘贴高温胶带,防止二次过炉掉件配戴手套/使用离子风扇使用防静电周转工具
配带静电手扣, 作业条件符合《静电防护工作指导书》使用防静电周转工具符合BOM,ROHS 符合焊点工艺标准
清洁干净, 无残留物、起泡、发黄同一产品不得超过5次
标示工单号,日期,数量,线别等内容
双面板的PCBA在7天内完成第二次回流焊无掉板、撞件、刮伤现象使用防静电周转工具
15
半成品仓
V 1.0
制订日期:
制订/核准
制作人员:
版本:核准:
:核对 :品管检验 :制造检验 :作业符号说明静电周转车反馈主任
状态标识时效性14
C/O单转板人员每批产品防护静电防护
IPQC
SMT TRANSFER TO测试工作指
导书(F232600F)
放大镜IPQC 1. 反馈制程工程师2. 不符合品隔离
镊子
X-Ray
炉前QC
BTU
KIC 测温仪
测温板
安装KIC软体电脑
制程工程师
开启氮气过板间隙炉温程式
首件检查静电防护静电防护回流焊转板
物料正确性维修质量抽检巡检
IPQC巡检记录表
1. 首件
2. 抽检/批
1. 反馈制程工程师
2. 不符合品隔离
1. 不符合品隔离
2.要求目检全检
不符合品隔离
1.首件
2.每批/1k
3.每PCS
1. 反馈制程工程师
2. 不符合品隔离
1. 首件
2. 1D/次
炉温曲线
1. X-RAY首件测试记录表
2. 手摆料件跟踪记录
表
测量频率散料存放
手摆料件
外观质量手摆料
维修日报表SMT 目检不良记录表
每批维修员QC 目检
1.首件
2.每PCS
电烙铁
热风枪
镊子
防静电刷11
QC目检
离子风扇
罩板
放大镜
产品存放
返修次数状态标识
揭防焊胶带
10SMT生产(目检)工作指导书(F232100F)9
GSM(炉前QC)
13
12
SMT生产(目检)工作指导书
(F232100F)
SMT IPQC工作指导书
(F230800F)
SMT 热风炉操作 工作指导
书(F232200F)
制造部维修电烙铁操作使用
及保养工作指导书
(FA30300F)
PCBA维修
Profile
10NG
OK
NG
9
13
11
12
14
15
NG