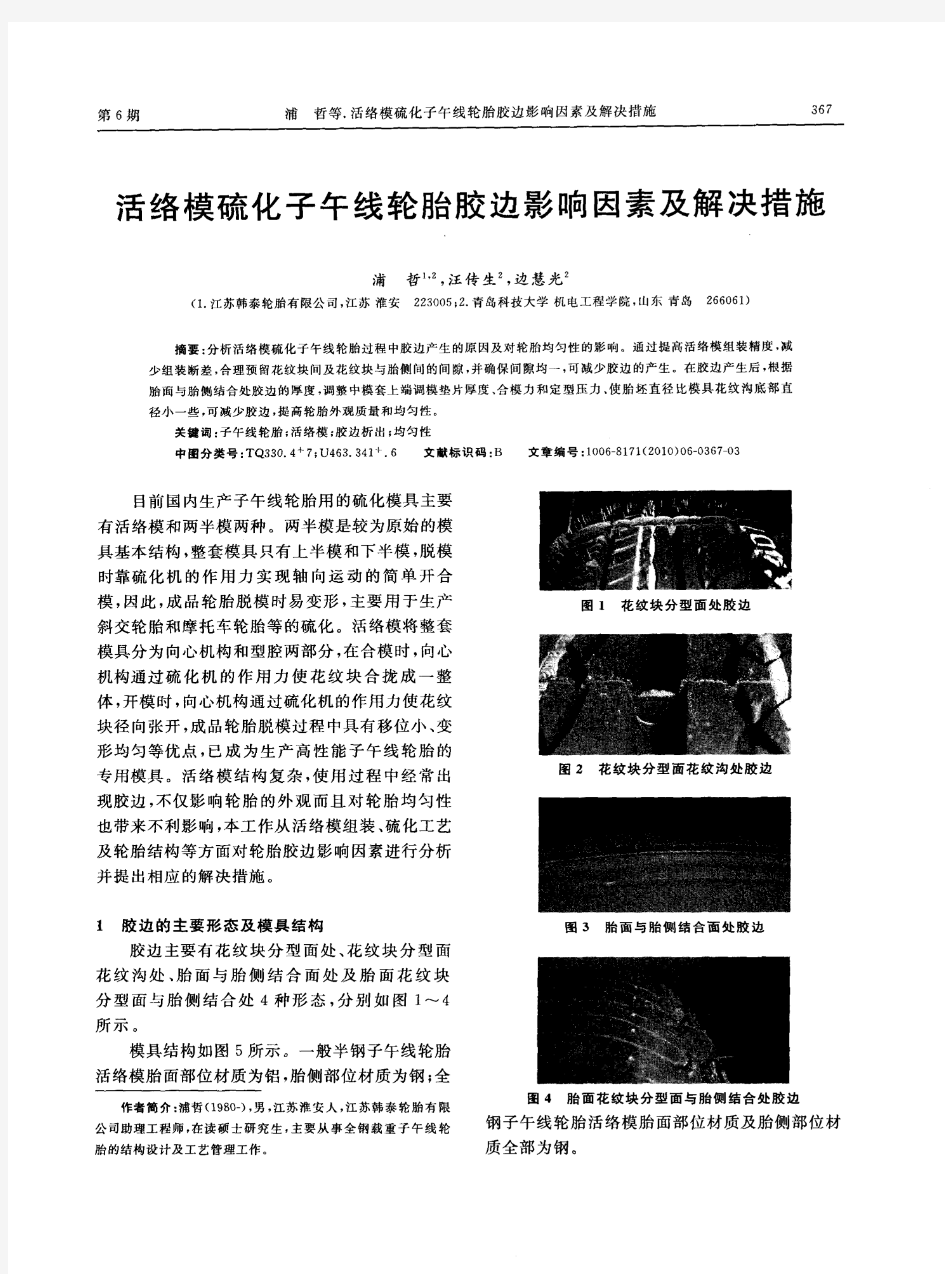
活络模硫化子午线轮胎胶边影响因素及解决措施

全钢载重子午胎质量缺陷产生原因及解决措施
全钢载重子午胎质量缺陷产生原因及解决措施 1胎里露线 胎里露线是指轮胎里面钢丝骨架材料内表面覆胶不足,钢丝露出胎里表面。胎里露线多在肩部或侧部出现。经过里程实验,出现露线的外胎在耐久实验15小时左右即出现肩部鼓包或爆破,基本没有使用价值,由于影响因素较多,因此,胎里露线是废品率很高的一种缺陷,也是全钢胎制造过程中最容易出现、最难解决的问题。 1.1原因分析 1.1.1胎里露线主要原因是机头平宽设计偏小或在成型过程中胎圈定位撑块出现漂移造成。成型机头宽度窄,两胎圈之间的帘线长度短,当硫化给内压时,由于胎胚外直径小于设计尺寸,伸张变形大,这样帘线会抽出内衬层导致胎里露线。 1.1.2材料分布不足也会产生胎里露线,如果胎面或垫胶的厚度或长度不够标准,在成型时强行拉伸,导致局部材料缺失,肩部内轮廓帘线伸展过渡,易出现胎里露线现象。 1.1.3内衬层的厚度及各部位的尺寸低于设计尺寸,或成型时贴合偏移,造成局部材料分布不均,或密封层的塑性过大均会造成肩部漏钢丝的现象。 1.1.4硫化定型失控也是造成成品肩部漏钢丝的不可忽视的原因。在硫化定型时,如果定型压力不能稳定在规定值,那么在合模过程中,胎胚外直径一直处于逐渐增大的状态,这样会有肩部部分胶料随着花纹块下移,造成上模花纹块处缺胶,成品胎里肩部露线。 1.1.5硫化机机械手定位高度过低,胎胚的中心线与胶囊中心线不吻合,定型时胎胚上部过度伸张,钢丝帘线析出内衬层表面,出现露线现象。 1.2 解决措施: 1.2.1 结构设计是内在因素,工艺和操作是外部因素。若存在着普遍的胎里露线现象,并且通过X光检测,发现胎体帘线成直线排列,则应重新考虑平宽的选取,一般增大2~4mm可解决。严格控制挤出、压型半成品部件的的尺寸,不合格的半成品部件严禁使用。 1.2.2 严格控制成型操作,每班开产前必须对成型鼓的平宽、送料架的定位尺寸进行测量,不符合要求的应通知维修人员解决后方可生产。同时要检查各种半成品部件是否符合施工条件,不合格的半成品严禁使用。 1.2.3 对于胎里露线的机台,在不装胎胚时进行胶囊定型,检查胶囊在一次压力下是否有继续增大的现象,如果有,则必须更换定型平衡阀膜片或平衡阀密封圈。严格控制硫化的一、二次定型压力,并在生产过程中周期性的检查,以防止发生波动。 1.2.4调整硫化机机械手下降高度和胶囊的拉伸高度,使二者中心线基本吻合,高度以胎胚下胎圈离模具钢圈表面20mm为宜。 2 胎圈漏钢丝(子口硬边) 胎圈漏钢丝是指胎圈着合面能看到钢丝包布印痕,甚至析出钢丝包布,有内胎轮胎常常伴有子口硬边出现。出现此问题的轮胎在使用过程中容易磨断包布钢丝,损坏胎体,造成子口爆破。 2.1原因分析 2.1.1胎侧压型过程中,耐磨胶尺寸超上公差,造成胎胚胎圈直径变小,在硫化定型时,上下钢圈压住子口将耐磨胶刮下,导致胎圈部位局部缺胶漏钢丝。 2.1.2成型时,胎侧定位光标间距偏小或操作失误,造成胎侧整体下移,胎圈部位胶料增厚、胎圈直径变小,硫化时造成局部缺胶。 2.1.3硫化定型过程中,由于机械手定中偏歪、定型不正,模具钢菱圈将一侧子口胶料甚至包布刮下,导致此处漏钢丝。 2.1.4钢丝圈直径在设计或卷曲过程中本身偏小。
浅析影响水泥胶砂强度的因素
浅析影响水泥胶砂强度的因素 作者:合阳县文章来源:合阳县点击数:1068 更新时间:2010-8-31 浅析影响水泥胶砂强度的因素 在影响水泥胶砂强度检验的诸多因素中,最重要的是检验人员操作技能的影响,所以必须进行重点控制,同时加强对计量器具、仪器设备的管理,加强对环境的管理,减少因人员、设备、环境、方法等方面的缺失造成的系统误差,提高检验水平,使其真正起到控制进场水泥产品质量的作用。 1、试验操作方法产生误差的理论分析 检验水泥强度等级时,各种不规范的操作方法对水泥强度等级的检验结果均有一定的影响,其中搅拌锅升不到位,搅拌叶片与搅拌锅间隙过大对水泥强度检验的结果影响较大,3d抗折强度最大可降低24%、抗压强度最大可降低12%;28d抗折强度可降低11%~13%、抗压强度可降低10%~12%。经试验分析,其中原因是搅拌机叶片与搅拌锅间隙标准应为(3±1)mm,使用一段时间后,由于机械部分的磨损,使搅拌锅常常升不到位,间隙逐渐变大,当搅拌叶片与搅拌锅间隙达7mm时,叶片与搅拌锅间未被搅起的胶砂料中水灰比小(<0.5),被搅起的胶砂料中水灰比大(>0.5),在振实成型的过程中未被搅起的胶砂料往往装在试模第2层上表面,最终被刮抹掉,实际装入试模中的胶砂料中用水量增大,水泥量减小,导致强度降低;或锅底未搅起的胶砂料不均匀地装入三联试模中,使试体强度离散性变大,导致数据无效。 当采用振实台成型时,第1层装入胶砂料比第2层多1/3时,测得有些水泥3d抗折强度比标准方法低5%~8%,抗压强度比标准方法低2%~3%;28d抗折强度与标准方法接近,抗压强度比标准方法稍有提高。分析其中原因,3d强度较低可能是由于第1层胶砂料较厚,胶砂中一些微小的气孔未被振出,3d水泥水化不充分,这些微小气孔未被水化产物填充,试体中孔隙率较大;28d后水泥水化较为充分,所以强度有所提高。另一些水泥2次振动成型装料厚度不等对强度影响不大,原因可能是这些水泥胶砂料中本身含气量较少或微气孔较易被振出。 当钢尺斜刮水泥胶砂试体时,钢尺变形向上鼓起,导致试体尺寸偏大,试验测得斜刮试体比标准试模高1.6~2.4mm,所以钢尺斜刮试体测得强度偏高。 加水量不准导致胶砂水灰比改变,水灰比大,强度低,反之则强度高。采用自动加砂时,由于仪器的原因,加砂漏斗提前关闭,一部分标准砂被截留,测得水泥强度变低。如中截留20g标准砂,则3d抗折强度降低4%~5%、抗压强度降低1%~3%;28d抗折、抗压强度均降低2%~3%。原因是胶砂试体中骨料减少,骨料吸水量减少,有效水灰比增大且骨料对胶砂试体起的强度作用也就减少了。 当水养后的水泥浆体在相对湿度为50%的空气中干燥时,其线收缩率可达0.2%~0.3%。当水泥胶砂试体从养护池中取出,不用湿抹布覆盖,又未及时破型,干燥收缩使其产生微裂纹,导致抗折强度下降,试验测得3d抗折强度降低4%~6%,28d抗折强度降低5%~7%。
水泥胶砂强度检验方法
水泥胶砂强度检验方法(ISO法) 国家质量技术监督局批准 GB/T17671—1999 Idt ISO 679:1989 本国前言 本标准是根据ISO679:1989《水泥试验方法——强度測定》制订的,主要内容与ISO679完全一致,某些地方根据中国情况作了修订。其抗压强度检验结果与ISO679:1989等同。 本标准采用中国的ISO标准砂,其鉴定、质量验证与质量控制以德国标准砂公司的ISO 基准砂为基准材料。 本标准规定可用振幅0.75mm,频率2800次/分~3000次/分的震动台为代用振实设备,其振实操作细则列入第7章中。本标准测定结果有异议时以基准法为准。 本标准在以下三个地方较ISO679:1989作了更具体的规定。 1.在“1范围”里增加“本标准适用硅酸盐水泥、普通硅酸盐水泥、矿渣硅酸盐水泥、粉煤灰硅酸盐水泥、复合硅酸盐水泥、石灰石硅酸盐水泥的抗折与抗压强度的检验。其它水泥采用本标准时必须研究本标准规定的适用性”。 2.在“8.1脱模前的处理和养护”增加“两个龄期以上的试体,在编号时应将同一试模中的三条试体分在两个以上龄期内”。 3.在“10.2试验结果的确定”增加“10.2.1抗折强度”,“以一组三个棱柱体抗折结果的平均值作为试验结果。当三个强度值中有超出平均值±10%时,应剔除后再取平均值作为抗折强度试验结果。” 本标准由全国水泥标准化技术委员会归口。 本标准由中国建筑材料科学研究院水泥科学与新型建筑材料研究所负责起草。 参加本标准起草的单位名单附在本标准封底。 本标准主要承办人:张大同、王文义、白显明、杨基典、肖忠明、颜碧兰、王昕、陈萍、刁志坚、江丽珍、赵双全 ISO 679:1989(E) 前言 ISO(国际标准化组织)是世界性国家标准部门(ISO成员单位)的联合会。国际标准起草工作通常是由ISO技术委员会完成的。对技术委员会已确定课题感兴趣的每一个成员单位有权向委员会提出建议,与ISO联络的政府和非政府国际组织也可参加工作。对于所有电工材料标准化工作,ISO和国际电工委员会(IEC)进行共同研究。 由技术委员会起草的国际标准草案在ISO接受为国际标准之前应得到其成员的认可。按ISO程序要求至少有75%的成员单位表示同意。 国际标准ISO679是由ISO/TC74水泥和石灰技术委员会起草。 GB/T17671—1999 Idt ISO679:1989 目录 1.范围 2.引用标准 3.方法概要
全钢子午线轮胎新新用橡胶常用胶种跟性能
全钢子午线轮胎用橡胶常用胶种及性能 1、天然橡胶 全钢子午胎厂使用的天然橡胶一般有两种牌号,即SMR10和SMR20。对于这两种标准胶的质量标准原执行马来西亚天然橡胶研究院1979年颁布的No.9标准。 主要成分:高顺式聚1,4-异戊二烯和蛋白质等。 性能指标:国际上多采用马来西亚橡胶协会的标准作为参考,结合本国和本企业的内部标准对胶料性能予以控制,以下为橡胶制品中常用的天然橡胶品种的性能指标: SMR 10CV SMR 10 SMR 20CV SMR 20 Parameter SMR CV60 SMR CV50 LATEX SMR L SMR 5 SHEET MATERIAL a SMR CP BLEND FIELD GRADE MATERIAL Dirt retained on 44u aperture (max,% wt) 0.02 0.02 0.02 0.05 0.08 0.08 0.08 0.16 0.16 Ash content (max, %wt) 0.50 0.50 0.50 0.60 0.75 0.75 0.75 1.00 1.00 Nitrogen (max, %wt) 0.60 0.60 0.60 0.60 0.60 0.60 0.60 0.60 0.60 V olatile matter(max, %wt) 0.80 0.80 0.80 0.80 0.80 0.80 0.80 0.80 0.80 Wallace rapid plasticity (P0) (min) -35 30 --30 -30 Plasticity retention index (PRI) (min, %)b 60 60 60 60 50 50 50 40 40 Lovibond Colour: individual value (max) -- 6.0 ------ rang (max) -- 2.0 ------
影响水泥胶砂强度检验误差因素分析论文
影响水泥胶砂强度检验误差的因素分析摘要:由于水泥是建筑施工企业一种重要的原材料,而水泥胶砂强度值又是检验水泥质量的一个重要指标。本文通过对标准砂、试验条件、仪器设备、试验操作四个方面来分析影响水泥胶砂强度检验误差的因素,以实现对影响的主要因素进行控制。从而达到规范中对检验方法的精确性和再现性的要求。 关键词:水泥胶砂强度检验误差水化 abstract: due to the cement is a construction enterprise one of the important raw materials, and cement grinding strength value of the cement quality inspection is one of the important indexes. this article through to the standard sand, test conditions, apparatus, equipment, the test operation four aspects of analysis on strength of cement grinding the factors error inspection, in order to influence factors of control. thus achieve a standard test method for the accuracy and reproducibility requirements. keywords: cement grinding strength test error hydration 中图分类号:tn707 文献标识码:a 文章编号: 水泥是混凝土重要胶凝材料。水泥强度是水泥胶结力的体现,是影响混凝土强度的主要因素。而水泥胶砂强度检验值又是评定水泥强度等级的主要指标,其检验误差是否足够小,直接影响对水泥质量的评定。我们知道由于水泥胶砂强度检验程序较为复杂,因此,
实验 水泥胶砂强度实验
实验(一)水泥胶砂强度实验 一、实验目的:1检验水泥的强度,确定水泥的强度等级。2水泥细度检验。 二、实验的主要仪器设备: (1)行星式水泥胶砂搅拌机。型号(jj-5型)。 (2)振实台、型号(2S-15型)。 (3)标准恒温恒湿养护箱(yh-40B型)。 (4)抗折强度实验机 (5)抗压强度实验机:电液式压力试验机TYA----2000型。 (6)试模,由三个水平的模槽组成,可同时成型三条棱长为40mm、40mm 、长为160mm 的棱形试体, (7)抗压夹具、金属直尺、天平(精度为±1g)等。 (三)实验时间:2009年9月15日。 (四)实验步骤: (1)将试模擦净并在模板的四周及与底座的接触面上涂抹黄油,使其紧密装配,防漏浆,内壁稍稍涂上一层机油,然后将试模和模套固定在振实台上。 (2)一次成型三条试体,需称量水泥(450±2)g ,标准砂(1350±5)g ,用水量225ml。(3)使搅拌机处于待工作状态,把水加入锅里,再加入水泥,把锅放在固定架上,上升至固定位置,开动机器。低速搅拌30 s 后,在第二30 s 开始的同时均匀地将砂子加入。当各级砂是分装时,从最粗粒级开始,依次将所需的每级砂量加完,把机器转至高速再拌30s 。停拌90 s ,在第一15 s 内用一胶皮刮具将叶片和锅壁上的胶砂,刮入锅中间,在高速下继续搅拌60 s 各个搅拌阶段,时间误差在±1s内。 (4)用一个适当的勺子直接从搅拌锅里将胶砂分层装入固定在振实台上的试模内。装第一层时,每个槽里约放300g胶砂,用大播料器垂直架在模套顶部沿每个模槽来回一次将料层播平,接着振实60次。再装入第二层胶砂,用小播料器播平,再振实60次。移走模套,从振实台上取下试模,用一金属直尺以近似900的角度架在试模模顶的一端,然后沿试模长度方向以横向锯割动作慢慢向另一端移动,一动将超过试模部分的胶砂刮去,接着在试模上做标记或加字条标明试体编号。 (五)试件养护: (1)将成型好的试件连模放入标准养护箱内养护,在温度为(20±1)0c,相对湿度不低
全钢子午线轮胎10.00R20测温报告
1硫化测温准备工作 1.1测温轮胎规格: 测试轮胎为10.00R20规格XXX花纹16PR的全钢子午线轮胎。 1.2主要试验设备: 高铁硫化仪、硫化测温仪、笔记本电脑、63.5”双模定型硫化机等。 1.3测温模具准备: 根据测温导线总数,将测温用硫化模下侧模板开1个直径20mm的圆孔,留出导线口。 1.4测温导线的准备: 此次测温选取WL-Ⅳ型热电偶,将埋入轮胎的一端进行绞接,并将每对热电偶标识。根据测温点数量,准备24对热电偶线。 1.5埋线位置的确定: 根据硫化测温资料和测温经验,我们重点选那些重要而又具有代表性的位置,如:在轮胎使用中易出现质量问题的子口、胎肩、胎冠等位置。详见附图。 1.6埋线: 此次测温选择胎胚成型时埋线,依据预先确定并绘制的埋线图,及半成品设计尺寸与施工标准,对成型好的胎胚依次准确定位埋线,并进行固定。 2测温 我们于10月30日对10.00R20的XXX花纹16PR规格进行了测温,选择A2硫化机,按照现硫化工艺条件进行硫化。硫化工艺附后。
硫化计时开始后,测温间隔时间取10秒。在轮胎硫化结束出模后,正常条件下自然冷却至130℃左右为止。 3各部位胶料活化能计算 取轮胎各部件共12种胶料分别做141℃、151℃、161℃三个温度下的不同硫化程度 条件,根据阿累尼乌斯方程求算出各部件胶料活化能。 阿累尼乌斯方程:log(τ1/τ2)=E/(2.303R)*((t2-t1)/t2*t1) τ1、τ2: 正硫化时间t90 (min); t1、t2: 硫化温度(K) E: 活化能(KJ/mol) R: 气体常数(8.3143J/mol*K) 4测温数据的处理 根据试验室做出的151℃各胶料T90值以及求算出的胶料活化能,运用阿累尼乌斯方程对测温记录数据进行处理,求算出151℃等效硫化时间,并得出当前工艺条件下轮胎硫化程度。上述过程采用硫化测温仪自动计算。 等效硫化时间计算公式:Tg= exp{E/R(1/T0–1/T)}dt tm: 硫化终止时间(min) ts: 硫化起始时间(min) E: 活化能(KJ/mol) R: 气体常数(8.3143 J/mol*K)
橡胶硫化工艺
橡胶硫化工艺方法 一、传统橡胶硫化工艺 1、影响硫化工艺过程的主要因素: 硫磺用量。其用量越大,硫化速度越快,可以达到的硫化程度也越高。硫磺在橡胶中的溶解度是有限的,过量的硫磺会由胶料表面析出,俗称“喷硫”。为了减少喷硫现象,要求在尽可能低的温度下,或者至少在硫磺的熔点以下加硫。根据橡胶制品的使用要求,硫磺在软质橡胶中的用量一般不超过3%,在半硬质胶中用量一般为20%左右,在硬质胶中的用量可高达40%以上。 硫化温度。若温度高10℃,硫化时间约缩短一半。由于橡胶是不良导热体,制品的硫化进程由于其各部位温度的差异而不同。为了保证比较均匀的硫化程度,厚橡胶制品一般采用逐步升温、低温长时间硫化。 2、硫化时间:这是硫化工艺的重要环节,时间过短,硫化程度不足(亦称欠硫)。时间过长,硫化程度过高(俗称过硫)。只有适宜的硫化程度(俗称正硫化),才能保证最佳的综合性能二、橡胶硫化工艺方法 按硫化条件可分为冷硫化、室温硫化和热硫化三类。 1、冷硫化可用于薄膜制品的硫化,制品在含有2%~5%氯化硫的二硫化碳溶液中浸渍,然后洗净干燥即可。 2、室温硫化时,硫化过程在室温和常压下进行,如使用室温硫化胶浆(混炼胶溶液)进行自行车内胎接头、修补等。 3、热硫化是橡胶制品硫化的主要方法。根据硫化介质及硫化方式的不同,热硫化又可分为直接硫化、间接硫化和混气硫化三种方法。 ①直接硫化,将制品直接置入热水或蒸汽介质中硫化。 ②间接硫化,制品置于热空气中硫化,此法一般用于某些外观要求严格的制品,如胶鞋等。 ③混气硫化,先采用空气硫化,而后再改用直接蒸汽硫化。此法既可以克服蒸汽硫化影响制品外观的缺点,也可以克服由于热空气传热慢,而硫化时间长和易老化的缺点。 三、橡胶硫化工艺: 橡胶在未硫化之前,分子之间没有产生交联,因此缺乏良好的物理机械性能,实用价值不大。当橡胶加入硫化剂以后,经热处理或其他方式能使橡胶分子之间产生交联,形成三维网状结构,从而使其性能大大改善,尤其是橡胶的定伸应力、弹性、硬度、拉伸强度等一系列物理机械性能都会大大提高。橡胶大分子在加热下与交联剂硫磺发生化学反应,交联成为立体网状结构的过程。经过硫化后的橡胶称硫化胶。硫化是橡胶加工中的最后一个工序,可以得到定型的具有实用价值的橡胶制品。? 四、注压成型硫化工艺: 普通模压与注压最明显的区别在于前者胶料是以冷的状态充入模腔的,而后者则是将胶料加热混合,并在接近硫化温度下注入模腔。因而,在注压过程中,加热模板所提供的热量仅仅只用于维持硫化,它能很快将胶料加热到190℃-220℃。在模压过程中,由加热模板所提供的热量首先要用于预热胶料,由于橡胶的导热性能差,如果制品很厚,热量要传导到制品中心需要较长的时间。采用高温硫化也可在一定程度上缩短操作时间,但往往导致靠近热板的制品边缘出现焦烧。采用注压法硫化,可以缩短成型周期,实现自动化操作,这对大批量生产最为有利。注压还具有以下优点:可以省去半成品准备、起模和制品修边等工序;可以生产出尺寸稳定、物理机械性能优异的高质量产品;减少硫化时间,提高生产效率,减少胶料用量,降低成本,减少废品,提高企业经济效益。 五、注压成型硫化工艺注意事项:
浅析影响水泥胶砂强度的因素
浅析影响水泥胶砂强度的因素 对水泥胶砂强度产生影响的因素较多,笔者在此结合个人工作经验对各因素进行分析探讨,并提出相关的应对措施,供同行参考。 标签:水泥胶砂;强度;影响因素 1 前言 国家经济的飞速发展带动了水泥工业的蓬勃发展,为适应国际潮流,统一检验标准,我国也在2001年采用GB T17671-1999的新方法-ISO法水泥产品新标准,来对六大通用水泥强度进行检验。作为一种十分重要的建筑材料,水泥在工业与民用建筑以及公路、桥梁、铁路和国防等工程中的应用都非常的广泛。因此,对于水泥的质量要求就相应的较为严格,也受到了多方面的关注。评定水泥质量优劣的一个重要指标便是水泥的强度,另外水泥的强度也是设计混凝土配比的一个依据。因此分析影响水泥强度检验的因素并予以解决,这对于确保水泥胶砂强度的检验结果有着重要的影响。 2 试验环境对于水泥胶砂强度的影响 2.1 温湿度对于水泥胶砂强度的影响 首先,环境的湿度和温度对于水泥的水化有着重要的影响,因为水泥是一种粉末状的物体,环境温度的降低能够减缓水泥的水化作用,而温度的升高则会加快水泥的水化作用。因此,适当的湿度和温度不但能够确保水泥的凝结硬化,而且还能够确保水泥的充分水化,从而能够有效的保证水泥的强度。因此,要注意对环境条件的控制,借以确保水泥胶砂的检测的准确可靠。环境的温度和湿度对于水泥胶砂强度的影响具体表现在以下三个方面: (1)水泥胶砂的强度会随着空气的温度和养护水温度的降低而出现下降,并且当温度的差值保持在6度到7度时,那么水泥胶砂的强度会明显相差一个等级,如果环境的温度偏高,那么水泥胶砂的强度也会随之增高。 (2)对于上述情况应该在控制标准的基础上把养护箱温度提高5度左右,这样不同龄期的抗压强度也会随着温度的提升而增加。一般而言,水泥胶砂的后期强度会比早期强度受到温度的影响偏小一些。 (3)空气温度以及养护箱湿度的变化都会造成水泥强度的降低。 2.2 对于上述问题的解决办法 鉴于养护室温度的变化对于水泥硬度的影响的情况,应该建立标准湿度的养护室,并且要保证养护室的湿度高于50%。除此之外,其温度也应该控制在18-22
水泥胶砂强度试验方法步骤
水泥胶砂强度检验方法(ISO法) 附录2 水泥胶砂强度试验方法标准修订说明 一、关于等同采用ISO679:1989(国际法)的原因和意义 我过现行水泥强度检验方法GB177—85是七十年代经过广泛研究,对原强度方法作重大修改后提出的,于1977年批准实施。1985年作了一次修订后执行至今的。该方法在胶砂塑性状态、胶砂制备工艺、试件尺寸形状、试件制备与养护等方面基本上与国际法类同,但由于标准砂的颗粒范围、级配、胶砂用水灰比差别较大,在强度数值上也形成较大的差别。而且这种差别对于不同厂的水泥是不一样的。目前世界上主要的水泥坑2生产过大部分已采用或正在转向采用ISO679:1989,我国现正在谋求加入世贸组织,按照关贸总协定的要求“从1980年1月1日起国际贸易中的商品贸易中的商品认证制度以国际标准为依据”。因此国务院要求我国的主要工业产品在九五计划期间,除环境条件不许可的外都要尽可能采用国际标准。水泥是属于基本的建筑材料,而ISO679:1989的可行性之后展开了有关内容的研究,经过三年多的研究,主要工作均已完成。但由于水泥强度性能的检测方法影响面大,它的任何改动势必引起行业内外的关注,在本项目研究过程中也不断收到不同意采用ISO679;1989的意见,然而经过有关方面的共同研讨,特别是不是1997年2月国家建材局科技委召开的水泥界专家论证会,一致认为水泥强度检验方法与国际接轨是必要的,是符合经济国际化的大趋势,也有利于我国水泥工业水平的提高。 二、修订要点 现提出的等同采用ISO679:1989的强度试验方法与GB177—85相比有以下主要差别:1.标准砂由0.25mm—0.65mm改为0.08mm—2.0mm三级。 标准砂是测定水泥强度的基准材料。GB177—85用的标准砂是1977年确定并开始在全国使用的,它由0.25mm—0.40mm占60±5%,0.40mm—0.65mm占40±5%两部分组成。在0.25mm—0.40mm砂中以0.25mm—0.30mm砂占多数。与其相比ISO标准砂范围要宽得多,粒度级配性更高,它由0.08mm—0.50mm,0.50mm—1.0mm,1.0mm—2.0mm各占三分之一细、中、粗砂组成,在细砂中还要控制0.08mm—0.16mm的数量为12±5%,粗砂中标,1.60mm—2.0mm的为7±5%。此外它还要求任何一个国家任何一年生产的标准砂与基准砂的28天比对强度误差不大于5%。 这种改变使试验胶砂中标准砂更接近于拌合料中的骨料状态。同时给标准砂的生产和控制以全新的概念,在生产上必须改变采用单一永久性矿点的习惯,在质量控制上以28天抗压强度为基准进行动态控制。由于标准砂的改变也必然给方法的胶砂组成中的其它组成、胶砂制备方法和强度结果值带来影响。 2.胶砂组成中的灰砂比由表及里1:2.5改为1:3.0,水灰比由0.44左右变至今0.50。在七十年代确定采用0.25mm—0.65mm标准砂时曾进行过1:2.5,1:2.75和1:3.0灰砂比的比对研究试验。当时为了获得较好的和易性和较高的强度值,选择了1:2.5的灰砂比。 此次修订改为1:30灰砂比,与修订前相比水泥的比例下降,胶砂组成更靠近的情况。水灰比一般受标准砂和灰砂比的制约,标准砂级配性越差,水泥含量越少水灰比则越大。采用ISO679:1989的标准砂和灰砂比时用法0.50水灰比的胶砂流动度约在190mm上下远比
胶砂强度影响因素
浅析影响水泥胶砂强度的主要因素 王晓红 涟水县建设工程质量检测中心江苏省223400 摘要:水泥是应用最广的重要建筑材料,其质量的优劣直接关系到混凝土及其相关制品的质量,在水泥检测的所有项目中,水泥胶砂强度是水泥在工程应用时的一项非常重要的必检项目,其检测结果的准确性直接关系到水泥在建筑施工中的正确使用以及工程结构的质量,同时也是衡量水泥强度等级的重要指标。为提高水泥强度的检验精度,真实反映受控水泥的强度,服务于工程建设,文章根据现行标准,分析了影响水泥胶砂强度检测的主要因素,并对检测中有关问题进行了探讨和研究。 关键词:水泥强度试模抗折抗压试验条件试验操作影响 中图分类号:TQ172文献标识码:A文章编号: 前言:水泥质量检验的准确性是保证工程建设质量的重要因素之一。从江苏省建设厅对全省工程质量检测机构多次组织的水泥比对试验结果,以及日常工作中自我比对的结果来看,水泥胶砂强度的离散性较大。笔者根据近二十年的检测工作实践,理论联系实际,对影响水泥胶砂强度的主要因素进行剖析,提出了检测水泥胶砂强度应注意的几个重点方面问题。
1试验设备的影响 1.1试模的影响 使用的水泥胶砂试模,其材质和制造尺寸应符合JC/T726-2005《水泥胶砂试模》要求,试模为40mm×40mm×160mm可拆卸的三联试模。试模模腔的基本尺寸是长(A)为160mm±0.8mm,宽(B)不为40mm±0.2mm,深(C)为40.1mm±0.1mm。当试模不符合标准规定时,就不能保证试体的形状和尺寸,影响水泥强度测定结果。模腔尺寸增大会使检测结果偏高,尺寸减小使结果偏低;试模必须符合重量要求,总重量要求达到6.25kg±0.25kg的标准。过轻和过重都会直接影响振实台的频率,使强度结果发生偏差。 1.2加水器的影响 目前,我们很多检测部门,使用的是容量为(2251)ml的自动加水器,却很少考虑过其容量的准确性,据本人反复试验得知,加水量的大小直接影响水泥强度的检测结果。当加水量大于标准量时,强度会偏低,加水量小于标准量时,强度会偏高。据实验统计,加水量增减10ml时,抗压、抗折均有明显变化,按百分比计,加水量波动1%,则抗压强度相应变化2%左右。因此,在实际操作中加水量一定要准确,使用自动加水器时一定要进行严格标定,以免影响检测结果的准确性。 1.3养护箱的影响
轮胎硫化操作实习报告
毕业实习报告 所在系:机械工程系 专业班级:08级机制3班 姓名:李航 实习单位:汽轮有限公司 实习课题:轮胎硫化操作 实习时间:10年7月1日到10年12月31日
指导教师:王志航实习成绩: 山西学院
轮胎硫化操作实习报告 摘要:找了一个实习的机会,在化工单位虽然不是我学的专业,但我也很高兴。又可以多学一些知识。为我以后的就业增加了一些资本。在这个单位主要是做轮胎的硫化,对中间控制项目的分析及学习。最后是一点心得体会。 一企业概况 山东德瑞宝轮胎有限公司位于东营市广饶经济及开发区,注册资本21000元,是一家集全钢子午胎半钢子午胎和销售于一体的大型现代化轮胎企业。 2010年,公司投资23亿元,新征地666700平方米,开工建设年产600万套全钢载重子午胎项目和年产2400万套半钢子午线轮胎项目,打造大型现代化轮胎研发生产基地。2010年12月,工程一期300万套全钢子午胎生产线全部竣工投产,达到年产全钢载重子午胎300万套的生产规模,可实现销售收入50亿元,利税6亿元,十二五期间,实现年产600万套全钢和2400万套的全部达产,届时可实现销售收入260亿元,利税18亿元。在技术领域的不断创新和进步,让德瑞宝不断在汽车世界实现自己的价值。 公司现拥有“德瑞宝、昊龙、DERUIBO”三大品牌,产品设计涵盖全钢子午线轮胎、半钢子午线轮胎全规格系列,并开发了全轮位、驱动专用、无内胎、短途、矿山、特种胎等具有针对性的七大系列150余种产品。公司销售网络覆盖欧洲、美洲、非洲、东南亚等多个国家和地区,并在国内各大省市和地区建立起了完善的销售服务网点。产
影响水泥胶砂强度试验结果的因素分析
影响水泥胶砂强度试验结果的因素分析 发表时间:2018-11-16T19:47:29.543Z 来源:《基层建设》2018年第28期作者:黄钢1,2 [导读] 摘要:强度是水泥重要的物理力学性能之一,以水泥胶砂强度结果体现。 1湖南省第六工程有限公司湖南长沙 410015; 2湖南科创高新工程检测有限公司湖南长沙 410004 摘要:强度是水泥重要的物理力学性能之一,以水泥胶砂强度结果体现。水泥胶砂强度既是评价水泥质量的重要技术指标,又是工程混凝土配合比设计的重要参数之一。本文通过大量试验,系统分析了水泥加入量、成型方式、养护温度、加荷速率等四种因素对水泥胶砂强度检测结果的影响,从而再次证实了在检测水泥胶砂强度时,必须严格执行国家标准的结论。 关键词:水泥;胶砂强度;试验;质量;因素 1.引言 水泥是一种加水拌合后即可成为可塑性浆体,能在水中及空气中保持并发展强度的水硬性胶凝材料。水泥因能粘接砂、石、陶粒、淘沙等散粒状材料和砖、砌块等块状材料,所以是当前最为常见以及应用最为广泛的建筑材料。目前水泥作为建筑材料主要用于混凝土、砂浆等水泥基材料中。在我国现行标准中,水泥种类繁多,其命名主要按不同类别,分别以水泥的主要水硬性矿物、混合材料、用途和主要特性进行,其中广泛使用的水泥便是通用硅酸盐水泥[1]。水泥质量的好坏直接影响到混凝土、砂浆等水泥基材料的质量,同时也影响其相关制品的质量,关系到建筑构造物的安全及建筑制品的耐久性。水泥的质量主要包括化学性能和物理性能,而物理性能包括水泥细度、标准稠度、凝结时间、安定性以及胶砂强度等指标。在以上指标中,水泥胶砂强度最为重要,其检测结果的准确与否直接关系到建筑施工中水泥材料能否合理使用甚至关系到工程结构的质量安全。 影响水泥胶砂强度检测质量的因素有很多,这其中包括:水泥胶砂配比(水泥加入量)、操作参数(成型方式)、养护条件(成型室温、养护温湿度)、试验机平衡锤位置、受压面方向、加荷速率、不同抗压夹具等,上述因素对胶砂强度最终检测结果影响显著,如果在检测过程中不重视这些影响因素,不严格执行相关标准,就不能够真实反映水泥的自身强度。因此,本文通过进行大量反复试验,详细地分析了水泥加入量、成型方式、带模养护温度和加荷速率等因素对水泥强度检测结果的影响,研究结果对现有条件下准确评定水泥强度具有规范和指导作用。 2.原材料及实验方法 2.1实验原材料 1)水泥:南方水泥有限公司生产的南方牌P?O42.5级水泥,水泥性能参数见表1,化学成分见表2。 2)石英砂:厦门艾思欧标准砂有限公司产中国ISO标准砂。 3)水:自来水。 2.2实验仪器 表3为实验所用到的仪器设备 2.3实验方法 水泥取样依据GB12573-2008《水泥取样方法》[2];水泥胶砂强度实验依据GB/T17671-1999《水泥胶砂强度检验方法(ISO法)》[3]。 3、实验结果分析
轮胎用橡胶塑料及配方
轮胎用橡胶塑料及配方 胶料配方:生胶(弹性体)、硫化剂、硫化促进剂和活性剂、防焦剂、活性(补强剂)和非活性填充剂、改性剂、增塑剂、防老剂。 汽车配方轮胎胎面 一、生胶 天然橡胶、丁苯橡胶、顺丁橡胶并用 天然橡胶(NR)以橡胶烃(聚异戊二烯)为主,含少量蛋白质、水分、树脂酸、糖类和无机盐等。弹性大,定伸强度高,抗撕裂性和电绝缘性优良,耐磨性和耐旱性良好,加工性佳,易于其它材料粘合,在综合性能方面优于多数合成橡胶。缺点是耐氧和耐臭氧性差,容易老化变质;耐油和耐溶剂性不好,第抗酸碱的腐蚀能力低;耐热性不高。使用温度范围:约-60℃~+80℃。制作轮胎、胶鞋、胶管、胶带、电线电缆的绝缘层和护套以及其他通用制品。特别适用于制造扭振消除器、发动机减震器、机器支座、橡胶-金属悬挂元件、膜片、模压制品。 丁苯橡胶(SBR)丁二烯和苯乙烯的共聚体。性能接近天然橡胶,是目前产量最大的通用合成橡胶,其特点是耐磨性、耐老化和耐热性超过天然橡胶,质地也较天然橡胶均匀。缺点是:弹性较低,抗屈挠、抗撕裂性能较差;加工性能差,特别是自粘性差、生胶强度低。使用温度范围:约-50℃~+100℃。主要用以代替天然橡胶制作轮胎、胶板、胶管、胶鞋及其他通用制品。 顺丁橡胶(BR)是由丁二烯聚合而成的顺式结构橡胶。优点是:弹性与耐磨性优良,耐老化性好,耐低温性优异,在动态负荷下发热量小,易于金属粘合。缺点是强度较低,抗撕裂性差,加工性能与自粘性差。使用温度范围:约-60℃~+100℃。一般多和天然橡胶或丁苯橡胶并用,主要制作轮胎胎面、运输带和特殊耐寒制品。 二、硫化剂 硫磺,它能使橡胶分子链起交联反应,使线形分子形成立体网状结构,可塑性降低,弹性剂强度增加的物质。除了某些热塑性橡胶不需要硫化外,天然橡胶和各种合成橡胶都需配入硫化剂进行硫化。橡胶经硫化后才具有宝贵的使用价值,力学性能大大提高。 三、硫化促进剂和活性剂 促进剂CZ、促进剂NOBS、促进剂D、氧化锌、硬脂酸。在硫化过程中,促进剂可使橡胶的硫化反应发生很大的变化。在促进剂存在的情况下,降低了硫环的断裂活化能,由于促进剂本身的裂解,增加了体系中的自由基或离子的浓度,加速了硫化链反应的引发和链增长反应,提高了硫化反应速度,与次同时,也改善了硫化胶的结构和性能。 四、防焦剂 能防止胶料在操作期间产生早期硫化(即焦烧现象)的助剂。一般包括亚硝基化合物(如N-亚硝基二苯胺等)、有机酸类(如苯甲酸、邻苯二甲酸酐等)和硫代亚酰胺类(如N-环已基硫代邻苯二甲酰亚胺)等。 五、活性增补剂 炭黑,橡胶用炭黑如轮胎行业,橡胶密封件,减震件等等,橡胶制品中配合一定量的炭黑可以起到补强和填充作用以改善橡胶制品的性能。 六、非活性填充剂 陶土,少量的应用于轮胎脚镣中,以减低生胶的消耗量。套图还可以支撑水悬浮液,用以防止胶片和胶粒存放时相互粘着。 七、改性剂 改性剂用于胶料中的目的是使胶料增加粘性,提高生脚镣的内聚强度和改善橡胶的粘附性
水泥胶砂强度检测的影响因素和控制措施
水泥胶砂强度检测的影响因素和控制措施 发表时间:2017-09-14T10:15:54.050Z 来源:《基层建设》2017年第13期作者:刘思龙蔡世葵林裕峰 [导读] 摘要:对水泥胶砂强度检测过程中的影响因素,如人员操作、检验条件和仪器设备等,进行了详细分析,并提出了相应的控制措施,以提高水泥胶砂强度的检测质量。 广州建设工程质量安全检测中心有限公司广东广州 510440 摘要:对水泥胶砂强度检测过程中的影响因素,如人员操作、检验条件和仪器设备等,进行了详细分析,并提出了相应的控制措施,以提高水泥胶砂强度的检测质量。 关键词:水泥胶砂强度;检测;影响因素;控制措施 Influencing factors on test of cement mortar strength and corresponding control measures LIU Si-long, CAI Shi-kui, LIN Yu-feng (Guangzhou Testing Center of Construction Quality and Safety Co., Ltd., Guangzhou 510440) Abstract: The influencing factors on test of cement mortar strength, such as operation, test condition and instrument, are discussed in detail. Furthermore, the corresponding control measures are presented in order to improve the testing quality of cement mortar strength. Key words: cement mortar strength; test; influencing factor; control measure 1. 引言 水泥作为一种重要的胶凝材料,广泛应用于各种建筑工程,如桥梁、大坝和地铁等,其质量优劣直接影响建筑工程的安全性。水泥胶砂强度是判定水泥合格与否的主要指标,目前我国现行标准《水泥胶砂强度检验方法》GB/T17671-1999和《通用硅酸盐水泥》GB 175- 2007对水泥胶砂强度检测方法和评判依据进行了详细规定,但是笔者在检测过程中发现,水泥胶砂强度检测的影响因素有很多,如人员操作、检测条件和仪器设备等。为此,本文从分析水泥胶砂强度检测的影响因素出发,探讨提高水泥胶砂强度检测质量准确性的措施。 2. 水泥胶砂强度影响因素分析 2.1取样的影响 水泥取样工作是水泥检测过程中的首要环节,水泥进场时应按批次进行取样,送检时一些工地有时为了图方便,随意抽取一袋水泥送检,导致委托检验的水泥样品没有代表性。另一方面,部分试验室对接收的样品未按规定要求进行处理,导致水泥样品混入杂物,影响了试验结果的准确性。此外,若样品存放时密封不严密导致样品受潮、结块,使该样品的实际强度下降,也会影响强度检测结果。 2.2 人员操作的影响 在试验过程中,对于相同的样品,不同的检测人员,由于操作不规范,易造成极大的偏差,导致数据失真。比如进行成型操作的时候,必须严格按照相关要求分层进行装胶砂,在装胶砂的时候,第一层为总质量的一半,大约为 900g,第二层把剩下的大约质量为 1125g 的胶砂全部装完,在相同振实次数下,假如第一层装的太少,则导致水泥强度偏低;反之则偏高。假如三个模槽各层质量不一样,强度便会出现严重偏差。比如在刮平过程中,一旦操作人员的刮平手法不够熟练,掌握不到位,就会导致水泥试体出现凹凸不还有平的表面,产生局部受力而使水泥试件具有的强度大大降低。 2.3 检测条件的影响 2.3.1 试验室环境 国家标准《水泥胶砂强度检验方法》GB/T17671-1999对试验温度、湿度以及样品、拌合水、仪器和用具的温度都有详细的规定,应控制在温度(20±2)℃,湿度不低于50%。如果该条件不在规定的范围内,则对检测数据的准确性影响很大,如夏天、冬天的气温与试验室的标准温差较大,如果接收的样品不按规定处理直接进行检测,样品温度高的强度将偏高,反之则偏低。 2.3.2 养护条件 水泥成型后应在温度(20±1)℃,相对湿度不低于90%的条件下养护,拆模后在温度(20±1)℃水中养护20 ~24h,养护温度的高低直接影响水泥水化的速度,水化的快慢则直接影响强度增长的快慢,如果养护温度太低,将使水泥水化速度变慢,导致水泥胶砂强度偏低,相反养护温度太高又使水泥胶砂强度偏高。 2.4 水灰比 在建设工程中,混凝土的强度往往与毛细管孔隙率或是与胶空比之间有着必然的联系。在对水泥石进行水化的过程中,必须要保证孔隙率,因此在施工中,想要确保水泥胶砂的使用强度,就要避免使用过多的水泥或是使用太多的水。因此,合理的水灰比是影响水泥胶砂强度的重要因素。 2.5 仪器设备的影响 仪器设备的正常与否是检验任何试验数据准确性的一个重要环节,而影响仪器的正常则主要体现在仪器设备的安装、使用、维修以及养护等过程。星式水泥胶砂搅拌机、振实台是水泥胶砂强度试验必备的仪器设备,这些设备的使用也影响检测数据的准确性(1)星式水泥胶砂搅拌机 叶片与锅底、叶片与锅壁之间的间隙必须为(3±1)mm,必须执行“2过4不过”的原则,因为标准砂的粒径范围0.08~2.0mm,如间隙小于2mm,搅拌时会搅碎砂粒,若间隙大于4mm,胶砂浆体搅拌不均匀,将会导致水泥胶砂强度检测结果出现偏差。 (2)振实台 振实台的振幅为15±0.3mm,振动频率60次/60s±2s,台盘上装上空试模后包括壁杆、模套和卡具的总重量为(20±0.5)kg,如果振幅小,试件中的空气不能充分排出,导致试件不密实,强度偏低,反之则偏高。 (3)胶砂试模 试模质量为(6.25±0.25)kg,隔板和端板采用经调制后布氏硬度不小于HB150的钢材。试模安装紧固后应避免振实成型时砂浆渗漏,造成成型的试件不符合规范要求。不同材料的试模对水泥胶砂强度的影响也很大,不同胶砂试模水泥胶砂强度的对比试验结果见表1:
全钢子午胎成型基本缺陷及处理措施
4、胎里气泡和脱层 胎里气泡和脱层是指内衬层与胎体之间存有空气、水、汽油或隔离剂,硫化后胎里产生气泡或脱层的现象。 4.1 原因分析 (1)成型贴合时部件间因间隙超标存在空气或组合压辊各段压力和轨迹设置不当,以及超定型压力不足,造成胎肩垫胶、气密层等部件未压实,存有空气。 (2)部件层间夹有塑料垫布和胶带断头及纸片等杂质。 (3)硫化前、中期掉压时间超过6min,部件层间形成气孔。 (4)成型贴合时涂刷的汽油未挥发干即进行下一步操作,胎体气泡未刺破。 (5)胎肩垫胶定位偏歪,带束层与胎体帘布层间产生空隙。 (6)炼胶或半成品加工过程中温度偏高致使半成品焦烧时间短,胶料或半成品部件未按顺序使用,半成品过期后粘性差,喷霜后未经处理;汽油胶浆未干,成型过程中压辊不实,均会造成胎里脱层。(7)内衬层复合时未压实,层间存有气体。 (8)胶囊排气线不通畅,内压作用下胶料中的气体进入气密层与胎体帘布层间。 4.2 解决措施 (1)如有必要,重新设定成型机压力、各个压合辊轨迹参数以及各种定位参数,保证成型时各部件的贴合质量,使胎肩垫胶和气密层等部件接牢、压实。
(2)检查各半成品部件的灯光定位,防止定位灯光偏移。 (3)半成品部件按顺序使用,汽油挥发完后方可贴合下一个部件。(4)成型时除净塑料及纸片等杂质。 (5)适当延长硫化定型时间、提高定型压力,使胶囊充分伸展,保证胶囊排气线畅通。 (6)确保硫化温度、压力曲线正常。 (7)气泡刺破。 5、胎里窝气 胎里窝气是指轮胎硫化时由于硫化胶囊和胎体之间的空气未排干净而导致硫化后胎里周向呈现的胶囊棱筋不全或棱筋不清晰,严重者呈海绵状的现象。 5.1 原因分析 (1)胶囊及其夹环排气线不畅通或胶囊隔离剂喷涂过多且未挥发干就装胎胚,造成胎里和胶囊之间有水分存在,或合模后未及时充内压。(2)冬春季节节假日后,新换的胶囊没有充分预热,装胎时胶囊没有充分伸展;硫化机管路内的凉水未排干净,胎胚硫化前未预热,胶囊与胎胚轮廓吻合不好。 (3)硫化机停机时间过长,胶囊在硫化模具内自然下坠变形。(4)定型压力过小,囊壁与胎胚之间存在空气。 5.2 解决措施 (1)疏通胶囊排气线,待喷涂的胶囊隔离剂干后再装胎。 (2)温模时提前4h把胎胚放在硫化机前预热。