基于单片机的自动称重系统_钱婷婷
收稿日期:2014-03-25
作者简介:钱婷婷(1990 -),女,江苏人,硕士在读,研究方向为电气化与自动化。基于单片机的自动称重系统
The automatic weighing system based on singlechip
钱婷婷1,李正明1,石 鑫2,张梅霞1
QIAN Ting-ting 1, LI Zheng-ming 1, SHI Xin 2, ZHANG Mei-xia 1
(1.江苏大学 电气信息工程学院,镇江 212013;2.镇江高等职业技术学校,镇江 212013)
摘 要:针对传统封装工艺中产品的实际封装重量与标准重量误差较大,人为因素对封装重量影响较大
的问题,设计了一种基于单片机的自动称重系统。通过单片机控制物料封装的电磁阀,从而实现产品封装重量的精确性,并设计了相关电路进行验证。实验结果表明,采用该设计电路的自动称重系统结构简单、成本较低、误差较小,很好地满足了工业需要。
关键词:单片机; 电子秤; 自动称重系统中图分类号:TP29 文献标识码:B 文章编号:1009-0134(2014)08(下)-0116-03Doi:10.3969/j.issn.1009-0134.2014.08(下).31
0 引言
电子秤因其准确可靠的特点在各行业中广为应用[1]。目前,粉末产品的封装主要用电子秤来进行产品的称重。然而现有的中小企业,自动化程度极低,产品的重量受人为因素影响较大,其所包装的产品重量与产品的标准重量误差较大。此外,以往所设计的自动称重系统,成本较高、结构较为复杂,远远超过中小企业的承受能力[2]。
针对产品包装重量与标准重量误差较大,受人为因素影响较大的特点,提出了基于单片机的自动控制产品重量的控制系统。实践证明,采用该系统后,产品的重量与标准重量误差较小,可靠性较高,具有广泛的应用前景。
1 自动称重系统的组成及工作原理
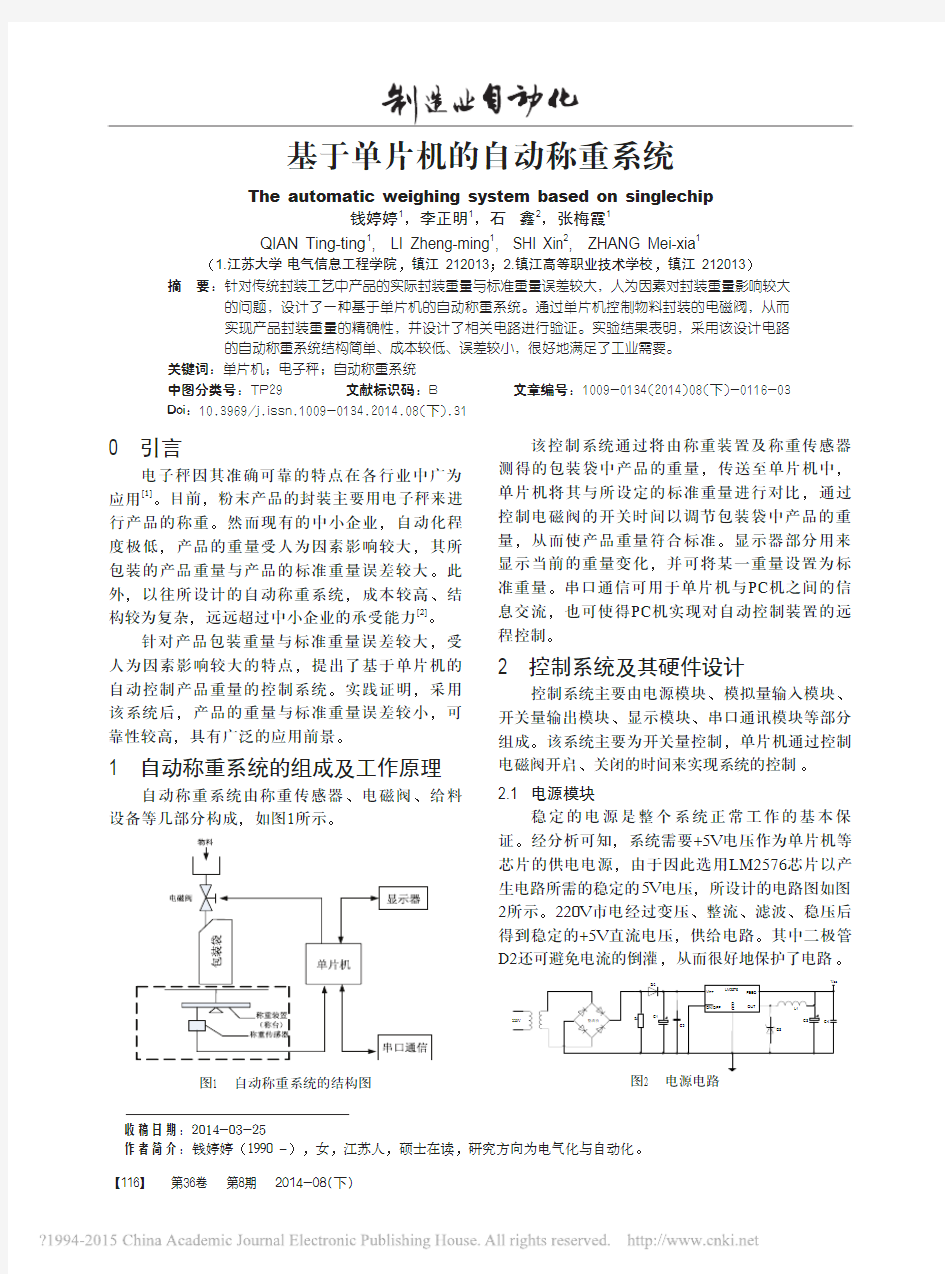
自动称重系统由称重传感器、电磁阀、给料设备等几部分构成,如图1所示
。
图1 自动称重系统的结构图
该控制系统通过将由称重装置及称重传感器测得的包装袋中产品的重量,传送至单片机中,单片机将其与所设定的标准重量进行对比,通过控制电磁阀的开关时间以调节包装袋中产品的重量,从而使产品重量符合标准。显示器部分用来显示当前的重量变化,并可将某一重量设置为标准重量。串口通信可用于单片机与PC 机之间的信息交流,也可使得PC 机实现对自动控制装置的远程控制。
2 控制系统及其硬件设计
控制系统主要由电源模块、模拟量输入模块、开关量输出模块、显示模块、串口通讯模块等部分组成。该系统主要为开关量控制,单片机通过控制电磁阀开启、关闭的时间来实现系统的控制。2.1 电源模块
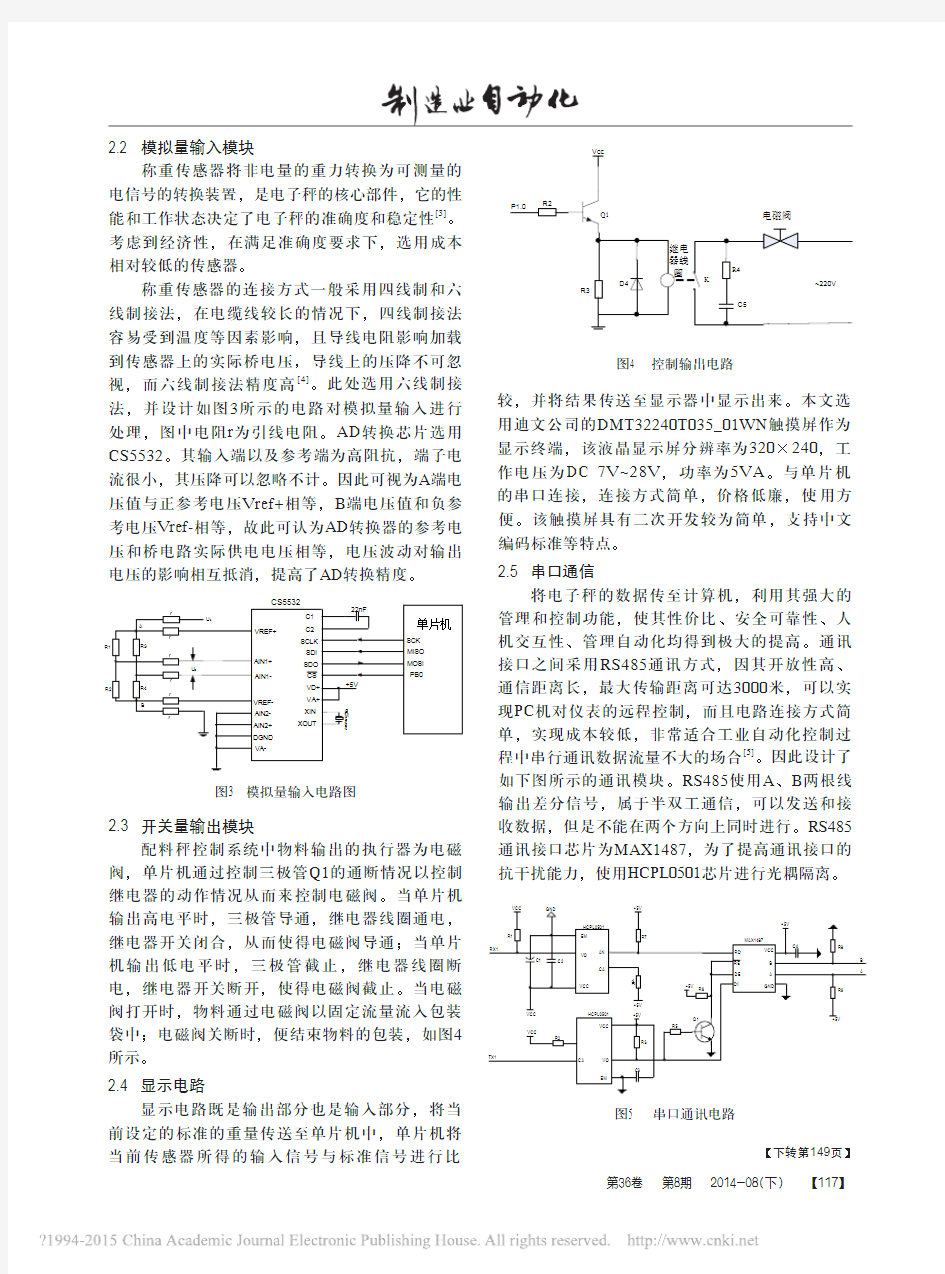
稳定的电源是整个系统正常工作的基本保证。经分析可知,系统需要+5V 电压作为单片机等芯片的供电电源,由于因此选用LM2576芯片以产生电路所需的稳定的5V 电压,所设计的电路图如图2所示。220V 市电经过变压、整流、滤波、稳压后得到稳定的+5V 直流电压,供给电路。其中二极管D2还可避免电流的倒灌,从而很好地保护了电路。
220V
2.2 模拟量输入模块
称重传感器将非电量的重力转换为可测量的电信号的转换装置,是电子秤的核心部件,它的性能和工作状态决定了电子秤的准确度和稳定性[3]。考虑到经济性,在满足准确度要求下,选用成本相对较低的传感器。
称重传感器的连接方式一般采用四线制和六线制接法,在电缆线较长的情况下,四线制接法容易受到温度等因素影响,且导线电阻影响加载到传感器上的实际桥电压,导线上的压降不可忽
视,而六线制接法精度高[4]。此处选用六线制接法,并设计如图3所示的电路对模拟量输入进行处理,图中电阻r为引线电阻。AD转换芯片选用CS5532。其输入端以及参考端为高阻抗,端子电流很小,其压降可以忽略不计。因此可视为A端电压值与正参考电压Vref+相等,B端电压值和负参考电压Vref-相等,故此可认为AD转换器的参考电压和桥电路实际供电电压相等,电压波动对输出电压的影响相互抵消,提高了AD转换精度。
图3 模拟量输入电路图
2.3 开关量输出模块
配料秤控制系统中物料输出的执行器为电磁阀,单片机通过控制三极管Q1的通断情况以控制继电器的动作情况从而来控制电磁阀。当单片机输出高电平时,三极管导通,继电器线圈通电,继电器开关闭合,从而使得电磁阀导通;当单片机输出低电平时,三极管截止,继电器线圈断电,继电器开关断开,使得电磁阀截止。当电磁阀打开时,物料通过电磁阀以固定流量流入包装袋中;电磁阀关断时,便结束物料的包装,如图4所示。
2.4 显示电路
显示电路既是输出部分也是输入部分,将当前设定的标准的重量传送至单片机中,单片机将当前传感器所得的输入信号与标准信号进行比较,并将结果传送至显示器中显示出来。本文选用迪文公司的DMT32240T035_01WN触摸屏作为显示终端,该液晶显示屏分辨率为320×240,工作电压为DC 7V~28V,功率为5VA。与单片机的串口连接,连接方式简单,价格低廉,使用方便。该触摸屏具有二次开发较为简单,支持中文编码标准等特点。
2.5 串口通信
将电子秤的数据传至计算机,利用其强大的管理和控制功能,使其性价比、安全可靠性、人机交互性、管理自动化均得到极大的提高。通讯接口之间采用RS485通讯方式,因其开放性高、通信距离长,最大传输距离可达3000米,可以实现PC机对仪表的远程控制,而且电路连接方式简单,实现成本较低,非常适合工业自动化控制过程中串行通讯数据流量不大的场合[5]。因此设计了如下图所示的通讯模块。RS485使用A、B两根线输出差分信号,属于半双工通信,可以发送和接收数据,但是不能在两个方向上同时进行。RS485通讯接口芯片为MAX1487,为了提高通讯接口的抗干扰能力,使用HCPL0501芯片进行光耦隔离。
图4 控制输出电路
【下转第149页】
参考文献:
[1] 卢灵,周贤军.基于WiFi 的嵌入式视频监控系统设计[J].
电视技术,2013,37(1):157-160.
[2] 黄源源.视频监控系统中一些关键技术的研究[D].成都:
电子科技大学,2013.
[3] 张伟,贺德强,苗剑等.基于TMS320DM6467的机车视频
监控系统设计[J].制造业自动化,2011,33(7):54-57.[4] 王健,姜伟,向建军.基于MX27的嵌入式视频采集系统设
计[J].计算机测量与控制,2013,21(8):2296-2297.
[5] Pixelworks,Inc.P/N001-0033-01Rev G PW181Im age
Processor M ultim edia Display Controller with Advanced Video Processing.Product Speci ?cation.
[6] 徐霖.基于ARM11的嵌入式无线视频监控系统的研究与
实现[D].武汉:武汉科技大学,2012.
3 实验结果及对比分析
为了验证方法的有效性,搭建了相关电路进行测试。实验数据如表1所示。
表1 实验数据
序号程序设定重量(kg )
实际包装重量(kg )
13029.923535.134040.144545.155050.066059.977070.288080.299079.910
100
100.2
实验结果证明利用所设计的自动称重系统进行产品的包装,产品的重量较之前提高很多,系统结构简单,成本低,实用性较强。在实验过程中,由于物料包装过程中具有一定的冲量,因此会有一小部分物料的重量未能及时被称重传感器所感应,造成一定的误差。在程序设定中对其进行了补充,但由于物料包装过程中内部压力有变化,造成物料下料速度不同,因此当内部压力大于平均压力时,未称重的物料部分重量相对较
大,与程序设定重量偏差也相对较大。此外,所采用的AD 转换器采集传感器数据的时间也对实验结果的精度也有一定的影响。
4 结论
针对传统包装中产品的重量浮动较大,封装的产品重量与标准的产品重量误差较大的问题,提出用单片机来控制电磁阀,以保证封装的产品重量达到标准的方法,并设计了相关电路图,进行了实验。实验结果表明:采用该方法后,产品包装重量与标准重量误差较小,很好地满足了工业需要。参考文献:
[1] 沈江.自动称重系统的开发与应用[J ].仪表技
术,2010(1):56-57.
[2] 胡立志,胡赤兵,吴坡等.基于PLC 的自动称重系统[J].新
技术新工艺,2009(12):61-62.
[3] 周昱松.称重传感器的选择和载荷分配的调整[J].中国计
量,2009(1):62-64.
[4] 姚进辉.六线制称重传感器制造及使用中应注意的问题
[J].中国计量,2006(8):56.
[5] 周杰.电子秤与计算机在串口通讯控制中的应用[J].信息
化技术与控制,2004(5):16-20.
[6] 丛佩仁.浅谈电子秤的误差来源与解决方法[J]. 计量与
测试技术,2008(6):45-46.
【上接第117页
】
图7 无线视频传输与显示装置试验样机
有关自动称重配料系统的中英文翻译说课讲解
Automatic batching and weighing system system Now, along with the development of science and technology, Automatic batching and weighing system has been widely used in metallurgy, coal, chemicals, building material industry, etc. Automatic batching and weighing system can be set according to the input ratio and flow control of material flow, thereby achieve control of product quality and yield of the objective is to realize the automatic production process, and intelligent, enterprise's scientific management, safe and stable production and energy consumption is the important technical means. Computer control system in the production of ingredients used not only can improve the yield and quality ingredients and greatly reduce the labor intensity, and post to improve production efficiency. Belt batching system is a continuous totalizing automatic weighing instrument. It has played a critical role in coal, chemical industry, metallurgy, building materials, food and other sectors that are crucial to national economy and people's livelihood. The cumulative control of some mixed materials batching is realized by batching scale. This accurate cumulative control can cut down the cost of manufacture, improve the quality of the product and enhance the efficiency of labor. Automatic batching and weighing system is a kind of integrating transportation, measuring, mixing in an online automatic weighing apparatus measured dynamic. This system consists of one or more ingredients belt scales, can show not only transient flow and total amount of conveyor belt, can also according to the value of the instantaneous flow deviation to adjust to the size of the feed to flow, constitute a closer setting control system, and achieve constant flow of purpose. Along with the rapid development of industrial production, electronic belt scale increasing demand of burdening system, was widely applied in a pan of metallurgy, power, chemical industry, food industry etc of process control. At the same time, along with the computer technology and the rapid development of the automatic control technology, the system application technology more advanced, more extensive, field can take the scheme is more
基于51单片机的称重系统设计
单片机作业 学院计算机与控制工程学院 专业自动化132 学号30
姓名王伟 基于51单片机的称重系统—k动态称重所谓动态称重是指通过分析和测量车胎运动中的力,来计算该运动车辆的总重量、轴重、轮重和部分重量数据的过程。动态称重系统按经过车辆行驶的速度划分,可分为低速,所以高速动态动态称重系统与高速动态称重系统。因为我国高速公路的限速最高是120之间时速通过称量装置的车辆进行动态称重。而低速动态120称重系统在理论上可对5到称重系统则一定要限制通过车辆的行驶速度,要想有较高的测量精度,理论要求车辆在以下时速匀速通过。在我国,车辆动态称重一般都使用低速动态称重来完成,在很5km/h多收费站和车辆检测站都有应用,国家也出台了相关的测量标准。 与传统意义上的静态称重相比,动态称重可以在车辆缓慢运动情况下直接进行称重,这样动态称重的高效率、测量时间短.能流畅交通等主要特点就凸显岀来了。动态称重的问世,不但使车辆的管理上有了很大的促进作用,而且还对我国的公路管理和维护起到了至关重要的作用。 二系统总体结构及其功能 51 图 本设计要求能判断岀车辆是否超载,如果车辆超载,本系统能够提供该车辆的超载信息并发出警报。本设讣采用STC89C52单片机作为系统的处理核心,利用桥式称重传感器采集到车辆重量并转换成电压信号,然后通过放大电路将电压信号进行放大处理后,传送. 到A/D转换器中转换为数字信号,再经过单片机处理、传输到接口电路,最后送到上位机,
该数据可以与上位机里用键盘事先输入设定的总重量作比较并判断出该车辆是否超载,如果超载,则可通过显示器、蜂鸣器作显示超载信息并报警, 当然,键盘的作用除了输入设定值还可以解除和开启警报。 三动态称重系统的组成 动态称重系统主要111车辆重量(含超载、偏载检测)检测子系统、货车长、宽、高三维尺寸超限检测子系统、自动触发摄像拍照子系统、车辆类型自动判别子系统、系统配置及系统维护子系统、行驶车辆速度测量子系统、数据统讣、报表处理子系统和单据输岀打印子系统这儿部分组成。该系统组成完善,部件考虑周全, 能很好的完成称重任务。 四动态称重系统的主要功能 (1)动态检测出通过车辆的轴数、轴重、轴距、轮数、车速等; (2)能自动检测出车辆的高.宽、长等外围尺寸是否超出最大标准,并能给出超出部位的具体位置和具体数据; (3)拍摄机器在车辆经过时能自行对要被检测的车辆进行拍照,该机器能对车牌号码、车辆种类进行识别,最终作为图像证据; (4)可以将不合格车辆的处理记录、超限情况进行打印,根据车辆超限的程度来计算罚款数额并打印收据或罚款单; (5)检测到的数据全部存入数据库中,并对被监测到的数据进行分析、统讣。 便于汇总上报、日常管理和进行查询。五单片机的选用 本设计采用的是INTEL公司研究开发生产的STC89C52单片机,其内部置有256 字节的内部数据存储器、8位中央处理单元、8K片内程序存储器、3个16位定时/计数器、32个双向I/O 口和一个片内时钟振荡电路,全双工串行通信口,5 个两级中断结构。89C52的引脚图如图所示。 图89C52引脚图 本设讣使用的是单片机的最小系统,其中电路包括下载口电路、复位电路和晶振电路。复位电路中,电阻在下接地,电容在上接高电平,中间为RST。复位电路工作原理是:通引脚上处于高电平,这时的单片RST电时,由于电流很大,从而相当于电容被短路,这样. 机为禁止工作状态。如果要使单片机正常工作,就要使RST端电压慢慢下降并到一定程度,也就是RST端为低电平,这就需要通过电源对电容进行充电。 复位电路复位的方式有手动复位、上电复位两种。所谓上电复位,就是通电瞬间,山于电流很大,从而相当于电容被短路,这样RST引脚上处于高电平,自动复位;相反,通过对改变电容电流,当电流很小的时候,我们就可以把电容当做开路状态,RST端就处于低电平,程序就能正常的运行。而手动复位要在上电复位的基础上,按下复位按键,使VCC直接与RST相连,电容处于放电状态,以高电平形成复位;松开复位按键,RST仍旧是高电平,这时充电电流作用于电阻上,VCC 给电容进行充电,还是复位状态,充电结束后,RST为低电平,能够正常工作。 A/D转换器 A/D转换器根据输出的信号格式有并行A/D和串行A/D两种。ADC0832是一种具有双通道A/D 转换芯片和8位分辨率。它的优点有体积小,兼容性强,性价比高,从而深受个人的欢迎和企业的认可,U前在世界上也已经有了较高的使用率。ADC0832具有能够进行双通道A/D转换,分辨率高达8位;当供电电源为5V时,输入电压能稳定的保持在0~5V之间:TTL/CMOS与输出
无人值守过磅管理系统2016解决方案
众成软件-无人值守过磅管理系统 众成软件科技有限公司 2016年6月
第一章:系统应用目标 过磅无人化:大量的货物运输车辆进出,需要进行停车、登记、称重等程序,通过无人值守过磅管理系统、彻底的解放人工,规范操作流程、提高工作效率,有效杜绝人为误差,防止作弊等情况的发生。 产销一体化:实现以销定产、以产定销等经营模式,根据定单、产能和销售预测来选择生产路线;安排生产计划、优化库存结构;提供准确的生产进度、完工情况信息,提供人员、关键设备、部门等资源信息,提供准确的库存管理记录,为提高交货准确率和保持最低的库存水平提供技术支持手段;达成快速响应定单的能力。 成本精细化:成本的动态化管理、精细化管理;强调与业务管理的集成,强调成本信息与物流信息的同步和实时性;加强成本计划,强调成本监控,支持分析优化;以全面预算为主要手段、以班组和天核算为基础,要求财务系统能同步地从公司和生产系统获得资金使用信息,随时控制和指导经营生产活动;快速准确地计算出每种产品的生产成本,为生产控制和管理决策提供依据。 流程一体化:固化企业的基本流程,因为业务流程长,审批单据量大,需要业务流实现与工作流、审批流完全贯通;生产车间与管理相衔接,使烧结、冶炼等生产一线的实时数据及历史数据无缝集成到上层信息化系统中,使非生产一线管理人员也可通过图表、报警等机制实时了解到生产一线状况。 资料协同化:关注供应资源的协同管理:原辅材料供应管理、备品备件供应管理;需要对企业的有限资源进行合理配置;业务计划、中长期以及短期计
划的集成与协同管理;提高设备利用率和劳动生产率,对变化的市场能够及时反应,满足客户多样化的需求;供应商管理和客户管理电子商务和供应链上的协调可以节约大量的经营成本。 财务集中化:快捷顺畅的结算管理、集中的会计核算、严格的资金管理。一方面要求资金必须统一管理、集中调度;另一方面还要明确各单位的责、权、利,化小核算单位 管控一体化:以数据、文字、画面、语音、通讯等手段的整合,实现管理信息化与生产自动化控制、过程监视和基础自动化控制相结合,实现管理与控制一体化联动。 第二章:管理难点与解决方案 2.1 计量管理 难点: 1、司机作弊,司磅员不易发现,例如车辆前/后轮不完全上磅、上磅后压边、车辆互换车牌号等这些情况下都直接给企业造成损失。 2、司磅员与司机联合作弊,在过磅过程中少记录、漏记录、甚至不记录、私放车辆等。司磅员手工开单,无法保证书写的准确性。 上述作弊手段目前极为普遍,给企业造成了极大损失。 假设磅房一天销售出库车辆为50车,每吨煤价格=300元;如果作弊车辆占全部车辆的5%,每车偷逃3吨煤,则年销售收入损失=1磅房×50车×5%×3吨
一套无人值守地磅称重系统多少钱
水泥厂传统的个过磅方式存在很多的弊端,而无人值守称重系统不仅可有效避免这些弊端,还能达到减员增效的目的。志信无人值守磅房管理系统主要针对企业在原材料采购、产品销售及厂内物资调拨过程进行的计量称重,可配合RFID(无接触射频设备)刷卡系统,视频监控系统、红外监控系统,语言指挥系统、信号控制系统实现无人值守磅房管理系统。 本系统可以自动采集毛重、皮重信息、车辆称重图片、可自动统计净重、自动进行打印、可以通过局域网、因特网连接实现数据和图片的实时监控,磅单的查询可以关联图像信息。公司领导可以在任何一台机器查询到称重数据,加强公
司企业内部管理水平。 地磅无人值守称重系统功能特点 a.联机取数管理 磅房管理实现的基础功能之一,实现联机取数能够彻底避免人工读数登记的误差和一些其他的人为错误,是磅房管理的基础。 b.视频监控系统 系统引入视频监控系统,对磅场的业务进行全程监控,并且让管理者随时可以查看视频信息,便于追查责任,给作弊者以威慑力。 c.用户刷卡管理 车辆在入场检查、皮重称量、毛重称量、出场检查的时候刷卡确认,系统根据卡片信息自动检索数据进行核查,确保数据的准确性,完全避免因误输入车号、用户号等造成的人为错误,也保障了检查的执行力度。 d.信号控制系统 车辆在入场的时候通过地感线圈控制道闸和红绿灯,通过这些设备对现场称重车辆的管理,可以避免车辆不按次序称重问题。
e.红外监控系统 通过系统有效控制车辆在过磅时前后轮不完全上磅,由于司磅员在室内,视野受到限制不能及时发现车辆是否完全上磅计量。根据红外监控信号判断读卡设备是否进行读取。通过系统可以防止两车同时上磅的问题发生。 f.语音指挥系统 每次采集重量信息后,电脑可以自动报出当前车辆的重量,及上下磅提示。 g.智能控制系统 可以实现无人值守。本软件配合无接触感应刷卡技术可实现无人值守,当车停在秤台上后,软件通过RFID设备自动采集车辆信息,软件判断称重数据稳定后,抓拍照片同时保存毛重或皮重,可以用一个摄像头抓拍司机刷卡时的照片,然后打印单据,车辆放行,然后开始下一辆车。 当某车第二次来过皮重时,软件自动调出采集车辆信息,由软件判断车辆稳定后,开始抓拍皮重照片,同时保存重量,然后与第一次过毛重时的数据合为一条记录,计算净重,然后打印单据。 这样在电脑里保存有该车的毛重、皮重、净重数据和保存毛重、皮重重量时的照片,以及司机的卡号,卡号和车号一一对应,如发现照片上的车号和卡号不一致、和司机照片不一致,则该司机存在作弊嫌疑,因此一般司机不敢调换车辆,确保称量毛重和称量皮重是同一车辆。 关于河南志信科技有限公司 志信科技是一家专业从事软硬件设计、开发、销售、实施、提供解决方案和专业技术服务的高科技公司。自创立伊始,志信科技一直以高新技术领域为起点,专注水泥企业智能物流信息化建设,因为专注,所以专业。 志信科技拥有一批经验丰富的管理人才,技术过硬的研发人员和敬业踏实的
全自动称重配料系统
全自动称重配料系统 (广州南创内部培训资料整理编辑:冯工) 全自动称重配料系统系统描述自动称重配料系统是完全自主研发,用于专业生产对粉状,散粒状物料(如粮食,面粉,饲料,PVC粉体,PP颗粒等)进行连续输送,精确计量,自动配料的称重系统。广州南创中国“称重控制系统”行业领导者、称重系统专家!中国进口传感器、仪器仪表、工业备件十大供应商;系统由上位机-工业电脑,下位机-PLC可编程序控制器,粉体配料,液体配料,微量加料及控制系统等部分组成。它是以真空上料,加料螺杆定量加料,称重料斗自动称重配料,同时进行累加称重的一种自动称重系统。适合于物料的精确计量和生产过程中的自动配料作业。 1.全自动称重配料系统: a)AT-WS系列全自动称重配料系统; b)SAT-WS半自动称重配料系统; c)M-WS人工称重配料系统。 2.全范围的中央和独立的加料系统: a)NP -FDS负压加料系统; b)SC-FDS螺旋加料系统; 3.弹簧上料器: a)SP-FD100型弹簧上料器; b)SP-FD300型弹簧上料器; c)SP-FD700型弹簧上料器 4.真空上料器: a)VF-P型粉末真空上料器; b)VF-G型颗粒真空上料器 5.抽屉式磁力架: a)HP-MS高强力磁力架; b)DR-MS抽屉式磁力架一, c) AT-WS系列全自动称重配料系统;SAT-WS半自动称重配料系统;M-WS人工称重配料系统:计量范围:500g;5Kg;10Kg;30kg;50kg─2000kg
计量精度:±0.05%;±0.1%;±0.2%;±0.5% 可按用户要求,加工特殊规格。 二,全范围的中央和独立的加料系统中央上料系统可以说是规模化塑料加工生产线中使用最普遍的辅助设备,它可节省原料搬运的人力与时间以及生产现场原料堆放所占的空间。 产品系列: 1,NP-FDS负压加料系统我司NP-FDS负压加料系统采用负压高速低浓度输送方式,该方式是利用真空泵产生足够的真空吸引力,再调整原料与空气之间的比例来达到输送的方式,其具有操作控制简便,输送速度快,生产安全稳定,生产现场清洁,成本低的特点。 2,SC-FDS螺旋加料系统螺旋输送机俗称绞龙,是矿产,饲料,粮油,建筑业中用途较广的一种输送设备,它适用于颗粒,粉状和小块状物料的水平输送,倾斜输送,垂直输送等形式,其输送距离从2米到70米,规格多种,并可根据客户需求制作。 三,弹簧上料器该产品可与各种规格的塑料挤出机配套使用,使塑料原料(粉末,颗粒等)从储料箱自动输送到挤出机料斗内,并由挤出机料斗内料位仪自动控制加料。具有性能稳定,节省人力,安全可靠等特点。 四,真空上料器VF-P型粉末真空上料器,VF-G型颗粒真空上料器是一种设计简洁,价格合适的轻巧型气动上料机。可以根据客户的要求安装在料斗,喂料机,干燥机或任何其他附属设备上。除主体设备外,还有一个可远程安装的控制盒和一根用于上料的软管和吸料用料枪。 五,抽屉式磁力架:HP-MS高强力磁力架;DR-MS抽屉式磁力架1,HP-MS高强力磁力架2,抽屉式磁力架
基于单片机称重仪的设计
湖南理工学院 数字信号处理课程设计 设计题目:称重仪的设计 院部:机械学院 专业:机械电子工程 班级:机电二班 学生姓名: 贾 学号: 1 1
摘要 本设计是基于单片机的称重仪,它的硬件电路设计包括单片机最小系统、A/D转换器、称重传感器、语音电路、LED显示电路、±5V稳压电源电路等几部分设计内容。其中压力传感器输出响应的模拟电压信号,经过模/数转换(A/D变换)后就得到数字量D。但是,数字量D并不是重物的实际重量值W,W 需要由数字量D 在控制器内部经过一系列的运算——即数据处理才能得到。整个设计系统由Atmel公司生产51系列89S51单片机进行控制;软件实现功能开机检测,主要是开机后自动逐个扫描LED数码管,以防止某段数码管损坏造成视觉误差;出于人性化考虑我们还可以增加语音电路,实现自动语音播报重量。 2
目录 一、课题设计要求 二、总体设计方案 三、硬件电路模块分析 四、硬件电路设计 五、软件设计 六、总结 3
一、题设计要求 1、设计出硬件电路。 2、设计出软件程序 2、采用A/D的转换器 3、LED显示要显示的内容。 二、总体方案设计 2.1 称重仪的基本工作原理 电子秤的工作原理以电子元件:称重传感器,放大电路,AD转换电路,单片机电路,显示电路,通讯接口电路,稳压电源电路等电路组成。当物体放在秤盘上时,压力施给传感器,该传感器发生形变,从而使阻抗发生变化,同时使用激励电压发生变化,输出一个变化的模拟信号。该信号经放大电路放大输出到模数转换器。转换成便于处理的数字信号输出到CPU运算控制。CPU根据程序将这种结果输出到显示器,直至显示这种结果。 2.2称重仪的系统总体框图 按照本设计功能的要求,系统由5个部分组成:控制器部分、信号采集部分、报警部分、数据显示部分、和电路电源部分,系统设计总体方案框图如图2.1所示。 4
全自动无人值守称重系统
全自动无人值守称重 一、概述 UKLCZ2014汽车衡全自动无人值守称重系统主要由电子汽车衡、计算机、打印机、视频监控、无线射频读卡系统、红绿灯、道闸及称重管理软件等组成。可应用于矿山、港口、垃圾处理等行业的货物计量。该系统也可在用户现使用的电子汽车衡的基础上,加装硬件和软件实现其功能。系统采用标准的WINDOWS窗口界面,中文提示,使得用户操作简单直观,查询和统计报表方便,并真正做到了对计量工作随到随结,使称重数据准确、可靠,提高了工作效率和经济效益。有人工和自动称重两种操作模式。在无人值守状态下,不需要人工干预就可以完成称重和磅单的自动打印,有效地防止了作弊现象的发生,是计量现代化的有利助手。 本系统由摄像机、栏杆机、地感线圈、红绿信号灯、射频读卡器、图象采集卡、照明系统、电脑、打印机等组成。汽车在过磅过程中无须人员看管,自动进行。 二、系统系统组成 《恺乐UKLCZ2014全自动无人值守智能称重软件系统》,包括RFID射频卡系统,道闸,红绿灯,LED大屏幕显示系统,视频监控系统,语音对讲系统,远程打印系统,防遥控作弊器等;后端进行集中存储,通过网络打印机在各个磅房远程输出磅单;RFID射频远距离读写卡系统、道路门禁控制系统自动对每辆运输车辆信息数据采集、进行防作弊检查、如果过磅流程没有完成,自动拦截车辆。系统同时配有订采购、销售、称重、质检、结算、财务接口等模块。 三、系统功能特点 系统利用微波射频识别技术、电子汽车衡技术、通讯技术、自动控制技术、数据库技术、计算机网络技术、软件技术,是现代化的智能称重控制系统。 主要功能: 1、可以完全不需要人工干预(除非机器或软件出现故障,这时也可以人工称重)就可以完成自动称重、自动打印磅单、自动抓拍录像机的图像(主要是车牌号)以及录像的功能。 2、在数据查询的时候可以在点击某条记录时,同时将称重时的图像显示在界面上。 3、可以通过卡号自动调入卡号所对应的车号、司机、货物名称、供货单位和收货单位等信息。 4、磅房外可设有一个大屏幕显示器来显示称重重量,使驾驶员能够看到称重数据。 5、可以设置称重方式(一次或二次称重)。如果是一次称重方式,系统要求预先设置皮重。输入车号时能够自动调出车号对应的皮重;如果是二次称重方式,第二次称完的时候打印磅单。 6、系统具有多级操作权限管理,防止原始数据被误改,只有获得操作权限的人才能更改一些重要参数。只有超级管理员才可以修改称重数据。 7、可实现图像抓拍和视频监控:当汽车在秤台上停稳以后,系统会自动保存称重数据,自动图像抓拍,可作日后查找的依据。并通过显示器对称重过程进行图像监视。 8、支持手工称重。在无人值守称重出现故障时,可以用人工来称重,从而不影响汽车称重。 9、可以对称重数据进行日统计,月统计及具体时间段的统计。可以对报表,磅单进行二次修改,即软件支持二次开发。 主要特点: 1、信息采集速度快:整个系统可实现快速称重,提高了称重的效率,免除了排队过衡的现
自动称重加料系统说明书
操作说明书
第一篇:系统的结构 本套控制系统包含:硬件系统和软件系统。硬件系统:可编程控制器(PLC ),模拟量采集模块,触摸屏,重量检测装置,台式电脑。软件系统:1)PLC 程序,用来采集计算数据并控制各个进料泵和出料泵的状态。2)触摸屏程序,用于操作员控制整个系统。 3)组态监控系统,用来监控自动称重配料系统实时流程,并采集 所需数据存于电脑中。4)报表系统,用来统计原料使用量。 组态监控系统 维纶触摸屏 西门子PLC 和EM231 循环水的重量 —9的重量 自来水的重量
第二篇:操作说明 一:启动操作: 给控制柜和电脑上电后,启动电脑,电脑启动完毕后会显示如下图画面: 此时点击桌面上的“运行系统”图标后,弹出如下图画面: 点击最小化按钮(如上图所示)返回到电脑桌面,再点击桌面上的“数
据连接器”图标后弹出如下图所示: 点击图中“刷新数据”按钮后,再点击桌面下方的“运行系统”返回组态系统的监控画面 二:本系统分为:自动和手动两种操作,并分别可以在触摸屏和电脑(组态监控系统里)进行操作,完成整个的流程。 1:通过触摸屏进行系统的操作: 1)手动操作的步骤: 启动操作完成后,触摸屏会显示“主画面”如下图所示或处于其
他画面时按下“主画面”按钮后显示如下图所示: 按下“手动操作”按钮后系统会弹出‘手动操作’画面如下图: 通过相应得按钮进行:进料,出料,搅拌的控制。当操作完毕后,可按下“主画面”按钮,返回到主画面 2)自动操作的步骤: 启动操作完成后,触摸屏会显示“主画面”如下图所示或处于其他
画面时按下“主画面”按钮后显示如下图所示: 在此画面下:按下“配料比和总重量设定”按钮后,弹出如下图画面: 在此画面下可进行:搅拌时间的设定,总重量的设定。这两项设定完后,按下“配方选择”按钮,会弹出配方选择画面如下图所示:
基于51单片机的电子秤的设计
学号: G RADUATE T HESIS 论文题目:基于51 单片机的电子秤的设计 学生姓名: 专业班级: 学院: 指导教师: 2017 年06 月12 日
第一章功能说明 本设计系统以单片机AT89S52为控制核心,实现电子秤的基本控制功能。在设计系统时,为了更好地采用模块化设计法,分步设计了各个单元功能模块。 系统的硬件部分包括最小系统部分、数据采集部分、人机交互界面和系统电源四大部分。最小系统部分主要包括AT89S52和扩展的外部数据存储器;数据采集部分由称重传感器,信号的前期处理和A/D 转换部分组成,包括运算放大器AD620和A/D 转换器ICL7135;人机界面部分为键盘输入,四位LED数码显示器,可以直观的显示重量的具体数字以及方便的输入数据,使用方便;系统电源以LM317和LM337为核心设计电路以提供系统正常工作电源。 系统的软件部分应用单片机C 语言进行编程,实现了该设计的全部控制功能。该电子秤可以实现基本的称重功能(称重范围为0~9.999Kg ,重量误差不 大于± 0.005Kg), 并发挥部分的显示购物清单的功能,可以设置日期和设定十种商品的单价,还具有超量程和欠量程的报警功能。 本系统设计结构简单,使用方便,功能齐全,精度高,具有一定的开发价值。 称重传感器原理 即由非电量(质量或重量)转换成电量的转换元件,它是把支承力变换成电的或其它形式的适合于计量求值的信号所用的一种辅助手段。 按照称重传感器的结构型式不同,可以分直接位移传感器(电容式、电感式、电位计式、振弦式、空腔谐振器式等)和应变传感器(电阻应变式、声表面谐振式)或是利用磁弹性、压电和压阻等物理效应的传感器。对称重传感器的基本要求是:输出电量与输入重量保持单值对应,并有良好的线性关系;有较高的灵敏度;对被称物体的状态的影响要小;能在较差的工作条件下工作;有较好的频响特性;稳定可靠。 传感器下的定义是:“能感受规定的被测量并按照一定的规律转换成可用信号的器件或装置,通常由敏感元件和转换元件组成” 。其中敏感元件指传感器中能直接感受被测量的部分,转换元件指传感器中能将敏感元件输出量转换为适于传输和测量的电信号部分。此外传感器是一种检测装置,能感受到被测量的信息,并能将检测感受到的信息,按一定规律变换成为电信号或其他所需形式的信息输出,以满足信息的传输、处理、存储、显示、记录和控制等要求。它是实现自动检测和自动控制的首要环节。 称重传感器在电子秤中占有十分重要的位置,被喻为电子秤的心脏部件,它的性能好坏很大程度上决定了电子秤的精确度和稳定性。通常称重传感器产生的误差约占电子秤整机误差的50%~70%。若在环境恶劣的条件下(如高低温、湿热),传感器所占的误差比例就更大,因此,在人们设计电子秤时,正确地选用称重传感器非常重要。 称重传感器的种类很多,根据工作原理来分常用的有以下几种:电阻应变式、电容式、压磁式、压电式、谐振式等。(本设计采用的是电阻应变式) 电阻应变式称重传感器包括两个主要部分,一个是弹性敏感元件:利用它将
《汽车衡全自动智能称重系统》设计方案
《汽车衡全自动智能称重系统》 设 计 方 案
一、综述: 一直以来,电子衡器称重管理工作,都是煤炭、水泥、石化、粮食、饲料、冶金、化工等工业以及所有需要电子磅计量行业中的难题。往往磅房远离管理部门,司磅人员的工作得不到有效监控,而且每天大量的手工填单和计算工作极易发生错误,这些问题的存在,久而久之,日积月累下来都将给企业带来巨大的经济损失。随着新技术的发展,对称重管理要求的提高,如何有效地管理称重数据,提高工作效率,提高企业信息化管理水平,是各企业的管理人员所想的,也是我们所开发的称重管理系统所必须做的。 我公司根据热电企业、垃圾焚烧行业、大型煤电企业的实际情况,引进国内外先进的技术经验成功开发了一套汽车衡智能称重管理系统。已广泛应用在国内多家垃圾处理场、发电厂以及化工、造纸企业,受到广大用户的肯定! 汽车衡全自动称重系统是集远距离车号自动识别系统、自动语音指挥系统、称重图像即时抓拍系、红绿灯控制系统、红外防作弊系统、道闸控制系统、远程监管系统于一身的智能称重系统。在称重的整个过程里做到计量数据自动可靠采集、自动判别、自动指挥、自动处理、自动控制,最大限度的降低人工操作所带来的弊端和工作强度,提高了系统的信息化、自动化程度。对于管理部门,可以通过系统中的汇总报表了解当前的生产及物流状况;对于财务结算部门,则可以拿到清晰又准确的结算报表;仓管部门则可以了解到自己的收、发货物的情况等。这些报表数据是随时可以查阅的,因此它也加强了管理上的一致性,缩短了决策者对生产的响应时间,提高了管理效率,降低了运行成本,促进了企业信息化管理。
二、系统设计原则 1 可靠 本系统是一个长期运行的系统,保证系统稳定可靠的运行是首先要考虑的。设计时充分考虑了系统在部分出现故障时仍然能够提供对用户的服务,并且能够很快的排除故障恢复正常运行。 2 可扩展 企业的发展是有一个过程的,相应的需求也是一个由小到大的过程,在系统方案中按照系统分析、统筹规划的观点将系统规划成一个扩展性很强且在扩容升级时浪费最少的系统。中心系统采用叠加式模块升级方式,逐步实现平滑扩容;降低系统维护升级的复杂程度,提高系统更新、维护和升级的效率;软件系统使用先进的网络开发平台,以客户机/服务器体系结构为框架,结合模块化和结构化的设计思想,既考虑到当前使用的易用性,更具有适当的超前性。同时系统具有与其他信息系统进行数据交换和数据共享的能力;计算机网络系统适应将来的广域扩展。 3 标准化和优势确立 系统实现时尽量采用符合工业标准的技术,保证技术实现的质量,便于日常维护和系统的扩展。 系统采用成熟的高新科技,以目前较为先进的方法实现需要的功能,既反应当今科技的先进水平,又具有发展潜力,保证系统在相当长的时间内不被淘汰。 4 开放 系统设计遵循开放性原则,整个系统的操作以方便、简捷、高效为目标,多操作平台整体设计统一操作,既充分体现快速反应的特点又能便于工作人员进行业务处理和综合管理,便于领导层、管理层及时了解各项统计信息和决策信息。
基于单片机的称重控制系统设计
届毕业生 毕业设计说明书题目: 基于单片机的称重控制系统设计 院系名称: 专业班级: 学生姓名:学号: 指导教师:教师职称:
摘要 由于称重器具在商业贸易中的重要作用,称重技术的发展一直都受到人们的关注。本文设计实现了一种新型的多功能电子称重系统,该系统采用了最为常见的C51系列单片机STC89C52作为主控芯片,系统可以准确称量待测物的质量,使用者设置好单价后,系统还能自动地计算总价并可以把测量结果直观地显示在液晶屏幕上,同时本系统还具有超量程自动报警功能。另外本系统还扩展了电子万年历和电子温度计的功能,使得系统更加实用。本文论述了课题提出的背景,系统方案确定的依据以及系统具体硬件电路的设计方案和软件编程的基本思路,最后针对系统的测试结果进行了分析。 关键词:电子称重系统;单片机;称重传感器;A/D转换;时间和温度;人机交互
Title Design of weighing control System Based On MCU ABSTRACT Due to the important role of weighing apparatus in the trade, development of weighing technology has been paid close attention to by people. This paper presents a new type of multifunctional electronic weighing system .This design is based on the most common C51 series microcontroller STC89C52 as a control core, it realized the basic functions of electronic scales. This design can acquisition quality accurately, display test data intuitively, set the price for diffident things and automatic alarm when it is over range. At the same time, the system also extends the function of electronic calendar and the thermometer, making the system more intelligent and practical. This paper discusses the background of the subject,how the system scheme is determined, design of the hardware circuit system and software programming. At the end of the paper, the system test results were analyzed. Key Words Electronic scale; single chip microcomputer; sensor; A/D conversion; human-computer interaction; time and temperature
制药行业配料称重系统方案
制药行业配料称重系统方案 ——智能制造/营销部 海得控制可以为客户提供制药工艺各个工序的配料称重解决方案,包括:配料、配液、物料管理、物料分装,成品检重等环节。构建高安全、质量和生产效率的制药行业解决方案。 一、配料系统介绍 原辅料配料系统 根据制药生产工艺规程,将原辅料按一定比例混合在一起;是针对一种或者多种物料按预先设定好的值和误差进行加料和放料的过程。 配料工艺要求无粉尘,可复核可追溯,并最大限度地降低粉体物料转运过程中污染、交叉污染以及混淆、差错等风险。 1、配料工艺路径: 2、配料称重系统:
3、自动配料称重系统 1)按制药生产配方自动进行配料 2)全过程密闭执行 3)电子记录配料过程数据 4)自动生成配料报告,实现物料正反向追踪 4、手动配料称重系统 1)称重及配料程序按照GMP要求进行 2)条码标签扫描防止用错材料 3)生成符合要求的称重报告 二、系统结构与信息流程 1、制药称重自动化系统
海得e-Control PLC控制器通过串口总线协议与电子称重仪器、条码扫描仪、变频器等设备连接,PLC出厂预设程序或netSCADA组态软件自带的电子秤驱动包括: 1)Mettler SICS(梅特勒);Mettler Toledo(梅特勒托利多) Terminals ID1,ID2, ID3, ID5, ID7, GD12 using the MMR protocol; 2)Sartorius (赛多利斯)XBPI and MP8 using the xBPI protocol。 2、举例:中药称重系统电子记录 当配料通过条形码识别器被添加进去时,中药称重系统会自动查找产品资源和可用原材料之间的关系。它也会为每一个批处理过程产生唯一的识别数量,并投放相应数量的带条形码的配料。当配料添加进来时,它们会被通过条形码扫描器扫描和确认。中药称重系统采用电子记录的最大优点就是它不允许无序操作,减少了人为错误发生的机率。
地磅无人值守自动称重系统介绍
地磅无人值守系统主要针企业在原材料采购、产品销售及厂内物资调拨过程进行的计量称重,可配合RFID(无接触射频设备)刷卡系统,视频监控系统、红外监控系统,语言指挥系统、信号控制系统实现无人值守系统过磅管理系统。 本系统可以自动采集毛重、皮重信息、车辆称重图片、可自动统计净重、自动进行打印、可以通过局域网、因特网连接实现数据和图片的实时监控,磅单的查询可以关联图像信息。公司领导可以在任何一台机器查询到称重数据,加强公司企业内部管理水平。 硬件设备安装示意图 水泥企业应用地磅无人值守系统后可加强磅房管理,细化管理过程,强化现场控制,严格控制地磅发货流程,详细记录发货过程中的业务数据(如历史皮重、历史毛重等)、附加数据(如视频录像、照片等),用信息化手段进一步提高管理水平,加强控制力度,杜绝营私舞弊。 地磅无人值守系统功能特点 磅房管理实现的基础功能之一,实现联机取数能够彻底避免人工读数登记的误差和一些其他的人为错误,是磅房管理的基础。
主要特点表现: 支持各种流行的地磅;LED或其他显示屏向车主展示读数;系统能够自动读取车辆毛重、皮重数据,自动计算出净重并打印出磅码单。系统不允许司磅员随意修改计量数据,如果磅单错误必须要修改时,可以修改客户资料、物料等信息,但不允许修改毛重、皮重等关键数值,同时标记单据为已修改,并记录修改时间、修改人,以备查询。 磅码单只准打印一次,特殊情况下需要多次打印的,系统会自动记录打印时间、打印人及总共打印的次数,以备查询。通过管理设置,系统必要时允许手工录入数据进行制单,但标记数据来源为手工录入,以备查询。 系统能够自动生成各种明细报表、汇总报表、任意统计报表、多种任意制定的分析图形,如能够生成本日或历史日入场明细表、出场明细表、发货日报表、发货台帐、发货统计表等。 散装水泥车辆无人值守过磅称重 视频监控系统 磅房管理中除了需要提高计量的准确性外,防止营私舞弊是个重点问题。磅
自动上料配料系统方案.(DOC)
自动配料灌装生产线计量系统方案 一、企业现有生产过程情况概述 目前企业的生产过程基本为:粉料采用人工称料用行车或叉车人工运料、手工填料的方式,液料采用称重计量,人工泵送料,反应釜一般采用手动变频启动方式、水计量采用就地显示流量计,需要人工看数手动控制开关,从以上看出企业目前基本没有自动计量及传输控制设备。 1、现存问题 (1)、人工上料,劳动强度大,速度慢; (2)、液体原料采用桶装称重计量或流量计显示,桶内残留和流量计显示误差,造成计量精度差。 (3)、整个产品生产过程采用人工手动控制,劳动强度大,差错率高,废品率高,致使产品质量控制困难大、生产效率低。 (4)、为了适应产品规模化、高质量生产的需要,系统的布局、控制模式、管理软件系统均需要有重新设计、实施。 2、用户需求分析 (1)、产品规模生产要求系统具有更大的产能、更高的稳定性; (2)、降低人工上料劳动强度、提高计量精度; (3)、固体及液体物料均应自动上料、自动计量; (4)、每次生产的不同配方(原料配比)均可在电脑上进行操作; (5)、生产过程实现自动化控制。 二、本方案自动上料配料系统组成 生产线配料主要完成水和4中液料的配料混合。计量罐单独设置,液体原料分开计量加料,现场3排搅拌釜分别为1排3个搅拌罐、2 排3个搅拌罐、3排5个搅拌罐。 1、原料罐四个,分别盛放四种不同的液体原料;水料罐1个,用于暂存水,预留用水 量。现场分别在3排搅拌罐的上部设置5T原料计量罐1台,15T水计量罐1台; 2、每个原料罐底部都安装有送料管道(管道口径DN65),分别由自动阀门和手动阀门 控制开关,每种液料的自动阀门安装在靠近管道出口位置,由送料泵负责将料通过
无人值守称重管理系统.
无人值守称重管理系统订货技术规格书
1、总则 本技术规格书适用于****无人值守称重管理系统,它包括系统设备及其辅助设备的功能设计、性能、安装和试验等方面的技术要求。 2、工程概况 ***共设置10台地磅,每5台1组,每组3台重磅2台空磅。 在磅房、发卡室、销售部设置1套无人值守称重管理系统。 3、技术标准和规范 无人值守称重管理系统设备的设计、制造、包装、运输、储存、试验、验收、调试需采用符合国家相关最新的制造标准(规范)、进口设备所在国相关制造标准以及相关国际标准。有关劳动安全、工业卫生、环保、消防的规程规范需执行最新的国家标准。 《国际标准化组织货运集装箱自动识别标准》 ISO STANDARD 10374 《国际电工委员会电磁兼容系列标准》IEC 61000-2-10-1998 《信息技术设备的无线电干扰极限值和测量方法》GB9254-2008 《微型计算机通用规范》GB/T9813-2000 《通信管道与通道工程设计规范》GB50373-2006 《民用建筑电气设计规范》jgj16-2008 《民用闭路监控电视系统工程技术规范》GB50198-2011 4、技术要求 4.1系统主要功能 ●自动识别货运车辆信息; ●称重无人值守; ●数据自动采集,监控操作过程,防止人为作弊,防止重复过磅; ●支持现金过磅和订单过磅; ●快速打印多联磅单,避免手工开单误写,详细丰富的报表功能; ●数据采集与仪表同步,兼容目前市场上大部分称重仪表; ●支持多种扣重操作,如扣水,扣杂等; ●提供订单管理功能,支持预付款订货操作; ●提供视频录像,过磅抓拍,自动抓拍,图像与磅单关联; ●提供视频网络传输功能,可实现远程实时监控;
无人值守称重系统技术规格及要求
技术规格及要求 1.无人值守过磅管理系统设计方案 为了方便对货运车辆的管理和货物运输的核算,并最大限度的减少管理人员的成本,特使用无人值守自动称重系统。本煤矿12台称重电子汽车衡含6台单向空车称重汽车衡和6台单向重车称重汽车衡,以此来核算车辆的货运情况,并生成相应的统计报表,以便对车辆称重信息进行核算。以下为本公司设计优选方案。 1.2系统软件实现的功能 软件结构采用客户机/服务器的结构体系,体系具有以下特点:采用SQL 结构数据库,具有分布处理、集中管理的功能,对数据的完整性和一致性处理有很好的性能。 用户的界面采用中文窗口界面系统,操作简单、直观、方便,红外自动检测车辆,司机刷卡即可自动完成全部操作过程,系统数据录入、修改、查询、增加和删除等操作均在统一的界面下进行,只要掌握一种报表的操作方法,即可对所有报表进行操作。 软件功能: 将称重数据实时上传中心服务器。 接收中心服务器下传的系统运行参数 语音提示功能。 通过字符叠加器,对车辆称重过程实时监视。 通过显示牌可显示车牌号码、重量及通行提示等信息。 使用中距离感应读卡器,ID卡管理。 对车辆进行图像抓拍,后台进行稽核。 系统后台管理软件功能: 车辆称重数据及各种特殊情况处理记录等。每辆车的称重信息实时上传中心服务器,且上传的数据均不得被修改。 中心可以实时显示当前车辆称重信息(如汽车衡号、车牌号、日期时间、毛重、皮重等) 数据库存放在监控中心专用服务器中,各种实时数据及时存入数据库中。 下传系统运行参数(黑名单、同步时钟、车辆信息及系统设置参数等)至计算机。
数据备份及恢复功能。无论称重系统中哪一台设备发生故障,或者与中心服务器通信中断时,都不会有任何丢失或被破坏的情况发生。 计算机系统具有设备故障自检功能。 网络覆盖范围:中心至汽车衡系统的数据通信采用标准的以太网网络 接口,通信控制协议采用TCP/IP协议,保证数据的加密安全和准确性 能。 与监控中心联网,实现数据的上传与系统信息及参数的下载。 报表数据的统计与查询。 1.3系统构成 1.3.1红外光幕检测系统 在磅体两端各安装一对红外光幕,红外线设备通过信号线连接到开关量IO 卡。当光束被阻挡时,红外对射仪将信号发送到开关量IO卡,地磅称重软件从开关量输入卡提取信号,当检测到报警信号后,系统禁止称重系统数据保存,称重流程终止。本系统用到的硬件设备有:红外钱对射仪,屏蔽信号线,12V变压器。 1.3.2视频监控与图像抓拍系统 在本系统中采用视频监控和图像抓拍的方式,每台地磅使用2台网络摄像机,在地磅的前端和后端各安装1台监控摄像机,用来抓拍车牌号和车尾的图像以及车辆是否上磅,为车辆是否作弊留存证据。 称重计量监控室通过网络接口,将视频引入视频存储服务器进行24小时不间断录像,并且把视频输送入称重计量控制器,将视频画面与称重前台界面统一起来,同时可根据设置进行磅单保存时照片抓拍以及车辆上下磅进行防作弊抓拍。视频存储服务器,对录像集中管理,保存2个月以上视频图像。