包装工艺课程设计
饮品的包装设计与包装工艺规程制定
1 酸奶包装保护的基本要求与包装方案设计
1.1 酸奶包装保护的基本要求
1.1.1设计背景
酸牛奶,它是以新鲜的牛奶为原料,经过巴氏杀菌后再向牛奶中添加有益菌(发酵剂),经发酵后,再冷却灌装的一种牛奶制品。目前市场上酸牛奶制品多以凝固型、搅拌型和添加各种果汁果酱等辅料的果味型为多。酸牛奶不但保留了牛奶的所有优点,而且某些方面经加工过程还扬长避短,成为更加适合于人类的营养保健品。因此就对酸奶的包装工艺提出了要求。
设计要求:盒装;包装净重120ml,保质期15天;酸奶,年产量2万T.
1.1.2产品包装在流通使用过程中的影响因素
酸牛奶由纯牛奶发酵而成,除保留了鲜牛奶的全部营养成分外,在发酵过程中乳酸菌还可产生人体营养所必须的多种维生素,如VB1、VB2、VB6、VB12等。
因此影响酸奶保存的因素包括光线、氧气、温度、微生物等。所以在包装保存的过程中,需要特别注意的就是这些方面的因素。
同时,运输过程中的振动和挤压也可能造成产品的损坏。振动幅度过大,会使包装箱跌落,致使包装件相互挤压,可能会破坏包装。所以在包装完成后,要对运输包装件进行上述各种实验,以保证在运输过程中的损坏率在要求的围。
1.1.3产品的包装要求
为了保证酸奶的口味和品质,根据酸奶在流通过程中的影响因素,选用的包装材料应该具有较好的阻热性,防振性,耐压性,阻气性以及阻湿性,而且在酸奶灌装和包装过程
中都应该尽量在无菌的环境中进行,以保证饮品的安全无菌。
1.2酸奶包装保护方案设计
1.2.1酸奶的销售包装的定位
一般而言销售定位所需要考虑的因素有:
1.用户定位。针对不同用户层次并以这种层次去确立产品包装设计的不同定位及其设计方式,这是依据市场竞争的前提而不得不这样考虑的一种选择。
2.市场定位。因为任何事物都不是一成不变的,同样的市场在不同的时间段可能需求也是不一样的,因此时刻了解市场的需很有必要的。
3.价格定位。本产品有与其它同类产品相比独特的销售主和独一无二的说辞,因为独特的主具有实在的利益。同时价格也可根据实际情况而定。
1.2.2酸奶的包装方案设计
根据酸奶的包装要求,可以提出以下三种包装方案:
方案1:盒装。这种包装方式易于装箱、运输和存储。盒子是由纸、铝、塑组成的六层复合纸包装,能够有效阻隔空气和光线,延长饮品的保持期。这种包装主要适用于体积比较小的饮品的包装。
方案2:罐装。这种包装方式具有遮光性,热传导性,密封性好的特点,尤其是对密闭性要求比较严格的饮品具有很好的包装效果,比较适合于包装中等体积大小的饮品。
方案3:瓶装。这种包装方式透明度高且能够防紫外线,稳定性好,不易于其他物质发生反应,卫生安全性能好。主要适合于大体积的饮品包装。
比较这三种方案可以看出,考虑到此次设计要求为ml
120软包装,因此选择方案1,采用盒装的形式。
1.3酸奶包装的保存期计算
由酸奶包装保护方案可知产品的包装材料是由纸、铝、塑组成的六层复合纸包装,能够有效阻隔空气和光线,而且产品本身就是液体,不需要考虑防潮的问题。因此。根据市场已有的类似包装形式可知一般盒装酸奶的保存期在15天左右。
2 酸奶包装保护的结构设计与设计计算
2.1销售包装容器的设计与设计计算
2.1.1销售包装容器的结构设计
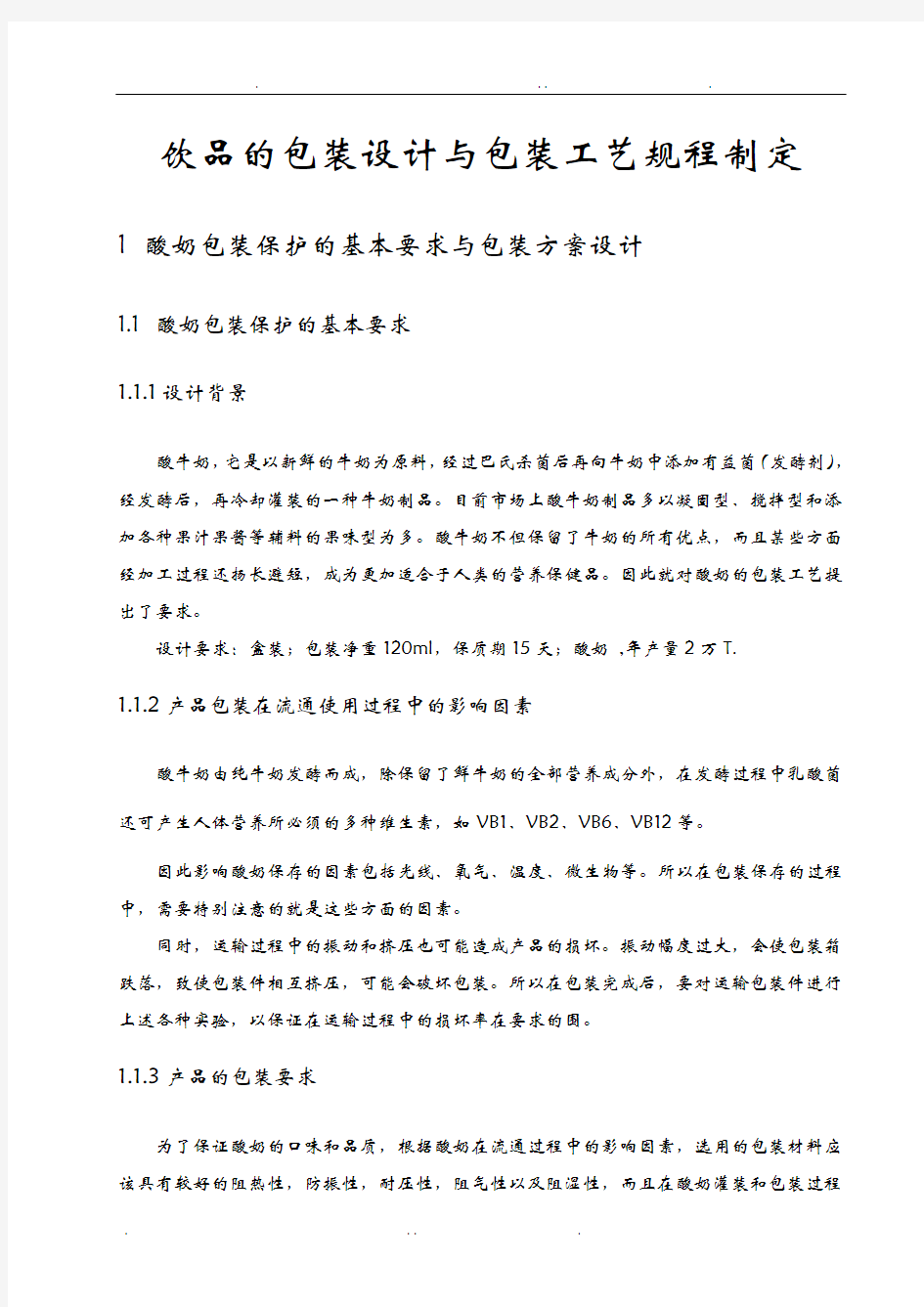
根据包装方案1,选择盒型包装,其销售包装结构的立体图如下所示:
图1 纸盒立体图 图2 纸盒展开图
由于要求盒子酸奶的体积为ml 120,因此我设计的盒子尺寸如下:
长度为mm L 40=,宽度为mm B 30=,高度为mm H 100=.
2.1.2包装容器的设计与计算
1.部尺寸
纸盒的部尺寸计算公式为:Xi i k X X +=max 式(2-1)
查资料可知,对于折叠纸盒,在长、宽方向k Xi =3~5mm ;在高度方向k Xi =1~3mm ,则部尺寸为: L i =40+5=45mm ;B i =30+5=35mm ;H i =100+3=103mm 2.制造尺寸
纸盒的制造尺寸计算公式为:X i k t n X X +-+=)1( 式(2-2)
在长度和宽度方向上k X 取2mm ,在高度方向上k X 取1mm 。在严格控制纸板湿度和加工工艺条件的情况下,k X 则可以忽略不计。纸板的厚度为1mm ,则制造尺寸: L 0=45+1x3+2=50mm ;B 0=35+1x1+2=38mm ;H 0=103+1x1+1=105mm 3.外部尺寸
纸盒的外部尺寸计算公式为:t X X +=0 式(2-3)
同理,可以得出包装外尺寸为: L=50+1=51mm ;B=38+1=39mm ;H=105+1=106mm
则整个包装的外尺寸为51×39×106mm
由于纸盒本身就有缓冲性能,再加上运输用的瓦楞纸箱也具有一定的缓冲作用,因此对于该酸奶的包装来说,从节约成本的角度来讲,不需要再设计另外的缓冲包装。
2.2 运输包装容器的设计与设计计算
2.2.1运输包装容器的结构设计
采用用0201箱型作为酸奶的运输包装。
本文选择的堆码方式为平齐堆码,材料是单瓦楞纸板。在长度方向上放6个,在宽度方向上放4个,在高度方向上放1个。 1.瓦楞纸箱的部尺寸
瓦楞纸箱的部尺寸,由被包装物的最大外部尺寸,商品个数以及隔衬与缓冲装置的尺寸有关。当被包装物为多件时,部尺寸为:
Xi i k T n n x X ++-?+=)1(max 式(2-4)
取Δ=1mm /个,K xi =2mm 。
在长度方向上、宽度方向上、高度方向上放置个数分别为:6、4、1
则,有:()mm L 313201616511=++-?+?= ()mm B 161201-414391=++?+?= ()mm H 109201-1111061=++?+?= 2.瓦楞纸箱的制造尺寸
瓦楞纸箱长、宽、高的制造尺寸计算公式为:X i k X X += 式(2-5) 02类纸箱制造尺寸修正系数:长、宽、高方向分别为6,6,8.
根据以上可得纸盒的制造尺寸为:
mm H mm B mm L 117810916761613196313222=+==+==+=;;
3.瓦楞纸箱的外部尺寸
瓦楞纸箱的外部尺寸计算公式为: 00X k X X += 式(2-6) 单瓦楞纸箱外部尺寸修正系数为7~9mm 。 由以上可得出其外部尺寸为:
mm H mm B mm L 125811717581673278319333=+==+==+=;;
2.2.2绘制运输包装容器结构设计图
运输包装容器采用的事0201型纸箱,其平面展开图如下所示:
图3 运输包装结构图
2.2.3运输中抗压与堆码强度计算
瓦楞纸箱的抗压强度计算公式如下: ZJ
Z a p p XZ x 3
1
2]4/)([= 式(2-7) 其中,瓦楞纸箱的综合环压强度P x 计算公式为: L
CR R p mn
n x ∑+∑=
式(2-8)
取面纸横向环压强度为150N/0.152cm,瓦楞芯纸横向环压强度为100N/0.152cm 根据上式可得,其综合环压强度为:
)
(cm N L C R R R p m x /6.2915.2
1.5x100
2x15021=+=++=
瓦楞纸箱的周长为()()cm mm B L Z 4.1001753272233=+?=+= 楞常数取8.36,箱常数取0.59
则瓦楞纸箱的抗压强度为)(
N P 6.347859.04.10044
.10036
.86.293
22
=????
?
?
???= 纸箱的堆码强度计算公式为: ()1-=H h KG P 式(2-9)
酸奶的密度3/1.1m kg =ρ,估算得包装箱的质量为g M k 5.3=
则包装间毛重为N G 3.348.95.3=?=,一般仓库2—3m 取250cm ,安全系数取2,
由以上可得堆码载荷为)(7.120115.132503.342N P =??
?
??-??= 显然抗压强度比堆码载荷大,所以此瓦楞纸箱具有足够的堆码载荷,满足包装要求。
3 酸奶包装工艺设计
3.1 酸奶包装工艺规程的制订
3.1.1酸奶的包装工艺路线的拟定
工艺路线是是指导产品生产的依据。分析酸奶的包装生产路线如下:酸牛奶,它是以新鲜的牛奶为原料,经过巴氏杀菌后再向牛奶中添加有益菌(发酵剂),经发酵后,再冷却灌装的一种牛奶制品。因此,首先需要将鲜奶灭菌处理,再在无菌条件下往里面加入发酵剂处理。
灭菌后,就可以进行灌装了。此时,纸盒成型机会将纸盒成型但不粘合,通过输送带传送到灌装机的工作部位,开始灌装。灌装完成后,将纸盒粘好,之后将吸管粘贴在纸盒上即可。
以上步骤完成之后,剩下的工序就是检验从生产线出来的成品(相关检验项目和方法见后文),若没有问题,则将合格产品每24盒为一箱装好,最后入库即可。
因此,第一步,我们先准备好鲜奶,接着人工调配一定浓度。将调配好的鲜奶进行巴氏杀菌,紧接着在无菌环境下进行益生菌(如大肠杆菌)的添加。添加时,要检验益生菌的浓度与活性。接着就可以进行灌装了,我们选用的是ZX-3600无菌砖型纸盒(利乐砖)
包装机,其灌装量为120,190,250ML 每罐。所以刚好可以满足我们酸奶的灌装要求。进行灌装完毕之后,我们就要把盒子粘好,接着就要将吸管粘贴在盒子侧面。这样一盒酸奶就基本灌装完毕了,然后要进行检测里面酸奶的一些参数是否达标。检验合格的成品就要经过装箱入库了。
根据以上分析,确定酸奶的工艺路线如下所示:
鲜奶 调配 杀菌 添加益生菌 (要检验) 纸盒盒坯 成型 灌装 粘盒 粘贴吸管
入库 检验 装箱 合格饮料 检验
3.1.2选用包装工艺设备
在酸奶的生产过程中,需要用各种各样的包装设备来实现产品的自动生产。要求年产量2万T 。设工作时间为每天三班制,每班8小时,一年按300天计算。
则所有生产线总的生产能力为
h /8.2104312
.01.1383001027
盒=????? 很显然,一条生产线满足不了产量,根据一般灌装机的生产能力,此处设计4条生产线。则每条生产线的生产能力要求为
8.52604
8
.21043=盒/h ,每箱设计的是24盒,则生产线每分钟的箱子数为:)(6.1460248.21043=?÷=n
由以上计算,经查询,选择的主要相关包装设备为:
1.ZX-3600无菌砖型纸盒(利乐砖)包装机。其生产能力为6000~4000盒/小时。
2.KZF-01自动装箱机。其生产能力为0-25箱/分钟。
3.紫外线灭菌机。在食品包装领域中,常采用的是紫外线灭菌法。
4.X-1200钉箱机。其工作速度为0-280次/分钟。
5.ZHJ192纸盒成型机。最大工作面积mm 680mm 920?。
6.K-420C 纸盒印字机。速度:0-160/分钟,尺寸:mm mm 350180~10040??。
其中涉及到的包装设备及各种工序如表1所示:
表1 酸奶包装工艺过程简表