尼龙与PET的工业生产
尼龙与PET的工业生产
复材102 李妙甜10100742
第一部分:尼龙的工业生产
尼龙是世界上出现的第一种合成纤维,学名为聚酰胺纤维,尼龙主要可分为两大类。一类是由己二胺和己二酸缩聚而得的聚己二酸己二胺,其长链分子的化学结构式为:H—[HN(CH2)XNHCO(CH2)YCO]—OH 这类尼龙的相对分子量一般为17000-23000.根据所用二元胺和二元酸的碳原子数不同,可以得到不同的尼龙产品,并可通过加在锦纶后的数字区别,其中前一数字是二元胺的碳原子数,后一数字是二元酸的碳原子数。例如锦纶66,说明它是由己二胺和己二酸缩聚制得;锦纶610,说明它是由己二胺和癸二酸制得。另一类是由己内酰胺缩聚或开环聚合得到的,其长链分子的化学结构式为:H—[NH(CH2)XCO]—OH
根据其单元结构所含碳原子数目,可得到不同品种的命名。分别尼龙6和尼龙66。这两种常见尼龙在化学角度上讲,都是缩合聚合物,其组成单位由酰胺连接,因此也属于聚酰胺的一种。这两种尼龙的工业生产的原材料都是碳氢氧,从这些原材料中一般合成两种物质,一般情况下是六亚甲基二胺和乙二酸,把它们混合起来形成尼龙。
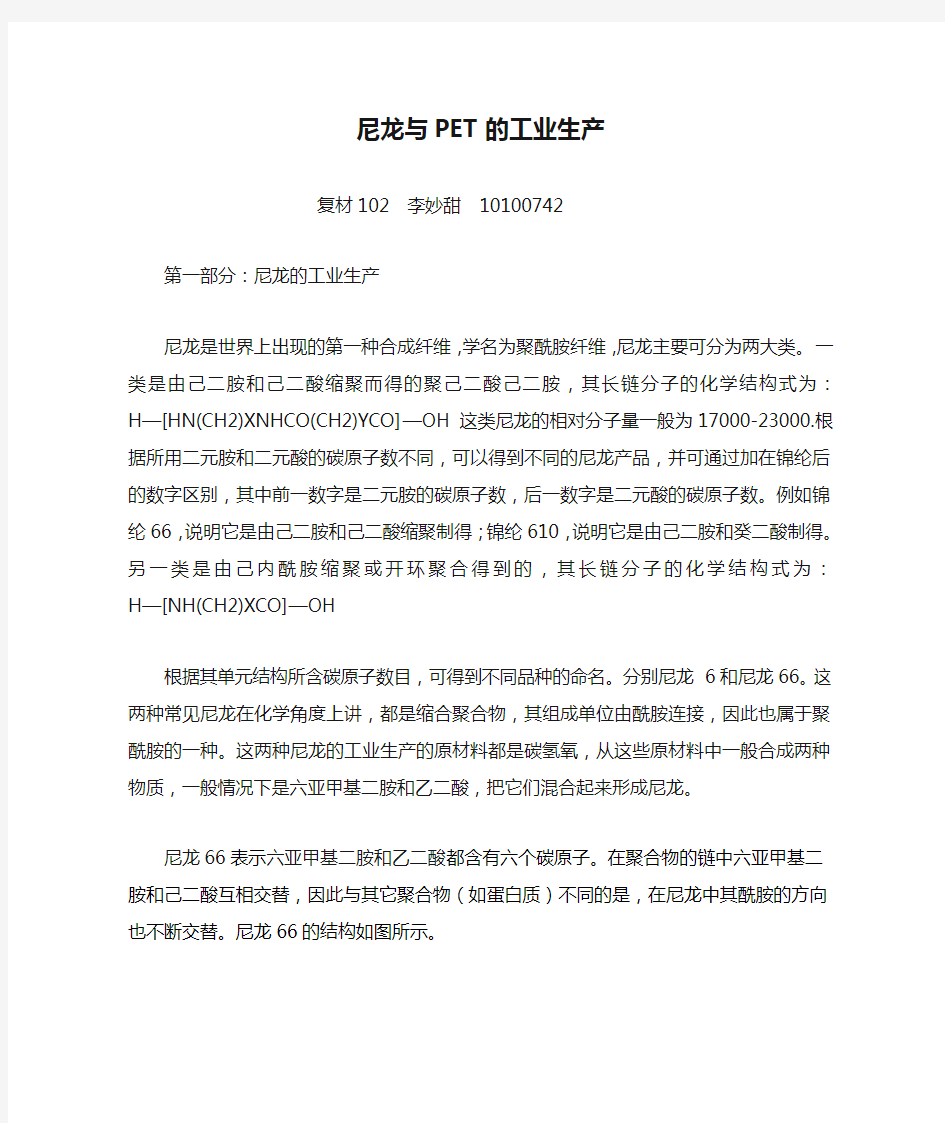
尼龙66表示六亚甲基二胺和乙二酸都含有六个碳原子。在聚合物的链中六亚甲基二胺和己二酸互相交替,因此与其它聚合物(如蛋白质)不同的是,在尼龙中其酰胺的方向也不断交替。尼龙66的结构如图所示。
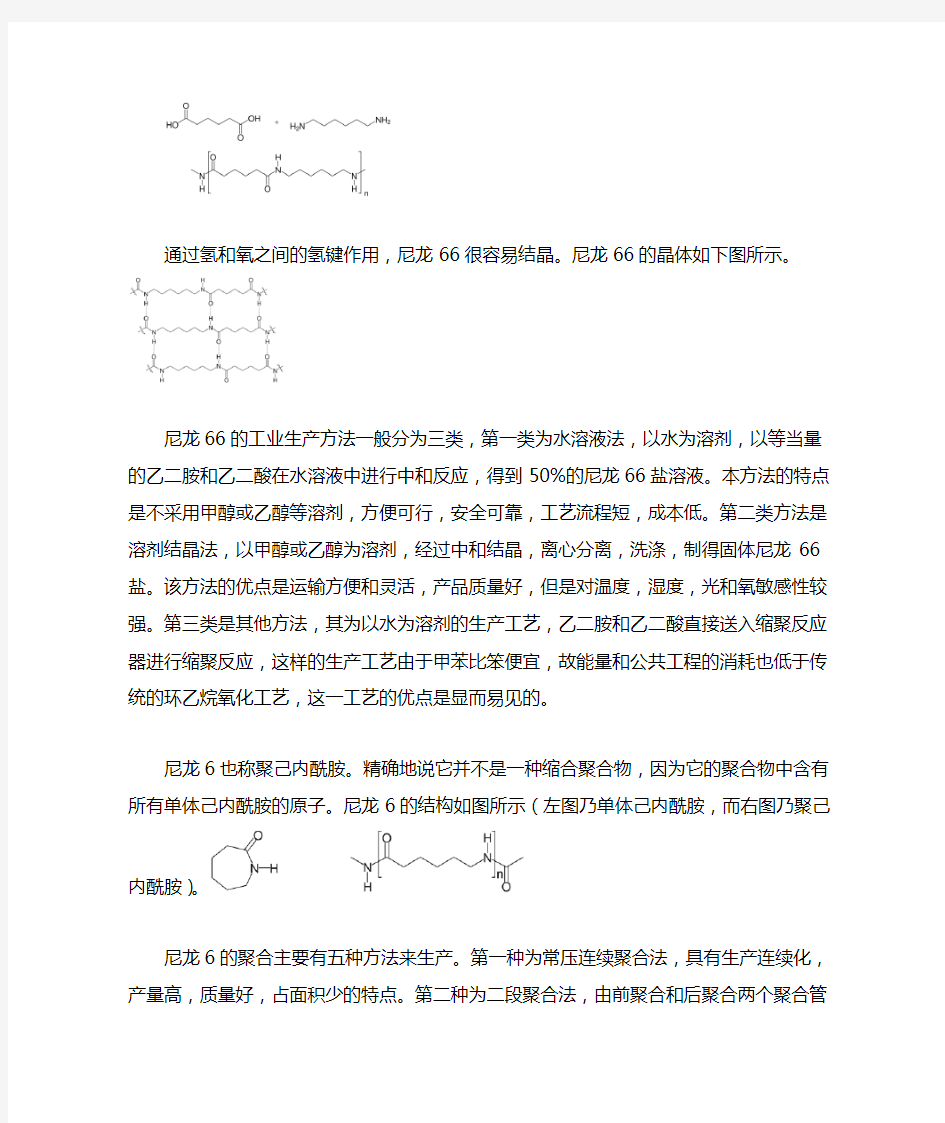
通过氢和氧之间的氢键作用,尼龙66很容易结晶。尼龙66的晶体如下图所示。
尼龙66的工业生产方法一般分为三类,第一类为水溶液法,以水为溶剂,以等当量的乙二胺和乙二酸在水溶液中进行中和反应,得到50%的尼龙66盐溶液。本方法的特点是不采用甲醇或乙醇等溶剂,方便可行,安全可靠,工艺流程短,成本低。第二类方法是溶剂结晶法,以甲醇或乙醇为溶剂,经过中和结晶,离心分离,洗涤,制得固体尼龙66盐。该方法的优点是运输方便和灵活,产品质量好,但是对温度,湿度,光和氧敏感性较强。第三类是其他方法,其为以水为溶剂的生产工艺,乙二胺和乙二酸直接送入缩聚反应器进行缩聚反应,这样的生产工艺由于甲苯比笨便宜,故能量和公共工程的消耗也低于传统的环乙烷氧化工艺,这一工艺的优点是显而易见的。
尼龙6也称聚己内酰胺。精确地说它并不是一种缩合聚合物,因为它的聚合物中含有所有单体己内酰胺的原子。尼龙6的结构如图所示(左图乃单体己内酰胺,而右图乃聚己内
酰胺)。
尼龙6的聚合主要有五种方法来生产。第一种为常压连续聚合法,具有生产连续化,产量高,质量好,占面积少的特点。第二种为二段聚合法,由前聚合和后聚合两个聚合管完成,在其中又分为了前高压,后常压,前加压后减压,和前后均常压的方法。第三种为间歇性高压聚合,缺点是聚合时间长,聚合含量大,对生产不利。第四种是固相后缩聚法,第五种为多段连续聚合法。
尼龙的应用相当广泛,用作各种机械和电器零件,其中包括轴承、齿轮、滑轮泵叶轮、叶片、高压密封圈、垫、阀座、衬套、输油管、贮油器、绳索、传动带、砂轮胶粘剂、电池箱、电器线圈、电缆接头等。还有包装用带、食品用薄膜(熟食用的高温薄膜和清凉饮料用的低温薄膜)的产量也相当大。
第二部分:PET的工业生产
PET塑料是英文Polyethylene terephthalate的缩写,简称PET或PETP。中文意思是:聚对苯二甲酸类塑料,主要包括聚对苯二甲酸乙二酯PET和聚对苯二甲酸丁二酯PBT。聚对苯二甲酸乙二醇酯又俗称涤纶树脂,俗称涤纶树脂。它是对苯二甲酸与乙二醇的缩聚物,与PBT一起统称为热塑性聚酯,或饱和聚酯。
PET塑料分子结构高度对称,具有一定的结晶取向能力,故而具有较高的成膜性和成性。PET塑料具有很好的光学性能和耐候性,非晶态的PET塑料具有良好的光学透明性。另外PET 塑料具有优良的耐磨耗摩擦性和尺寸稳定性及电绝缘性。PET做成的瓶具有强度大、透明性好、无毒、防渗透、质量轻、生产效率高等因而受到了广泛的应用。PBT与PET分子链结构相似,大部分性质也是一样的,只是分子主链由两个亚甲基变成了四个,所以分子更加柔顺,加工性能更加优良。
PET的合成制备可以通过酯交换-缩聚法 (DMT 法) 和直接酯化-缩聚法 ( PTA法) 两种方法合成。反应分两步进行:第一步为酯交换或酯化反应,第二步为缩聚反应。而这两种方法的差别仅在于合成对苯二甲酸乙二醇酯(BHET)或对苯二甲酸丙二醇酯(BHPT)的方法不同,而后的缩聚过程是相同的。
DMT法PTT的聚合如下:将DMT和PDO以1:2~1:2.5的摩尔比加入反应器中,在一定浓度的钛、钴、锌催化剂作用下进行酯交换,生成对苯二甲酸丙二酯(BHPT),反应初始温度为140℃,当DMT完全溶解后开始搅拌,将温度升高至220℃至酯交换结束;在催
化剂和稳定剂作用下进行缩聚反应,反应温度为270℃,真空度小于10Pa,脱除过量的PDO 并生成PTT和相应的副产物,然后通过精馏方法除去副产物。而PET的聚合基本和其类似,只是将聚合原料PDO换成EG,工艺上做少量调整而已。
PTA法PTT的聚合如下:PTA 和PDO 以小于1:1. 5的比例加入反应器中,在一定温度(260~270℃) 和反应时间(100~140min) 下进行酯化反应,酯化反应结束后在30~45min内降压,在钛及锑催化剂作用下进行缩聚反应,温度从270℃降至260℃,反应时间一般需要160~210min,最后生成PTT和副产物,副产物通过精馏方法除去。而PET的直接酯化聚合中,采用PTA和EG作为原料。
上述两种方法,无论是对于PET还是PTT的聚合而言,DMT法均存在生产流程长、设备多、投资大,且在生产过程中有有毒物质甲醇参与,污染较多等缺点。对于PET而言,DMT法历史悠久,技术成熟,产品质量好且稳定,目前还被广泛采用。对于新型的PTT而言,DMT法虽然在实验室条件下容易控制且操作方便,工业化生产中一般不采用。与DMT 法相比,PTA法生产过程无需回收甲醇,可简化回收过程与设备,生产效率提高,并能减少环境污染,生产工艺合理。另外,随着PTA生产技术的进步,高纯度PTA已能够满足生产需求,价格也显着下降,导致DMT的产量不断下降,这使得以往采用的DMT法因甲醇的生成而不再被广泛采用,PTA法将逐渐成为生产聚酯的主流。
而对于PET塑料来说,一个非常重要的应用就是塑料瓶子的生产。塑料瓶的生产主要运用的方法是吹塑工艺。热塑性树脂经挤出或注射成型得到的管状塑料型坯,趁热(或加热到软化状态),置于对开模中,闭模后立即在型坯内通入压缩空气,使塑料型坯吹胀而紧贴在模具内壁上,经冷却脱模,即得到各种中空制品。通过这样的变形就可以生产了不同种类的PET塑料瓶。
整个过程主要有七个步骤。1,先由供培系统输送瓶胚加热炉,2,对瓶培进行加热的同时在对瓶口进行冷却,3有输培机械手把加热好的瓶培输入吹瓶工位,4进行预吹气,5,高压气在磨具内保持一定的时间,为了消除内应力和提高结晶度,6高压吹气开始排气,7整个吹塑过程结束了,进入流水线。
PET的合成及生产工艺知识讲解
P E T的合成及生产工 艺
高聚物合成工艺学 系别:化学与环境工程学院 专业:08高分子材料与工程 姓名:刘世博 学号:200805050067
PET的合成及生产工艺 摘要:聚对苯二甲酸乙二醇酯 (PET)为聚对苯二甲酸和乙二醇直接酯化法或聚对苯二 甲酸二甲酯与乙二醇酯交换法制成的聚合物,俗称涤纶,简称 PET 或 PETP。聚对苯二甲酸 二乙酯作为纤维原料已有50多年的历史,本文对PET的研究,生产和应用进行了详细的概述,阐述了其在化学工业中的作用和地位。并介绍了PET的制备方法和确定了PET的生产工艺。 关键字:聚对苯二甲酸乙二醇酯苯二甲酸乙二醇直接酯化法聚对苯二甲酸乙二醇酯(简称PET) 化学式为-[OCH2-CH2OCOC6H4CO]-,由对苯二甲酸乙二醇酯发生脱水缩合反应而来。对苯二甲酸乙二醇酯是由对苯二甲酸和乙二醇发生酯化反应所得。 PET为乳白色或浅黄色、高度结晶的聚合物,表面平滑有光泽。在较宽的温度范围内具有优良的物理机械性能,长期使用温度可达120℃,电绝缘性优良,甚至在高温高频下,其电性能仍较好,但耐电晕性较差,抗蠕变性,耐疲劳性,耐摩擦性、尺寸稳定性都很好。 1.PET原料准备与精制过程 1.1精对苯二甲酸加氢精制法 该法以高纯PX 为原料,醋酸为溶剂,醋酸钴、醋酸锰为催化剂,溴化氢或四溴乙烷为促进剂,空气作氧化剂,使用大型单台连续搅拌式氧化反应器,使PX在
氧化反应器中生成对苯二甲酸粗制品。为了进一步氧化中间产物,缓和主氧化反应器的操作条件,增加产物的收率,减少溶剂的消耗,提高产品质量,使主氧化反应器出来的氧化液进入第一结晶器,同时将占整个气体体积2 %的空气通入第一结晶器中进行二次氧化。结晶分离出的粗对苯二甲酸用水配成约31 %的浆料,经增压、预热后进入加氢反应器。浆料经反应器下部的钯/ 碳(Pd/ C)催化剂床层流到反应器底部的过程中,粗对苯二甲酸中的杂质对羧基苯甲醛在催化剂床层进行动态加氢反应,还原成对甲基苯甲酸。对甲基苯甲酸较易溶于水,在过滤母液时,从系统中除掉。加氢反应器中的浆料经5 级连续结晶、分离洗涤、干燥即得产品TPA 。 1.2 EG 的用量 加入适量的EG ,使TPA EG =1.3~1.8,或低于1.3,以抑制醚化反应。 1.3 加入Co 、Zn 、Mn 等金属的化合物可以抑止醚化反应。 2 .催化剂(或引发剂)配制过程 目前世界绝大多数PET 聚酯生产装置仍采用锑类的催化剂,锑催化剂用量约占90%,其它还有锗和钛类催化剂,尽管这些锑类催化剂的催化效果很好,但随着人们认识的提高,锑的毒性问题愈来愈受到人们关注。因此近年来PET 非锑催化剂研究非常活跃。随着人类对环保的认识和要求的提高,这类催化剂开发将有广阔的前景。 反应采用三氧化二锑作为催化剂,在反映前用160度的高温乙二醇进行溶解,冷却到120度进入反应系统;为保证反应顺利进行,产物品质稳定,用磷酸作为稳定剂,另算也用乙二醇稀释后进入反应系统。反应所需要的热量来源
合成树脂瓦生产线产品方案、设备设施及工艺流程
合成树脂瓦生产工艺流程编号:LZH/JYQX-HP01b-2020 作者:玖月琼兮 2020年8月
一、产品情况 1、概述 合成树脂瓦,是运用高新生产技术研制而成的新型建筑材料,具有重量轻、强度大、防水防潮、防腐阻燃、隔音隔热等多种优良特性,普遍适用于开发区平改坡、农贸市场、商场、住宅小区、新农村建设居民高档别墅、雨篷、遮阳篷、仿古建筑等,具有很大发展市场。。 2、项目主要生产设备 根据建设单位提供的设备清单,项目主要设备见表2。 3、项目原辅材料 项目原辅材料、用水及能源来源见表3。 原料介绍: ASA改性材料:粉状,是一种由丙烯腈、苯乙烯、丙烯酸橡胶组成的三元聚合物,属于抗冲
改性树脂,具有良好的机械物理性能、很强的耐候性、耐高温性能和防静电性能,成型温度:160-190℃,分解温度大于200度。外购,存放于干燥通风原料的库房内。 PVC 树脂粉:粉状,一种聚氯乙烯的聚合物质,具有阻燃、耐化学药品性高、机械强度及电绝缘性良好的优点,广泛运用与建材行业。本项目树脂粉为SG-5型PVC 型树脂粉,加热至180℃时发生色相变化。外购,存放于干燥通风的原料库房内。 碳酸钙:白色粉末状,一种无机化合物,白色固体状,无味、无臭,重要的建筑材料,工业上用途甚广。 小料:主要为硬脂酸、CPE 、石蜡、稳定剂等,稳定剂起热稳定及光稳定作用,抑制产品的老化,半精炼石蜡起外润滑作用,硬脂酸为内润滑剂,起内润滑作用。 色母:一种有颜色的粉末物质,与塑胶颜料混合后,经加热注塑制成各种不同颜色的塑胶产品。它广泛应用于塑胶着色工艺中,XX 市境内购入,贮放于通风、干燥的原料库内。 阻燃剂:一种粉末物质,能使聚合物不容易着火和着火后使其燃烧变慢的一种工业助剂,贮放于通风、干燥的原料库内。 4、产品方案 根据建设单位提供的资料,本项目年生产树脂瓦为150万平方米,产品规格分为4类:厚度分别为2毫米、2.5毫米、3毫米和3.5毫米的三层共挤合成树脂瓦,长2.5m~10.0m ×宽1.05m ,波纹状,根据客户的要求的调节波纹波距、树脂瓦的长度、颜色,厚度为1毫米,每平方米的树脂瓦重量为2.5千克。 二、工艺流程 本项目主要以树脂粉、ASA 树脂、碳酸钙为原料,配合小料、阻燃剂、色母等加工生产树脂瓦,普遍用于开发区平改坡、农贸市场、商场、住宅小区、新农村建设的新型屋顶建筑材料,项目年产树脂瓦150万平方米。项目主要生产工艺流程为: 原料混合:将PVC 树脂粉、钙粉、小料、ASA 树脂按照一定比例进行混合。 表面挤出:将按比例混合的原料熔融(180℃左右)后挤出 成型:熔化物料经挤压装置经过模具后而成型。 冷却:成型的产品使用风机进行冷却。 磨粉:项目产生不合用的边角料和不合格品使用磨粉机进行磨碎后,回收利用。 生产工艺流程及排污节点图见图2。 上料斗 挤出机 冷却 粉尘 噪声 噪声、废气 180℃ 小料 ASA 混 料
PA66(聚酰胺66)塑料基本特征及介绍
PA66(聚酰胺66)基本介绍 基本介绍 英文:Polyamide66,为五大工程塑料中产量最大、品种最多、用途最广的品种,半透明或不透明乳白色结晶形聚合物,受紫外线照射发紫白光或蓝白光。 项目非增强玻纤增强高冲击增韧 密度(kg/cm3) 1.06-1.19 1.23-1.58 1.06-1.09 1.14 硬度(R干燥/吸水)120/100M83-103114/-118/99 水中吸水率(%)8-9 3.7-7.36-78 空气中吸湿率(%) 1.2-3.1 1.0-2.5 1.1-1.5 1.2 成型收缩率(%)0.8-0.90.2-1.40.8-0.9 熔融指数(275°C/5kg)40-11515-60 简支梁有缺口冲击 4/23.5(6-15)/(5-17)(21-130)/(57-130)4/-(ISO179干燥/吸水) 热变形温度(1.8MPa)60-75240-25060-70 热变形温度(0.45MPa)200-220243-263180-220 熔点252-265252-265252-265245 生产厂家 1939年由杜邦公司实现工业化,目前全球主要品牌有美国杜邦的zytel、日本旭化成的leona、德国巴斯夫的ultramid、美国首诺的vydyne、日本东丽的amilan、美国苏威罗地亚的Technyl,中国国内主要的生产厂家有河南神马、浙江华峰、辽宁兴家化工、漳州长春、台湾南亚等。 常用牌号 美国首诺21SPC非增强通用本色 日本旭化成1300S未增强刚性,良好;良好的流动性;韧性良好 美国杜邦101L未增强 美国杜邦70G33L GF33 美国杜邦101F未增强 河南神马尼龙EPR27有光中等粘度产品主要用于注塑或改性的基料。 美国杜邦ST801未增强,超韧 德国巴斯夫A3X2G5GF25阻燃良好的电气性能耐油 德国巴斯夫A3EG6GF30尺寸稳定刚性好耐油电子绝缘 深圳杜邦70G33HS1L GF33热稳定 日本旭化成1300G GF33刚性,高;高强度;良好的抗蠕变性;耐疲劳性能 美国杜邦FR50GF25阻燃 美国杜邦70G13L GF13 美国杜邦103HSL未增强热稳定 美国杜邦103FHS未增强热稳定 日本东丽CM3006未增强耐热 德国巴斯夫A3EG3GF15刚性好耐油电子绝缘 日本东丽CM3001G30GF30
精品酯交换法生产PET工艺流程设计8万吨杨成
酯交换法生产PET工艺流程设计 院、部: 学生姓名: 指导教师:职称 专业: 班级: 完成时间:
摘要 本设计是年产八万吨聚对苯二甲酸二乙醇脂(PET)合成的工艺设计。本文对PET的研究,生产进行了详细的概述,阐述了其在化学工业中的作用与地位。并介绍了PET的制备方法和确定了PET的生产工艺。在确定PET生产工艺的基础上进行了物料衡算,热量衡算,主要设备选型,工艺管路设计。利用Auto CAD 软件绘制主要设备图,工艺流程图以及车间布置图。文中还对三废处理及废料回收、节能措施与安全防范、技术经济初步分析核算进行了简单的阐述。 关键词:聚对苯二甲酸二乙醇脂;PET;Auto CAD
ABSTRACT This design is an annual output of eighty thousand tons of polyethylene t erephthalate (PET) process design. In this paper, the PET study, a detailed ove rview of the production, expounds its role and position chemical in industry. And introduces the preparation method of the PET and set the PET production technology.In determining the PET production technology is conducted on the basis of the material balance calculations, heat balance calculations, the main equipment selection, process piping design. Use Auto CAD software draw the main equipment figure, process flow diagram and workshop layout figure. The paper also for waste treatment and recycling, energy saving measures and safet y, preliminary analysis on technical and economic accounting simply explained. Key words: polyethylene terephthalate; PET; Auto CAD
尼龙66的性质
尼龙66的基本性质 热性质 (1)熔点(Tm) 熔点即结晶熔解时的温度,对结晶性高分子尼龙-66,显示清晰的熔点,根据采用的测试方法,熔点在259~267℃的范围内波动。通常采用差热分析(DTA)法测出的尼龙-66的熔点为264℃。实际上,尼龙-66的熔点可以根据结晶的熔融热(ΔH)和熔融熵(ΔS)计算出来: 尼龙-66的ΔH为4390.3J/mol,ΔS为8.37J/kmol,Tm的理论值为259.3℃[ ]。 如果将体积膨胀系数显示极大值的温度当作熔点,则尼龙-66的熔点温度范围为246~263℃。接近理论熔解温度259℃。 (2)玻璃化温度(Tg) 高分子的比容和比热容等温度特性值在某一温度可出现不规则的变化,这一温度就是玻璃化转变温度,是分子链的链段克服分子间力开始运动的温度。在这一温度附近,模量、振动频率、介电常数等也开始发生变化。 尼龙-66的玻璃化温度,与测试方法、试样中的水分含量、单体浓度、结晶度等因素有关。Wilhoit和Dole等从比热容的温度变化分析,认为尼龙-66的玻璃化温度为47℃[ ],而Rybnikar则在低温下测定了尼龙-66的比容,发现在尼龙-66在-65℃也有一个转变温度[ ]。 结晶和结晶度 (1)结晶构造 Bill认为,尼龙-66的晶形有α型和β型二种形态,在常温下为三斜晶形,在165℃以上为六方晶形[ ]。 Bunn等确定了尼龙-66α型的结晶构造[ ],如图01-72所示,其晶胞的晶格常数列于表01-73。从图01-72可见,尼龙-66分子中的亚甲基呈锯齿状平面排列,酰胺基取反式平面结构,分子链被笔直地拉长。相邻的分子以氢键连成平面的片状,其模型如图01-68所示。 表01-68尼龙-66稳定晶形的晶格常数 晶体 a b c(纤维轴) αβγ α型结晶(三斜晶系) 4.9×10-4μm 5.4×10-4μm 17.2×10-4μm48?° 77°63?° 计算密度=1.24g/cm3 图01-44尼龙-66的α晶型结构[ ] 图01-45尼龙-66分子中晶片排列模型[ ] 线条:链状分子;○:氧原子 从图01-45可以看出,尼龙-66的α晶型是一系列晶片沿链轴方向一个接一个的垒积,而β晶型则每隔一片相互上下偏移垒积。对未进行热处理的普通成型品,构成结晶的氢键平面片的重叠方式,是这种α晶型和β晶型的任意混合。 (2)球晶 熔融状态的尼龙-66缓慢冷却时,在235~245℃急剧生成球晶。球晶不仅包含于结晶部分,也包含于非结晶部分,结晶度为20%~40%。 球晶有在径向上优先取向的正球晶及在切线方向上优先取向的负球晶[ ]。尼龙-66球晶通常为正球晶,但在250~265℃下加热熔融结晶时可以生成负球晶[ , ]。球晶生成速度和球晶大小,除显著地受冷却温度的影响之外,还受到熔融温度、分子量等因素的影响。(3)结晶度 一般认为,普通结晶形高分子,具有结晶区域和非结晶区域,结晶区域的比例便称为结晶度。在很大程度上,结晶度可以左右尼龙-66的物理、化学和机械性质。结晶度可以用X-射线、红外吸收光谱、熔融热、密度和体积膨胀率等求得,其中以密度法最为简单方便。 分子量和分子量分布 综合考虑尼龙-66的可应用性和可加工性,通常将其分子量调整为15000~30000(聚合度约150~300),若分子量太大,成型加工性能变差。已经开发了一系列方法测定聚酰胺的分子量,如粘度法(溶液粘度法和熔融粘度法)、末端基定量法(中和滴定法、比色法、电位滴定法、电导滴定法)、光散射法、渗透压法、熔融电导法等,其中溶液粘度法在实验室条件较为容易进行。 热分解和水解反应 与其它聚酰胺相比,尼龙-66最容易热降解和三维结构化。当尼龙-66发生热分解时,首先表现为主链开裂引起分子量、熔体粘度降低;进一步降解时,由三维结构化引起熔体粘度上升而最终变成凝胶,成为不溶不熔物。其机理尚未完全阐明,但相信主要原因是尼龙-66本质造成的,与己二酸残基容易形成环戊酮衍生物密切相关。 在惰性气体氛围中,尼龙-66可以在300℃保持短时间的稳定性,但时间长后(如290℃5小时)就可看出明显的分解,产生氨和二氧化碳等。在无氧的条件下,其分解产物为氰基(-CN)和乙烯基(-CH=CH2)。
PET的生产工艺及流程图
工艺控制略解 聚对苯二甲酸乙二酯(PET)吹塑瓶的生产按型坯的预成型不同可分为注射拉伸吹塑(简称注拉吹)和挤出拉伸吹塑(简称挤拉吹)。在这两种成型方法中,由于注拉吹工艺易控制,生产效率高,废次品少而较为通用。 PET吹塑瓶可分为两类,一类是有压瓶,如充装碳酸饮料的瓶;另一类为无压瓶,如充装水、茶、油等的瓶。 虽然生产厂家不同,但其设备原理相似,一般均包括供坯系统、加热系统、吹瓶系统、控制系统和辅机五大部分。吹塑工艺PET瓶吹塑工艺流程。影响PET瓶吹塑工艺的重要因素有瓶坯、加热、预吹、模具及环境等。 茶饮料瓶是掺混了聚萘二甲酸乙二酯(PEN)的改性PET瓶或PET与热塑性聚芳酯的复合瓶,在分类上属热瓶,可耐热80℃以上;水瓶则属冷瓶,对耐热性无要求。在成型工艺上热瓶与冷瓶相似。 2.1、瓶坯: 制备吹塑瓶时,首先将PET切片注射成型为瓶坯,它要求二次回收料比例不能过高(5%以下),回收次数不能超过两次,而且分子量及粘度不能过低(分子量31000-50000,特性粘度0.78-0.85cm3/g) 2.2、加热: 瓶坯的加热由加热烘箱来完成,其温度由人工设定,自动调节。烘箱中由远红外灯管发出远红外线对瓶坯辐射加热,由烘箱底部风机进行热循环,使烘箱内温度均匀。瓶坯在烘箱中向前运动的同时自转,使瓶坯壁受热均匀。 2.3、预吹: 预吹是二步吹瓶法中很重要的一个步骤,它是指吹塑过程中在拉伸杆下降的同时开始预吹气,使瓶坯初具形状。这一工序中预吹位置、预吹压力和吹气流量是三个重要工艺因素。预吹瓶形状的优劣决定了吹塑工艺的难易与瓶子性能的优劣。正常的预吹瓶形状为纺锤形,异常的则有亚铃状、手柄状等,如图2所示。造成异常形状的原因有局部加热不当,预吹压力或吹气流量不足等,而预吹瓶的大小则取决于预吹压力及预吹位置。在生产中要维持整台设备所有预吹瓶大小及形状一致,若有差异则要寻找具体原因,可根据预吹瓶情况调整加热或预吹工艺。预吹压力的大小随瓶子规格、设备能力不同而异,一般容量大、预吹压力要小;设备生产能力高,预吹压力也高。 即使采用同一设备生产同一规格的瓶子,由于PET材料性能的差异,其所需预吹压力也不尽相同。玻纤增强的PET材料,较小的预吹压力即可使瓶子底部的大分子正确取向;另一些用料不当或成型工艺不适当的瓶坯,注点附近有大量的应力集中不易消退,如果吹塑,常会在注点处吹破或在应力测试中从注点处爆裂、渗漏。根据取向条件,此时可如所示把灯管移出2-3支至注点上方开启,给予注点处充分加热,提供足够热量,促使其迅速取向。对于已加热二次使用的瓶坯或存放时间超标的瓶坯,由于时温等差效应,二者成型工艺相似,与正常瓶坯相比,其要求的热量要少,预吹压力也可适当降低。
合成树脂瓦生产项目可行性研究报告
合成树脂瓦生产项目可行性研究报告(此文档为word格式,下载后您可任意修改编辑!)
目录 第一章总论 (5) 第一节项目名称及承办单位 (5) 第二节可行性研究的依据与范围 (5) 第三节可行性研究的结论 (7) 第二章项目提出的背景及建设必要性 (10) 第一节某某城市概况 (10) 第二节项目提出的背景 (12) 第三节项目建设的必要性 (16) 第三章市场需求预测 (18) 第一节市场需求分析 (18) 第二节价格分析 (22) 第四章建设规模及产品方案 (22) 第一节建设规模 (22) 第二节产品方案 (22) 第一节建设地点 (24) 第二节建设条件 (24) 第三节原材料供应 (26) 第六章工程技术方案 (26)
第一节生产技术方案的选择 (26) 第二节工艺流程和消耗指标 (28) 第七章公用工程及辅助设施方案 (44) 第一节总平面布置及运输 (44) 第二节给排水与消防 (45) 第三节供电及通讯 (47) 第四节管线综合布置方案 (48) 第八章环境保护、安全防护及节能 (49) 第一节环境保护 (49) 第二节安全防护 (49) 第三节节能 (50) 第九章组织机构及劳动定员 (57) 第一节企业组织机构 (57) 第二节劳动定员、人员来源及培训 (57) 第十章建设实施与工程进度安排 (57) 第十一章投资估算及资金筹措 (60) 第一节估算依据及说明 (60) 第二节投资估算 (61) 第十二章经济评价 (62) 第一节财务基础数据 (62)
第二节财务盈利能力分析 (64) 第三节不确定性分析 (65) 第四节综合评价 (66)
浅析尼龙6生产工艺技术分析
浅析尼龙6生产工艺技术分析 摘要:尼龙(polyamide fibre)指的是聚酰胺纤维,又叫做锦纶,尼龙包括多种类型的产品,不同产品之间的性质和用途有较大的差别。作为我国最早开发的合成纤维产品,尼龙6有着悠久的生产历史,但在尼龙6生产技术方面还有非常大的发展空间,需要不断进行研究和探索。本文通过对尼龙6纤维性能的描述,对尼龙6的生产过程中的聚合方法进行了分析,分别是常压连续法、二段法、间歇式高压釜法等,并且对以上几种聚合方法的工艺比较分析,以期为我国尼龙6生产技术和产品的发展方向提供参考。 关键词:尼龙6 生产技术发展趋势 锦纶6即为尼龙6,是我国玻璃纤维增强聚酰胺-6的商品名称,也叫做PA6或耐纶6。聚己内酰胺最早于1938年由E-氨基己酸和己内酰胺制成的,经过不断发展,展开了对聚酰胺6纤维的试验和大量生产,进入了工业化生产时期[1]。自1950年后,我国积极的学习国外技术和经验,引进了大量先进的设备,使尼龙6生产技术得到了飞速的发展,逐渐向着国际化的方向发展,最终成为我国锦纶纤维产业产量最大的一种聚酰胺纤维,生产能力超过尼龙66。 一、尼龙6纤维的性能 与传统纤维相同的是尼龙6依然延续了抗溶解性强、工艺温度范围大、熔点低、抗冲击力高、耐霉烂、腐蚀性强及防虫防蛀性好等特征,还具有较高的断裂强度,在所有纤维中强力仅次于芳纶。尼龙6在结节强度、耐磨性、重复弯曲强度、伸长及弹性回复率等方面,均优于其他合成纤维,具有显著的优势,比重也相对较轻。但是尼龙纤维6也存在吸湿性强的问题,其不足之处在于耐光、耐热性差,很容易出现变形的现象,抵抗形变能力较弱,如果长时间受紫外线或日光的照射会导致产品变黄。 二、尼龙6的聚合方法 尼龙6的生产过程中随着新技术的发展已经迈向了大型化的高新技术行列中。根据用处的不一样聚合工艺可以分成以下几种不一样的方法:[2] 第一,二段聚合方法 此种方法是由前聚合和后聚合两种聚合管组合而成的,通常使用在生产高粘度的工业帘子布丝,两种聚合法分成了前聚合高压以及后聚合常压两种;前聚合增加压,后聚合减少压;前、后聚合均为常压三种方法。在以上三种方法的生产过程中都是从聚合时间以及生产物中的个体以及低聚体量等之间的比较进行加压处理,减压聚合法。[3]通常情况下,减压聚合的方法比较好,但是由于投资比较大,费用高;高压以及常压次之,前、后聚合均为常压最差,不过此种方法也是投资最省钱,操作费用较低的。采用前聚合加压,后聚合减压生产方法时,
坡屋面挂瓦(合成树脂瓦)技术交底
坡屋面挂瓦(合成树脂瓦)技 术交底 -标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
交底部位坡屋面工序名称坡屋面挂瓦 交底提要:坡屋面挂瓦的施工准备,施工方法,质量要求。 重叠位置应在树脂瓦台阶处。 纵向搭接示意图 横向搭接示意图 2.4.5四坡或多坡屋面中非梯形,非矩形屋面,第一张瓦应从中间开始安装后分别向两侧安装。 2.4.6各坡屋面树脂瓦,侧边、端面、斜角等多余部门应弹线切除。 2.4.7屋面瓦铺设遇屋面有检修孔、烟道、排气孔等设施,瓦切除部分需弹线。 2.5安装脊瓦 2.5.1正脊瓦两侧有承接口,两张搭接时,上脊瓦的大头扣住下脊瓦的小头。 2.5.2安装正脊瓦要从一侧开始,第一张应截去大头部分,正脊瓦的两翼应紧贴主坡瓦,脊瓦瓦波与主坡瓦吻合。用专用紧固套件在脊瓦瓦波突起部分与主瓦片及檩条固定。固定点2-3个,铺设方向与主瓦铺设一致,最后一张多余部分应切除。 2.5.3斜脊瓦两侧有承接口,两张搭接时,上脊瓦的大头扣住下脊瓦的小头。
交底部位坡屋面工序名称坡屋面挂瓦 交底提要:坡屋面挂瓦的施工准备,施工方法,质量要求。 2.5.4斜脊瓦中心线和斜檐对齐,在瓦片瓦波的突起部分使用专用紧固套件将斜脊瓦与瓦片连接固定,固定点3个,铺设方向由下而上。 2.5.5最后一张斜脊瓦的多余部分切掉。 2.5.7斜脊封头安装在斜脊瓦最下端,伸出100mm-200mm。 2.5.8斜脊瓦封头用专用铆钉与斜脊瓦固定,固定点2个。 2.6安装三通脊瓦 2.6.1三通脊瓦安装在三个相交屋面的交汇处,用于连接相交的三个脊瓦。 2.6.2三通脊瓦在其它脊瓦上使用紧固套件与他们固定,固定4-6个点。 三通脊瓦铺设示意图 2.7处理屋面凸出物 凸出屋面的烟道、排气道等处必须有排水处理。泛水是提高屋面易漏部分的防风雨性能的一种特殊构造,引导水从接缝处流过而不进入接缝处。 凸出物与屋面结合部均采用聚合物砂浆,自节点处上返250mm、厚度20mm,与构造物外壁抹实。待砂浆全部干燥后,覆涂两边与主瓦同色漆。 2.8封檐 封檐应与主瓦最下一节同时安装,在主瓦末端用紧固套件固定在檩条上。 三、施工注意事项 3.1屋面瓦铺设完毕后,及时彻底清理屋面上的各种材料及垃圾。重点清理污染瓦面的污物。所有节点构造处均应覆涂两遍与主瓦同色专用漆。清理时如发现有损
尼龙66的主要牌号与性能
尼龙66的主要牌号与性能 01.3.6.1国产尼龙66的主要性能指标 国内生产尼龙66的厂家有:黑龙江省尼龙厂、上海塑料制品十八厂、辽阳化纤工业总公司、太原合成纤维厂、神马集团、浙江衢州化工厂、宜兴太湖尼龙厂、江苏海安化工厂。其产品主要用制造各种机械、汽车、化工、电子电气装置的零部件,特别适合用于高强度或耐磨部件,如各种齿轮、滑轮、辊轴、轴承、泵体中叶轮、风箱叶片、高压密封圈、阀座、垫片、衬套、各种壳体、工具手柄、支撑架、电缆包层、汽车灯罩等。在电子仪器设备、继电器等电气设备中制造零件、电梯导轨、建筑装饰扶手等。在医疗器械、体育用品和日用品上也有广泛应用,如棒球棒、滑雪板等。也可制成薄膜后与铝箔等形成复合膜用于食品包装,如软包装饮料、罐头等。表01-73列出了几家企业的尼龙66产品指标。 表01-73 国产尼龙66的性能指标 01.3.6.2阻燃增强尼龙66的主要性能指标
目前,国内尚有许多厂家从事改性尼龙66树脂的生产。生产阻燃尼龙66和阻燃增强尼龙66的主要厂家有:黑龙江省尼龙厂、黑龙江省化工研究所、上海赛璐珞厂、广州莲花山工程塑料厂、江阴市永建化工有限公司等。阻燃尼龙66主要用于低压电器、机床电器、广播电视工业中,制造各种阻燃零件如调压器开关、仪器仪表外壳和电子电气连接器等;生产玻纤增强尼龙66的主要厂家有:黑龙江省尼龙厂、上海德胜塑料厂、广州莲花山工程塑料厂、苏州塑料一厂等。产品主要应用于低压电器工业,如交流接触器底座、线圈骨架、行程开关等各种要求耐火性能的介电零件中。黑龙江省化学研究所还生产防老化尼龙。其主要指标列于表01-74中。 表01-74 国产改性尼龙66树脂的主要性能指标 01.3.6.3杜邦公司系列尼龙66产品的基本性能指标 杜邦公司是主要的尼龙66生产厂家之一,其产品型号齐全,覆盖面广,满足各行各业对尼龙66树脂的不同性能要求,见表01-75。 表01-75 杜邦公司Zytel? 尼龙66树脂型号与用途
福建省地方标准《ASA合成树脂瓦》编制说明
福建省地方标准《ASA合成树脂瓦》编制说明 ASA合成树脂瓦采用超高耐候工程树脂ASA作为表面材料,通过共挤工艺而成型的一种新型节能环保屋面装饰建筑材料,具有仿古琉璃瓦的外观,主要应用于高档别墅、园林楼阁、平改坡工程等屋面领域。它具有色彩鲜艳持久、抗负载性能卓越、抗腐蚀性能优异、自洁净性能好、防火性能优越、抗冲击性能良好、隔音效果好、卓越的防水性能、优异的绝缘性能、不含石棉及放射性元素、环保性、隔热性、安装便捷,并可回收利用,已被广泛运用于屋面领域,倍受消费者好评! 由于ASA合成树脂瓦主要用于工业和民用屋面装饰,与人们的生活息息相关。但目前此产品既无国家统一标准,也无福建省地方标准。仅有的住房和城乡建设部标准定额研究所制定的JG/T346-2011《合成树脂装饰瓦》标准未涉及产品的波高、波距、节距、宽度、20节瓦左右两侧长度偏差(弯曲度)、燃烧性能、耐冻融性能以及在东南沿海地区每年面临台风而涉及的防渗漏等要求。另外落锤冲击点位置、承载性能的承压面状态未明确,因此为了规范ASA合成树脂瓦的使用材料、性能指标、检验方法等,根据《中华人民共和国标准化法》要求特制定本标准。本标准依据GB/T1.1-2009《标准化工作导则第1部分:标准的结构和编写》编写。 本标准术语和技术要求主要参考JG/T346-2011《合成树脂装饰瓦》标准,结合我省树脂瓦生产企业规模不大、生产工艺相近、产品结构基本一致等特点而制定。 具体制定如下: 一、本标准编制原则: 1、ASA合成树脂瓦与合成树脂装饰瓦特点一致,主要用于工业和民用屋面装饰,因此ASA合成树脂瓦表面性能应与合成树脂装饰瓦一致。 2、本标准适用于以ASA为表层、以PVC为里层共挤合成的树脂瓦。
PET管胚生产工艺
P E T管胚生产工艺-标准化文件发布号:(9556-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
PET管胚生产工艺流程 1. 塑料瓶发白: a.局部:相应的区段增加加热(过渡拉平);整体:瓶胚设定点温度太低,Setpoint太低 b.增加加热灯数目 c.增加多个加热区的加热百分比 2. 塑料瓶混浊不透明: 加热过渡a.降低加热百分比 b.降低Setpoint c.减少加热灯数目 d.提高吹风风量 3. 瓶底里面有皱折: 底部加热过分或预吹瓶有问题;a.降低底部加热温度; b.提前预吹时间;c.提高预吹瓶压力; d. 增大预吹瓶气流量; 4.底部放大镜想象: a.升高底部的加热; b.减小底部其他部位的加热; c.提高预吹瓶压力; d. 提高气流量;e.提前预吹时间; 5.底偏: a.减小加热比列; b.提高拉伸杆活塞压力; c.调节拉伸杆和底模间的距离; d.延后预吹时间; e.减小预吹压力; f.减小吹瓶时间 g.减少瓶胚对中程度; h.检查拉平杆上的导向环和喷嘴扩散器6.花状瓣瓶底发白:原因:瓶底温度太低;瓶底塑料太少;注塑点偏离中心。
① 当所有底角发白,注塑点在中间时: a.在瓶底增加加热 b.提前吹瓶时刻 ② 当注塑点偏离只有一两个发白时 a.延后预吹时刻; b.减少预吹瓶压力 7.瓶颈下有皱折:预吹瓶太晚或压力太小或加热太过造成的a.提前预吹时刻 b.增加压力 c.减少加热 8.硬颈(瓶颈放大镜现象)a.延后预吹时刻 b.降低预吹压力 c.增加区域加热(颈部)9.瓶颈变形(瓶颈轴与瓶子轴不对中)原因:这一区域加热过分。 a.减少这一区域的加热 b.调节冷却块位置高度 c.检查烘箱鼓风情况,加大鼓风。 10.花纹不好:原因吹瓶压力太小。 11.花瓣状瓶底成型不好:吹瓶压力太小,瓶底厚度不均。 12.瓶子太厚引起的环状带: 原因:瓶子上这一区域加热不足,增加这1区域的加热。 a.提前预吹瓶时刻。 b.增加预吹压力。 情况严重时瓶子某区域内缩是因为拉伸杆碰到瓶胚壁产生一个冷却区域。 13.瓶子圆周塑料分布不均匀:
PET生产工艺
3.2.1产品介绍 聚对苯二甲酸乙二醇酯,英文名polyethylene terephthalate(简称PET) 别名:聚对苯二甲酸乙二酯;聚对酞酸乙二酯;的确凉;涤纶;聚乙烯对苯二甲酸酯;达克纶等。大量用作纤维,而工程塑料树脂可分为非工程塑料级和工程塑料级两大类,非工程塑料级主要用于瓶、薄膜、片材、耐烘烤食品容器等。 化学分子结构: PET 是乳白色或浅黄色、高度结晶的聚合物,表面平滑有光泽。在较宽的温度范围内具有优良的物理机械性能,长期使用温度可达120℃,电绝缘性优良,甚至在高温高频下,其电性能仍较好,但耐电晕性较差,抗蠕变性,耐疲劳性,耐摩擦性、尺寸稳定性都很好。PET 有酯键,在强酸、强碱和水蒸汽作用下会发生分解,耐有机溶剂、耐候性好。缺点是结晶速率慢,成型加工困难,模塑温度高,生产周期长,冲击性能差。一般通过增强、填充、共混等方法改进其加工性和物性,以玻璃纤维增强效果明显,提高树脂刚性、耐热性、耐药品性、电气性能和耐候性。但仍需改进结晶速度慢的弊病,可以采取添加成核剂和结晶促进剂等手段。加阻燃剂和防燃滴落剂可改进 PET 阻燃性和自熄性。目前,聚酯PET正在越来越多地取代铝、玻璃、陶瓷、纸张、木材、钢铁和其他合成材料,聚酯的家庭也在持续扩大。 3.2.2工艺介绍 切片聚酯工艺路线有直接酯化法(PTA法)和酯交换法(DMT法)。
目前华润包装采用的PTA法具有原料消耗低、反应时间短等优势,自80年代起己成为聚酯的主要工艺和首选技术路线。 PTA法连续工艺主要有德国吉玛(Zimmer)公司、美国杜邦公司、瑞士伊文达(Inventa)公司和日本钟纺(Konebo)公司等几家技术。其中吉玛、伊文达、钟纺技术为5釜流程,杜邦则开发了3釜流程(目前正在开发2釜流程),两者缩聚工艺基本相似,区别在于酯化工艺。如5釜流程采用较低温度及压力酯化,而3釜流程则采用高乙二醇(EG)/PTA摩尔比和较高的酯化温度,以强化反应条件,加快反应速度,缩短反应时间。总的反应时间为5釜流程10小时,3釜流程3.5小时。目前世界大型聚酯公司都采用集散型(DCS)控制系统进行生产控制和管理,并对全流程或单釜流程进行仿真计算。 企业目前采用的工艺称为直接酯化法,对苯二甲酸与过量乙二醇在200℃下先酯化成低聚合度(如X=1~4)聚对苯二甲酸乙二醇酯,而后在280℃下终缩聚成高聚合度的最终聚酯产品(n=100~200),这一步与间接酯化法相同。随着缩聚反应程度的提高,体系粘度增加。在工程上,将缩聚分段在两反应器内进行更为有利。前段预缩聚:270℃,2000~3300Pa。后段终缩聚:280~285℃,60~130Pa。 PTA和MEG按照一定的摩尔比进行配料,再加入事先调配好的各项添加剂等,在浆料釜中搅拌混合均匀,并打入酯化釜进行PTA和EG发生反应,生成单体。单体主要是对苯二甲酸双羟乙酯BHET,有酯化Ⅰ和酯化Ⅱ两个阶段,在预聚和终聚釜中,单体在温度升高,真空度提高的情况下,以及催化剂的参与下聚合形成长链,同时释放
尼龙66的基本性质
聚合过程与工艺 己二酸和己二胺发生缩聚反应即可得到尼龙-66。工业上为了己二酸和己二胺以等摩尔比进行反应,一般 先制成尼龙-66盐后再进行缩聚反应,反应式如下: 在水的脱出的同时伴随着酰胺键的生成,形成线型高分子。所以体系内水的扩散速度决定了反应速度, 因此在短时间内高效率地将水排出反应体系是尼龙-66制备工艺的关键所在。上述缩聚过程既可以连续进 行也可以间歇进行。 在缩聚过程中,同时存在着大分子水解、胺解(胺过量时)、酸解(酸过量时)和高温裂解等使尼龙66 的分子量降低的副反应。 尼龙-66盐的制备 尼龙-66盐是己二酰己二胺盐的俗称,分子式:C12H26O4N2,分子量262.35, 结构式:[+H3N(CH2)6NH3+ -OOC(CH2)4COO-]。 尼龙-66盐是无臭、无腐蚀、略带氨味的白色或微黄色宝石状单斜晶系结晶。室温下,干燥或溶液中的尼 龙-66盐比较稳定,但温度高于200℃时,会发生聚合反应。其主要物理性质列于表01-63中。 表01-63 尼龙-66盐的主要物理性质 (1)水溶液法 以水为溶剂,以等当量的己二胺和己二酸在水溶液中进行中和反应,得到50%的尼龙-66盐溶液。其工艺流程图如图01-40所示。 图01-40 水溶液法生产尼龙-66盐工艺流程 1—己二酸配制槽 2—己二胺配制槽 3—中和反应器 4—脱色罐 5—过滤器 6、9、11、12—贮槽 7—泵 8—成品反应器 10—鼓风机 13—蒸发反应器 将纯己二胺用软水配成约30%的水溶液,加入反应釜中,在40~50℃、常压和搅拌下慢慢加入等当量的纯己二酸,控制pH值在7.7~7.9。在反应结束后,用0.5%~1%的活性炭净化、过滤,即可得到50%的尼龙-66盐水溶液。成盐反应为放热反应,为此必须将反应热以外循环水冷却除去,同时为防止尼龙-66盐与空气接触而被氧化,在生产系统中充以氮气保护。在真空状态下,将50%的尼龙-66盐水溶液经蒸发、脱水、浓缩、结晶、干燥,即可得到固体尼龙-66盐。一般每吨尼龙-66盐(100%)消耗己二胺(99.8%)522.64 kg,己二酸(99.7%)561.9kg。 本法的特点是不采用甲醇或乙醇等溶剂,方便易行,安全可靠,工艺流程短,成本低。但对原料中间体质量要求高,远途运输费用也较高。美国孟山都公司、杜邦公司和法国罗纳-普朗克公司采用本法生产。(2)溶剂结晶法 以甲醇或乙醇为溶剂,经中和、结晶、离心分离、洗涤,制得固体尼龙-66盐。氨基和羧基经中和后形成
PET瓶吹塑设备及加工工艺概述
PET瓶吹塑设备及加工工艺概述 吹塑瓶可分为两类, 一类是有压瓶, 如充装碳酸饮料的瓶; 另一类为无压瓶, 如充装水、茶、油等的瓶。茶饮料瓶是掺混了聚萘二甲酸乙二酯(PEN)的改性瓶或与热塑性聚芳酯的复合瓶, 在分类上属热瓶, 可耐热80℃以上; 水瓶则属冷瓶, 对耐热性无要求。在成型工艺上热瓶与冷瓶相似。笔者主要讨论冷瓶中的有压饮料瓶成型工艺 1 设备 随着科技的不断进步和生产的规模化,吹瓶机自动化程度越来越高, 生产效率也越来越高。设备生产能力不断提高, 由从前的每小时生产几千个瓶发展到现在每小时生产几万个瓶。操作也由过去的手动按钮式发展为现在的全电脑控制, 大大降低了工艺操作上的难度, 增加了工艺的稳定性。 当前, 注拉吹设备的生产厂家主要有法国的SIDEL公司、德国的KRONES公司等。虽然生产厂家不同, 但其设备原理相似, 一般均包括供坯系统、加热系统、吹瓶系统、控制系统和辅机五大部分。 2 吹塑工艺 瓶吹塑工艺流程。影响瓶吹塑工艺的重要因素有瓶坯、加热、预吹、模具及环境等。 2.1 瓶坯 制备吹塑瓶时, 首先将切片注射成型为瓶坯, 它要求二次回收料比例不能过高(5%以下), 回收次数不能超过两次, 而且分子量及粘度不能过低(分子量31000-50000, 特性粘度0.78-0.85cm3/g)。注塑成型的瓶坯需存放48h以上方能使用。加热后没用完的瓶坯, 必须再存放48h以上方能重新加热使用。瓶
坯的存放时间不能超过六个月。 瓶坯的优劣很大程度上取决于材料的优劣, 应选择易吹胀、易定型的材料, 并制定合理的瓶坯成型工艺。实验表明, 同样粘度的PET材料成型的瓶坯, 进口的原料要比国产料易吹塑成型; 而同一批次的瓶坯, 生产日期不同, 吹塑工艺也可能有较大差别。瓶坯的优劣决定了吹塑工艺的难易, 对瓶坯的要求是纯洁、透明、无杂质、无异色、注点长度及周围晕斑合适。 2.2 加热瓶坯的加热由加热烘箱来完成, 其温度由人工设定, 自动调节。烘箱中由远红外灯管发出远红外线对瓶坯辐射加热, 由烘箱底部风机进行热循环, 使烘箱内温度均匀。瓶坯在烘箱中向前运动的同时自转, 使瓶坯壁受热均匀。灯管的布置在烘箱中自上而下一般呈区字形, 两头多, 中间少。烘箱的热量由灯管开启数量、整体温度设定、烘箱功率及各段加热比共同控制。灯管的开启要结合预吹瓶进行调整。 要使烘箱更好地发挥作用, 其高度、冷却板等的调整很重要, 若调整不当, 吹塑时易出现胀瓶口(瓶口变大)、硬头颈(颈部料拉不开)等缺陷。 PET注坯及吹瓶工艺要点 https://www.360docs.net/doc/0111400418.html, 发布: -6-4 17:13:53 来自: 模具网浏览: 218 次PET在饮料包装领域的应用推动了饮料包装业的高速发展。与此同时, 饮料包装业的发展也为PET的应用提供了发展空间。严格控制PET注坯及吹瓶工艺是保证PET瓶的外观与其经济性的关键。 PET的特性
树脂瓦施工方案1
合成树脂瓦安装指南 一、安装工具及配件 1、工具:工程线、手提电钻、电钻钻头套筒、手提切割机、卷尺、钢尺、扳手、手提磨光机。 2、配件:防水圈、保护垫、自攻钉、自攻木螺丝、不锈钢角钩、防水帽。 3、附料:树脂胶、树脂粉, (施工中出现钻孔钻错现象将两种材料拌合后添补)。 方法/ 步骤 1. 1 二、屋面要求 1、坡度合成树脂瓦适用于坡度为20?80度的坡屋面。 2、檩条常用檩条材料及尺寸(mm :木方60× 40、方钢管60× 40× 3、C 型 钢 1 0 0 × 5 0 × 3 。 金属檩条须用镀锌方管,焊接点刷防锈油一遍。木檩条须用防腐油或用沥青油浸刷。 最上面檩条位置距屋脊线18Omm便于安装正脊瓦,最下面檩条位置距屋檐口 5 0 ?7 0 m m 。 竹节形主瓦檩条间距不得大于66Omm大弧型主瓦檩条间距不得大于750mm。 2. 2 三、合成树脂瓦安装 1 、安装次序 2 、放线安装前应根据现场屋面情况进行放线,这样有助于安装瓦时达到 横平竖直,保证安装质量及达到美观效果。 3、安装主瓦 两坡屋面主瓦安装时,一侧波峰中心与CCI(CC2或DD1( DD2 线
重合,主瓦上、下部都应与CD AB线平行,并从一侧(CC1或DD1线)开始安装。 第一张瓦的安装最为重要,一定要保证瓦底边与CCI(CC2或DD 1(DD2线垂直不得倾斜,位置摆正后,在最下端檩条和瓦的中心位置(波峰处将瓦固定。 为防止单向搭接造成的倾斜和不平整现象,主瓦横向安装要一上、一下排列,即第二张瓦扣压第一张瓦和第三张瓦,第四张瓦扣压第三张和第 五张瓦并各搭接一个瓦波,其余以此类推。 安装过程中要随时检查瓦底边与施工线的垂直,确认无误后再将固定件安装齐全。 纵向安装要搭接瓦的一个节长。两坡屋面主瓦安装应两侧同步进行,以确保正 脊瓦安装的波峰吻合。主瓦安装选用直径6.3mm长度75mm的自攻钉;正脊瓦、斜脊瓦安装根据固定位置的不同,选用直径 6.3mm,长度110-15Omm的自攻钉。固定瓦时先将防水圈置于保护垫下面的凹槽内,并将自攻钉穿过保护垫中心孔(弧面朝下), 电钻要与瓦面垂直,紧固瓦时钉的松紧要适中,完毕后再安装 防水帽。 钢檩条采用自攻钉或不锈钢角钉,木檩条采用自攻螺丝。在需固定的波峰上先钻大于自攻螺丝直径2mm的孔,每隔一个波峰固定一套配件。 四坡屋面安装时先安主瓦(方法同两坡屋)。主瓦安装完毕后再安装两侧三角形屋面,由中心线CC3 DD3为基准两边均分安装,再沿斜线切割,以便于斜脊瓦的安装。 4 、安装正脊瓦 正脊瓦安装在屋脊CD线上,安装时要从主瓦区一侧开始,第一张正脊瓦搭接处要避免与主瓦搭接处重叠,两张正脊瓦之间搭接一个波形。 5、安装斜脊瓦斜脊瓦安装在多坡屋面 三角形斜边上,安装时要上下对齐固定在
PET的生产工艺介绍
聚酯切片的生产工艺介绍 百科名片 聚酯切片 聚酯切片聚酯工艺路线有直接酯化法(PTA法)和酯交换法(DMT法)。PTA法具有原料消耗低、反应时间短等优势,自80年代起己成为聚酯的主要工艺和首选技术路线。大规模生产线的为连续生产工艺,半连续及间歇生产工艺则适合中、小型多种生产装置。聚酯PET 的用途不再主要局限于纤维,而是进一步拓展到各类容器、包装材料、薄膜、胶片、工程塑料等领域。 简介 聚酯切片 PET 学名:聚对苯二甲酸乙二醇酯英文简称:PET由精对苯二甲酸(PTA)和乙二醇(EG)聚合而成. 分类
1、按组成和结构可分为:共混、共聚、结晶、液晶、环形聚酯切片等; 2、按性能可分为:着色、阻燃、抗静电、吸湿、抗起球、抗菌、增白、低熔点、增粘(高粘)聚酯切片等; 3、按用途可分为:纤维级聚酯切片、瓶级聚酯切片、膜级聚酯切片(主要是工艺指标不同)。纤维级聚酯切片按其中消光剂tio2的含量不同又可以分为:超有光(大有光)、有光、半消光、(全)消光聚酯切片。另外还有阳离子聚酯切片。 发现与发展 目前,主要用于瓶级聚酯(广泛用于各种饮料尤其是碳酸饮料的包装)、聚酯薄膜(主要用于包装材料、胶片和磁带等)以及化纤用涤纶. 聚酯系列产品的最早历史,可以说,1928年美国杜邦公司的卡罗瑟斯(Carothers)对脂肪族二元酸和乙二醇的缩聚进行了研究,并最早用聚酯制成了纤维。1931年秋天,卡罗瑟斯(Carothers)在美国化学会正式发表其研究成果。该纤维具有丝的光泽,强力和弹性均可和蚕丝媲美,但是由于其熔点低、易水解不耐碱,而无实用价值。但这项研究最早证实了聚酯可以制成纤维。1941年英国卡利科印染工作者协会(以下简称CPA)的温菲尔德和迪克森在卡罗瑟斯(Carothers)工作的启发下,继续研究聚酯,1942年CPA取得了专利权。可以说,聚酯(PET)是在1949年率先在英国实现工业化生产,因其有优良的服用和高强度等性能,成为合成纤维中产量最大的品种。 生产方法 PTA法连续工艺主要有德国吉玛(Zimmer)公司、美国杜邦公司、瑞士伊文达(Inventa)公司和日本钟纺(Konebo)公司等几家技术。其中吉玛、伊文达、钟纺技术为5釜流程,杜邦则开发了3釜流程(目前正在开发2釜流程),两者缩聚工艺基本相似,区别在于酯化工艺。如5釜流程采用较低温度及压力酯化,而3釜流程则采用高乙二醇(EG)/PTA摩尔比和较高的酯化温度,以强化反应条件,加快反应速度,缩短反应时间。总的反应时间为5釜流程10小时,3釜流程3.5小时。目前世界大型聚酯公司都采用集散型(DCS)控制系统进行生产控制和管理,并对全流程或单釜流程进行仿真计算。 2003年初,伊文达-费希尔(Inventa-Fisher)(I-F)公司公布了其聚酯生产流程和能耗。该工艺从PTA或DMT与乙二醇(EG)反应生产树脂级或纺织级聚酯。采用4釜(4R)工艺,由PTA和EG或熔融DMT和EG组成的浆液,进入第一酯化/酯交换反应器,反应在较高压力和温度(200~270℃)下进行,生成的低聚物进入第二串级搅拌式反应器,在较低压力和较高温度下进行反应,反应转化率大于97%。然后在低于常压和较高温度下,藉第3台串级反应器预聚合,缩聚程度大于20,经第4台DISCAGE精制器后,使最终缩聚物的特性粘度(i.V.)提高到0.9。能耗为:电力55.0 kwh/t,燃料油