表面粗糙度的选用原则适用表面和推荐值

表面粗糙度的选用
表面粗糙度的选用原则:
(1)在满足零件表面使用功能的前提下,表面粗糙度的要求尽可能低,即尽量选用大的参数值(除Rmr(c)外),以减小加工难度,降低制造成本。
(2)在同一个零件上,非工作表面比工作表面的表面粗糙度值大。(3)受循环载荷的表面及容易引起应力集中的表面(如圆角、沟槽),表面粗糙度值要小。
(4)配合性质相同时,尺寸小的零件比尺寸大的表面粗糙度值小;
同一公差等级,小尺寸比大尺寸、轴比孔的表面粗糙度值要小。(5)运动速度高、单位压力大的摩擦表面比运动速度低、单位压力小的非摩擦表面的表面粗糙度值小。
(6)一般情况下,尺寸和表面形状要求精确程度高的表面,表面粗糙度值要小。
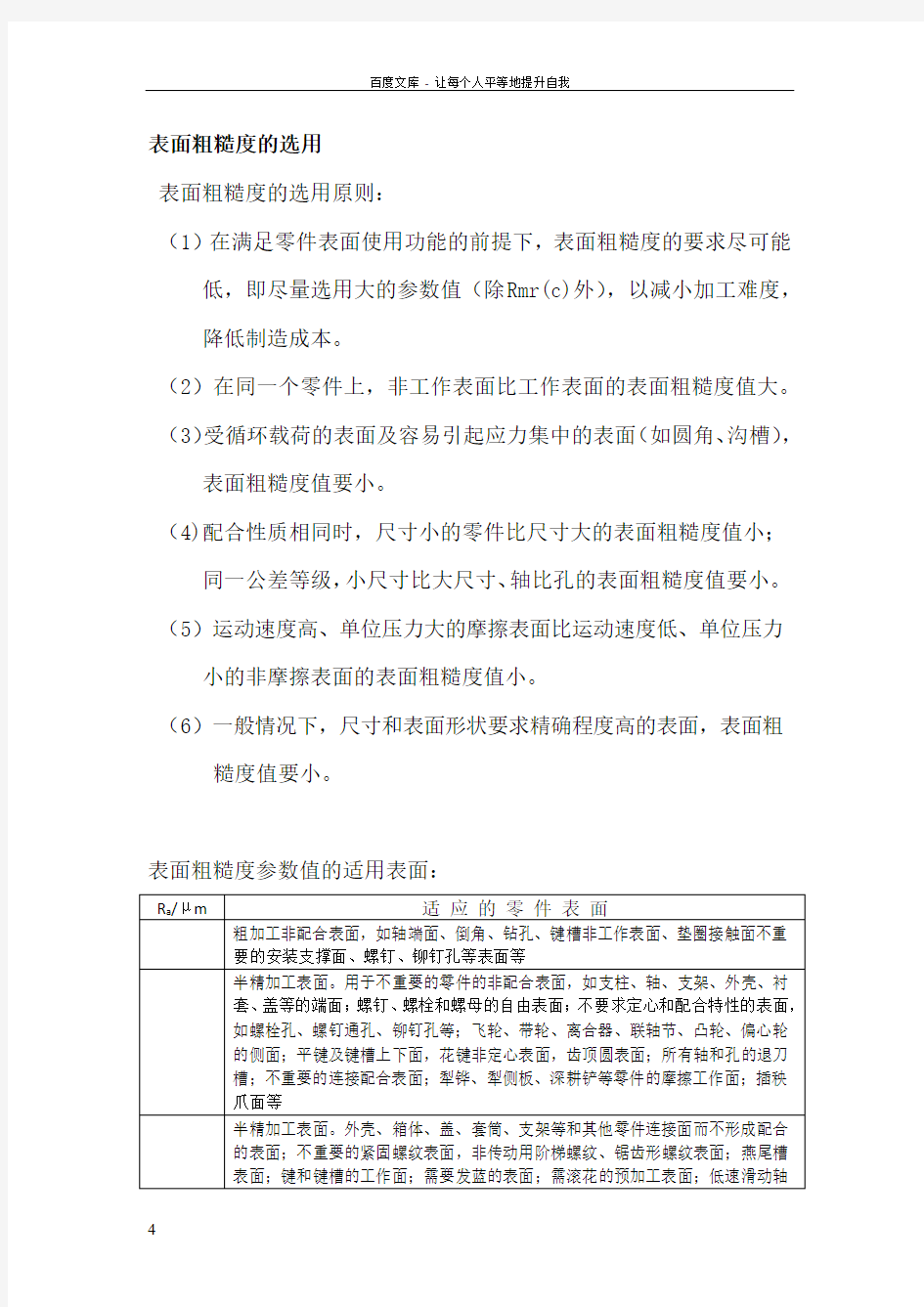
表面粗糙度参数值的适用表面:
轴和孔的表面粗糙度参数推荐值
各种常用加工方法可能达到的表面粗糙度
注:对于钣金类的冲裁
在普通冲裁中,材料都是从模具刃口处产生裂纹而剪切分离,制件尺寸精度低(<IT11),断面粗糙(Ra=~μm),不平直,断面有一定斜度,往往不能满足零件较高的技术要求,有时还需再进行多道后续的机械加工。
精密冲裁是使材料呈纯剪切的形式进行冲裁,是通过改进模具来提高精度和改善断面质量的,制件尺寸精度可达到IT6~ IT9,断面粗糙度Ra=~μm,断面垂直度可达89°30′或更佳。
相关主题