热镀锌角钢质量证明书检测报告

热镀锌角钢产品质量证明书
材料设备
名称
热镀锌角钢材料设备编码备注材料设备
检验及标
准编号
GB/T 706-2008
材料分类
产品规格
及标记
牌号应符合GB/T700或GB/T1591,角钢的规格、外形可经供需双方协议来
定制。
质量
要求
尺
寸
偏
差
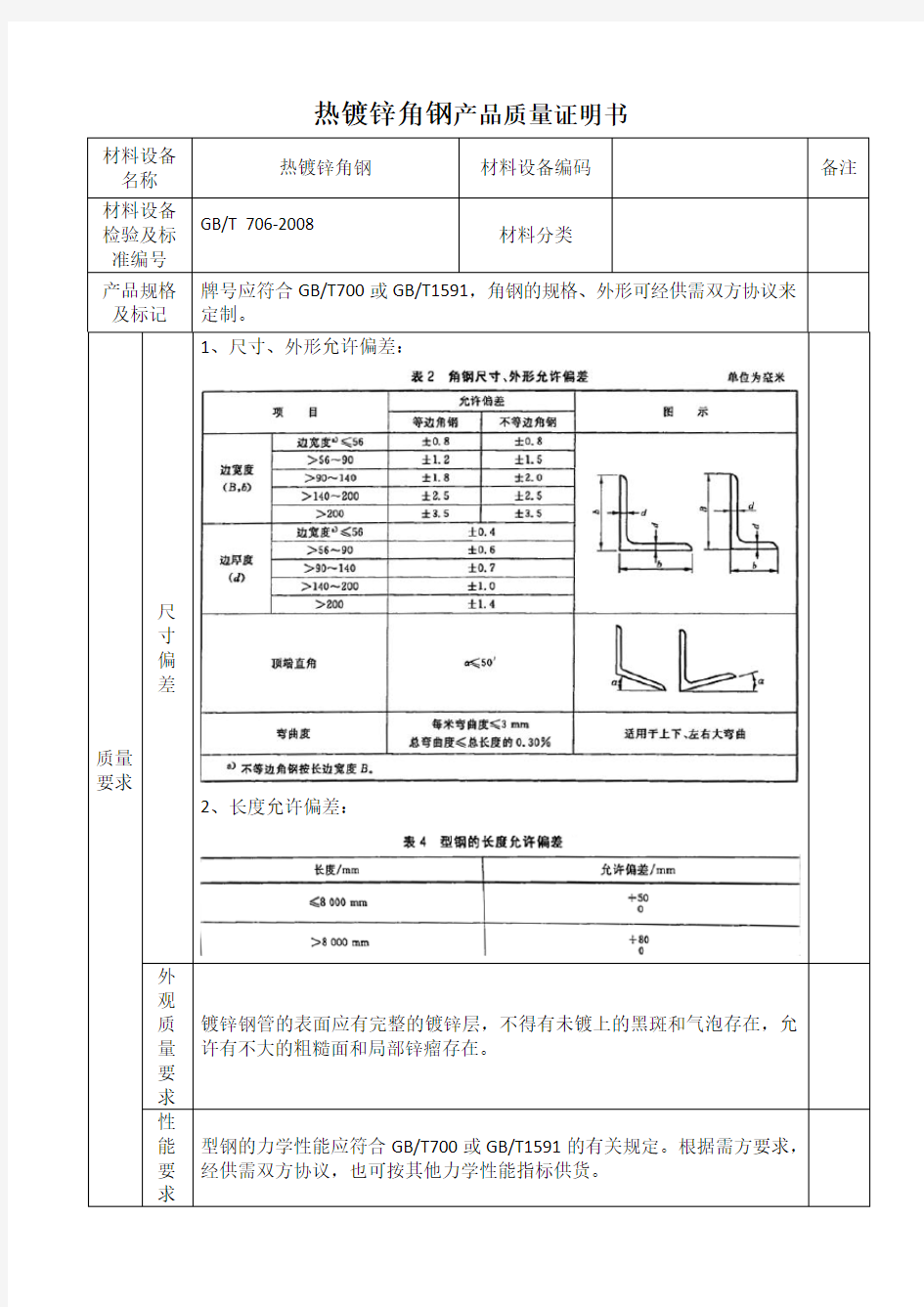
1、尺寸、外形允许偏差:
2、长度允许偏差:
外
观
质
量
要
求
镀锌钢管的表面应有完整的镀锌层,不得有未镀上的黑斑和气泡存在,允
许有不大的粗糙面和局部锌瘤存在。
性
能
要
求
型钢的力学性能应符合GB/T700或GB/T1591的有关规定。根据需方要求,
经供需双方协议,也可按其他力学性能指标供货。
质量检验质
量
抽
查
要
求
见下表6取样要求:
质
量
检
验
及
试
验
检验规则及合格判断标准1、型钢的检查和验收由供方技术质量监督部门进行。
2、型钢的组批按GB/T700、GB/T1591及相应标准规定进行。
标志、包装、运输及储存要求标
志
符合GB/T2101的规定
包
装
符合GB/T2101的规定
运
输
无
设计图纸
专项要求
图纸有特殊要求,必须满足图纸设计要求。
关于焊管质量的证明书
关于焊管质量的证明书 关于焊管质量的证明书 一、范围 本标准规定了本企业焊接钢管的质量要求。 本标准适用于本企业生产的所有高频直缝焊接钢管。 二、尺寸、外形及重量 2.1 公称尺寸 2.1.1 钢管的公称外径、壁厚及极限偏差、弯曲度、内焊缝高度应符合WI-QA-04、WI-QA-05、 WI-QA-06、WI-QA-07的规定。 2.2 钢管长度 2.2.1 通常长度3~8m 2.2.2 定尺长度应在通常长度范围内。 2.2.3 定尺长度极限偏差可由供需双方协商确定。
2.3 钢管重量 2.3.1钢管每米理论重量按下式计算 m=0.02466(D-t)t 式中:m----钢管每米理论重量,kg/m; D----钢管公称外径,mm; t----钢管公称壁厚,mm。 2.3.2 钢管按理论重量或按实际重量交货,可由供需双方协商确定。 三、技术要求 3.1 制造方法 本标准范围内的钢管是用热轧或冷轧钢带作管坏,采用高频直缝焊接制造。 3.2 钢的牌号 本标准范围内的钢管所采用的钢带牌号,根据需方订单的要求确定。 3.3 化学成份 所用钢带的熔炼分析应符合相应钢带标准的规定。由钢带供应商按熔炼批提供订货合同内钢带的熔炼分析报告。 3.4 钢带拉伸试验
钢管用钢带需做横向拉伸试验,钢带的屈服强度,抗拉强度和伸长率应符合相应钢带标准的规定。 3.5 压扁试验 3.5.1 对于所有圆管应作压扁试验。当试样被压扁至钢管初始外径的`2/3时,管壁及焊缝上不得产生裂缝和缺陷。 3.5.2 在压扁过程中,由于钢管表面缺陷引起的试样表面破裂不应作为判不合格的原因。 3.6扩口试验 3.6.1 对于外径小于60mm的钢管应作扩口试验,当试样外径被扩大10%时,在钢管表面及 焊缝上应无裂缝和焊缝开裂。 3.6.2 在扩口过程中,由于钢管表面缺陷引起的试样表面破裂不应作为判不合格的原因。 3.7 钢管缺陷 3.7.1 焊缝不得有假焊现象。 3.7.2 钢管母材表面不允许有深度超过公称壁厚下偏差的缺陷。 四、试验方法
角钢钢材检测报告
角钢钢材检测报告 Company number:【0089WT-8898YT-W8CCB-BUUT-202108】
钢材检测报告 Steel Test Report 样品名称角钢建设单位无锡明阗通用设备制造有限公司报告编号 Sample name: Angle steel Construction unit: Wuxi Mingtian General Equipment Manufacturing Co., Ltd Report number: 委托单位无锡明阗通用设备制造有限公司施工单位 ---- 检测类别 委托检测 Client: Wuxi Mingtian General Equipment Manufacturing Co., Ltd Construction unit: Test category: Entrusted Test 工程名称 JMR2x60t/h燃煤锅炉工程监理单位 ---- 样品状态可检 Project name : JMR2x60t/h coal-fired boiler project Supervision unit: Sample status: Detectable 检测依据 GB/T706-2008热轧型钢检测环境 20O C 检测日期 2012- 11-28 Test Standard: GB/T706-2008 hot-rolled steel section Testing environment: 20O C Inspection date: November 28, 2012 表1 化学成分
表2 机械性能 Table 2. Mechanical properties 检测报告说明:1.若对报告有异议,应于收到报告之日期起十五日内,以书面形式向检测单位提出,逾期视为对报告无异议。 2.送样检测,检测结果仅对来样负责。 3.报告及其复印件未加盖本单 位检测报告专用章,报告无效。 Notes for test report: 1. In case of test discrepancy, objections should be filed within 15 days after the receipt of the test report, meanwhile, the objections shall be submitted in written form to the inspection unit, otherwise overdue objections shall be waived. 2. For entrusted tests, the test results presented in this report relate only to the samples delivered. 3. This report and the copies of it are not valid unless stamped by the inspection unit. 检测单位:无锡市建筑工程质量检测中心 Test unit: Wuxi Inspection Center for Construction Quality 负责人:审核人:试验人:单位地址:江苏省无锡市新区新辉环路8号 Address: No. 8 Xinhui Ring Road, Wuxi New District, Jiangsu Director Reviewer: Tester: 报告日期: 2012-11-28 Report date: November 28, 2012 Certificate No. B0035 B0322 B0377 邮编: 214028 Zip Code: 214028 钢材检测报告
角钢钢材检测报告
钢材检测报告 Steel Test Report 样品名称角钢建设单位明阗通用设备制造报告编号 B831a Sample name: Angle steel Construction unit: Wuxi Mingtian General Equipment Manufacturing Co., Ltd Report number: B831a 委托单位明阗通用设备制造施工单位 ---- 检测类别委托检测 Client: Wuxi Mingtian General Equipment Manufacturing Co., Ltd Construction unit: Test category: Entrusted Test 工程名称 JMR2x60t/h燃煤锅炉工程监理单位 ---- 样品状态可检 Project name : JMR2x60t/h coal-fired boiler project Supervision unit: Sample status: Detectable 检测依据 GB/T706-2008热轧型钢检测环境 20O C 检测日期 2012-11-28 Test Standard: GB/T706-2008 hot-rolled steel section Testing environment: 20O C Inspection date: November 28, 2012 表1 化学成分
表2 机械性能 Table 2. Mechanical properties 检测报告说明:1.若对报告有异议,应于收到报告之日期起十五日,以书面形式向检测单位提出,逾期视为对报告无异议。 2.送样检测,检测结果仅对来样负责。 3.报告及其复印件未加盖本单位检测报告专用章,报告无效。 Notes for test report: 1. In case of test discrepancy, objections should be filed within 15 days after the receipt of the test report, meanwhile, the objections shall be submitted in written form to the inspection unit, otherwise overdue objections shall be waived. 2. For entrusted tests, the test results presented in this report relate only to the samples delivered. 3. This report and the copies of it are not valid unless stamped by the inspection unit. 检测单位:市建筑工程质量检测中心 Test unit: Wuxi Inspection Center for Construction Quality 负责人:审核人:试验人:单位地址:省市新区新辉环路8号 Address: No. 8 Xinhui Ring Road, Wuxi New District, Jiangsu Director Reviewer: Tester: 报告日期: 2012-11-28 Report date: November 28, 2012 上岗证号: B0035 B0322 B0377 电话: 06,传真:06 Telephone: 06 Fax No.:06 Certificate No. B0035 B0322 B0377 邮编: 214028 Zip Code: 214028 钢材检测报告
钢管产品质量证明书
钢管产品质量证明书 钢管产品质量证明书钢管产品质量证明书一、要尽可能到大型钢筋生产企业的经销部门或专卖店去购买,这些销售部门的钢筋由生产企业直供,钢筋质量较有保证;二、要查看有无钢筋生产企业出具的产品质量证明书和实行生产许可证管理的证书编号;三、要看钢筋表面质量和标志。钢筋应在其表面轧上牌号标志、厂名(或商标)和直径;四、注意观察,钢筋的表面是不允许有裂纹、结疤和折叠等缺陷的,如果你选购的钢材存在上述问题,务请留意。钢管质量好坏的鉴别方法1.伪劣钢管易出现折叠。折叠是钢管表面形成的各种折线,这种缺陷往往贯穿整个产品的纵向。产生折叠的原因是由于伪劣厂家追求高效率,压下量偏大,产生耳子,下一道轧制时就产生折叠,折叠的产品折弯后就会开裂,钢材的强度大下降。2.伪劣钢管外表经常有麻面现象。麻面是由于轧槽磨损严重引起钢材表面不规则的凹凸不平的缺陷。由于伪劣钢管厂家要追求利润,经常出现轧槽轧制最超标。3.伪劣钢管表面易产生结疤。原因有两点:(1).伪劣钢管材质不均匀,杂质多。(2)。伪劣材厂家导卫设备简陋,容易粘钢,这些杂质咬人轧辊后易产生结疤。4.伪劣材表面易产生裂纹,原因是它的坯料是土坯,土坯气孔多,土坯在冷却的过程中由于受到热应力的作用,产生裂痕,经过轧制后就有裂纹。5.伪劣钢管容易刮伤,原因是伪劣钢管厂家设备简陋,易产生毛刺,刮伤钢材表面。深度刮伤降低钢材的强度。6.伪劣钢管无金属光泽,呈淡红色或类似生铁的颜色,原因有两点二、它的坯料是土坯。2、伪劣材轧制的温度不标准,他们的钢温是通过目测的,这样无法按规定的奥氏体区域进行轧制,钢材的性能自然就无法达标。7.伪劣钢管的横筋细而低,经常出现充不满的现象,原因是厂家为达到大的负公差,成品前几道的压下量偏大,铁型偏小,孔型充不满。8.伪劣钢管的横截面呈椭圆形,原因是厂家为了节约材料,成品辊前二道的压下量偏大,这种螺纹钢的强度大大地下降,而且也不符合螺纹钢外形尺寸的标准。9.优质钢材的成分均匀,冷剪机的吨位高,切头端面平滑而整齐,而伪劣材由于材质差,切头端面常常会有掉肉的现象,即凹凸不平,并且无金属光泽。而且由于伪劣材厂家产品切头少,头尾会出现大耳子。10.伪劣钢管材质含杂质多,钢的密度偏小,而且尺寸超差严重,所以在没有游标卡尺的情况下,可以对它进行称量核对。比如对于螺纹钢20,国家标准中规定最大负公差为5%,定尺9M时它的单根理论重量为120公斤,它的最小的重量应该是:120X(l-5%)=114公斤,称量出来单根的实际重量比114公斤小,则是伪劣钢材,原因是它负公差超过了5%。一般来说整相称量效果会更好,主要考虑到累积误差和概率论这个问题。11.伪劣钢管的内径尺寸波动较大,原因是;l、钢温不稳定有阴阳面。2、钢的成分不均匀。3、由于设备简陋,地基强度低,轧机的弹跳大。会出现有同一周内内变化较大,这样的钢筋受力不均匀易产生断裂。12.优质管的商标和印字都比较规范。13.三钢管直径16以上的大螺纹,两商标之间的间距都在IM以上。14.伪劣钢材螺纹钢的纵筋经常呈波浪形。15.伪劣钢管厂家由于没有行车,所以打包比较松散。侧面呈椭圆形。 感谢您的阅读,欢迎下载使用
角钢槽钢实验报告
角钢、槽钢弯曲时应力的比较 一 实验目的: (1)用应变花法测定平面应力状态下的主应力 (2)熟悉电子万能试验机的使用方法 (3)通过比较相同受力条件下其最大应力了解其性能 二 实验设备: (1)角钢、槽钢 (2)电子万能试验机 (3)静态应变测试仪 三 理论分析: 1.理论公式 ,应变由实验测出。 主应力计算公式 ()())2^4522^111(2?-++-++-+= εεεεεν νεεσy x y x y x E 2施加荷载大小的确定 我们最初预定角钢的加载方案是荷载为1KN~2kN ,分十级加载,为了检验我们所施加的荷载是否超过了试件的临界荷载,我们所用的钢材均为q235钢,故临界应力为235Mpa. 我们将试件看成一个具有相同截面积的长方体,上面施加了相同的荷载,如图1,这样我们就可以算出荷载在危险截面处产生的最大应力。 图1 Mpa Iz y M m N M 16.412 ^1053^1201213 ^105.21200120020006.0=-???÷-??=?=?=?=σ 远小于235Mpa 。故加载方案可行。 3变量控制 由于实验室没有截面积相同的槽钢与角钢,为了实验具有可比性,我们按照使其单位面积所受力相同的原则进行加载 即 2211S P S P =得出槽钢的施加荷载为1.37Mpa~2.75Mpa. 四 实验步骤: 1角钢
图5为角钢梁加载示意图,其中M点为布片位置,其距固定端10cm,P为载荷,图6为角钢梁两侧面的布片图示。其中上图为A面在M处所贴的3个等距应变片,下图为B面在M处所贴的一个应变花。应变花贴在角钢梁中性层处。 图2 角钢梁加载示意图 图3 角钢梁贴片示意图 2 槽钢 图8为槽钢梁加载示意图,其中M点为布片位置,其距固定端10cm,P为载荷。图9为槽钢梁上、下两表面及侧面的布片示意图。其中上、下表面各贴了一个应变片;于槽钢侧面中线处贴了一个应变花。
焊管产品质量证明书
焊管产品质量证明书 焊管产品质量证明书 篇一:镀锌焊管产品质量证明书 购货单位收货单位昆山炅悦 昆山正阳镀锌有限责任公司执行标准 GB/T13793-2008 质保书编号合同号车号苏E39713 业务员:检查单位: 购货单位收货单位昆山炅悦 昆山正阳镀锌有限责任公司执行标准 GB/T13793-2008 质保书编号合同号车号苏E39713 业务员:检查单位: 购货单位收货单位昆山炅悦 昆山正阳镀锌有限责任公司执行标准 GB/T13793-2008
质保书编号合同号车号苏E39713 业务员:检查单位: 篇二:焊管质量标准 一、范围 本标准规定了本企业焊接钢管的质量要求。 本标准适用于本企业生产的所有高频直缝焊接钢管。 二、尺寸、外形及重量 2.1 公称尺寸 2.1.1 钢管的公称外径、壁厚及极限偏差、弯曲度、内焊缝高度应符合WI-QA-04、WI-QA-05、 WI-QA-06、WI-QA-07的规定。 2.2 钢管长度 2.2.1 通常长度3~8m 2.2.2 定尺长度应在通常长度范围内。 2.2.3 定尺长度极限偏差可由供需双方协商确定。
2.3 钢管重量 2.3.1钢管每米理论重量按下式计算 m=0.02466(D-t)t 式中:m----钢管每米理论重量,kg/m; D----钢管公称外径,mm; t----钢管公称壁厚,mm。 2.3.2 钢管按理论重量或按实际重量交货,可由供需双方协商确定。 三、技术要求 3.1 制造方法 本标准范围内的钢管是用热轧或冷轧钢带作管坏,采用高频直缝焊接制造。 3.2 钢的牌号 本标准范围内的钢管所采用的钢带牌号,根据需方订单的要求确定。 3.3 化学成份 所用钢带的熔炼分析应符合相应钢带标准的规定。由钢带供应商按熔炼批提供订货合同内钢带的熔炼分析报告。 3.4 钢带拉伸试验
钢材检验规范
钢材检验规范
文件名称钢材进料检验指导书页次 1 OF 6 审核:编制:PZB 生效日期17/2/8 一、目的: 为进料检验人员提供钢材来料的检验依据,防止材料缺陷影响后工序的生产及品质。 二、范围: 适用于本公司所有进料的型钢、钢板、的原材料检验. 三、检验计划: 表a-1 检验抽样表 后工序加工类别 检验方式 外观尺寸硬度 机加工全检全检 抽验批量的5%, 当抽验数不够3件 时则全检 当材料的使用有特殊 性能要求时 方提供材质证明报告 焊接抽验批量的50% 每批同一规格检验数 ≥1件 每批同一材质检验 数≥1件 四、五金原材料检验项目和方法 、包装检验:根据金属材料的种类、形状、尺寸、精度、防腐而定。针对非散装的材料应首先检查包装是否完整 (1)散装:即无包装、揩锭、块(不怕腐蚀、不贵重)、大型钢材(大型钢、厚钢板、钢轨)、生铁等。 (2)捆装:指尺寸较小、腐蚀对使用影响不大,如中小型钢、管钢、线材、薄板等。 、标志检验:标志是区别材料的材质、规格的标志; 方法:首先应根据供方的送货单与我司的采购单进行核对,确认两者的型号规格是否相符;其次是检验材料的端面有无标识,其标识的规格型号与我司的所需 是否相符; 、规格尺寸的检验-:规格尺寸指金属材料主要部位(长、宽、厚、直径等)的公称尺寸。 检验步骤:
椭圆度 圆形截面的金属材料,在同一截面上各方向直径不等的现象。 弯曲、弯曲度 弯曲就是轧制材料。在长度或宽度方向不平直、呈曲线形状的总称。 扭转 条形轧制材料沿纵轴扭成螺旋状 镰刀弯/侧面弯 指金属板,带及接近矩形截面的形材沿长度(窄面一侧)的弯曲,一面呈凹入曲线,另一面对面呈凸出曲线 瓢曲度 指在板或带的长度及宽度方向同时出现高低起伏的波浪现象; 表面裂纹 指金属物体表层的裂纹。 耳子 由于轧辊配合不当等原因,出现的沿轧制方向延伸的突起; 结疤 指不均匀分布在材料表面呈舌状,指甲状或鱼鳞状的薄片。 折叠 是金属在热轧过程中(或锻造)形成的一 种表面缺陷,表面 互相折合的双金属层,呈直线或曲线状重合。 薄厚不均 钢板,钢带和钢管(壁厚不均)中常出现该术语,是指钢材的 横切面与纵向厚度不相等 。 五、尺寸及形位公差检验 本公司工程图面及其它技术要求未特别要求,参考下表标准进行。 表C-1材料检验参考标准明细表
最新热镀锌层检验方法
2012年最新热镀锌层检验方法 (一)热镀锌试件抽样方法 GB/T13912-2002中规定:“用于镀锌层厚度试验的样本应从每一检查批中随机抽取,应按要求(见表)从每一检查批中抽取不少于最小数量的钢铁工件组成样本。” (二)热镀锌层厚度測量方法 1、热镀锌各种工件的最小平均镀锌层重量 2、镀锌层基本测量面 GB/T13912-2002中表明:基本测量面是指“按规定次数进行检测试验的区域”,其数量与样本中各钢铁工件的几何尺寸有关,由钢铁工件上主要表面的面积大小决定,具体规定见表2.1。 该热镀锌表面的镀锌层对钢铁工件的外观和使用性能是极重要的。 3、镀锌层厚度和镀锌层重量关系表 4、镀锌层厚度测量方法 在热镀锌工件尺寸允许的情况下,镀锌层厚度的测量不应在离边缘小于10mm的区域、火焰切割面或边角进行,因为这些部位的镀锌层往
往会偏离正常情况。例如,火焰切割会改变切割表面钢材的组织和成份,使该处难以得到规定的镀锌层厚度;为了改变这种情况,需磨去火焰切割表面层再热镀锌。 检测镀锌试样上镀锌层的重量和厚度有几种试验方法可供选择,其中有的试验方法是非破坏性的,如磁性测厚法;有的试验方法则需除去锌镀锌层或者切割热镀锌工件,是破坏性的,如称量法、金相法。 GB/T13912—2002中指出,“破坏性试验方法会对热镀锌工件造成破坏,一般情况下应采用非破坏性试验方法,但是,若产生争议,则应釆用称量法仲裁”。"除非在有争议的情况下,或供方许可切割其钢铁工件作称量法试验,否则都应釆用非破坏性试验方法”。总之,检测试验方法的选择要视镀锌工件的尺寸、形状和数量而定。 5、镀锌层磁性测厚法 用镀锌层测厚仪来测量镀锌层厚度,试验方法按GB/T4956《磁性钢铁基体上非磁性覆盖层厚度测量磁性法》要求进行。这种测厚试验是一种非破坏性试验,最适用于热镀锌生产的在线质量控制。镀锌层测厚仪便于携带,在远离试验室的室外使用也极其方便。 测量时,在每个不小于10cm2的基本测量面内至少取5个测量点测厚,取该基本测量面内全部测点测量值的算术平均值为该基本测量面的镀锌层局部厚度。
钢管产品质量证明书
钢管产品质量证明书 篇一:钢管质量证明书 管件质量证明书年月日检查部门负责人:检查日期:制造厂公 章:抄件人:管件质量证明书检查部门负责人:检查日期:制造厂公 章:抄件人:篇二:天津市利达钢管厂产品质量证明书天津市利达钢管厂产品质量证明书篇三:l245材质的219*6 l245 273.1*6.4l245323.9*6.4 l245 355.6*6.4l245406*6.4l245篇四:天津市利达钢管厂产品质量证明书篇五:产品质量证明书产品质量证明书probu ct qua1i t y ce r t i f i c a t e 制造单位:临沂天佑钢管制造有限公司兹为你单位制造钢管,已经本公司质量检 验处根据标准及合同中相关 技术条件检查合格,特发此证。购货单位:沃亚森曼检查依据:sy/t5037-20XX标准:按理论(检重)计算。 篇二:镀锌管质量证明书 购货单位收货单位昆山炅悦质保书编号合同号车号苏e39713 业务员:检查单位:购货单位收货单位昆山炅悦昆山正阳镀锌有限责任公司执行标准
gb/t13793-20XX 质保书编号合同号车号苏e39713 业务员:检查单位:购货单位收货单位昆山炅悦昆山正阳镀锌有限责任公司执行标准gb/t13793-20XX 质保书编号合同号车号苏e39713 业务员:检查单位:篇二:产品质量证明书霸州市众鑫金属制品有限公司产品质量证明书篇三:镀锌钢管国标质量标准要求镀锌钢管质量标准要求 一、镀锌钢管规格、外形及重量 (一)、镀锌钢管规格必须符合下表规定: (二)、外形及重量 1、通常长度镀锌钢管的长度为6m,每批允许体重量不大于总重量5%,长度不小于2m的短尺钢管。 2、定尺长度镀锌钢管的主尺长度应在通常长度范围内其长度允许偏差为+20mm。 3、倍尺长度镀锌钢管的倍尺长度应在通常长度范围内其余长允许偏差为+20mm。每个倍尺应留 5mm-10mm的切口余量。 4、弯曲度镀锌钢管应具有使用性的直度。 5、端头形状镀锌钢管的两端应在镀锌前与钢管轴线切成直角,切口内外毛刺高度均不得大于0.5mm。 6、交货重量镀锌钢管以实际重量交货。 7、标记镀锌钢管应注明国标标准编号和尺寸及厂家名称。二、镀锌钢管质量技术要求: 1、牌号和化学成份 镀锌钢管用钢的牌号和化学成分应符合gb-3092所规定
钢管质量证明书
钢管质量证明书 篇一:钢管产品质量证明书 钢管产品质量证明书钢管产品质量证明书 一、要尽可能到大型钢筋生产企业的经销部门或专卖店去购买,这些销售部门的钢筋由生产企业直供,钢筋质量较有保证; 二、要查看有无钢筋生产企业出具的产品质量证明书和实行生产许可证管理的证书编号; 三、要看钢筋表面质量和标志。钢筋应在其表面轧上牌号标志、厂名(或商标)和直径; 四、注意观察,钢筋的表面是不允许有裂纹、结疤和折叠等缺陷的,如果你选购的钢材存在上述问题,务请留意。 钢管质量好坏的鉴别方法 1.伪劣钢管易出现折叠。 折叠是钢管表面形成的各种折线,这种缺陷往往贯穿整个产品的纵向。产生折叠的原因是由于伪劣厂家追求高效率,压下量偏大,产生耳子,下一道轧制时就产生折叠,折叠的产品折弯后就会开裂,钢材的 强度大下降。 2.伪劣钢管外表经常有麻面现象。 麻面是由于轧槽磨损严重引起钢材表面不规则的凹凸不平的缺陷。由于伪劣钢管厂家要追求利润,经常出现轧槽
轧制最超标。 3.伪劣钢管表面易产生结疤。 原因有两点:(1).伪劣钢管材质不均匀,杂质多。(2)。伪劣材厂家导卫设备简陋,容易粘钢,这些杂质咬人轧辊后易产生结疤。 4.伪劣材表面易产生裂纹,原因是它的坯料是土坯,土坯气孔多,土坯在冷却的过程中由于受到热应力的作用,产生裂痕,经过轧制后就有裂纹。 5.伪劣钢管容易刮伤,原因是伪劣钢管厂家设备简陋,易产生毛刺,刮伤钢材表面。深度刮伤降低钢材的强度。 6.伪劣钢管无金属光泽,呈淡红色或类似生铁的颜色,原因有两点二、它的坯料是土坯。2、伪劣材轧制的温度不标准,他们的钢温是通过目测的,这样无法按规定的奥氏体区域进行轧制,钢材的性能自然就无法达标。 7.伪劣钢管的横筋细而低,经常出现充不满的现象,原因是厂家为达到大的负公差,成品前几道的压下量偏大,铁型偏小,孔型充不满。 8.伪劣钢管的横截面呈椭圆形,原因是厂家为了节约材料,成品辊前二道的压下量偏大,这种螺纹钢的强度大大地下降,而且也不符合螺纹钢外形尺寸的标准。 9.优质钢材的成分均匀,冷剪机的吨位高,切头端面平滑而整齐,而伪劣材由于材质差,切头端面常常会有掉肉的
钢结构检测报告参考范本【可编辑】
编号: 检测报告 (参考范本) 编号(00001自定) 工程名称: 委托单位: 建设单位: 设计单位: 施工单位: 监理单位: 检测机构(章) 年月日
声明 1、本检测报告无我单位检测专用章和计量认证专用章无效。 2、本检测报告无检测、审核、批准人签字无效。 3、本检测报告涂改、换页、漏页无效。 4、本检测报告无骑缝章无效。 5、对本检测报告若有异议或需要说明之处,应于收到报告之日起 十五日内向我单位书面提出,本单位将给予及时的解释或答复。 检测机构: 单位地址: 邮政编码: 联系电话:
检测机构名称 批准:审核:检测:(两人以上签章)
检测报告 一、工程概况 工程名称及位置、结构形式、建筑面积。 工程开工时间、建设单位名称、设计单位名称、施工单位名称、监理单位名称。 检测原因(不符合基本建设程序或质量事故等)、委托单位及进场检测日期。 二、检测目的 通过现场检测对该工程基础、主体钢结构的工程质量是否满足设计要求进行评定。 三、检测依据 1、设计图纸及相关技术资料 2、《建筑结构检测技术标准》GB/T50344-2004 3、《网架结构工程质量检验评定标准》JGJ78-91 4、《建筑钢结构焊接技术规程》JGJ81-2002 5、《钢结构工程施工质量验收规范》GB50205-2001 6、《回弹法检测混凝土抗压强度技术规程》JGJ/T23-2001 7、其它相关技术标准及通过鉴定的新检测方法或科研成果等等 四、检测项目 1、基础混凝土强度检测; 2、焊接球节点无损检测及尺寸偏差检验; 3、焊接钢板节点无损检测和尺寸偏差检验;
4、杆件无损检测和尺寸偏差检验; 5、网架结构安装网架结构总拼完成后挠度检测; 6、油漆、防腐、防火涂装工程涂层厚度检测及外观检查; 7、钢结构的安装质量(偏差)检测。 五、检测仪器设备 检测仪器设备: HT-225型混凝土回弹仪、金属超声仪、钢板厚度仪、漆膜厚度仪、测距仪、水准仪、碳化深度测量仪、游标卡尺、钢卷尺等。 六、检测数量 基础混凝土强度钻芯按CECS03:2007标准采用取×个芯样,其他混凝土构件回弹按JGJ/T23-2001标准采用检测×个构件。 其它检测项目见检测方案。 七、检测结果 1、将本工程基础作为一个检验批,采用回弹法对混凝土抗压强度进行检测(或采用钻芯法)。经检测混凝土抗压强度如下: ××法检测混凝土强度结果汇总表
无缝钢管材质证明书
无缝钢管材质证明书 篇一:天津大无缝钢管集团有限公司材质单 篇二:压力管道安装质量证明书 安 压力管道 装质量证明书 工程名称:合同编号:建设单位:安装单位:安装日期:年月日至年月日 云南省技术监督局监制 目录 压力管道工程安装质量合格证 ................................................ ................................... 1 压力管道工程概况 ................................................ ................................................... .... 2 压力管道工程技术特性表 ................................................ ........................................... 3 压力管道主要使用材料一览
表 ................................................ ................................... 4 压力管道外观检验报告 ................................................ ............................................... 6 压力管道安全保护装置一览表 ................................................ ................................... 7 压力管道单线轴侧图(空视图) .............................................. ................................. 8 检验报告 ................................................ ................................................... .................... 9 压力管道压力试验检验报告 ................................................ ..................................... 10 变更报告(汇总) .............................................. ................................................... . (11) 压力管道工程安装质量合格证 存档。
矩管质量证明书及各种表格类型
矩管质量证明书及各种表格类型 矩管质量证明书及各种表格类型 篇一:管件质量证明书 管件质量证明书 年月日 检查部门负责人:检查日期:制造厂公章:抄件人: 管件质量证明书 年月日 检查部门负责人:检查日期:制造厂公章:抄件人: 篇二:方矩管规格表 方矩钢管规格表 方矩管: 方矩钢管分为直缝焊方矩钢管和无缝方矩钢管两种,规格型号为:
方管:口径F10*10----100*100---300*300---600*600mm,壁厚0.5mm-25mm 矩管:口径J10*15-----150*50----300*400—600*550mm,壁厚0.5mm-25mm 长度:5M-12.5M 可执行标准: GB/T6728-2002,GB/T6725-2002, GBT3094-2000,JG 178-2005,ASTM A500 JIS G3466,EN10210或技术协议 材质:Q195-Q235,Q345,20#,合金钢,ST37-2,ST52-3,S235,S355etc 产品包装:喷漆;涂油;防腐保温;坡口或平口;管端保护;打包。 应用领域:广泛应用于机械制造、建筑业、冶金工业、农用车辆、农业大棚、汽车工业、铁路、公路护栏、集装箱骨架、家具、装饰以及钢结构领域等。 直缝焊管: 高频直缝焊管(ERW):外径10-630mm,壁厚0.5-22mm 埋弧直缝焊管(LSAW):外径351-1600mm,壁厚5-60mm 长度:5M-16M 可执行标准:GB/T13793-1992 GB/T3091-2001 GB/T9711.1-1997 API SPEC 5L API SPEC 5CT EN10217,EN10219,ASTM A53 或技术协议材质:Q195-235 20# Q345(B,C) L175-L555(A,B级钢,X42-X80),J55、K55、N80、L80、 C90、C95、P110、Q125 产品包装:喷漆;涂油;防腐保温;坡口或平口;管端保护;打包。 应用领域:陆上、海洋油气、煤浆、矿浆介质的输送及海洋平台、电站、化工和城市建筑结构用管
焊管产品质量证明书-证明书
焊管产品质量证明书-证明书 篇一:镀锌焊管产品质量证明书 购货单位收货单位昆山炅悦 昆山正阳镀锌有限责任公司执行标准 GB/T13793-2019 质保书编号合同号车号苏E39713 业务员:检查单位: 购货单位收货单位昆山炅悦 昆山正阳镀锌有限责任公司执行标准 GB/T13793-2019 质保书编号合同号车号苏E39713 业务员:检查单位: 购货单位收货单位昆山炅悦 昆山正阳镀锌有限责任公司执行标准 GB/T13793-2019 质保书编号合同号车号苏E39713 业务员:检查单位: 篇二:焊管质量标准 一、范围 本标准规定了本企业焊接钢管的质量要求。 本标准适用于本企业生产的所有高频直缝焊接钢管。 二、尺寸、外形及重量 2.1 公称尺寸
2.1.1 钢管的公称外径、壁厚及极限偏差、弯曲度、内焊缝高度应符合WI-QA-04、WI-QA-05、 WI-QA-06、WI-QA-07的规定。 2.2 钢管长度 2.2.1 通常长度3~8m 2.2.2 定尺长度应在通常长度范围内。 2.2.3 定尺长度极限偏差可由供需双方协商确定。 2.3 钢管重量 2.3.1钢管每米理论重量按下式计算 m=0.02466(D-t)t 式中:m----钢管每米理论重量,kg/m; D----钢管公称外径,mm; t----钢管公称壁厚,mm。 2.3.2 钢管按理论重量或按实际重量交货,可由供需双方协商确定。 三、技术要求 3.1 制造方法 本标准范围内的钢管是用热轧或冷轧钢带作管坏,采用高频直缝焊接制造。 3.2 钢的牌号 本标准范围内的钢管所采用的钢带牌号,根据需方订单的要求确定。 3.3 化学成份
角钢检验标准
角钢检验标准 GB/T2101—89(型钢验收、包装、标志及质量证明书的一般规定); GB9787—88/GB9788—88(热轧等边/不等边角钢尺寸、外形、重量及允许偏差);JISG3192—94(热轧型钢的形状、尺寸、重量及其容许差);DIN17100—80(普通结构钢质量标准); ГОСТ535—88(普通碳素型钢技术条件)。 根据上述标准规定,角钢应成捆交货、其捆扎道次、同捆长度等应符合规定。 角钢一般属裸装交货,运输和储存均需注意防潮。 1. 角钢的表面质量 在标准中有规定,一般要求不得存在使用上有害的缺陷,如分层、结疤、裂缝等。 2. 角钢几何形状偏差的允许范围 在标准中也有规定,一般包括弯曲度、边宽、边厚、顶角、理论重量等项,并规定角钢不得有显著的扭转。 3.角钢的化学成份及检验方法 (1)成分指标:角钢的化学成分属一般结构用轧制钢材系列,主要检验指标为C、Mn、P、S四项。根据牌号不同,含量各有差别,大致范围为C<0.22%、Mn:0.30—0.65%、P<0.060%、S<0.060%。 (2)检验方法:检测上述化学成分时,常用的标准检验方法有GB223、
JISG1211—1215、BS1837、BS手册19、ГОСТ22536等。 3. 机械性能检验 (1)检验方法: ①拉伸试验方法。常用的标准检验方法有GB/T228-87、JISZ2201、JISZ2241、ASTMA370、ГОСТ1497、BS18、DIN50145等;② 弯曲试验方法。常用的标准检验方法有GB/T232-88、JISZ2204、JISZ2248、ASTME290、ГОСТ14019、DIN50111等。 (2)性能指标:考核角钢性能的检验项目主要为拉伸试验和弯曲试验。指标包括屈服点、抗拉强度、延伸率及弯曲合格等项。 角钢俗称角铁、是两边互相垂直成角形的长条钢材。有等边角钢和不等边角钢之分。等边角钢的 4.两个边宽相等。其规格以边宽×边宽×边厚的毫米数表示。如 “∠30×30×3”,即表示边宽为 30毫米、边厚为3毫米的等边角钢。也可用型号表示,型号是边宽的厘米数,如∠3#。型号不表示同一型号中不同边厚的尺寸,因而在合同等单据上将角钢的边宽、边厚尺寸填写齐全,避免单独用型号表示。热轧等边角钢的规格为 2#-20#。
镀锌板质量证明书
购货单位收货单位昆山炅悦 昆山正阳镀锌有限责任公司执行标准 gb/t13793-2008 质保书编号合同号 车号苏e39713 业务员:检查单位: 购货单位收货单位昆山炅悦 昆山正阳镀锌有限责任公司执行标准 gb/t13793-2008 质保书编号合同号 车号苏e39713 业务员:检查单位: 购货单位收货单位昆山炅悦 昆山正阳镀锌有限责任公司执行标准 gb/t13793-2008 质保书编号合同号 车号苏e39713 业务员:检查单位:篇二:镀锌板企业标准 攀枝花钢铁有限责任公司企业标准连续热镀锌钢板及钢带 q/72322100x.003-2004 1 范围 本标准规定了连续热镀锌钢板及钢带的定义、分类和代号、技术要求、试验方法、检验 规则、包装、标志和质量证明书等。 本标准适用于以冷连轧钢带为基板,通过连续热镀锌方法生产的冷成形用和一般结构用 热镀锌钢板及钢带(以下简称钢板和钢带)。 2 规范性引用文件 下列文件所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时, 所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本 的可能性。 gb/t222—1984 钢的化学分析用试样取样法及成品化学成分允许偏差 gb/t223.11— 1991 钢铁及合金化学分析方法过硫酸铵氧化容量法测定量 gb/t223.23—1994 钢铁 及合金化学分析方法丁二酮肟分光光度法测定量 gb/t223.32—1994 钢铁及合金化学分析 方法次磷酸钠还原—碘量法测定砷量 gb/t223.50—1994 钢铁苯基荧酮—溴化十六烷基胺 直接光度法测定锡量 gb/t223.53—1987 钢铁及合金化学分析方法火焰原子吸收分光光度法测定铜量 gb/t223.62—1988 钢铁及合金化学分析方法乙酸丁酯萃取光度法测定磷量 gb/t223.62— 1988 钢铁及合金化学分析方法高碘酸钠(钾)光度法测定锰量 gb/t223.68—1997 钢铁 及合金化学分析方法管式炉内燃烧后碘酸钾滴定法测定硫含量 gb/t223.71—1997 钢铁及合金化学分析方法管式炉内燃烧后重量法测定碳含量 gb/t228—2002 金属拉伸试验方法 gb/t232—1999 金属弯曲试验方法 gb/t5027—1999 金属薄板和薄带塑性应变比(r值)试验方法 gb/t5028—1999 金属 薄板和薄带拉伸应变硬化指数(n值)试验方法 gb/t247—1997 钢板和钢带验收、包装、 标志及质量证明书的一般规定 gb/t1839—2003 钢铁产品镀锌层质量试验方法 gb/t2975—1998 钢及钢产品力学性能试验取样位置及试样制备 gb/t6397—1986 金 属拉伸试验试样 gb/t8170—1987 数值修约规则 en10142-2000 冷成形用低碳连续热镀锌钢板及钢带 en10147-2000 结构用连续热 镀锌钢板及钢带 1
无缝管质量证明书
*******管道有限公司 **********pipeline manufacture co.,ltd. 产品质量证明书 product quality certificate 收货单 consignee: 兹为贵公司制造之无缝钢 管, 业经本公司质检处依据产品标准、 产品名称: 无缝钢管 this is to certify that in accordance with the relevant product specifications, name of goods: seamless steel pipe 技术条件及合同规 定,检验合格,特发此证。合同号: 2009-ty09-02 technique conditions and contract stipulations,the seamless steel pipes manuf- contract:2009-ty09-02 actured for your unit,were tested qualified by our quality control department. 签发日期 date: 2009年07月25日审核 verifier: 盖章:篇二:无缝钢管 无缝钢管简介 无缝钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及 某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻, 是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车 架以及建筑施工中用的钢脚手架等用钢管制造环形零件,可提高材料利用率,简化制造工序, 节约材料和加工工时,已广泛用钢管来制造。 常备资源材质为: 10#、20#、35#、45#、16mn、27simn、40cr、12cr1mov、10crmo910、 15crmo、35crmo、45mn2等。 用途 1.建筑类的有:地下管道输送较多、盖楼时抽取地下水、锅炉热水输送用等。 2.机械加工、轴承套、加工机械配件等。 3.电气类的:燃气输送、水发电流体管道。 4.风力发电厂防静电管等。 生产工艺①热轧无缝钢管主要生产工序(△主要检验工序): 管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成 品管矫直→精整→检验△(无损、理化、台检) →入库 ②冷轧(拔)无缝钢管主要生产工序: 坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验 一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要 比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹 后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性 液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管 的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚 一般比热轧无缝钢管要 小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多 的毛刺。 热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过 质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的