试生产控制计划(1)
版本:A
数量(PCS)
频次
01-1
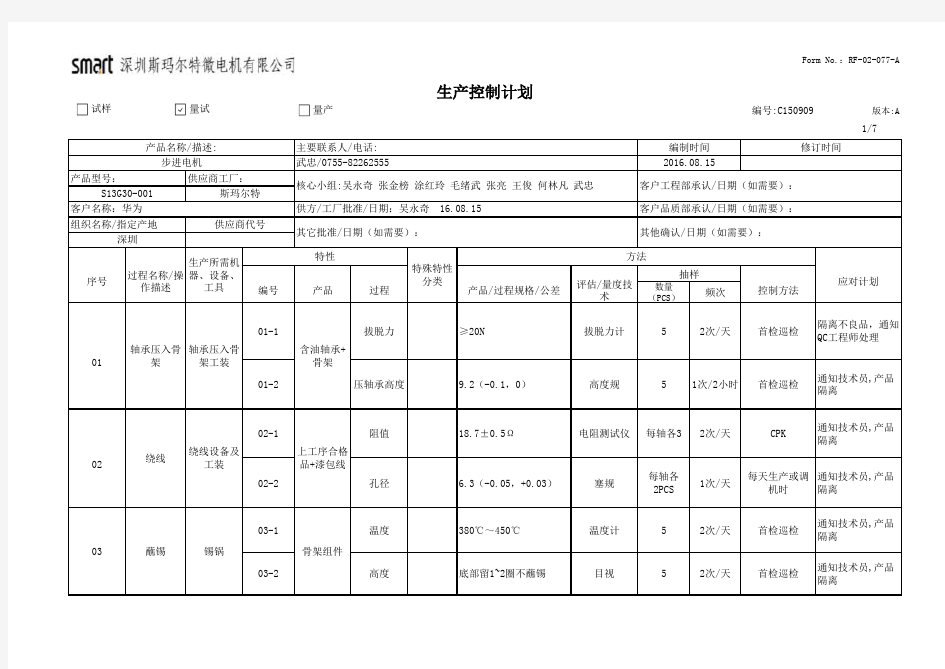
拔脱力≥20N 拔脱力计
5
2次/天首检巡检
隔离不良品,通知QC工程师处理
01-2
压轴承高度9.2(-0.1,0)高度规51次/2小时首检巡检
通知技术员,产品隔离
02-1
阻值18.7±0.5Ω电阻测试仪每轴各32次/天CPK
通知技术员,产品隔离
02-2
孔径 6.3(-0.05,+0.03)塞规
每轴各2PCS
1次/天
每天生产或调机时通知技术员,产品
隔离
03-1
温度380℃~450℃温度计52次/天首检巡检
通知技术员,产品
隔离
03-2
高度底部留1~2圈不蘸锡目视52次/天首检巡检
通知技术员,产品隔离
Form No.:RF-02-077-A
生产控制计划
编号:C150909
产品名称/描述:
主要联系人/电话:编制时间修订时间
步进电机
武忠/0755-********
2016.08.15
产品型号:
供应商工厂:
核心小组:吴永奇 张金榜 涂红玲 毛绪武 张亮 王俊 何林凡 武忠客户工程部承认/日期(如需要):S13G30-001
斯玛尔特客户名称:华为供方/工厂批准/日期:吴永奇 16.08.15客户品质部承认/日期(如需要):组织名称/指定产地
供应商代号
其它批准/日期(如需要):
其他确认/日期(如需要):深圳
01
轴承压入骨架轴承压入骨
架工装
含油轴承+
骨架
02
绕线
绕线设备及
工装
上工序合格品+漆包线
应对计划
编号
产品
过程
产品/过程规格/公差
评估/量度技
术抽样
控制方法
序号
过程名称/操作描述生产所需机
器、设备、工具
特性
特殊特性分类
方法
03
蘸锡
锡锅
骨架组件
1/7
量产
量试
试样
编制:审核:批准:
相关主题