打螺丝作业培训资料

1、打螺丝作业的定义:
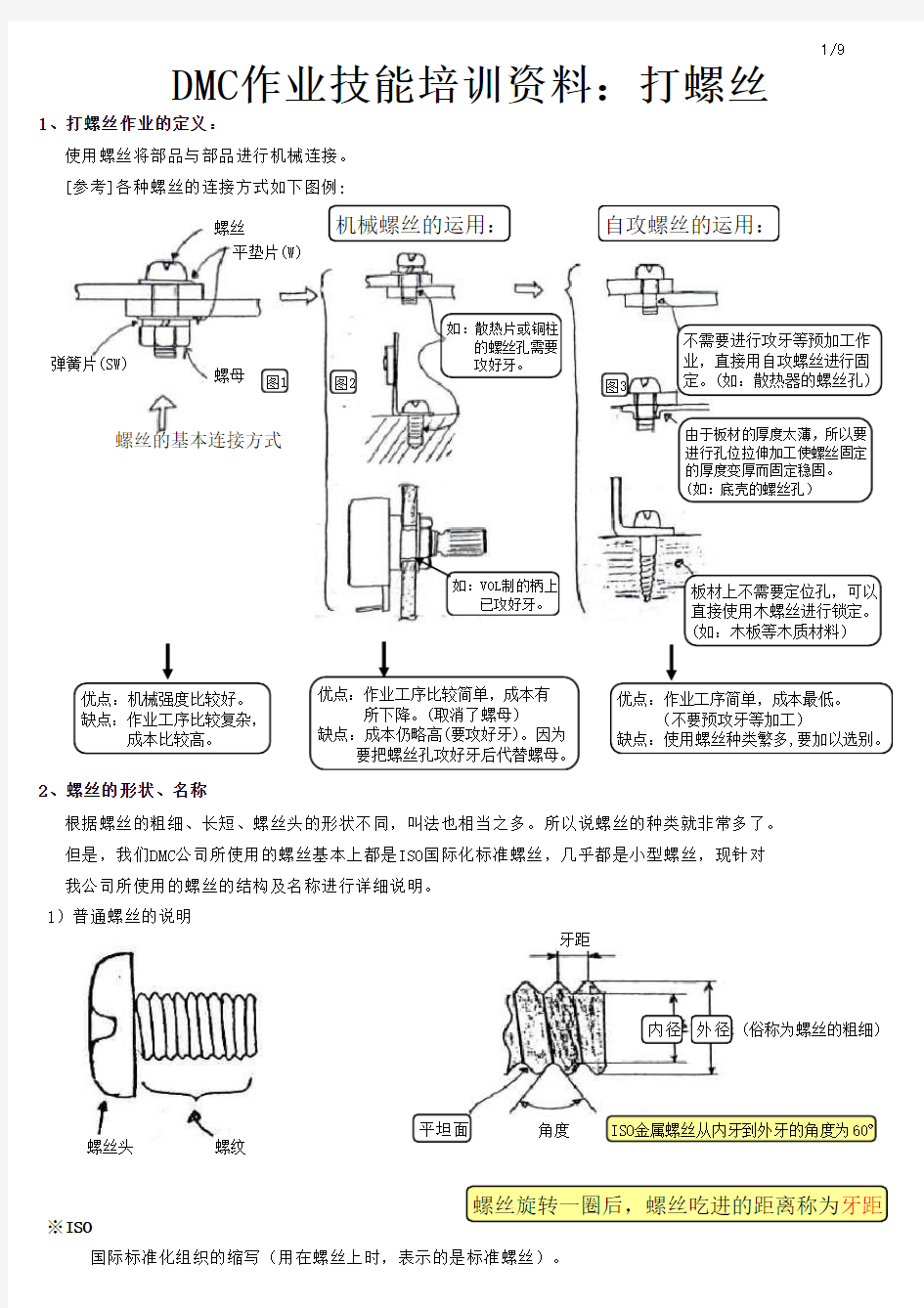
使用螺丝将部品与部品进行机械连接。 [参考]各种螺丝的连接方式如下图例:
2、螺丝的形状、名称
根据螺丝的粗细、长短、螺丝头的形状不同,叫法也相当之多。所以说螺丝的种类就非常多了。 但是,我们DMC公司所使用的螺丝基本上都是ISO国际化标准螺丝,几乎都是小型螺丝,现针对 我公司所使用的螺丝的结构及名称进行详细说明。 1)普通螺丝的说明
※ISO
国际标准化组织的缩写(用在螺丝上时,表示的是标准螺丝)。
DMC作业技能培训资料:打螺丝
牙距
(俗称为螺丝的粗细)
平坦面
角度螺丝旋转一圈后,螺丝吃进的距离称为牙距
ISO 金属螺丝从内牙到外牙的角度为60o
螺丝平垫片(W)
螺母
螺丝的基本连接方式
弹簧片(SW)
机械螺丝的运用:优点:机械强度比较好。缺点:作业工序比较复杂,
成本比较高。
不需要进行攻牙等预加工作业,直接用自攻螺丝进行固定。(如:散热器的螺丝孔)
由于板材的厚度太薄,所以要进行孔位拉伸加工使螺丝固定的厚度变厚而固定稳固。(如:底壳的螺丝孔)
板材上不需要定位孔,可以直接使用木螺丝进行锁定。(如:木板等木质材料)
螺丝头
螺纹
内径外径自攻螺丝的运用:
如:VOL 制的柄上
已攻好牙。
如:散热片或铜柱
的螺丝孔需要攻好牙。
图1图2
图3
优点:作业工序比较简单,成本有
所下降。(取消了螺母)
缺点:成本仍略高(要攻好牙)。因为
要把螺丝孔攻好牙后代替螺母。
优点:作业工序简单,成本最低。
(不要预攻牙等加工)
缺点:使用螺丝种类繁多,要加以选别。
2)螺丝的种类和名称的代码说明
例如: 备注:螺丝的直径和长度单位一般为:毫米(mm)
※1: P 类型:①螺丝滑牙对策用,可以多次使用而不容易滑牙。
②螺丝牙距较大。
※2: S 类型:
①自攻时没有粉末带出。②有机械螺丝的特性。
3、打螺丝的原理
螺丝是利用斜面的原理:使用很小的力就可以固定大直径的螺丝。这是重的物品通过斜面滑动到同一高度时,垂直方向直接移动所需要的力要远远大于斜面滑动的力度。相反的在放手时,在同一高度的斜面和垂直两种状态下,斜面的时候落下的速度远远小于垂直的时候。这样的话斜面的角度θ在很小的设定后,由于摩擦力的原理,物品W将停止落下。公式:W x sin θ=螺丝固定旋转的力度(M3的螺丝时sin θ约为0.056)
转换成螺丝来说,在固定W部品时,直接用垂直的力对部品进行固定所需要的力量,要比使用螺丝牙倾斜角度后固定使用
名称③槽型④头形
⑤类型⑥特点使用于
特征圆平底锅盘
十字螺丝
R P
FF F O
T
B
FB
金属上
塑胶上
木材上
自攻螺丝型:螺丝孔处不要攻牙
平头
圆盘状
大圆带圆平头
WS (攻木螺丝)
TS (自攻螺丝)S (机械螺丝)
*螺丝表面电镀材料的识别*一般颜色:亚铅电镀(MFZnC)
黑色:黑色亚铅电镀(MFZnB )金属光泽:镍电镀
大圆
全牙头型
平头型
(A)
(P)
(S)
(1)
(2)
(粗牙)-->牙距宽
(细牙)-->牙距窄
(尖尾)
(开口)
※ISO螺丝※在螺丝头上有圆点记号
机械螺丝型:螺丝孔处需要攻牙
金属上金属上木材上
C
[无印]
一字螺丝
②长度
①直径长度
长度
长度长度
长度
长度
长度长度
直径
直径直径
直径
直径
直径
直径直径TS
B
C ⑤螺丝类型
③螺丝槽型
④螺丝头形
①螺丝
直径
②螺丝长度
⑥螺丝特点
※2
※1
金属上
的力度要大,相反的在取出时,螺丝牙的部分由于斜面的原理,牙面产生的摩擦力将会很大,很难使固定后的部品脱出。
4、打螺丝的扭力度
螺丝的打入的圈次与打螺丝的扭力度的关系如下图所示:
A,在厚板材上用自攻螺丝 B,在薄板上使用自攻螺丝
C,使用机械螺丝,(物料上的螺丝孔要攻牙)
上图中螺丝开始固定时的曲线,当到达螺丝固定力度点后,力度急剧上升,当固定螺丝的力度还继续上升到T MAX的 力度后,螺丝的牙会损坏或者螺丝会从中断裂,所以设定螺丝的扭力时,一般设定在T F和T MAX之间的力度,根据 材料的不同,一般T F是在 T MAX的70%左右。
在实际的作业过程中要进行严格的管理,一般使用的标准值如下:
单位:kg ? cm 或者用 (N ? m)
※扭力度一般指的是转动力的大小(kg)、以转动支点1厘米为单位(cm)。
螺丝的种类
被固定的材料
金属
塑胶
木材
自攻粗牙螺丝
自攻细牙螺丝
攻木螺丝
以作业指导书指示为基准
各种螺丝的固定后的力度变化点曲线
←螺丝固定力度
T MAX T F
自攻螺丝侧面图例机械螺丝
侧面图例
手批的手柄分为木质及塑胶,根据批头的形状就可以固定+字螺丝、-字螺丝、及螺母了。
2)风批风批是通过气体压缩机产生的气压推动批头进行旋转的打螺丝作业。
*现在DMC内部没有使用*
[优点]
动力:气压
▲比电批的耐久性好转动数:低速1400~5500RPM ▲成本低
气压:4~5kg/cm2扭力度、使用螺丝范围
[缺点]
▼必须要有动力源(空压机) 有使用场所限定。 ※风批的结构对于扭力度设定较困难,作业方法不当会造成扭力度发生变化▼使用风批时噪音大及附近
所以必须要掌握其惯性,另外,使用风批内部的弹簧锤进行扭力度设定。
·固定螺母
外 观 · 特 征
种类
1)手动工具
·固定十字螺丝 ·固定一字螺丝批头
手柄
H 4mm
5.5mm
7mm 8mm
M2 M3
M4 M5
批头直径与螺丝直径的关系
固定一字螺丝用的工具,俗称为一字批。
固定螺母用的工具,俗称为套筒。
H:内径表示两边
H:表示两平行边的尺寸
机种
US-3.5A US-4
使用螺丝
扭力度
M3~M4M4~M5
7~20kg.cm 12~35kg.cm
主体
正反转换旋钮
气阀开关柄
风管
M1.4~M2.6 M2~M2.6
M3~M5M6~M8
23
1
NO. 0
批头的种类和叫法与手批相同
固定十字螺丝用的工具,俗称为十字批。
都会受到风吹的影响 弹簧的颜色:红--强、 黑--中、 白--弱
▼扭力度设定麻烦
3)电批电批打螺丝指的是通过电动源使之转动进行的打螺丝作业。我们公司使用的电源是AC220V及DC。
现将一般所使用的型号进行说明。不同的型号对于操作方法来讲不会有太大的变化
[优点]
▲扭力度设定简单▲没有使用场所限定,只 要有AC220V的电源就行。▲噪音较小
动力:AC 220V
注:电批的批头与风批的批头相同
转动数:低速 700-1000RPM 高速 2000~3000RPM
[缺点]
扭力度、使用螺丝说明(在DMC内部,下面的型号和颜色参考用)
▼会产生电动噪音▼碳刷磨损需更换▼成本比较高
※电批的扭力度设定较简单,作业方法也较稳定,但是、扭力度的 设定范围大,必须设定合适于螺丝的扭力度进行作业。※DMC内部使用的普通电批手握颜色为黄色※
4)其它扳手
※根据电批的型号不同SW 的颜色不同
高速高速
型号·手握部颜色
使用螺丝扭力度
813 (橙色)823 (红色)812 (灰色)
822 (黄色)814 (白色)M2.6~M4M2.6~M4M2.6~M3M2.6~M3
M3.5~M5
4~18kg.cm 12~30kg.cm 2.5~7.5kg.cm 2.5~7.5kg.cm
4~18kg.cm 扭力度的刻度
电刷
调整扭力度的转正反转换SW
扭力度的刻度碳刷调整扭力度的转
批头
耳筒插、音量钮的螺母固定时使用
比较大的螺母,使用螺丝批固定不了时使用刻度盘的关系
刻度表盘
套筒
六角批
6 基本作业方法(如右图)
1)将被安装的部品放平稳,
2)把螺丝头的槽型对应好批头的槽型后,安装于批头上, 3)将电批移至部品螺丝孔的正上方, 4)用左手按住被安装部品,防止部品晃动。 5)批头对准部品的螺丝孔插入(保持垂直)
6)将电批稍微用力向下压时,电批会旋转进行打螺丝。 *按风批的气阀开关柄(风批)*
7)必须在批头转动停止后,再可以松手把电批退出.防止螺丝 没打到位或螺丝头损伤。※螺丝批的握法
7 作业要点
1)因为扭力度会根据螺丝的直径、材质而发生变化。所以作业时必须认真阅读指导书,根据指导书进行扭力度设定。 特别要注意的是功率三极管、塑胶材质等受力非常脆弱的部品,防止扭力度过大造成部品内部损伤。 2)必须使用与螺丝头的槽型相吻合的批头,否则可能会造成螺丝头损伤或产品刮花等不良情况。 3)弹簧垫片、红胶、双重(两个)螺母是防止螺丝松动所使用的部品。
4)针对易变形的材质或螺丝头比螺丝孔小的作业时,必须有要使用垫片的意识。 5)以下两种情况要特别注意电批的扭力度: ①.金属部品的螺丝孔的深度﹥螺丝的直径时, ②.塑胶物料的螺丝孔的深度﹥螺丝的直径2倍时,
6)固定正方体4角的螺丝时,必须按照交叉的顺序进行固定。
7)打铁质螺丝时,可先将批头进行磁化。但磁化后有负面作用:如 DRRF102机芯处的磁头/带,不可用磁化后的批头进行接触 8)当材质为塑胶时,请选用低速型批或将速度开关打至低速档位。(防止转速过快时造成塑胶受热变形)
手批风批电批
用食指按正反转换SW
使用食指和中指操作风批的气阀开关柄进行打螺丝作业。
可先用拇指、食指和中指转动手批,最后再用手腕整体转动手批来锁紧螺丝。
固定六角孔螺丝
耳筒插、音量钮的螺母固定时使用
用手掌和别外三个手指握住风批。
用手掌和别外四个手指握住风批。
9)磨损的批头为不良品,不可继续使用。
10)要定期对电批、风批上标明的扭力度进行确认。 11)创造舒适的作业姿势,电批吊钩的位置是否合理。 12)定期对电批、风批上标明的扭力度进行确认。
8 风批、电批的点检
1)风批的点检
▲批头转动时确认有无异音, ▲是否定期补充了润滑油 ▲批头转动时有无偏心振动。
▲扭力度是否按照指示设定(用扭力度表进行测定) ▲风管与风批的接触部位有无漏风
7)电批的点检
▲批头转动时确认有无异音 ▲批头转动时有无偏心振动
▲扭力度的设定是否正确,(用扭力度表进行测定) ▲电源线、插头有无破损
▲测量电批的外壳的绝缘阻抗有无问题 ▲碳刷有无严重磨损的问题
正反转换旋钮
风管
开关
批头主体
电刷
正反转换SW
扭力度的刻度盘
调整扭力度的转轮
批头
现象
(1)批头滑开螺丝头碰到产品
10.刮花产品11.安装位置不良12.功率三极管与散热铁之间的绝缘阻抗不良
(1)云母绝缘片或绝缘胶粒忘记安装(2)设定的扭力度力太大。
(1)作业者确认失误6.平垫片和弹簧垫片的安装位置错误
7.螺丝歪斜
(1)螺丝批放斜。(2)螺丝孔倾斜。8.螺丝太短
(3)螺丝的长度偏短。
(2)使用了多余的垫片、弹簧片4.螺丝头断
(1)设定的扭力度力太大。
(2)螺丝本身不良
5.垫片、弹簧垫、螺母等部品漏装/漏打
2.螺丝头损伤
(1)批头的与螺丝的槽型不吻合(2)批头严重磨损。
(3)握住电批向下压力度偏小。(4)螺丝批放斜。
(5)设定的扭力度力太大。3.没打到位
(1)设定的扭力度力偏小。(2)螺丝用错。(3)螺丝斜装。
(4)螺丝孔的深度太深。(5)临时忘记徹底固定到位。①批头与螺丝的槽型不吻合。②批头磨损而与螺丝的槽型不吻合。③电批没有与螺丝孔的方向保持垂直。④螺丝批没有握紧。
①作业注意
②根据作业指导书重新确认扭力度。
①作业注意
③使确认螺丝的长度。②作业注意9.螺纹裂
(1)使用的螺丝不合格。
(2)螺丝批放斜。
(3)螺丝牙的角度过大,螺丝混用
①使用合格的螺丝。
②注意电批应与螺丝孔的方向保持垂直。③理解ISO螺丝的标记和特征。③注意电批应与螺丝孔的方向保持垂直。④确认螺丝孔的深度和螺丝的长度。①注意电批应与螺丝孔的方向保持垂直。①作业注意:
②理解使用垫片、弹簧片的理由
①作业注意
②确认螺丝孔。(1)作业者确认失误
(1)作业者确认失误
③批头转动停止后,再松手把电批退出。④注意电批应与螺丝孔的方向保持垂直。⑤根据作业指导书重新确认扭力度。①根据作业指导书重新确认扭力度。⑤作业注意、确认。
①根据作业指导书重新确认扭力度。
②确认螺丝的质量。③使用指定的螺丝。
①根据作业指导书重新确认扭力度。②根据螺丝的螺纹进行检讨板厚尺寸。③使用指定的螺丝。
④螺丝本身不良,更换不良的螺丝。①选择与槽型相吻合的批头。②更换新的批头
1.滑牙
原因
(1)设定的扭力度力太大。
(2)板材的厚度太薄。(3)螺丝用错。(4)螺丝的螺纹断裂。图例
打 螺 丝 作 业 不 良 及 对 策
对策
断裂
间隙
9/9
12.功率三极管与散热铁之间的绝缘阻抗不良
(3)有铁屑等异物(4)散热铁有批峰
③进行表面确认后再作业④批峰确认