环模 (NXPowerLite)

?地址:(江苏省溧阳市)溧阳市埭头工业区中远路1号
?颗粒机环模设计及应用
溧阳市汇达机械有限公司蒋希霖朱建东环模颗粒机广泛应用于饲料的加工、秸杆木屑等生物质能的颗粒成型、复合肥的生产、万寿菊颗粒压制、石油及塑料粒子的生产中。不同物料选用不同的制粒机,但其核心部份是制粒机环模。
它对提高产品品质和产量,降低能耗(制粒能耗占整个车间总能耗30%-35%),减少生产成本(环模损耗一项费用占整个生产车间的维修费25%-30%以上)等方面影响极大。一般玉米为主的饲料生产中约占到1-1.5元/吨左右,在秸杆木屑等纤维状物料的生产中约占到18-48元/吨料;同时也是制粒机最易磨损的零件之一,因此,了解环模的设计及应用,并对环模进行正确的选用、合理的使用以及有效的保养,对于饲料生产者来说是至关重要的。下面对环模的设计及其选用、使用和保养作些浅析,以供大家参考。
1环模直径和环模有效压制宽度等参数的确定
a、环模直径和有效宽度是环模的主要参数:
首先根据国内外制粒机参数及优先数列确定环模直径系列:250、300、320、350、400、420、508、558、678、768等;相对功率为15、22、37、55、75/90、90/110、132/160、180/200、220/250、280/315;根据等有效压制面积等功率之比值(一般14?~22cm2/kW),确定环模有效宽度(有效宽度是指环模中间与压棍接触部份)。另外很多国内制粒机是吸收国外技术,所以也有不少环模直径采用英制尺寸或近似值,如:SZLH3016环模直径16英寸(406,407)、SZLH3020环模直径20英寸(508)、SZLH3022环模直径22英寸(558)、SZLH7726环模直径26英寸(660)、304环模等。
b、环模的转速的确定
环模转速与机器本身的几何参数(压辊个数、模孔直径、深度等)相关。?根据资料和多年来国内制粒机的技术参数及对国外样机的数据检测,?对于采用二个压辊的环模制粒机,以环模内径处线速度(也叫环模线速度)4-8m/s较为合适,它的高低影响到挤压区内的料层厚度及物料通过模孔的时间,进而影响制粒机产量和颗粒质量。线速度过高时,相同产量条件下环模每转产出颗粒少,挤压区内料层薄,轴向料层分布不均匀,有可能使挤压区内的物料形成断层,制粒不连续,制出的颗粒松软,轴向压出颗粒长度不匀,粉料多,而且对于水分含量较高的物料还易打滑,甚至根本不能制粒;较低的环模线速度虽然制出的颗粒质量好,但对产量影响较大。
c、压辊直径的确定
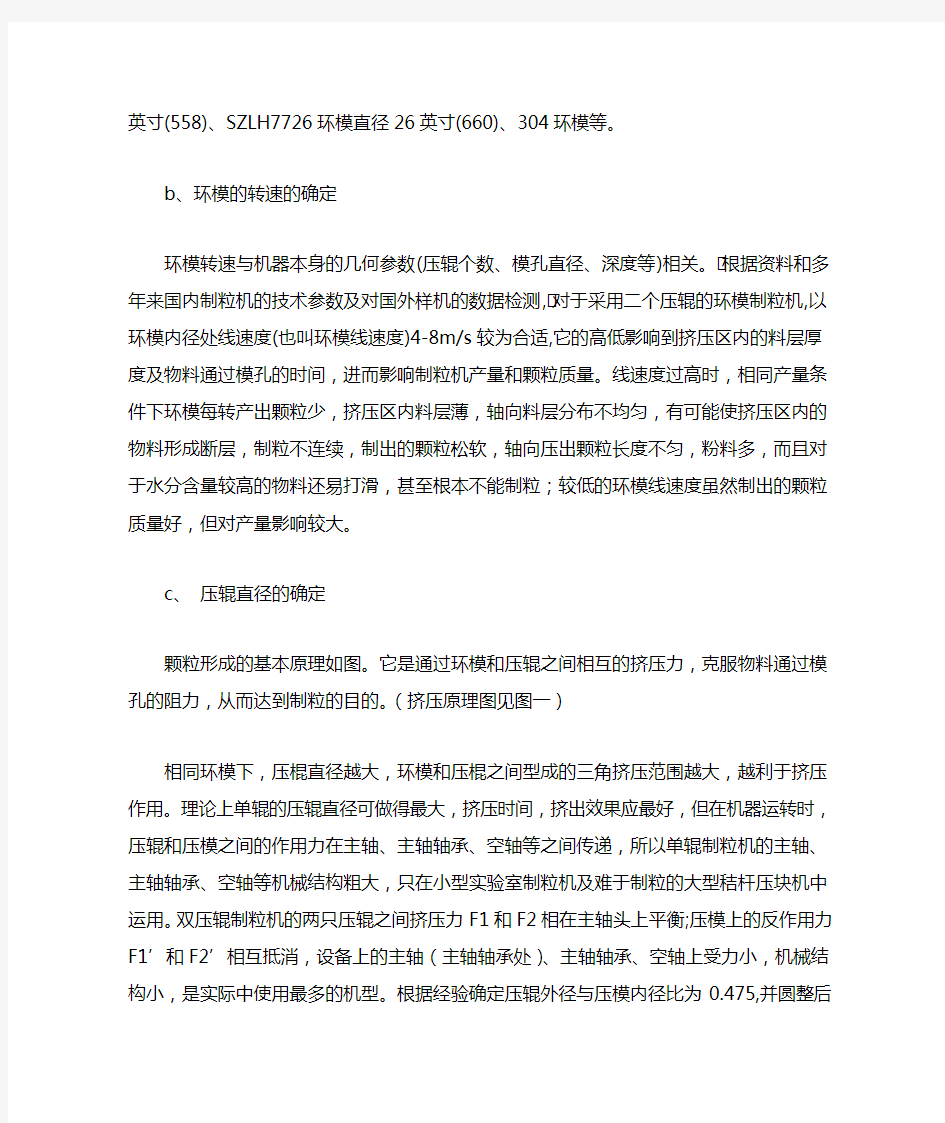
颗粒形成的基本原理如图。它是通过环模和压辊之间相互的挤压力,克服物料通过模孔的阻力,从而达到制粒的目的。(挤压原理图见图一)
相同环模下,压棍直径越大,环模和压棍之间型成的三角挤压范围越大,越利于挤压作用。理论上单辊的压辊直径可做得最大,挤压时间,挤出效果应最好,但在机器运转时,压辊和压模之间的作用力在主轴、主轴轴承、空轴等之间传递,所以单辊制粒机的主轴、主轴轴承、空轴等机械结构粗大,只在小型实验室制粒机及难于制粒的大型秸杆压块机中运用。双压辊制粒机的两只压辊之间挤压力F1和F2相在主轴头上平衡;压模上的反作用力F1’和F2’相互抵消,设备上的主轴(主轴轴承处)、主轴轴承、空轴上受力小,机械结构小,是实际中使用最多的机型。根据经验确定压辊外径与压模内径比为0.475,并圆整后确定压辊直径。三辊制粒机三辊之间受力也能平衡,但压辊和压模内径比不高。另外对用于秸杆木屑等纤维状物料的制粒机,压辊之间不平衡力(两挤压力F1-F2之差)须和压模上的反作用力之差(F1’-F2’)通过主轴、主轴轴承、空轴来抵消,所以主轴(主轴轴承处)、主轴轴承、空轴、环模、压棍的结构都要加强。
单辊挤压室:L为压辊中心和压模中心在挤压力垂直方向上距离;挤压力作用在环模的力F1’;转速一定条件下,L*F1’正比于输入功率。压辊和压模中心越小,L越小,挤压力F1’越大。另一方面,F1和F1’这一对作用力和反作用力必须通过压辊壳、压辊轴承、压辊轴、主轴、主轴轴承、空轴、环模后相平衡。所以F1越大,主轴、主轴轴承、空轴结构必须越大。
这类制粒设备挤压力最大,压缩区范围大,压缩平稳;挤压区范围大,挤出颗粒质量好,并且回弹量小、挤压室内摩擦功耗小,功率用于挤出作用多。这类制粒机主要用于小型机和秸杆压块机中。
单辊制粒室
双辊挤压室:L为两压辊中心在挤压力垂直方向上距离;F1、F2分别为两压辊上的挤压力,F1’、F2’为作用在环模上的挤压力(反作用力);在转速一定下,(F1+F2)*L/2正比于输入功率,所以中心越大,L越大,挤压力越小。
另一方面F1通过压辊外壳、轴承、压辊轴、主轴头和另一对压辊的F2相平衡;F1’通过环模和F2’相平衡,制粒机的主轴(主轴轴承以后)、主轴轴承、空轴等受挤压力影响小。
在挤压秸杆木屑等纤维质物料时F1、F2受力波动大,F1和F2不平衡力(F1-F2)又必须通过主轴、主轴轴承、空轴和环模上的两个反作用力的差相平衡,这类制粒设备振动大,结构上必须加大加粗。
双辊制粒室
图一、挤压原理图
2环模材料和热处理
环模通常由碳素结构钢、合金结构钢和不锈钢经锻压、切削、钻孔、热处理等工序制成。环模所用的材料和每个加工工序对其使用寿命及制粒质量、产量有直接的影响。碳素结构钢主要有45钢,其热处理硬度一般为HRC45~50,其耐磨性和耐腐蚀性都较差,现基本被淘汰;合金钢主要有20CrMnTi材料,它是通过表面渗碳等表面热处理,处理硬度在HRC50以上,并具有良好的综合力学性能,由此类材料制造的环模强度高,耐磨性好于45钢,但缺点是耐腐蚀性不好。虽然单只环模成本较低,但使用时吨料生产成本高于不锈钢环模,现也逐步淘汰;不锈钢材料主要为4Cr13,这些材料的刚度和韧性都较好,热处理是整体焠火,硬度大于HRC50,并具有良好的耐磨性和耐腐蚀性,使用寿命较长,吨料环模费用最低。下面就4Cr13材料环模每个加工工序对其质量影响说明:
a、环模材料成份
对于4Cr13材料的环模,其质量源头必须从钢锭开始:4Cr13钢环模化学成分(质量分数%)为:C含量≤0.36~0.45,Cr含量12~14,Si含量≤0.60,Mn含量≤0.80,S含量≤0.03,P含量≤0.035;在实际使用中含Cr量12%左右的环模使用寿命比含Cr量14%的环模在其它处理相同的条件下,其使用寿命减小1/3以上;所以环模质量的源头是从钢淀开始,不仅要确保Cr含量13%以上,还要求大小形状等符合锻造。
b、环模锻打质量
对于4Cr13材料的环模锻造工艺要求为加热温度和时间合适,常见环模锻造问题是:
1)、加热温度过高和时间过长,锻坯呈黄白色,估计温度超过1200℃,此时锻坯易出现表层过烧,整体过热,组织粗大晶粒不均匀现象;
2)、炉温均匀性差。加热过程中因温度不均匀使锻件过热或局部过烧造成晶粒粗大、锻坯的均质性差。锻件尺寸越大,这种现象就越严重。在随后的热处理工艺中难以消除这种缺陷,也是造成环模开裂的常见原因。
3)、由于铸锭中存在如偏析、非金属夹杂物、疏松等缺陷,所以要通过锻造变形来改善和消除,这是锻件达到良好综合力学性能的基础。对于纵向横向性能要求较高的锻件,应当采用良好的组合锻造工艺,单一的锻打工艺难以保证质量。
4)、锻后冷却温度、速度控制不好,如果冷却速度非常缓慢,容易发生奥氏体再结晶,已经被锻造中细化的晶粒会发生异常长大造成混晶,
5)、退火处理:应对环模毛坯的硬度加以控制,其硬度在HB170~220之间为宜,如果硬度过高,钻孔时钻头易断裂,并造成死孔,硬度过低则影响模孔的光洁度。
c、热处理对环模质量的影响
4Cr13材料采用整体淬火工艺,淬火是把金属成材或零件加热到相变温度以上,保温后,使Cr 合物溶于组织中,以大于临界冷却速度的急剧冷却,以获得马氏体组织的热处理工艺。淬火是为了得到马氏体组织,再经回火后,使工件获得良好的使用性能,以充分发挥材料的潜力。制孔后环模应在真空炉中加热粹火。经真空热处理的环模,能有效地保证模孔的光滑度(避免了模孔的氧化)。在圆周方向三等分处的每个部位,取不少于3点测硬度平均值,其各部位的硬度值之差应不大于HRC4。
3、环模孔结构、压缩比、粗糙度及环模模孔加工设备
常见的环模模孔主要有直孔、带减压孔、外锥形孔和内锥形孔等。带减压孔又称释放孔,如图2所示,不同的模孔形式适合不同种类的饲料原料或不同的饲料配方。同一环模中,越程槽边上的直孔长度L与环模中心部位的直孔长度L也都不一样。在压棍对压模的压力和阻力一样下,越程槽边的物料容易挤出越程槽,而不进入模孔。所以一般在越程槽边上两排带有减压孔(或减压孔长度M大于环模中心的模孔的M),并且第一排减压孔长度M大于第二排,使各模孔出料量一致。模孔主要参数有:
d----模孔直径、T----环模厚度、L----模孔有效厚度、M----减压孔长度、a----模孔中心距、t----模孔间壁厚、D----环模直径、E----环模有效宽度、
图二、模孔图
a、环模模孔各参数的作用与含义
环模压缩比I=L/d,它是反映颗粒饲料挤压强度的一个指标。压缩比越大,挤出的颗粒饲料越结实。所以环模模孔d确定,饲料配方确定,即环模压缩比I一定条件下,环模的有效厚度L=I*d 就确定了。
T为环模厚度,它的最小值T1和环模受力有关,压棍对环模的挤压力越大,环模最小厚度T1越大。当模孔有效厚度L 导料锥孔:便于物料流入模孔,环模在使用过程中,导 ?地址:(江苏省溧阳市)溧阳市埭头工业区中远路1号 ?颗粒机环模设计及应用 溧阳市汇达机械有限公司蒋希霖朱建东环模颗粒机广泛应用于饲料的加工、秸杆木屑等生物质能的颗粒成型、复合肥的生产、万寿菊颗粒压制、石油及塑料粒子的生产中。不同物料选用不同的制粒机,但其核心部份是制粒机环模。 它对提高产品品质和产量,降低能耗(制粒能耗占整个车间总能耗30%-35%),减少生产成本(环模损耗一项费用占整个生产车间的维修费25%-30%以上)等方面影响极大。一般玉米为主的饲料生产中约占到1-1.5元/吨左右,在秸杆木屑等纤维状物料的生产中约占到18-48元/吨料;同时也是制粒机最易磨损的零件之一,因此,了解环模的设计及应用,并对环模进行正确的选用、合理的使用以及有效的保养,对于饲料生产者来说是至关重要的。下面对环模的设计及其选用、使用和保养作些浅析,以供大家参考。 1环模直径和环模有效压制宽度等参数的确定 a、环模直径和有效宽度是环模的主要参数: 首先根据国内外制粒机参数及优先数列确定环模直径系列:250、300、320、350、400、420、508、558、678、768等;相对功率为15、22、37、55、75/90、90/110、132/160、180/200、220/250、280/315;根据等有效压制面积等功率之比值(一般14?~22cm2/kW),确定环模有效宽度(有效宽度是指环模中间与压棍接触部份)。另外很多国内制粒机是吸收国外技术,所以也有不少环模直径采用英制尺寸或近似值,如:SZLH3016环模直径16英寸(406,407)、SZLH3020环模直径20英寸(508)、SZLH3022环模直径22英寸(558)、SZLH7726环模直径26英寸(660)、304环模等。 b、环模的转速的确定 1、概念 静态混合器是一种新型先进的化工单元设备,自70年代开始应用后,迅速在国内外各个领域得到推广应用。众所周知,对于二股流体的混合,一般用搅拌的方法。这是一种动态的混合设备,设备中有运动部件。而静态混合器内主要构件静态混合单元在混合过程中自身并不运动,而是凭借流体本身的能量并借助静态混合单元的作用使流体得到分散混合,设备内无一运动部件。 2、流体的混合机理 对于层流和湍流等不同的场合,静态混合器内流体混合的机理差别很大。层流时是“分割---位置移动---重新汇合”的三要素对流体进行有规则的反复作用,从而达到混合;湍流时,除以上三要素外,由于流体在流动的断面方向产生剧烈的涡流,有很强的剪切力作用于流体,使流体的细微部分进一步被分割而混合。 3、静态混合器的混合形态 静态混合器在基本工艺流程中的组合方法见下图所示的两种类型。在实际应用中往往将多种基本流程组合在一起使用。两种液体汇合部位的结构,应根据液体的粘度、密度、混合比、互溶性等来确定。尤其当两种液体一接触就反应或凝胶而相变时,更要注意汇合部位的结构、流速以及混合器的选择。 3.1层流的混合 经静态混合器混合后的流体的混合形态,与经具有传动部件的混合机或搅拌机混合的混合形态有明显的差别。图二表示采用静态混合器混合两种流体是产生的典型层流混合状态。混合状态由条带状变为连续的或不连续的线状及粒子状,而状态的变化取决于流体混合时的雷诺数和韦伯数。例如:当流速、粘度、混合器直径一定时,如果流体间表面张力大,流体的混合形态则从条带状转向线状,进而变化到粒子状。 混合器单元数、管径和流速的选定 混合器的单元数和直径随流体的性质(粘度、互溶性、密度)、混合比、希望达到的混合状态、接触面上液体的结构变化等而不同,可通过试验和经验来确定。通常基于雷诺数并经试验确定混合器的放大倍数。但当雷诺数R e<100(严格地说在1以下)时,混合程度、混合状态与雷诺数无关,只取决于混合器的单元数。环模 (NXPowerLite)
静态混合器 (NXPowerLite)