埋弧焊实训报告
1埋弧自动焊
1.1埋弧自动焊简介
焊丝与焊件之间燃烧的电弧使埋在颗粒状焊剂下面的电弧热将焊丝端部及电弧直接作用的母材和焊剂熔化并使部分蒸发,金属和焊剂所蒸发的气体在电弧周围形成一个封闭空腔,电弧在这个空腔中燃烧。空腔被一层由熔渣所构成的渣膜所包围,这层渣膜不仅很好的隔绝了空气和电弧与熔池的接触,而且使弧光不能辐射出来。被电弧加热熔化的焊丝以熔滴的形式落下,与熔融母材金属混合形成熔池。密度较小的熔渣浮在熔池之上,熔渣除了对熔池金属的机械保护作用外,焊接过程中还与熔池金属发生冶金反应,从而影响焊缝金属的化学成分。电弧向前移动,熔池金属逐渐冷却后结晶形成焊缝。浮在熔池上的熔渣冷却后,形成渣壳可继续对高温下的焊缝起保护作用,避免被氧化。
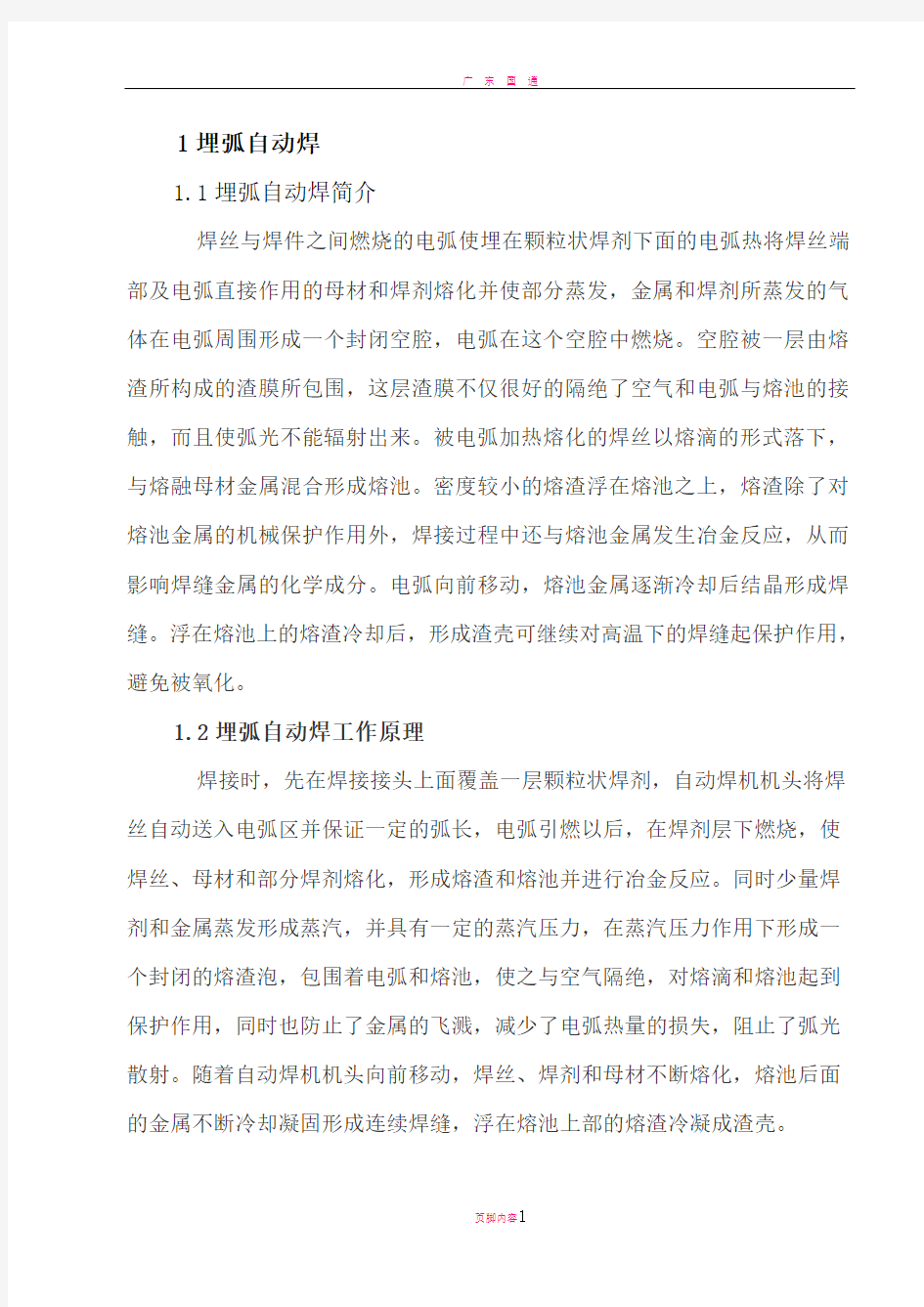
1.2埋弧自动焊工作原理
焊接时,先在焊接接头上面覆盖一层颗粒状焊剂,自动焊机机头将焊丝自动送入电弧区并保证一定的弧长,电弧引燃以后,在焊剂层下燃烧,使焊丝、母材和部分焊剂熔化,形成熔渣和熔池并进行冶金反应。同时少量焊剂和金属蒸发形成蒸汽,并具有一定的蒸汽压力,在蒸汽压力作用下形成一个封闭的熔渣泡,包围着电弧和熔池,使之与空气隔绝,对熔滴和熔池起到保护作用,同时也防止了金属的飞溅,减少了电弧热量的损失,阻止了弧光散射。随着自动焊机机头向前移动,焊丝、焊剂和母材不断熔化,熔池后面的金属不断冷却凝固形成连续焊缝,浮在熔池上部的熔渣冷凝成渣壳。
1.3埋弧自动焊优点与缺点
1.3.1埋弧自动焊优点
1、焊接生产率高:埋弧自动焊所用焊接电流大,加上焊剂和熔渣的隔热作用,热效率高,熔深大,单丝埋弧焊在焊件不开坡口的情况下,一次可熔透20mm。焊接速度高,以厚度8-10mm的钢板对接焊为例,单丝埋弧焊速度可达50-80cm/min,手弧焊则不超过10-13cm/min。
2、焊接质量好:焊剂和熔渣的存在不仅防止空气中的氮、氧侵入熔池,而且熔池较慢凝固,使液态金属与融化的焊剂间有较多时间的冶金反应,减少了焊缝中产生气孔、裂纹等缺陷的可能性。焊剂还可以向焊缝渗合金,提高焊缝金属的力学性能。另外焊缝成型美观。
3、劳动条件好:焊接过程的机械化操作显得更为便利,而且烟尘少,而且没有弧光辐射,劳动条件得到改善。
1.3.2埋弧自动焊缺点
1、焊接适用位置受限制:由于采用颗粒状的焊剂进行焊接,因此一般只适用于平焊位置的焊接。
2、焊接厚度受到限制:由于埋弧焊时,当焊接电流小于100A电弧的
稳定性通常变差,因此不适用于焊接厚度小于1mm以下的薄板。
3、对焊件坡口加工和装配要求较严:因为埋弧焊不能直接观察电弧与破口的相对位置,故必须保证坡口的加工和装配精度,或者采用焊缝自动跟踪装置,才能保证不焊偏。
1.4埋弧自动焊设备的组成
埋弧焊设备由电源、控制电缆、小车三部分组成。每部分都十分重要,只有配合得很好才能充分发挥埋弧焊的优势。
1、电源的要求:一般采用下降特性电源。电源分交流和直流。直流电源有磁放大器式,晶闸管式和逆变式。由于晶闸管式体积适中,效率高,运行可靠,价格低廉,广泛被采用。直流电源的特点:电弧稳定,采用反极性联接,熔深较大,成型美观。
2、控制电缆:一般采用16芯电缆。埋弧焊长期处在运动之中,电缆长期弯曲,容易损坏。电缆的质量特别重要,电缆与插头的焊接一定要可靠。由于电缆内部断线造成设备不能工作的例子已经举不胜举,应该引起广大使用者的注意。
3、小车:小车是由电气控制箱和电机、机械传动装置组成。小车分为等速送丝和变速送丝两种。目前大部分采用变速送丝系统,较为先进的已采用无触点数字控制技术。小车工作平稳,可靠。
2埋弧自动焊焊结构概述
本焊机由自动机头及焊接变压器两部分组成。
2.1自动机头
1 、自动机头:由焊车及支架、送丝机构、焊丝矫直机构、导电部分、焊接操作控制盒、焊丝盘、焊剂斗等部件组成。
送丝机构由一个 110V 、 1500rpm 、 80W 直流他激电机、减速箱、进给轮等、将焊丝从焊丝盘内拉出,送至导电部分再送入焊接区。送丝速度可以根据焊接规范要求在控制盒上旋动“焊接电压”电位器(见原理图中
W1 )来平滑调节。顺时针旋转时,送丝速度减慢,电弧电压提高。矫直机构在送丝机构下端,由二个矫直轮、进给轮与导电嘴等一起组成。调节可动轮的位置,将焊丝进行矫直。
导电部分装在进给轮下面,由二个合金滚轮及架组成,用软铜带,使导电嘴与外接电缆作电器连接。滚轮磨损后可以调换。
控制盒内装有全部控制电路。在控制盒面板上装有控制电源开关,焊接电流与电压的指示用电表、送丝速度的调节旋钮。启动、停止、紧急停车与焊丝点动上下各按钮、焊车行走方向转换开关,以及焊车调试开关等,另外配有远程电流调节操作盒,用户可放在控制盒顶部或其它部位,使在焊接时可以调节焊接电流。
控制电源通过 14 芯多芯电缆从焊接变压器内辅助变压器供应。送丝电机与焊车电机分别用 5 芯与 7 芯电缆与控制盒连接。拆下多芯电缆插头,并将焊机头横梁从焊车立柱分开后,可以将焊机头与焊底盘分别搬运。
焊车拖动电机为 92 瓦、 110V 、 6000 转 / 分,通过齿轮减速箱、也可对焊接速度进行平滑调节。焊车装有传动联合器。在电机转动情况下可以使焊车行走或停止。
焊丝盘与焊剂斗分别装于机头横架两端,焊剂斗下端连有软管将焊剂送到焊接区铺散,进行焊接。
2.2焊接电源(焊接变压器):
MZ-1000 采用 BX2-1000 交流焊接电源。
BX2-1000 交流焊接电源,由同体的二相降压变压器及电抗器、冷却风扇、调节电抗器用的电动机及减速箱、控制电动机正反转的控制变压器及交流接触器、按钮以及给自动机头提供电源的控制变压器等组成。控制线通过电源上的 14 芯插座与外界相连,遥控盒与电源上的 4 芯插座相连,实现远距离电流调节,电源上还有近控的电流增加,减少按钮也可实现电流调节,电流大小可通过电源顶部的电流指示窗指示。
3 MZ—1000埋弧焊机
如图3-1所示,MZ—1000型埋弧焊机是目前国内广泛应用的一种通用埋弧焊机。
图3-1
3.1MZ-1000自动埋弧焊机性能和用途
MZ-1000 自动埋弧焊机系熔剂层下自动焊接的设备,它配用交流焊机作为电弧电源,它适用于水平位置或与水平位置倾斜不大于10度的各种有、无坡口的对接焊缝、搭接焊缝和角焊缝。与普通手工弧焊相比,具有生产效率高、焊缝质量好,节省焊接材料和电能,焊接变形小及改善劳动条件等突出优点
3.2MZ—1000型埋弧焊机操作前准备工作
1、检查埋弧自动焊机各部分组件及电缆是否安全完好,本次试验采用直流反接,把负极接在焊件上。
2、检查埋弧焊焊剂是否干燥。
3、焊丝的除锈和母材表面的清理。
3.3 MZ—1000型埋弧焊机操作过程
1、将电源的旋钮转向埋弧焊位置,并按照自己设定的参数设定好电流。
2、在小车的操作板上调出之前设定好的参数,依次为电流(I)、电压(U).
3、将被焊工件放在机架上,调整焊枪与被焊工件之间的距离,25mm——30mm.
4、关闭离合,将焊接小车操作板上开关调制试车,选择左行或者右行,确定小车的行走状态,并同时调整小车行走速度。
5、将焊剂放入焊剂料斗中,此时要确保焊剂料斗开关处于关闭状态。
6、调整焊丝,使之与工件刚好接触,有轻微摩擦。
7、打开焊剂料斗开关,让焊剂顺着焊剂软管流到被焊工件表面,并将焊丝埋没
8、确定离合器关闭,开关调制焊接,打开电源,开始焊接。期间确保埋弧焊剂能顺利从软管中流出,并始终埋没电弧,在焊接过程中记录实际数据。
9、焊接结束前先关闭电源,再关闭焊剂料斗开关。
10、焊接结束后,回收焊剂,去除渣壳,测量熔深和余高。
3.4 MZ—1000型埋弧焊机技术参数(如图3-1)