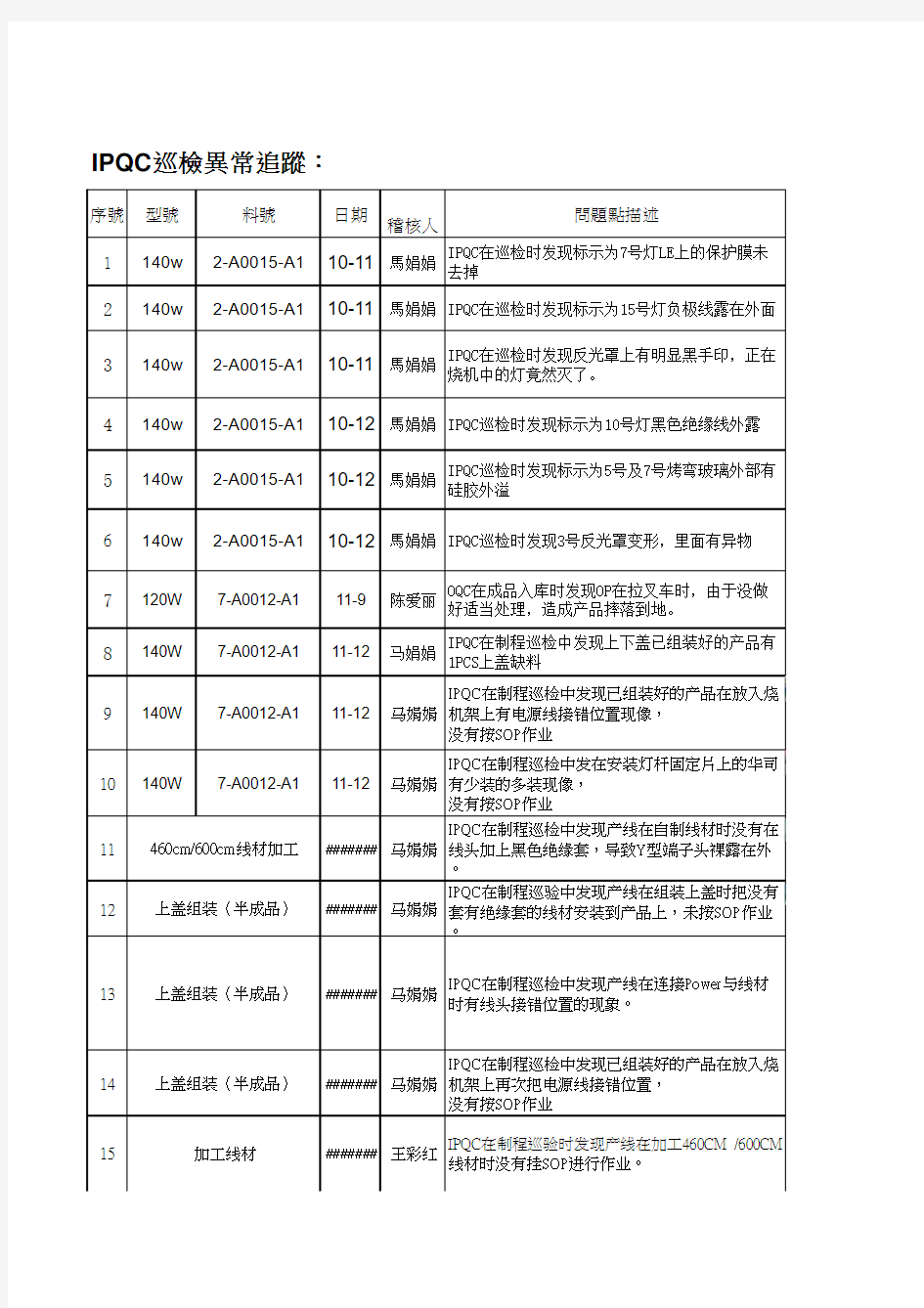
IPQC FQC不良记录表
序號型號料號日期
稽核人
問題點描述
1140w2-A0015-A110-11馬娟娟IPQC在巡检时发现标示为7号灯LE上的保护膜未去掉
2140w2-A0015-A110-11馬娟娟IPQC在巡检时发现标示为15号灯负极线露在外面
3140w2-A0015-A110-11馬娟娟IPQC在巡检时发现反光罩上有明显黑手印,正在
烧机中的灯竟然灭了。
4140w2-A0015-A110-12馬娟娟IPQC巡检时发现标示为10号灯黑色绝缘线外露
5140w2-A0015-A110-12馬娟娟IPQC巡检时发现标示为5号及7号烤弯玻璃外部有
硅胶外溢
6140w2-A0015-A110-12馬娟娟IPQC巡检时发现3号反光罩变形,里面有异物
7120W7-A0012-A111-9陈爱丽OQC在成品入库时发现OP在拉叉车时,由于没做
好适当处理,造成产品摔落到地。
8140W7-A0012-A111-12马娟娟IPQC在制程巡检中发现上下盖已组装好的产品有
1PCS上盖缺料
9140W7-A0012-A111-12马娟娟IPQC在制程巡检中发现已组装好的产品在放入烧机架上有电源线接错位置现像,
没有按SOP作业
10140W7-A0012-A111-12马娟娟IPQC在制程巡检中发在安装灯杆固定片上的华司有少装的多装现像,
没有按SOP作业
11#######马娟娟IPQC在制程巡检中发现产线在自制线材时没有在线头加上黑色绝缘套,导致Y型端子头裸露在外。
12#######马娟娟IPQC在制程巡验中发现产线在组装上盖时把没有套有绝缘套的线材安装到产品上,未按SOP作业。
13#######马娟娟IPQC在制程巡检中发现产线在连接Power与线材时有线头接错位置的现象。
14#######马娟娟IPQC在制程巡检中发现已组装好的产品在放入烧机架上再次把电源线接错位置,
没有按SOP作业
IPQC巡檢異常追蹤:
460cm/600cm线材加工
上盖组装(半成品)
上盖组装(半成品)
上盖组装(半成品)
15加工线材#######王彩红IPQC在制程巡验时发现产线在加工460CM /600CM 线材时没有挂SOP进行作业。
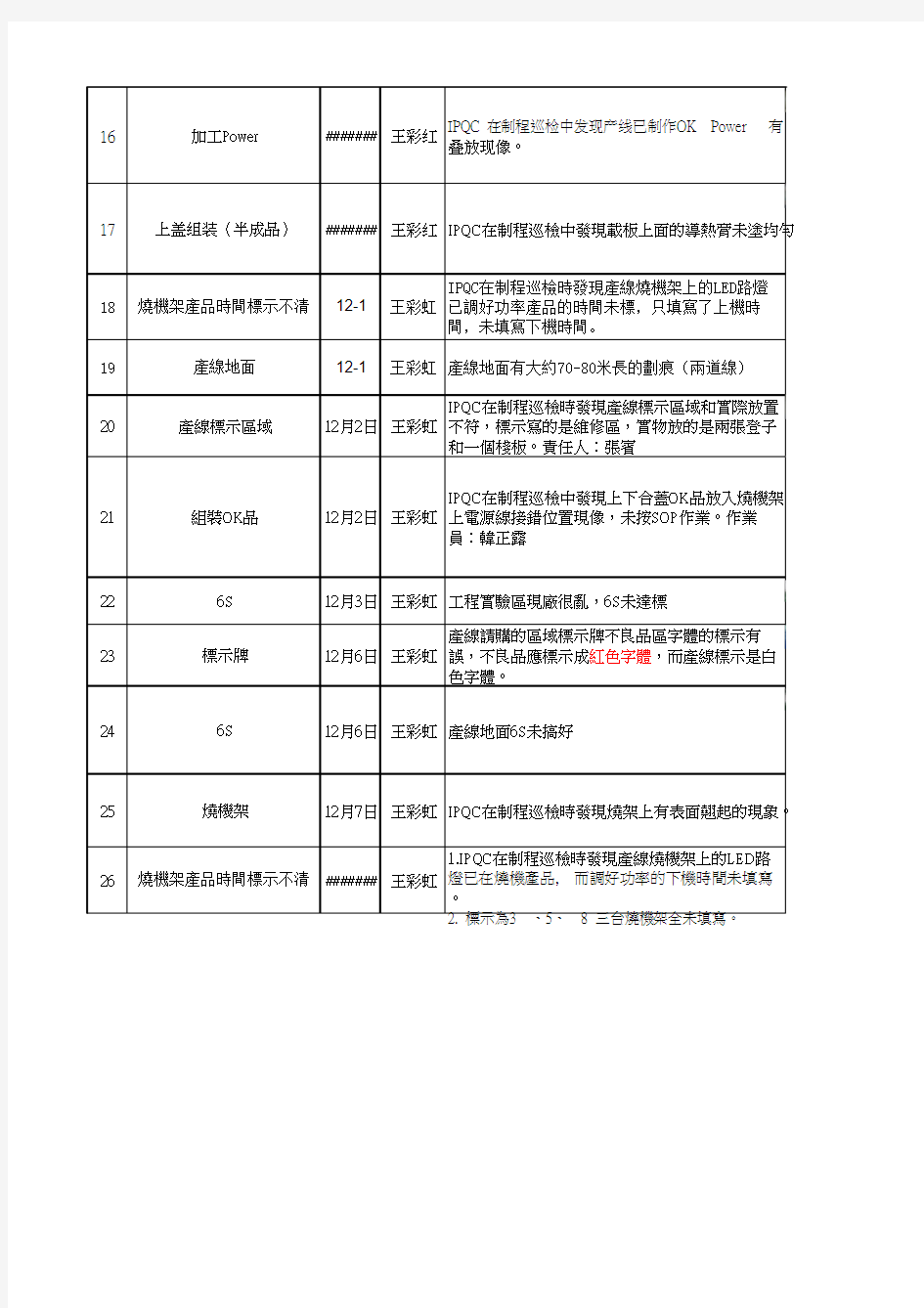
16#######王彩红
IPQC 在制程巡检中发现产线已制作OK Power 有叠放现像。
17#######王彩红IPQC在制程巡檢中發現載板上面的導熱膏未塗均勻
1812-1
王彩虹IPQC在制程巡檢時發現產線燒機架上的LED路燈
已調好功率產品的時間未標,只填寫了上機時
間,未填寫下機時間。1912-1
王彩虹產線地面有大約70-80米長的劃痕(兩道線)
2012月2日王彩虹IPQC在制程巡檢時發現產線標示區域和實際放置
不符,標示寫的是維修區,實物放的是兩張登子
和一個棧板。責任人:張賓2112月2日王彩虹IPQC在制程巡檢中發現上下合蓋OK品放入燒機架
上電源線接錯位置現像,未按SOP作業。作業
員:韓正露
2212月3日王彩虹工程實驗區現廠很亂,6S未達標
23
12月6日王彩虹產線請購的區域標示牌不良品區字體的標示有
誤,不良品應標示成紅色字體,而產線標示是白
色字體。
2412月6日王彩虹產線地面6S未搞好
2512月7日王彩虹IPQC在制程巡檢時發現燒架上有表面翹起的現象。
26
#######王彩虹 1.IPQC在制程巡檢時發現產線燒機架上的LED路
燈已在燒機產品, 而調好功率的下機時間未填寫
。
2. 標示為3 、5、 8 三台燒機架全未填寫。
上盖组装(半成品)加工Power 6S 燒機架燒機架產品時間標示不清燒機架產品時間標示不清產線地面產線標示區域
組裝OK品
6S 標示牌
改善對策
負責人
預計完成時間
Status
1.产前会议宣导:作业过程中自检
製造/張賓10月13日Closed 1.进行产前会议宣导2.工程更改黑色线尺寸
製造/張賓
10月14日
Closed
1.产前会议宣导
2.生产中如遇小批量不良,放置维修区由工程处理製造/張賓10月15日Closed
1.进行产前会议宣导
2.工程更改黑色线尺寸
製造/張賓10月16日Closed
1.进行产前会议宣导(工作主动性、责任心)
2.请品管明确抽样检验标准製造/張賓10月17日Closed
1.进行产前会议宣导
2.生产中如遇小批量不良,放置维修区由工程处理
製造/張賓10月18日Closed
严格按照SOP作业;在成品入库时,用保护绳缠绕纸箱,再做入库动作,王朋刚负责.
制造/张宾11-12Closed 1.请品保进料检验时全部打下来;
2.作业员加强自检,赵欢监督;制造/张宾
11-15
Tracking
接线完成后,烧机前王朋刚负责确认全部线材接法正确无误再烧机;
制造/张宾11-15Tracking
严格按照SOP作业,赵欢负责监督确认
制造/张宾11-15Tracking
外部线材手工加工时需加黑色绝缘套制造/张宾11月17日Tracking
本站作业员自检,下一站互检,赵欢制造/张宾11月17日Tracking
1.严格按照SOP作业;
2本站作业员自检,下一站互检,赵欢负责落实, 张宾监督;3.如再次出现给予作业员以警告处分;
制造/张宾11月17日Tracking
1.作业员自检,王朋刚落实,张宾监督
2.经查实给予作业员以警告处分;制造/张宾11月17日Tracking
1.因无SOP所以没有挂,立即向工程要SOP
2.SOP工程已发行,已挂到产线。
张宾/制造11月17日Tracking
1.在组装power工站前摆放桌子,
王朋刚负责张宾监督。
张宾/制造12月1日Tracking 2.产线安排作业时合理安排人力,
避免生产过程中在制品的堆积。
1.由涂胶治具的设计造成:工程,
品管重新评价治具的合理性和检
张宾/制造12月1日Tracking 验标准的检讨。
2.产品进行产前宣导。
1.在烧机作业时,表单必须填写
製造/張賓12-2Tracking 完整,赵欢负责张宾监督。
1.后续转运物料时,确认叉车下
製造/張賓12-2Tracking 边是否有异物再进行作业,王朋
刚负责张宾监督。
1.后续物品区域摆放,王朋刚负责
製造/張賓12月2日Tracking 张宾监督。
1.赵欢负责追踪问题,对该作业员
警告处分一次;
製造/張賓12月2日Tracking 2 在烧机状态前进行接线确认,赵
欢负责 ;
3..制程前宣导;
立即清掃.直至整齊.工程/Fly12月8日Tracking 暂时不作悬挂制造/張賓12月7日Tracking
1.王朋刚负责落实6s,张宾不定时
抽查,对于不符合性及时清洁;
制造/張賓12月7日Tracking 2.每天开线前、收工后6s各一次,
王朋刚落实,张宾监督;
1.请工程过炜协助处理.
制造/張賓12月8日Tracking 2.已修复。
1.在线1小时功调跟48小时烧机表
制造/張賓12月23日Tracking 单分开;
2.表单由赵欢分类记录;