成品检验作业指导书

页
PAGE: 1/3
S.CT:
工时不合格
1每批
2
抽样数/每批
检查产品外观
按照图示方向(见图2-1、2-2)检查产
品外观,要求:
1、无缺料、起泡、波纹、烧痕、缩痕
、拉裂痕迹;
2、切割面平整、光滑、无偏移,注意图2-1中1、2标识处,要求切割线平直,与线束装配孔处于水平状态;
3、修边处无飞边、毛刺或修缺等现
象;
2-12-2
3-13-23-33-43-53-6
Name :
FUNCTION: SUPERVISOR FUNCTION: UAP Mgr.编制WRITTER
SIGNATURE + DATE
批准APPROVED Name :
检验准备
按照GB2828.1-2012一般检验水平Ⅰ级从每批产品中随机抽取样品,放置到检验区(见图1-1、1-2);
注意双手轻拿,避免人为造成对产品的损伤
1-11-21-3
检验过程中佩戴劳保用品及手套保
Name :
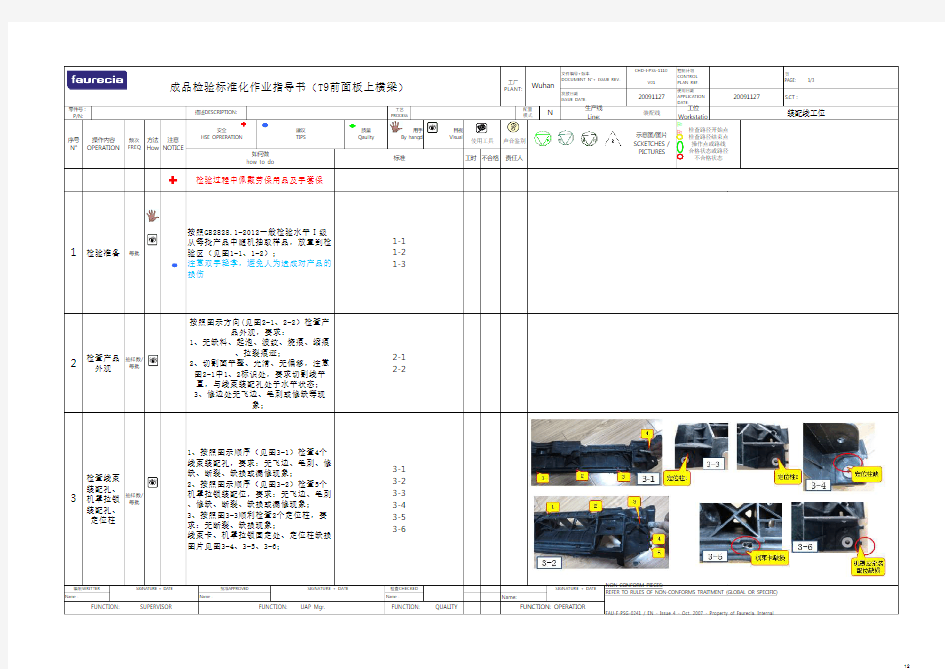
1、按照图示顺序(见图3-1)检查4个线束装配孔,要求:无飞边、毛刺、修缺、断裂、缺损或漏修现象;
2、按照图示顺序(见图3-2)检查5个机罩拉锁装配位,要求:无飞边、毛刺、修缺、断裂、缺损或漏修现象;
3、按照图3-3顺利检查2个定位柱,要求:无断裂、缺损现象;
线束卡、机罩拉锁固定处、定位柱缺损图片见图3-4、3-5、3-6;
注意NOTICE
安全
HSE OPRERATION
序号N°操作内容OPERATION 质量Qaulity
成品检验标准化作业指导书(T9前面板上横梁)
Wuhan
声音鉴别如何做how to do
频次FREQ 方法How 工厂PLANT:
CONTROL PLAN REF.20091127
使用日期
APPLICATION DATE:
文件编号+版本
DOCUMENT N°+ ISSUE REV.:发放日期ISSUE DATE:
零件号:P/N:
使用工具V0120091127装配线
配置模式
N
工艺PROCESS
责任人
描述DESCRIPTION:标准
用手By hangd
建议TIPS
目视Visual
装配线工位
生产线Line:
检查路径开始点
检查路径结束点操作点或路线合格状态或路径不合格状态
示意图/图片SCKETCHES /PICTURES
工位Workstatio FUNCTION: OPERATIOR
Name:
检查CHECKED
FUNCTION: QUALITY SIGNATURE + DATE
NON-CONFORM PIECES:
REFER TO RULES OF NON-CONFORMS TRAITMENT (GLOBAL OR SPECIFIC)
SIGNATURE + DATE 3
检查线束装配孔、机罩拉锁装配孔、定位柱
抽样数/每批
O O
页
PAGE: 3/3
S.CT:
工时不合格
4
抽样数/每批
5抽样数/每批
6抽样数/每批
7
抽样数/每批
SIGNATURE + DATE
Name :
Name:
SIGNATURE + DATE 批准APPROVED
SIGNATURE + DATE Name :
Name :
检查CHECKED
成品检验标准化作业指导书(T9前面板上横梁)
检验合格标记、批次号标签
检查产品合格证标签(见图7-1)、产品批次号(见图7-2)标签是否完整
7-17-2
尺寸验证1、准备:检查所有活动检测块、检测销、通止规是否完好、没有松动和缺失;2、安装产品:将产品置于检具上的主副定位孔内,注意小心轻放,然后通过2个锁紧销(见图6-1)将产品压紧在定位面上,完成产品的安装;3、按照《T9上横梁检具操作规程》对各检测点进行检测。
6-1
零件号:P/N:
文件编号+版本
DOCUMENT N°+ ISSUE REV.:检查路径开始点检查路径结束点
操作点或路线合格状态或路径不合格状态
生产线Line:
配置模式
N
责任人
20091127使用日期
APPLICATION DATE:
20091127
NON-CONFORM PIECES:
REFER TO RULES OF NON-CONFORMS TRAITMENT (GLOBAL OR SPECIFIC)
装配过程中佩戴劳保用品及手套保检查铆接螺母及垫片
编制WRITTER
频次FREQ 装配线工位追溯系统指导
总成重量用电子天平测量产品总成重量(见图5-1),要求重量范围1455±122g;
序号N°操作内容OPERATION 方法How 注意NOTICE
5-1
工艺PROCESS 目视Visual
安全
HSE OPRERATION
描述DESCRIPTION:1、按照图示顺序(图4-1)对8个铆接螺母进行目视检查,要求:铆接螺母安装方向应垂直于安装面,螺母必须铆接到位(见图4-3、4-4螺母铆接合格与缺陷图片),无漏铆;
2、按照图示顺序(图4-2)检查2个垫片是否铆接到位,要求无松动、漏铆现象;
3、按照图示顺序(图4-1)用电动螺丝枪和检测螺栓分别检测各螺母內螺纹完好性,螺栓应能轻松旋进和旋出,不得出现螺母打滑或螺栓卡住等现象(图4-5、4-6);
4、检查铆接螺母状态检查合格标识,要求用白色记号笔打点做标记(见图4-7),不得有漏检漏标识现象;
Wuhan
标准
CONTROL PLAN REF.V01发放日期ISSUE DATE:
使用工具声音鉴别建议TIPS
4-14-24-34-44-54-64-7
质量Qaulity
用手By hangd
如何做how to do
装配线工位Workstatio
装配线工位
示意图/图片SCKETCHES /PICTURES
工厂PLANT:
O O