焊锡作业指导书
1.0目的:
1.1制定焊接作业指导书,以此确定、维持和保证产品的品质。
1.2作为生产焊锡员工指导性培训教材,提升焊锡操作技能,保证焊接工艺品质稳定。
2.0适用范围:
本作业指导书适用于公司生产部焊接各类产品用。
3.0职责权限:
3.1工程部:负责焊锡技术标准的制订完善,确认焊锡技术标准的实施。
3.2品质部:依焊锡技术标准检查,完成相关焊锡技术检验标准并进行产线监督。
3.3生产部:依焊锡技术标准作业,完成相关焊锡管理、培训,建立培训体系;负责相关设备
的管理、维护。
4.0设备和工具:
4.1烙铁:锡丝加温。
4.2锡丝:焊接介体。
4.3海绵:清洗烙铁头。
4.4助焊剂:溶解氧化物或污物。
4.5剪刀:修剪锡丝或镀锡芯线。
4.6烙铁温度检测仪:检测烙铁温度。
4.7放大镜:对30AWG以上芯线焊点或PCB IC锡点进行锡点检验。
5.0安全防范:
5.1手与烙铁头保持一定距离,作业时需戴手指套,以免手指被烫伤或掐伤芯线。
5.2禁止将易燃/易爆物品靠近烙铁,避免爆炸或燃烧伤人。
5.3在维修机台或更换烙铁尖时需关闭电源,拔出电源插头。
5.4烙铁开启后,手不可以直接接触烙铁,防止烫伤。
5.5烙铁下方须有抽烟管,每次使用时需开启抽风机进行排烟。员工作业须戴口罩,防止吸
入锡烟。
6.0焊锡知识
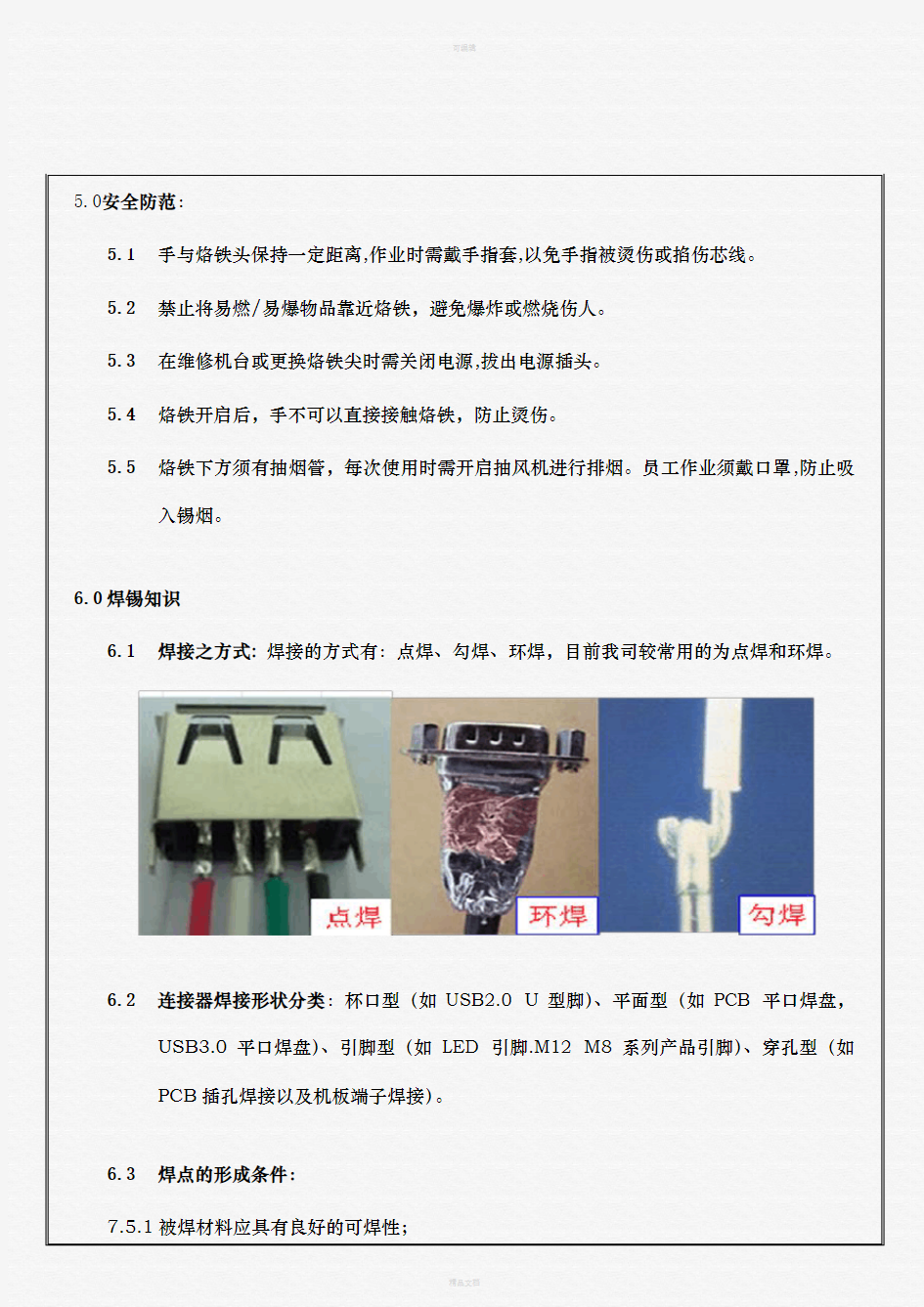
6.1焊接之方式:焊接的方式有:点焊、勾焊、环焊,目前我司较常用的为点焊和环焊。
6.2连接器焊接形状分类:杯口型(如USB2.0 U型脚)、平面型(如PCB 平口焊盘,
USB3.0平口焊盘)、引脚型(如LED 引脚.M12 M8系列产品引脚)、穿孔型(如
PCB插孔焊接以及机板端子焊接)。
6.3焊点的形成条件:
7.5.1被焊材料应具有良好的可焊性;
7.5.2被焊金属材料表面要清洁;
7.5.3焊接要有适当的温度;
7.5.4锡丝的成分与性能适应焊接要求。
6.4锡丝材质分类:主要有Sn-Cu(铜锡丝)、Sn-Ag(银锡丝)、Sn-Ag-Cu (银铜锡丝)
三种最常见合金,公司最常用锡丝为Sn-Cu(0.8MM、1.0MM、1.5MM),以下以Sn-Cu锡丝规格说明:
例如﹕Sn99.3,Cu0.7 1.0φ,flux2.0%,RoHS举例说明:
Sn 99.3---锡成份99.3%
Cu 0.7---铜成份0.7%
1.0φ---锡丝直径1.0mm
flux2.0%---助焊剂比例2.0%
RoHS---锡丝符合环保要求
6.5烙铁介绍:烙铁是提供温度的工具,温度的大小和稳定是焊接品质的先决条件,所以
选择好烙铁尤其重要,目前市场有多种功率和种类的烙铁,其调节温度的范畴和稳定性各不相同,目前本公司主要使用的烙铁为恒温烙铁和手拿烙铁。
恒温烙铁
手拿烙铁
6.6烙铁头的选择:
6.6.1恒温烙铁:目前公司95%以上用的是恒温烙铁,焊接不同粗细的芯线或PIN针,所用
的烙铁头也不一样,一般来说:焊接比较粗的芯线所用的烙铁头相对较粗,焊接比较细的芯线所用的烙铁头相对较细。注意:900M-T型号的烙铁,字母顺序越靠前,烙铁越粗,字母越往后,烙铁越细;如:900M-T-B比900M-T-I粗(如下图)。
焊接较粗芯线用焊接较细芯线用
6.6.2手拿烙铁:手拿烙铁本公司用得不多,主要用于PCB类的补锡和返修用,同样,手拿
烙铁也有很多种烙铁头,但手拿烙铁头主要是以功率来分类的,有30W、40W、60W、
80W、90W等,再在每一个功率的烙铁头里来区分烙铁头的形状。
焊接较细焊点类焊接较粗焊点类
焊接PCB小元件类焊接PCB IC PIN脚类
7.0焊锡检验相关知识:
7.1虚焊:芯线与连接器间的锡溶合时间过短, 使芯线与连接器之间无一定的受力,用手轻
轻一拉锡点就会脱落。
7.2冷焊:焊接时温度不够, 锡未完全溶合或者是锡点呈雾面, 造成芯线与连接器之间无一
定的受力,用手轻轻一拉锡点就会脱落。
7.3锡点过大: 焊点超过连接器PIN距的1/2 或2/3的尺寸。
7.4焊点过小: 焊点小于连接器PIN宽(或接触面)的1/2或更小的尺寸。
7.5锡尖: 锡点表面有尖状。
7.6锡点不饱满: 杯口型焊接时未用锡将杯口填满。
7.7锡点有溢锡或成凹坑: 锡用量过多或者是锡点焊接后未完全冷却而移动连接器,造成锡
点变形。
7.8锡点有锡渣: 锡点表面或连接器PIN间有小圆颗粒的锡渣。
7.9芯线浮于锡点表面: 芯线未被锡熔合, 且未与连接器很好连接。
7.10芯线分叉: 芯线有一股或几股未焊或者叉出锡点表面。
7.11芯线断股: 芯线有一股或几股断开造成芯线与连接PIN受力不够。
7.12胶芯烫伤: 连接器上的绝缘胶芯烫伤,使相邻PIN间的绝缘性能减小。
7.13锡点表面氧化: 锡点表面有黑色氧化物或有锡有发绿现象。
8.0生产焊接作业:
8.1焊接前根据焊接产品类型正确选取烙铁和烙铁头;并点检烙铁是否良好,烙铁头是否
良好;不可使用氧化的烙铁头进行焊接;氧化的烙铁头颜色发紫或生锈或破损,良好
的烙铁头上面有一层银白色发亮的镀层。
不良烙铁头
良品烙铁头
8.2防静电的产品(如带IC类产品),请按《静电防护作业办法》规定的内容进行作业;
8.3烙铁温度测试仪介绍(如下图)
破损
生锈或发紫
图8.2
8.4温度测试仪的使用操作步骤:
8.4.1打开烙铁开关,烙铁温度调至所需温度直至红色指示灯闪烁;参考焊接温度如下:序号产品种类温度时间
11.1
NTC、电子元件(如插脚型电阻、电容,贴片
型电阻等)
380~400℃1~3秒1.2PTC类热敏电阻(如PT100/PT000)
1.3PCB焊线/Pin针(无电子元件)
2 2.1LED360~380℃1~2秒
33.1
线材导体小于等于0.5mm2(20AWG)焊接
M系列、电磁阀及其它PBT、PA、ABS、TPU
胶芯,D-SUB、MiniDin、Din、USB不带
电子元件产品
430~450℃
1~3秒3.2
线材导体大于0.5mm2(20AWG)焊接M系
列、电磁阀及其它PBT、PA、ABS、TPU胶
2~5秒
芯,D-SUB、MiniDin、Din、USB不带电
子元件产品
4 4.1F头连接器420~510℃2~5秒
5 5.1RCA连接器420~510℃2~5秒
6 6.1 2.5/3.5立体音插头连接器420~480℃1~3秒77.1铆压端子加锡(如:KST: PTNB1-7等)320~400℃1~3秒
8.4.2取烙铁温度测试议,确认议器电池状态正常。
8.4.3将开关拨到"ON"为开,"OFF"为关,如上图所示。
8.4.4烙铁尖加试量锡后双手水平扶住温度测试仪两侧,将测试区移至接触烙铁尖,显示屏
会随着温度的升高而变化达到设定的温度,测试时间约8-11秒;显示屏测试数据无
变化时说明温度已经达到所设定的范围,然后移开烙铁尖(如图所示)。
8.4.5测试完后清理温度测试仪的锡渣。
8.5温度调试测试合格后,作业员开始进行焊接作业,注意在焊接过程中,不可随意改变
焊接的温度,每焊接5-8个点,需用海棉对烙铁头的锡渣进行清理干净,焊接时间一般1-3S,不可烫伤芯线或线材外被等。
8.6手与烙铁保持一定距离,作业时要戴手套,以免手被烫伤或掐伤芯线;焊接时需戴口罩,
保持工站的空气流通及抽烟管的排气流畅,以免吸入化学挥发物质影响健康。
8.7员工焊完后需自检,目视焊点不可有空焊、虚焊、假焊、错焊、锡尖、连焊等不良现
象,焊点需饱满、圆滑,不可烫伤。
8.8当焊接30AWG以上芯线或PCB IC类时,产品需要用10倍放大镜或CCD放大镜检
验。
10倍放大镜CCD放大镜
8.9焊锡中易出现之不良现象与对策:
不良现象原因对策
1.虚焊 1.烙铁头温度过高致氧化,发黑;
2.锡丝融化后未完成冷却。
1.降低烙铁头之温度;
2.锡丝冷却前不要移动芯线与连接器;
3.加助焊剂。
2.搭焊1.烙铁头太粗;
2.出锡量太多;
3.焊接面间隔小。
1.选择合适形状的烙铁头;
2.将锡点大小档调至适当位置。
3.冷焊 1.加热不够;
2.焊锡的量不够。1.烙铁头要充分加热;
2.锡点大小及速度调至适当位置;
3.加助焊剂。
4.尖状物1.烙铁头的温度低;
2.离开铁头的速度慢;
3.加热过久。
1.锡丝融化在焊接面就离开烙铁头;
2.离开烙铁头过早或过迟。
9.0锡点品质要求:
端子焊接:
1.冲锡面需超针管内腔75%;
2.芯线垂直插入连接器的焊杯中;
3. 芯线紧贴焊杯后壁且导体插到管底;
4.裸露在焊杯外的导体L不超过一个绝缘
直径D。
的1.5倍端子焊接:
1.孔内应填满焊料,端子外侧不能有焊料;
2. 孔内的导体不得低于可视孔;
3. 端子应与绝缘体平齐;
4. 可视孔允许少量溢锡,但不能影响组装或
客人。
勾焊:
1.脚的轮廓清晰可见,焊点光滑;
2. 至少75%的接触区域冲锡;
3.绝缘层不可烧焦、熔化使焊点脏污;
4.钩焊处距线皮的距离不能大于1个绝
缘直径D。
环焊:
1.环焊的编织和铜箔需紧贴,不可浮焊;
2.编织和铜箔需平整,不可起皱,
3.环焊的锡面需薄而平整,不可有锡尖等,
4.环焊后不得影响组装或外模成型。
PCB:
1.最少75%的锡填充,最多25%的锡缺失;
2. 元件引脚不可高于板面1.3MM;
3. 元件紧贴PCB,不可产生浮高,浮高
1.3MM(MAX)且不影响组装和性能;
4. 焊接时温度不可过高或时间过长,焊盘
不可开裂。
PCB:
1.线材或电子元件引脚对PCB板的机械强
度承受力和导电性能保障;引脚和孔壁
360°湿润;
2.引脚和孔壁润湿最小不能小于PCB板焊
接孔的180°;
3.焊面润湿最小不能小于PCB板焊接孔的
330°。
10.0
不良参考图片:
电磁阀: 1.焊接不可错位; 2.锡点不可高出PIN 针高度; 3.焊接不可烫伤塑壳; 4.焊接不可影响组装。
搭焊: 1.导体平行重叠; 2.重叠的长度至少为是导体直径的3倍; 3.导体未端不可超过线皮,因为超过线皮易烫伤线皮; 4.焊锡过后导体重叠部位全部有锡连接在一起,形成一条光滑的焊接带。
PT 传感器:
1.将电阻引脚插入导体中,需插在导体的中间位置;
2.加焊需足量,使锡可以渗透到导体中;
3.表面必须光滑饱满且锡必须填充整个
导体。 铜管焊接类:
1.不可烫伤芯线和外被;
2.锡点不可超出铜管平面而影响组装;
3.锡点不可影响内模或外模成型。
焊锡垂直方向的填
充少于75%
导体未插到位多出的焊料影响到
性能和组装
钩焊处距线皮的距离
大于导体直径的两倍
连锡不良
炸锡不良
锡点过大
及烫伤不良
焊接少于75%的接触区锡点
接触角度超过90度,有孔洞
绝缘层被烧焦,绝缘层
熔化、烧焦使焊点脏污
11.0烙铁保养:
电阻引脚未插入导体中
间,会导致引脚脱落
搭焊不良,
刺破套管
焊接点透锡低于
75%填充不良品
针孔NG不良芯线未插到底,芯线歪斜,裸露在外
边芯线长度超过导体OD的1.5倍不良