铣削加工中心刀具半径补偿的应用
铣削加工中心刀具半径补偿的应用
1 前言
1)刀具半径补偿的基本概念
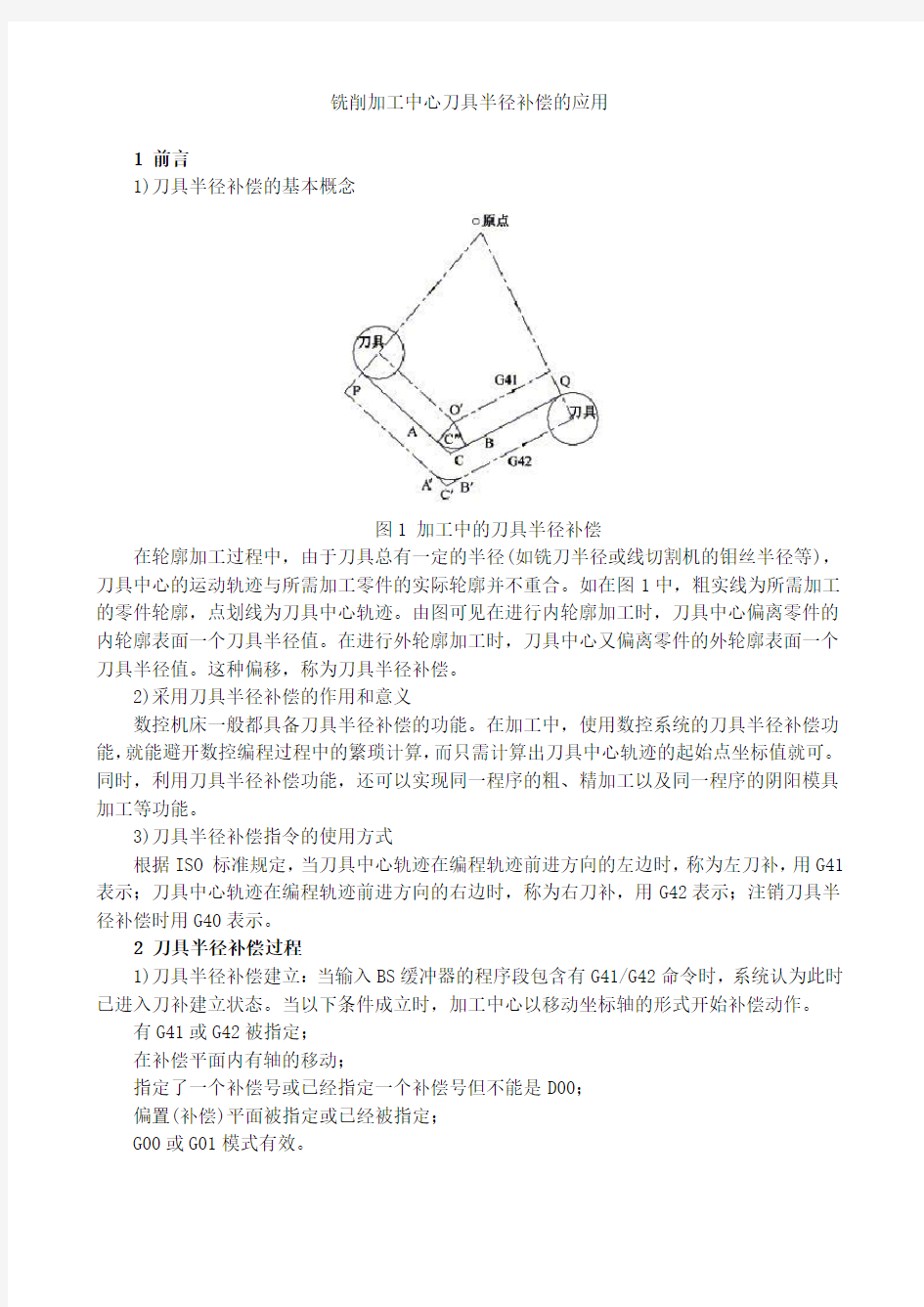
图1 加工中的刀具半径补偿
在轮廓加工过程中,由于刀具总有一定的半径(如铣刀半径或线切割机的钼丝半径等),刀具中心的运动轨迹与所需加工零件的实际轮廓并不重合。如在图1中,粗实线为所需加工的零件轮廓,点划线为刀具中心轨迹。由图可见在进行内轮廓加工时,刀具中心偏离零件的内轮廓表面一个刀具半径值。在进行外轮廓加工时,刀具中心又偏离零件的外轮廓表面一个刀具半径值。这种偏移,称为刀具半径补偿。
2)采用刀具半径补偿的作用和意义
数控机床一般都具备刀具半径补偿的功能。在加工中,使用数控系统的刀具半径补偿功能,就能避开数控编程过程中的繁琐计算,而只需计算出刀具中心轨迹的起始点坐标值就可。同时,利用刀具半径补偿功能,还可以实现同一程序的粗、精加工以及同一程序的阴阳模具加工等功能。
3)刀具半径补偿指令的使用方式
根据ISO 标准规定,当刀具中心轨迹在编程轨迹前进方向的左边时,称为左刀补,用G41表示;刀具中心轨迹在编程轨迹前进方向的右边时,称为右刀补,用G42表示;注销刀具半径补偿时用G40表示。
2 刀具半径补偿过程
1)刀具半径补偿建立:当输入BS缓冲器的程序段包含有G41/G42命令时,系统认为此时已进入刀补建立状态。当以下条件成立时,加工中心以移动坐标轴的形式开始补偿动作。
有G41或G42被指定;
在补偿平面内有轴的移动;
指定了一个补偿号或已经指定一个补偿号但不能是D00;
偏置(补偿)平面被指定或已经被指定;
G00或G01模式有效。
2)补偿模式:在刀具补偿进行期间,刀具中心轨迹始终偏离编程轨迹一个刀具半径值的距离。此时半径补偿在G00、G01、G02、G03情况下均有效。
3)取消补偿:使用G40指令消去程序段偏置值,使刀具撤离工件,回到起始位置,从而使刀具中心与偏程轨迹重合。当以下两种情况之一发生时加工中心补偿模式被取消。①给出G40同时要有补偿平面内坐标轴移动。②刀具补偿号为D00。
3 刀具半径补偿在加工中心中的应用
有了刀具半径自动补偿功能,除可免去刀心轨迹的人工计算外,还可利用同一加工程序去完成粗、精加工及阴阳模具加工等。
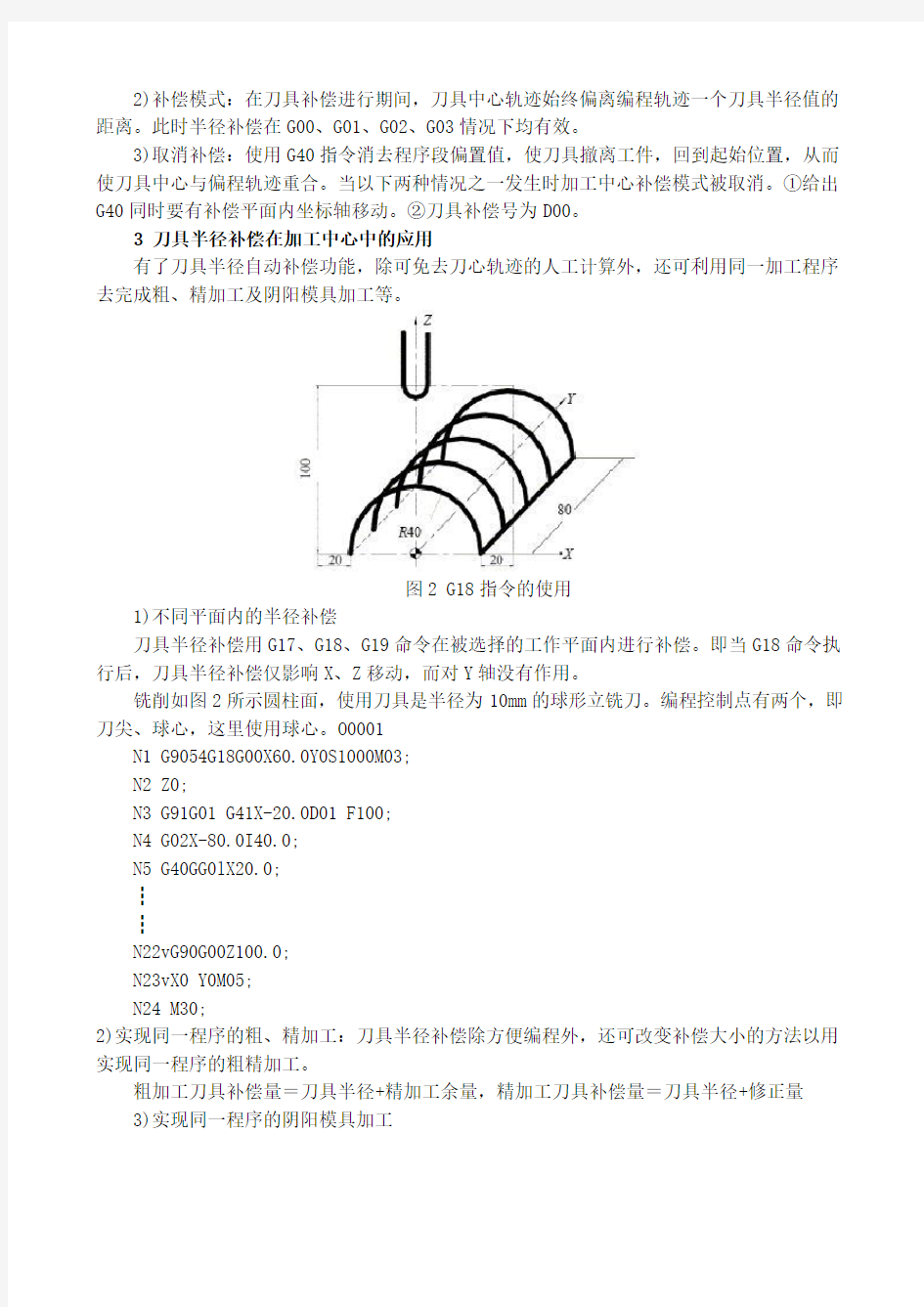
图2 G18指令的使用
1)不同平面内的半径补偿
刀具半径补偿用G17、G18、G19命令在被选择的工作平面内进行补偿。即当G18命令执行后,刀具半径补偿仅影响X、Z移动,而对Y轴没有作用。
铣削如图2所示圆柱面,使用刀具是半径为10mm的球形立铣刀。编程控制点有两个,即刀尖、球心,这里使用球心。O0001
N1 G9054G18G00X60.0Y0S1000M03;
N2 Z0;
N3 G91G01 G41X-20.0D01 F100;
N4 G02X-80.0I40.0;
N5 G40GG0lX20.0;
┇
┇
N22vG90G00Z100.0;
N23vX0 Y0M05;
N24 M30;
2)实现同一程序的粗、精加工:刀具半径补偿除方便编程外,还可改变补偿大小的方法以用实现同一程序的粗精加工。
粗加工刀具补偿量=刀具半径+精加工余量,精加工刀具补偿量=刀具半径+修正量
3)实现同一程序的阴阳模具加工