金属多孔材料的力学性能及制备方法研究进展
金属多孔材料的力学性能及制备方法研究进展
姓名:李国灿专业:材料科学与工程班级:材料092 学号:200910204212
摘要:综述了金属多孔材料的几种常见的力学性能的研究进展,并对固相法、液相法、电沉积法、气相沉积法等金属多孔材料的主要制备方法进行了总结。同时,指出当前金属多孔材料发展方向以及前景。
关键词:金属多孔;制备方法;力学性能;发展方向
1 引言
金属多孔材料是一类具有功能和结构双重属性的特殊的工程材料。近年来金属多孔材料的开发和应用日益受到人们的关注。金属多孔(泡沫金属)材料是20世纪80年代后期国际上迅速发展起来的,是由刚性骨架和内部的孔洞组成,具有优异的物理特性和良好的机械性能的新型工程材料。它具备的优异物理性能,如密度小、刚度大、比表面积大、吸能减振性能好、消音降噪效果好、电磁屏蔽性能高,使其应用领域已扩展到航空、电子、医用材料及生物化学领域等。近年来随着金属多孔材料的应用领域不断扩大,对金属多孔材料的性能提出了更高的要求。例如高温气体除尘用的过滤材料要求具有优良的高温强度、良好的耐高温气体腐蚀能力、可再生等要求因此对金属多孔材料力学性能的研究是十分有必要的。为了得到不同性能的多孔金属,各种制备方法被相继提出,如直接发泡法,精密铸造法,气泡法,烧结法和电沉积法等。
2 金属多孔材料的学性能测试方法与结果
2.1 金属多孔材料的环拉强度
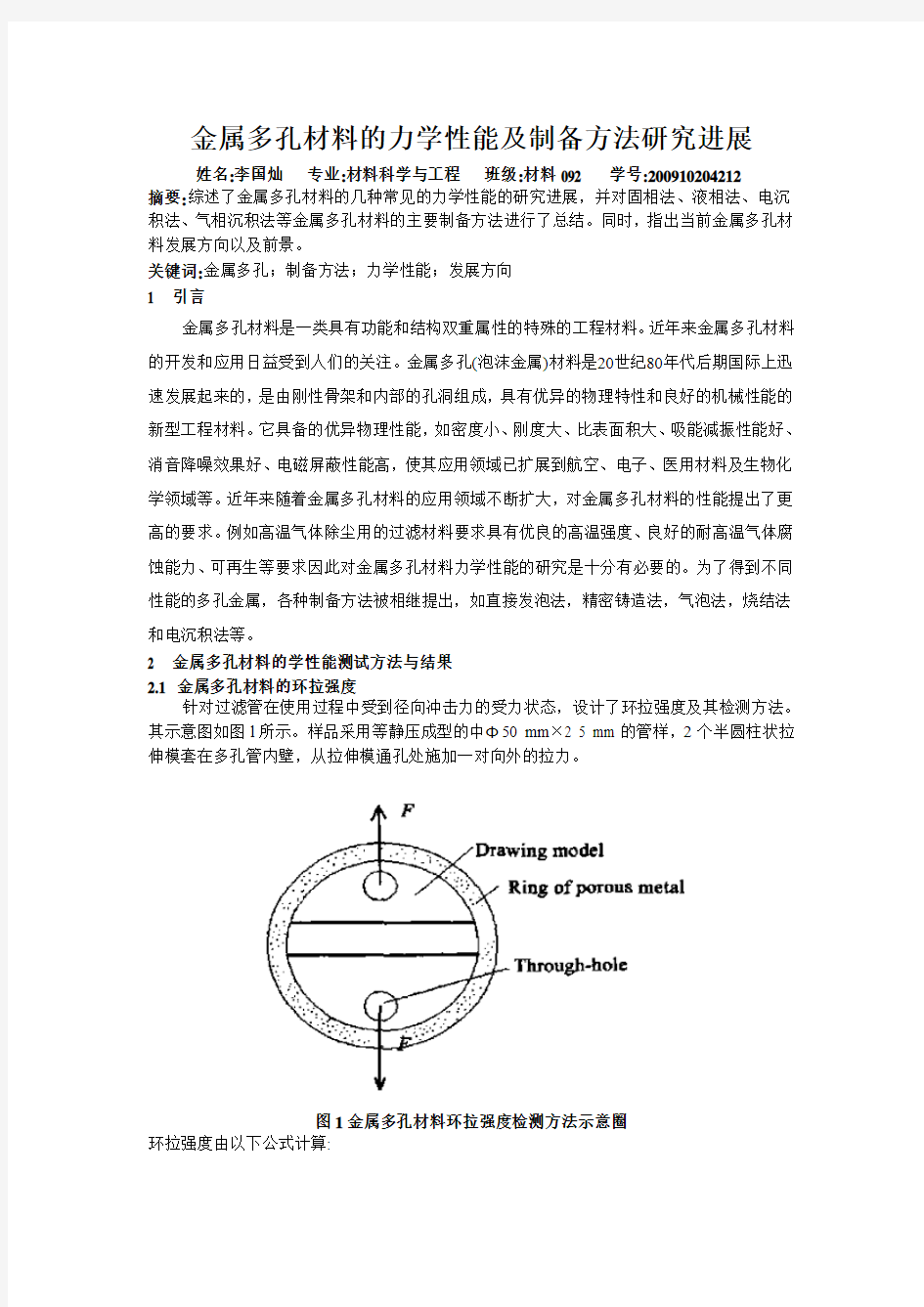
针对过滤管在使用过程中受到径向冲击力的受力状态,设计了环拉强度及其检测方法。其示意图如图l所示。样品采用等静压成型的中Φ50 mm×2 5 mm的管样,2个半圆柱状拉伸模套在多孔管内壁,从拉伸模通孔处施加一对向外的拉力。
图1金属多孔材料环拉强度检测方法示意圈
环拉强度由以下公式计算:
δ:环拉强度:
F:破坏金属多孔环时的瞬时力:
S:多孔圆环受力面积。
环拉试验采用等静压成型管和美国PALL公司的相应产品进行对照试验。结果如袁1所示。
表l表明按国标等静压成型的金属多孔管材的环拉强度达到了PALL公司同等绂样品的环拉强度。
表1 等静压成型管与PALL公司样品管的环拉强度对比
2.2 弯曲性能
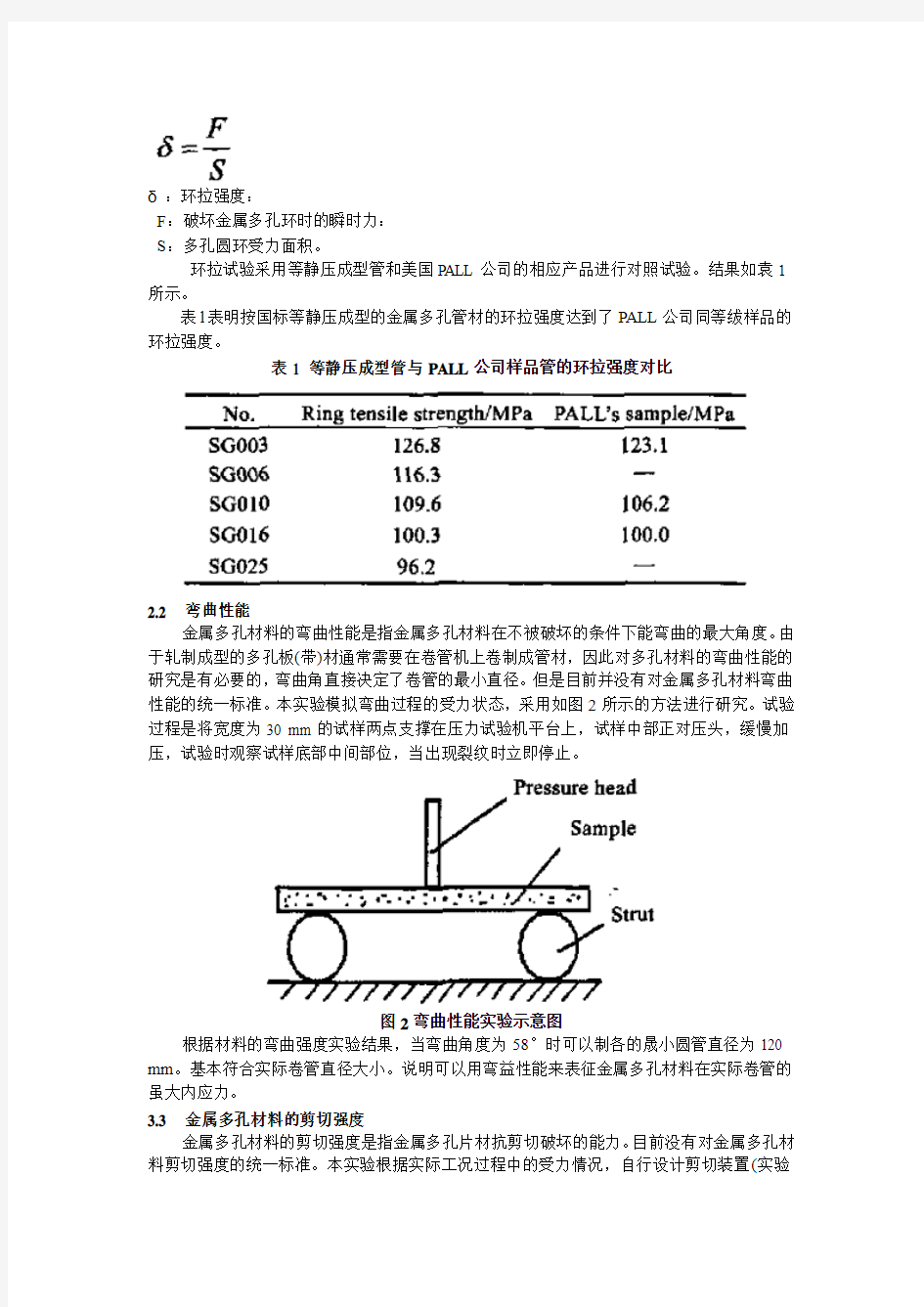
金属多孔材料的弯曲性能是指金属多孔材料在不被破坏的条件下能弯曲的最大角度。由于轧制成型的多孔板(带)材通常需要在卷管机上卷制成管材,因此对多孔材料的弯曲性能的研究是有必要的,弯曲角直接决定了卷管的最小直径。但是目前并没有对金属多孔材料弯曲性能的统一标准。本实验模拟弯曲过程的受力状态,采用如图2所示的方法进行研究。试验过程是将宽度为30 mm的试样两点支撑在压力试验机平台上,试样中部正对压头,缓慢加压,试验时观察试样底部中间部位,当出现裂纹时立即停止。
图2弯曲性能实验示意图
根据材料的弯曲强度实验结果,当弯曲角度为58°时可以制各的晟小圆管直径为120 mm。基本符合实际卷管直径大小。说明可以用弯益性能来表征金属多孔材料在实际卷管的虽大内应力。
3.3 金属多孔材料的剪切强度
金属多孔材料的剪切强度是指金属多孔片材抗剪切破坏的能力。目前没有对金属多孔材料剪切强度的统一标准。本实验根据实际工况过程中的受力情况,自行设计剪切装置(实验
方法如图4所示)。试验时将金属多孔材料加工为庐Φ60 mm×5 mm的片样,用上冲头向下加力,直到多孔试样破坏为止,用试样所承受的晟大压力计算剪切强度。
图3剪切强度检测方法示意图
3 金属多孔材料制备方法
3.1 从液态(熔融)金属开始制备
3.1.1 熔体发泡法
在一定的条件下金属熔体中可生成气泡,并且一般情况下多数气泡由于浮力作用会迅速
上升到液体表面而溢出。为了使更多气泡留在熔体中,可在其中加入增粘剂来阻碍气泡的上浮。19世纪60至70年代,人们就已经尝试用这种方法制备铝、镁、锌及其合金的泡沫材料。过去的10年中,又涌现出了大量的新思路、新工艺,其中有两种熔体发泡工艺特别具有发展前景:其一是直接将气体通入金属熔体中,其二是将发泡剂加入熔体中,发泡剂分解释放大量气体。
3.1.2 固体一气体共晶凝固法
这种方法是乌克兰科学家1993年在专利中提出来的,依据是H:能于金属液体形成共晶
系统。在高压H2下(5×106Pa)能获得含氢的均匀金属液,如果降低
温度通过定向凝固将发生共晶转变,H:在凝固区域内含量增加,并且形成气泡。因为体系
压力决定共晶组成,所以外部压力和氢含量必须协调好。最终孔的形状主要取决于氢含量、金属液外部压力、凝固的方向和速率(一般速度为0.05mm/s~5mm/s)、金属液的化学成分。该方法制得的多孔材料具有平行于凝固方向拉长的圆柱状孔洞,气孔的尺寸一般不均匀,且对设备的要求比较高。
3.1.3 粉体发泡法
该法是将金属粉末或合金粉末与发泡剂粉末按一定的配比混合均匀,再将其压制成密实的预制品,然后升温到基体金属的熔点附近,使发泡剂分解释放出
的气体迫使压实的预制品膨胀成为泡沫金属。常用的发泡剂有TiH2、ZrH2等,一般氢化物的含量不高于3%,如果制备泡沫铁,则用碳化物(如SrC03)做发泡剂。该法可以制备形状复杂的半成品尺寸的工件,若在其表面粘结或轧制成金属板则可以得到三明治式的复合材料。
3.1.4 熔铸法
①熔模熔铸法:该法是先将泡沫塑料发泡成型,再将其浸入到液态耐火材料中,使耐火材料填充泡沫塑料孔隙。在耐火材料硬化后,加热升温使泡沫塑料气化分解,形成一个具有原泡沫塑料形状的三维骨架,将液态金属液浇注到模具内,凝固后除去耐火材料,就可获得具有三维网状的通孔金属多孔材料。所用的耐火材料一般为酚醛树脂、碳酸钙或石膏的混合物。此法的难点在于如何使金属液充分填充到模型中,以及如何在不破坏金属多孔结构的同时除去耐热模型。优点是可制备多种金属多孔材料,并且可以得到开孔结构,生产重复性好,有相对稳定的密度。
②渗流铸造法:该法是将可燃性粒子、可溶性粒子或低密度的中空球状颗粒放置于铸模内,然后浇注使熔融金属液渗入其中形成复合体,冷却凝固后用适
当的方法除去复合体中的颗粒载体,从而得到多孔金属材料。由于界面张力缘故,金属有时不能进入到粒状物料周围的缝隙中,因此需要在熔体表面施加压力或使模具具有适当的负压才可达到浇注目的。
该法是目前制备通孔金属多孔材料最为有效的方法之一,可用于制备多孔不锈钢、多孔铸铁、多孔镍、多孔铝、多孔铜等以及它们的合金。它的优点是通过控制造孔剂颗粒大小来控制孔径大小,缺点是最大孔隙率不超过80%。
3.1.5 喷雾发泡法
该法是将金属熔体雾化成小液滴并在基底沿一定形状(若相关参数控制得当可形成片状、管状等)形成沉积层。然后使氧化物、碳化物或纯金属粉末被小液滴润湿并通过化学反应而沉积在基底上。由于金属粉末会在雾化了的熔体中分解并释放大量气体,凝固后在沉积层中就会产生大量气孔。采用该法已制成泡沫铁,该方法的缺点是气孔分布不均匀,气孔率最高只有60%。
3.2 从固态金属粉末开始制备
3.2.1 金属粉末或纤维烧结法
粉末烧结是把适当尺寸的金属粒子填入模具成形,然后进行无压烧结从而获得多孔烧结
体。所得产品孔隙率一般在40%~60%。为了提高孔率,常加入造孔剂,造孔剂在烧结时分解或挥发,也可通过升华或水溶去除。该法的优点是工艺简单、成本低,缺点是孔隙率不高、材料强度低。如果用纤维代替粉末烧结同样可制得多孔材料。
纤维烧结是用金属纤维代替颗粒,所制得的泡沫体孔隙率可达98%,在最大的孔隙率下仍然保持了材料的结构性能。在相同的孔隙率下,其强度比金属粉
末烧结高出几倍。
3.2.2 气体夹带法
该法系将金属粉末压成一密实的坯块,在压制的同时让气体夹在其中,然后加热坯块,由于气体的内压使坯块受热而得到泡沫金属。由于膨胀是在固态下发生的,因此称之为固态蠕变更为确切。
3.2.3 料浆发泡法
将金属粉末、发泡剂和反应添加剂一起制成混合料浆后,填入模具内并升温,发泡剂受热产生气体滞留于有一定粘度的浆料中,最后经烧结、干燥而制成得多孔材料。该法可用来制备Be、Ni、Fe、Cu、A1及不锈钢和青铜等多孔材料[6]。该制备方法存在的主要问题是材料强度不足且产品内部易生成裂纹。
3.2.4 海绵浸浆烧结法
将海绵状材料(如天然或人工合成的塑料海绵)浸入待加工金属粉末的浆液之中,使海绵吸附达饱和。取出干燥后,在高温下使海绵状材料分解或热解,最
后将留下的金属体在更高的温度下进一步加热烧结,冷却后即可得到高孔隙率的三维孔结构的固体多孔材料。
3.2.5 中空球料烧结法
将中空球体粘结起来再烧结可制得多孔材料,这些中空球料可由铜、镍、铁、或钛等制成。一般来说球体的直径为0.8mm~8mm,壁厚10mm~100mm。制备这些中空球料的方法很多:可以用化学或电沉积法将金属镀在聚合物球体上,再将聚合物去除。也可用金属粉末悬浮体将球体的聚合物(如聚苯乙烯)包裹起来,再将其去除,烧结后即可得到密实的金属外壳。
该法的特点是孔的尺寸分布不是随机的,可通过中空球体的选择而得到最适当的尺寸,因此其机械或其他物理性能也是可以预测的。
3.2.6 混合反应烧结法
由于同一系统中不同组分的扩散系数不同,金属粉末混合物如Ti+Al,Fe+A1或Ti+Si经反应烧结而形成多孔材料。
3.3 从金属离子开始(电沉积法)
电沉积法是从金属的离子状态开始的,如电解液中的离子溶液。该法是用电化学的方法将金属沉积在易分解的薄膜有机物上,然后用热处理的方法将有机
物除掉,进而烧结得到多孔金属。由于泡沫有机物不导电,故需将其浸入导电浆料中进行导电化处理(电镀),从而在多孔基体孔隙表面形成导电性高分子层。借助于已经比较成熟的电镀工艺,常见的镀液金属有Cu、Ni、Fe、Co、Ag、Au和Pd等,以Cu、Ni最为常用;也可电镀合金,如黄铜、青铜、钴一镍合金、铜一锌合金等。一些不适宜用水溶液电解的金属,可用特殊镀液,如铝和锗经常在有机镀液中电解或溶盐电解。
3.4 从气态金属或其化合物开始(气相沉积法)
气相沉积法是气相法制备金属泡沫材料的主要方法,主要原理是在真空下将液体金属挥发成金属蒸汽,然后沉积在一定形状的基底上,形成一定厚度的金属
沉积层。基底材料一般为网状聚亚胺酯或其他聚合物。冷却后采用化学或热处理的方法将聚合物去除,得到通孔金属多孔材料。缺点是操作条件要求严格,沉积速度慢、投资大、生产成本高。
4 金属多孔材料发展方向及前景
目前对金属多孔材料研究对象主要为多孔铝,应在研究多孔铝的基础上进一步研究其他金属,特别是高熔点金属为基体的金属多孔材料,如多孔Ni、Ti等。
需研究适合工业推广应用的制备方法,制定出正确的生产工艺规程,以获得高性能的金属多孔材料;还要不断探索精确控制多孔金属的孔径的方法、并对影响气孔分布、大小、形状的因素进行系统深入的研究分析。金属多孔材料性能方面的研究还需不断深入,没有一套系统的应用理论或数学模型,尤其力学性能的研究多数只是单轴抗压力一应变的实验结果报告,有待于进一步研究其作用机制。另外对多轴弯曲后的行为一疲劳、蠕变、断裂等方面的力学性能研究国外只有少量报道,国内在这方面的报道更少,而这方面的基础研究显然会推动多孔泡沫金属制备方法的进一步完善,开发其新的功能拓宽其应用领域,为此应加强这方面的研究[12]。金属多孔材料的研究涉及到许多种学科,是一个交叉综合的多学科领域。目前对金属多孔材料的研究多为冶金或金属材料工作者采用单学科方法进行的,
这就需要加强基础理论与相关交叉学科知识的学习。结合现代高新技术,如引入计算机技术,对其成形机理,孔隙结构及其分布的内容进行模拟,更快的推进
泡沫金属的批量生产和产业化进程。扩大其在工业领域的应用范围。
金属多孔材料随着现代工业的发展,呈现了功能性强、应用面广、新品种不断涌现、使用空间不断拓展的景象,其制备方法也随之有了巨大发展,形成了多学科并存的制备技术体
系,利用这些新的制备技术已开发出一系列新的材质、新型孔结构及孔隙性能的金属多孔材料,并且很快进入了实际应用。流体动力成型、振动成型、电磁场脉冲成型工艺成功地制取了孔径分布均匀的大尺寸、超薄结构和梯度结构多孔材料并获得优异的性能[13];瞬时液相烧结技术提高了纤维毡的强度;大孔金属空心球制备技术用于制取超轻结构件;随着金属膜以及纳米材料的出现,产生了自组装、流体沉积和电化学腐蚀等技术;近年来应用了金属/气体共晶定向凝固技术(GASAR)工艺制备了藕状金属多孔材料。今后金属多孔材料的制备
仍然以传统粉末冶金技术为基础,除对上述新制备技术进行进一步的深入研究外,还应加强金属。陶瓷复合多孔材料、金属复合多孔催化材料、高精度及大流通能力梯度复合结构金属多孔材料的制备技术研究。在我国高效洁净能量转化与环境净化的更高要求的背景下,金属多孔材料的制各技术将会得到更快的发展。
5 结语
1)等静压成型的金属多孔材料在相同过滤精度下环拉强度与PALL公司同等产品的环拉强度基本相当。
2)需研究适合工业推广应用的制备方法,制定正确的生产工艺规程,以获得高性能的金属多孔材料;还要不断探索精确控制多孔金属的孔径的方法、并对影响气孔分布、大小、形状的因素进行系统深入的研究分析。
3)金属多孔材料性能方面的研究还需不断深入,没有一套系统的应用理论或数学模型,尤其力学性能的研究多数只是单轴抗压力一应变的实验结果报告,有待于进一步研究其作用机制。另外对多轴弯曲后的行为一疲劳、蠕变、断裂等方面的力学性能研究国外只有少量报道,国内在这方面的报道更少,而这方面的基础研究显然会推动多孔泡沫金属制备方法的进一步完善,开发其新的功能拓宽其应用领域,为此应加强这方面的研究。
4)金属多孔材料的研究涉及到许多种学科,是一个交叉综合的多学科领域。目前对金属多孔材料的研究多为冶金或金属材料工作者采用单学科方法进行的,这就需要加强基础理论与相关交叉学科知识的学习。结合现代高新技术,如引入计算机技术,对其成形机理,孔隙结构及其分布的内容进行模拟,更快的推进泡沫金属的批量生产和产业化进程。扩大其在工业领域的应用范围。
参考文献
[1]Tang Huiping(汤慧萍)et al.Rare Metal Materials and Engineering(稀有金属与工程) [J],2006:35(S2):428
[2]Xi zhengping(奚正平) et al.Rare Metal Materials and Engineering(稀有金属与工程)
[J],2006,35(S2):413
[3]Francisco Arero,Sergio Oller.International Journal of Solids and Structure [J],2000,37:7437
[4]Liu P S.Materials Science and Engineering[J],2004,A364:370
[5]Chawla N,Deng X,Materials Science and Engineering[J],2005,A390:98
[6]Tang Huiping(汤慧萍),Liao Jichang(廖际常).China Material Eng Canon(中国材料工程大典)[M].Beijing:chemical Industry Press,2005:924
[7]Beiss P,Daigic M.Materials chemistry and Physics [J],2001,67:37
[8]Wu Chunlai(吴春来).Coal chemical Industry(煤化工)[J],2000,11(4):3
[9]Wang Shoujian(汪寿建).Coal chemical Industry(煤化工)[J],2004,15(1):18
[10]Seville J P K,Chuah T G,Sibana V et al.Advanced Powder Technology[J],2003,14(6):657
[11]Alvin M A,Fuel Processing Technology[J],1998,56:143
[12]刘墙生,李铁藩,傅超等.金属多孔材料的应用,功能材料,2001,32(1):12-16.
[13]乔吉超,奚正平,汤慧萍,王建永,朱纪磊.金属多孔材料压缩行为的评述.稀有金属材料与工程,2010,39(3):561-564
[14]丁永仁,杨志懋,丁秉钧.金属多孔材料应用及制备的研究进展.稀有金属材料与工
程,2006,35(2):30-33
[15]谈萍,汤慧萍,王建永,廖际常.金属多孔材料制备技术研究进展.稀有金属材料与工程,2006,35(2):433-437
[16]李芬芬,沈以赴.烧结法制备金属多孔材料.金属功能材料,2008,15(5):34-36
[17]于永亮.浅谈金属多孔材料的制备方法与应用.硅谷,2011(2)
[18]杨雪娟,刘颖,李梦等,多孔金属材料的制备及应用,材料导报,2007,21:380-383.
[19]奚正平,汤慧萍,朱纪磊,张健.金属多孔材料在能源与环保中的应用.稀有金属材料与工程,2006,35(2):413-417
[20]张健,汤慧萍,奚正平,王强兵.高温气体净化用金属多孔材料的发展现状.稀有金属材料与工程,2006,35(2)
[21]王强兵,汤慧萍,奚正平,张健,李增峰.煤气化技术用金属多孔材料研究进展.稀有金属材料与工程,2006,35(2)
金属材料的力学性能
金属材料的力学性能 任何机械零件或工具,在使用过程中,往往要受到各种形式外力的作用。如起重机上的钢索,受到悬吊物拉力的作用;柴油机上的连杆,在传递动力时,不仅受到拉力的作用,而且还受到冲击力的作用;轴类零件要受到弯矩、扭力的作用等等。这就要求金属材料必须具有一种承受机械荷而不超过许可变形或不破坏的能力。这种能力就是材料的力学性能。金属表现来的诸如弹性、强度、硬度、塑性和韧性等特征就是用来衡量金属材料材料在外力作用下表现出力学性能的指标。 钢材力学性能是保证钢材最终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。在钢管标准中,根据不同的使用要求,规定了拉伸性能(抗拉强度、屈服强度或屈服点、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。 金属材料的机械性能 1、弹性和塑性: 弹性:金属材料受外力作用时产生变形,当外力 去掉后能恢复其原来形状的性能。力和变形同时存在、同时消失。如弹簧:弹簧靠弹性工作。 塑性:金属材料受外力作用时产生永久变形而不至于引起破坏的性能。(金属之间的连续性没破坏)塑性大小以断裂后的塑性变形大小来表示。 塑性变形:在外力消失后留下的这部分不可恢复的变形。 2、强度:是指金属材料在静载荷作用下抵抗变形和断裂的能力。强度指标一般用单位面积所承受的载荷即力表示,单位为MPa。 工程中常用的强度指标有屈服强度和抗拉强度。拉伸图:金属材料在拉伸过程中弹性变形、塑性变形直到断裂的全部力学性能可用拉伸图形象地表示出来。 材料在常温、静载作用下的宏观力学性能。是确定各种工程设计参数的主要依据。这些力学性能均需用标准试样在材料试验机上按照规定的试验方法和程序测定,并可同时测定材料的应力- 应变曲线。 对于韧性材料,有弹性和塑性两个阶段。弹性阶段的力学性能有: 比例极限:应力与应变保持成正比关系的应力最高限。当应力小于或等于比例极限时,应力与应变满足胡克定律,即应力与应变成正比。 弹性极限:弹性阶段的应力最高限。在弹性阶段内,载荷除去后,变形全部消失。这一阶段内的变形称为弹性变形。绝大多数工程材料的比例极限与弹性极限极为接近,因而可近似认为在全部弹性阶段内应力和应变均满足胡克定律。 塑性阶段的力学性能有: 屈服强度:材料发生屈服时的应力值。又称屈服极限。屈服时应力不增加但应变会继续增加。 屈服点:具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。若力发生下降时,则应区分上、下屈服点。屈服点的单位为 N/mm2(MPa)。 上屈服点(Re H):试样发生屈服而力首次下降前 的最大应力; 下屈服点(Re L):当不计初始瞬时效应时,屈服阶段中的最小应力。 条件屈服强度:某些无明显屈服阶段的材料,规定产生一定塑性应变量(例如0.2 %)时的应力值,作为条件屈服强度。应力超过屈服强度后再卸载,弹性变形将全部消失,但仍残留部分不可消失的变形,称为永久变形或塑性变形。 规定非比例延伸强度(Rp):非比例延伸率等于规定的引伸计标距百分率时的应力,例如Rp0.2 表示规定非比例延伸率为0.2%时的应力。 规定总延伸强度(Rt ):总延伸率等于规定的引伸计标距百分率时的应力。例如Rt0.5 表示规定总延伸率为
金属材料力学性能最常用的几项指标
金属材料力学性能最常用的几项指标 硬度是评定金属材料力学性能最常用的指标之一。 对于金属材料的硬度,至今在国内外还没有一个包括所有试验方法的统一而明确的定义。就已经标准化的、被国内外普通采用的金属硬度试验方法而言,金属材料硬度的定义是:材料抵抗另一较硬材料压入的能力。硬度检测是评价金属力学性能最迅速、最经济、最简单的一种试验方法。硬度检测的主要目的就是测定材料的适用性,或材料为使用目的所进行的特殊硬化或软化处理的效果。对于被检测材料而言,硬度是代表着在一定压头和试验力作用下所反映出的弹性、塑性、强度、韧性及磨损抗力等多种物理量的综合性能。由于通过硬度试验可以反映金属材料在不同的化学成分、组织结构和热处理工艺条件下性能的差异,因此硬度试验广泛应用于金属性能的检验、监督热处理工艺质量和新材料的研制。金属硬度检测主要有两类试验方法。一类是静态试验方法,这类方法试验力的施加是缓慢而无冲击的。硬度的测定主要决定于压痕的深度、压痕投影面积或压痕凹印面积的大小。静态试验方法包括布氏、洛氏、维氏、努氏、韦氏、巴氏等。其中布、洛、维三种测试方法是最长用的,它们是金属硬度检测的主要测试方法。而洛氏硬度试验又是应用最多的,它被广泛用于产品的检测,据统计,目前应用中的硬度计70%是洛氏硬度计。另一类试验方法是动态试验法,这类方法试验力的施加是动态的和冲击性的。这里包括肖氏和里氏硬度试验法。动态试验法主要用于大型的及不可移动工件的硬度检测。 1.布氏硬度计原理 对直径为D的硬质合金压头施加规定的试验力,使压头压入试样表面,经规定的保持时间后,除去试验力,测量试样表面的压痕直径d,布氏硬度用试验
多孔金属材料的制备及应用_杨雪娟
多孔金属材料的制备及应用 杨雪娟,刘 颖,李 梦,涂铭旌 (四川大学材料科学与工程学院,成都610065) 摘要 根据制备过程中金属的状态,从液相法、固相法、金属沉积法三方面介绍了多孔金属材料的制备工艺。液态金属的发泡可以通过直接吹气法发泡法、金属氢化物分解发泡法来实现;固态金属可以通过粉末冶金法、粉末发泡法、金属空心球法和金属粉末纤维烧结法来实现;与前两种不同的是,金属沉积法是采用化学或物理的方法来实现的。最后,讨论了多孔金属材料在结构材料和功能材料两方面的应用。 关键词 多孔金属材料 制备工艺 应用 Preparation and Application of the Porous Metal Material YANG Xuejuan,LIU Ying,LI M eng,TU M ingjing (Schoo l of M aterials Scie nce&Engineering,Sichuan U niver sity,Chengdu610065) A bstract I n this pape r,prepara tion and applicatio n of the po ro us metal ma te rials are intr oduced acco rding to the state of the metal in the process———so lid,liquid,gaseous o r ionized state.Liquid metal can be fo rmed directly by in-jecting g as o r gas-releasing blow ing ag ent.Solid metal can be for med by various methods,including metal pow de r slurry foaming,o r ex trusion and sintering o f polymer/pow der mixtures.Diffe rently,metal-depo sitio n can be realized by chemic or phy sical methods.Finally,the structural and functional applicatio ns of po ro us metal materials are presented a s well. Key words po rous metal material,preparation,applicatio n 在材料科学研究中,永不改变的话题是探索新材料。人们注意到许多天然材料因其多孔的结构而具备优良的性能,因此,人们发展出了各种人造多孔材料。作为材料科学研究中较年轻的一员,多孔材料迅速成为近年来国际科学界关注的热点之一。 多孔材料可分为金属和非金属两大类,也可细分为多孔陶瓷材料、高分子多孔材料和多孔金属材料3种不同的类型。多孔金属材料又称为泡沫金属,作为结构材料,它具有密度小、孔隙率高、比表面积大等特点;作为功能材料,它具有多孔、减振、阻尼、吸音、隔音、散热、吸收冲击能、电磁屏蔽等多种性能。而且,多孔金属材料往往兼有结构材料和功能材料的双重作用,是一类性能优异的多用途材料。目前,多孔金属材料已经在冶金、石油、化工、纺织、医药、酿造等国民经济部门以及国防军事等部门得到了广泛的应用。多孔金属材料作为多孔材料的重要组成部分,在材料学领域具有不可取代的地位。 从20世纪中叶开始,世界各国竞相投入到多孔金属材料的研究与开发之中,并相继提出了各种不同的制备工艺[1]。根据制备过程中金属所处的状态可以将这些制备方法划分为以下几种:(1)液相法,(2)气相法,(3)金属沉积法。 1 液相法 1.1 直接发泡法 早在19世纪六七十年代,以直接发泡法制备多孔金属就已经获得了成功。相关实验主要集中在A l、M g、Zn等低熔点金属及其合金的闭孔金属材料的制备方面。经过研究者多年的实验和研究,直接发泡法制备多孔金属材料的工艺日渐成熟,目前已广泛应用于工业生产领域。直接发泡法包括两类不同的工艺: (1)直接吹气法发泡法;(2)金属氢化物分解发泡法。 (1)直接吹气法发泡法 对于制备泡沫金属,直接吹气法是一种简便、快速且低耗能的金属发泡方法。该方法的工艺是首先向金属液中加入SiC、A l2O3等以提高金属液的粘度,然后使用特制的旋转喷头向熔体中吹入气体(如空气、氩气、氮气)[2]。该法制备泡沫金属的工艺流程如图1所示。 图1 直接吹气法发泡法制备泡沫金属材料的流程图[4] Fig.1 Direct foaming of m elts with blowing agents[4] 该方法主要应用于泡沫铝的生产中。用这种工艺来生产泡沫铝,首先应在熔融铝液中加入一种高熔点材料的细小颗粒,这种难熔颗粒在铝液中既可以增加铝液粘度,又可以在气体和金属的界面上形成一层表面活性剂,从而保证气体能稳定地滞留在铝液中,并在凝固过程中不会导致泡沫塌陷。尽管有多种符合应用条件的难熔材料,但在实际生产中常选用碳化硅作为增加铝液粘度的增粘剂。在这一过程中,碳化硅可与铝液反应形成碳硅铝的合成物,并使铝液保持在相对较低的搅拌温度[3]。 杨雪娟:1983年生,硕士研究生 E-mail:ya ng xuejuan@tom.co m
多孔金属材料
多孔金属材料 总论 所谓多孔金属材料即金属内部弥散分布着大量的有方向性的或随机的孔洞,这些孔洞的直径约2um~3mm之间。由于对孔洞的设计要求不同,孔洞可以是泡沫型的,藕状型的,蜂窝型的等等。多孔金属材料还可以根据其孔洞的形态可以分为独立孔洞型的和连续孔洞型的二大类。独立型的材料具有比重小,刚性、比强度好,吸振、吸音性能好等特点;连续型的材料除了具有上述特点之外,还具有浸透性、通气性好等特点。正因为多孔金属材料具有结构材料利功能材料的特点,所以被广泛应用于航空航天、交通运输、建筑工程、机械工程、电化学工程、环境保护工程等领域。 图为多孔模具钢的金相组织(ESEM)。从图中可以看出,该材料内部随机分布着大量三维空间互通的孔洞。由于该模具钢的透气性好,所以,铸出的铸件表面轮廓清晰;其二,充型阻力减小,于是充型动力也可以减小;其三,模具的合模力可以减小;其四,模具的重量可以减轻,仅为原来模具的三分之二,节约了金属材料;其五,上述优点的综合,可以简化模具结构的设计和对注塑机、压铸机型号的选择。从多孔钢在模具上的应用实例可以看出,多孔金属材料的研制利应用具有省能源,省资源,有利于材料的循环利用l地球环境的保护,所以具有广阔的应用前景利深远的经济效益及社会效益。 多孔金属材料的特性和用途 1.比重小,比强度大 由于金属材料中存在火量的孔洞,所以材料的比重显著减小,如上述的多孔模具钢的比重经测试只有 5.0g/cm ,比无孔的该材料(比重7.6g/cm )减少34.2%。如果是铝合金或镁合金的多孔材料,它们的比重可以小于l,只要材料的外表是致密的,那么它们可以浮出水面。 有人认为,金属材料内部分布大量的孔洞,那么其强度会大大削弱。一些文献指出,在材料的轻量化时,材料的形状因子是一个关键因素,形状因子包括了宏观形状因子和微观形状因子。在机械设计时经常不用圆棒而采用空心管,不用矩形截面而采工字型、兀字型等材料,所有这些都是改变宏观形状因子的措施。而将材料制备成多
金属力学性能测试及复习答案
金属力学性能复习 一、填空题 1.静载荷下边的力学性能试验方法主要有拉伸试验、弯曲试验、扭转试验和压缩试验等。 2. 一般的拉伸曲线可以分为四个阶段:弹性变形阶段、屈服阶段、均匀塑性变形阶段和非均匀塑性变形阶段。 3. 屈服现象标志着金属材料屈服阶段的开始,屈服强度则标志着金属材料对开始塑性变形或小量塑性变形能力的抵抗。 4. 屈强比:是指屈服强度和抗拉强度的比值,提高屈强比可提高金属材料抵抗开始塑性变形的能力,有利于减轻机件和重量,但是屈强比过高又极易导致脆性断裂。 5. 一般常用的的塑性指标有屈服点延伸率、最大力下的总延伸率、最大力下的非比例延伸率、断后伸长率、断面收缩率等,其中最为常用的是断后伸长率和断面收缩率 。 6. 金属材料在断裂前吸收塑性变形功和断裂功的能力称为金属材料的韧性。一般来说,韧性包括静力韧性、冲击韧性和断裂韧性。 7. 硬度测试的方法很多,最常用的有三种方法:布氏硬度测试方法、络氏硬度的试验方法和维氏硬度实验法。 8. 金属材料制成机件后,机件对弹性变形的抗力称为刚度。它的大小和机件的截面积及其弹性模量成正比,机件刚度=E ·S. 9. 金属强化的方式主要有:单晶体强化、晶界强化、固溶强化、以及有序强化、位错强化、分散强化等(写出任意3种强化方式即可)。 10. 于光滑的圆柱试样,在静拉伸下的韧性端口的典型断口,它由三个区域组成:纤维区、放射区、剪切唇区。 11. 变形速率可以分为位移速度和应变速度。 二、判断题 1.在弹性变形阶段,拉力F 与绝对变形量之间成正比例线性关系;(√) 若不成比例原因,写虎克定律。 2.在有屈服现象的金属材料中,其试样在拉伸试验过程中力不断增加(保持恒定)仍能继续伸长的应力,也称为抗服强度。(×) 不增加,称为屈服强度。 3.一般来讲,随着温度升高,强度降低,塑性减小。(×) 金属内部原子间结合力减小,所以强度降低塑性增大。 4.络氏硬度试验采用金刚石圆锥体或淬火钢球压头,压入金属表面后,经规定保持时间后卸除主实验力,以测量压痕的深度来计算络氏硬度。压入深度越深,硬度越大,反之,硬度越小。(×) 络氏硬度公式 5.金属抗拉强度b σ与布氏硬度HB 之间有以下关系式:b σ=KHB ,这说明布氏硬度越大,其抗拉强度也越大。(√) 6.弹性模量E 是一个比例常数,对于某种金属来说,它是一种固有的特性。(√) 7.使用含碳量高(含碳量为)的钢,不能提高机件吸收弹性变形功。(×) 8.脆性断裂前不产生明显的塑性变形,即断裂产生在弹性变形阶段,吸收的能量很小,这种
金属多孔材料的制备及应用_于永亮
金属多孔材料的制备及应用 于永亮,张德金,袁勇,刘增林 (粉末冶金有限公司) 摘要:在归纳分析目前国内外各种制备多孔材料新技术的基础上,阐述了多孔材料在过滤、电极材料、催化载体、消音材料、生物和装饰材料方面应用及未来发展前景。 关键词:多孔材料功能结构制备方法金属加工 0前言 多孔材料是一种由相互贯通或封闭的孔洞构成网络结构的材料,孔洞的边界或表面由支柱或平板构成。由于多孔材料具有相对密度低、比强度高、比表面积大、重量轻、隔音、隔热、渗透性好等优点,其应用范围远远超过单一功能的材料。近年来金属多孔材料的开发和应用日益受到人们的关注。目前,金属多孔材料已经在冶金、石油、化工、纺织、医药、酿造等国民经济部门以及国防军事等部门得到了广泛的应用。从20世纪中叶开始,世界科技较发达国家竞相投入到多孔金属材料的研究与开发之中,并相继研发了各种不同的制备工艺。 1金属多孔材料的制备工艺 1.1粉末冶金(PM)法[1] 该方法的原理是将一种或多种金属粉末按一定的配比混合均匀后,在一定的压力下压制成粉末压坯。将成形坯在烧结炉中进行烧结,制得具有一定孔隙度的多孔金属材料。或不经过成形压制,直接将粉末松装于模具内进行无压烧结,即粉末松装烧结法。 1.2纤维烧结法[2] 纤维烧结法与粉末冶金法基本类似。用金属纤维代替金属粉末颗粒,选取一定几何分布的金属纤维混合均匀,分布成纤维毡,随后在惰性气氛或还原性气氛保护的条件下烧结制备金属纤维材料。该法制备的金属多孔材料孔隙度可在很大范围内调整。 作者简介:于永亮(1981-),男,2006年7月毕业于中南大学粉末冶金专业。现为莱钢粉末冶金有限公司技术科助理工程师,主要从事生产技术及质量管理工作。1.3发泡法[3] 1)直接吹气法。对于制备泡沫金属,直接吹气法是一种简便、快速且低耗能的方法。 2)金属氢化物分解发泡法。这种方法是在熔融的金属液中加入发泡剂(金属氢化物粉末),氢化物被加热后分解出H2,并且发生体积膨胀,使得液体金属发泡,冷却后得到泡沫金属材料。 3)粉末发泡法。该方法的基本工艺是将金属与发泡剂按一定的比例混合均匀,然后在一定的压力下压制成形。将成形坯经过进一步加工,如轧制、模锻等,使之成为半成品,然后将半成品放入一定的钢模中加热,使得发泡剂分解放出气体发泡,最后得到多孔泡沫金属材料。 1.4自蔓延合成法[4] 自蔓延高温合成法是一种利用原材料组分之间化学反应的强烈放热,在维持自身反应继续进行的同时产生大量孔隙的材料合成方法。该方法放热反应可迅速扩展(即自蔓延),在极短时间内即可完成全部燃烧反应。同时因为反应时的温度高,故容易得到高纯度材料。这种方法主要是依靠反应过程中产生的液体和气体的运动而得到多孔结构,因此其孔隙大多是相互连通的,采用这种方法制备的多孔材料孔隙度可达到60%以上。然而,由于在自蔓延高温合成过程中,其热量释放和反应过程过于剧烈,容易导致材料的变形和开裂,同时不利于材料的孔结构控制和近净成形。 1.5铸造法[5] 1)熔模铸造法。熔模铸造法是先将已经发泡的塑料填入一定几何形状的容器内,在其周围倒入液态耐火材料,在耐火材料硬化后,升温加热使发泡塑料气化,此时模具就具有原发泡塑料的形状,将液态金属浇注到模具内,在冷却后把耐火材料与 36 莱钢科技2011年6月
多孔金属材料的应用
多孔泡沫金属材料的性能及其应用 摘要:多孔泡沫金属是一种在金属基体中含有一定数量、一定尺寸孔径、一定孔隙率的孔洞的金属材料.由于其结构特殊,因此具备了多方面的特殊性能。作为结构材料,它具有轻质、高比强度的特点;作为功能材料,它具有多孔、减振、阻尼、吸音、隔音、散热、吸收冲击能、电磁屏蔽等多种物理性能,因此在国内外一般工业领域及高技术领域都得到了越来越广泛的应用.本文对这种多孔泡沫金属材料的性能及其应用进行了较为全面的介绍。 关键词:多孔泡沫金属;性能;应用 0多孔泡沫金属是近几十年发展起来的一种功能材料,对其概念或分类学术界不尽统一,但基本上有如下定义方式:多孔泡沫金属是一种金属基体中含有一定数量、一定尺寸孔径、一定孔隙率的金属材料.概括起来,主要有如下分类方式:(1)按孔径和孔隙率的大小分为两类:多孔金属和泡沫金属.孔径小于013mm,孔隙率在45%~90%的,称为多孔金属(porousmetal);而孔径在015~6mm,孔隙率大于90%的,称为泡沫金属(foammetal);(2)按孔的形状特征进行分类:具有通孔结构的称为多孔金属,具有闭孔结构的称为胞状金属(cellu2larmetal).但用得最多的是多孔金属和泡沫金属,且多数作者都将两者视为等同的概念.目前更为合适的名称为多孔泡沫金属(porousfoammetal)[1-3].多孔泡沫金属材料实际上是金属与气体的复合材料,正是由于这种特殊的结构,使之既有金属的特性又有气泡特性,综合表现为能量吸收性(如吸音、减震等)、渗透性、阻燃耐热性、轻质等,故一直被期望用于建筑材料、吸音材料、减震材料、过滤器材料、电池电极材料等方面.如果在气孔结构的工艺控制、短流程连续化工业生产等关键性技术方面取得突破,多孔泡沫金属材料将为金属材料及其它相关领域带来革命性进展1多孔泡沫金属材料的结构特点[4]泡沫金属的孔径一般较大,011~10mm或更大(一般粉末冶金金属孔径不大于0.3mm)。孔隙率较高,一般随其种类不同而不同,在40%~98%的范围内变化。直接发泡法制作的泡沫金属,孔隙率在40%~60%左右,而通孔的海绵态泡沫金属的孔隙率可高达98%。随孔隙率的提高,泡沫金属的密度降低,泡沫金属的密度低,一般只有同体积金属的1/10~3/5。它的比表面积则较大,为10~40cm2/cm3。例如孔隙率大于63%的泡沫铝合金,其密度可达1以下,能够浮于水面上. 2多孔泡沫金属的性能及其应用泡沫金属材料的性能主要取决于气孔在基体材料内的分布情况,包括气孔的类型、形状、大小、数量、均匀性、以及比表面积等.多孔泡沫金属材料自问世以来,作为结构材料,它具有轻质、高比强度的特点;作为功能材料,它具有多孔、减振、阻尼、吸音、隔音、散热、吸收冲击能、电磁屏蔽等多种物理性能[5];因此它在国内外一般工业领域及高技术领域都得到了越来越广泛的应用。 2.1渗透性能及应用渗透性是高孔隙率材料在过滤、液-液分离、噪声抑制等方面的关键性能。泡沫金属中闭孔的数目对渗透性的影响较大,只有那些具有通孔结构的泡沫材料才有渗透性能,另外,渗透性还与孔径大小、孔的表面光洁度、渗透物体的性质(如黏度、流速)、渗透压力等因素有关.因其多孔性可将其应用于化学过滤器(如滤掉液体、气体中的固体颗粒等)、供净化水使用的气化处理器、自动加油的含油轴承、带香味的装饰品等。通过对泡沫金属孔结构(如孔隙度、孔径大小、通孔度等)的调整,可以获得不同透过性能要求的泡沫金属材料。 2.2消声减震性能及应用[6-8]具有通孔结构的泡沫金属材料,当有声波或机械振动波进入时,孔内介质(一般为空气)在声波作用下产生周期性的震动而与孔壁摩擦形成摩擦热,孔内介质在声波作用下发生压缩─膨胀形变也使部分声能变为热能,这种能量转换是不可逆的,对消声起主导作用;另外,泡沫材料本身也可以因弹性震动而消耗一部分声能;又由于泡沫材料具有的特殊结构,使其具有改变声源特性的功效,可以使难以消除的中低频段噪声峰值移向高频段,这些特征均为采用常规手段进一步降低气流噪声提供了有利条件。与其它的消音材料
多孔金属材料的制备方法及应用研究
多孔金属材料的制备方法及应用研究 本文从网络收集而来,上传到平台为了帮到更多的人,如果您需要使用本文档,请点击下载按钮下载本文档(有偿下载),另外祝您生活愉快,工作顺利,万事如意! 多孔金属材料是金属基体与孔隙共同组成的复合材料,也是一种新型的集结构和功能于一体的材料,因其具有独特的性质而备受广大科研工作者的热切关注. 它不仅比重低、强度高,而且具有消音、减振、耐热、渗透等诸多良好的性能,因而在化工、建筑、国防、医学、环保等领域有广泛的应用. 从多孔金属材料的性质考虑,多孔金属既承接了金属方面的性能,又具有多孔材料方面的性能. 作为金属材料,相比玻璃、陶瓷、塑料等非金属,它具有耐高温、良好的导电导热性、高强度,易加工成型的特点; 作为多孔材料,它比致密金属有诸多良好的性能,如轻质、比表面积大、吸能好等. 根据金属的状态和孔隙形成的来源,逐渐产生了许多制备多孔金属材料的工艺,有些在原有的工艺条件下进行了优化和创新,并取得了一定的成效. 1 多孔金属材料的制备方法 从多孔金属材料的定义上讲,它是多孔和金属两个词的统一体,这给科研工作者提供了制备多孔金属
的着手点,从而衍生出一系列制备多孔金属的工艺,包括材料的选择、孔隙结构的来源、设备调整、工艺参数的确定等方面. 金属的状态可以分为液态、固态、气态和离子态,而气孔的产生通常是以直接和间接的方式,两者相结合从而产生了不同的制备工艺. 传统上可分为铸造法、金属烧结法、沉积法等. 1. 1 铸造法 铸造法分为熔融金属发泡法、渗流铸造法和熔模铸造法等. 1. 1. 1 熔融金属发泡法 熔融金属发泡法包括气体发泡法和固体发泡法. 此方法的关键措施是选择合适的增粘剂,控制金属粘度和搅拌速度,以优化气泡均匀性和样品孔结构控制的程度. 此法主要用于制备泡沫铝、泡沫镁、泡沫锌等低熔点泡沫金属. 对于熔融金属发泡法,当前研究较多的是泡沫铝. 李言祥对泡沫铝的制备工艺、泡沫结构特点及气孔率方面进行了深入的实验研究; 于利民等人根据采用此法生产泡沫铝在国内外泡沫金属的发展形势,总结并探讨了其制备工艺及优缺点. 1) 气体发泡法 气体发泡法指的是向金属熔体的底部直接吹入气体的方法. 为增加金属熔体的粘度,需要加入高熔点
衡量金属材料力学性能的指标名称 符 基本单位及其含义说明
指标 法定计量单位 计算公式 试验仪器 含义说明 名称 符号 名称 单位 弹性 弹性是指金属在外力作用下产生变形,当外力取消后又恢复到原来的形状和大小的一种特性 弹性指标 正弹性模量 E 兆帕〔斯卡〕 MPa 式中 σ──应力 ε──应变 P ──垂直应力(N ) l 0──试样原长(mm ) F 0──试样原来的横截面积(mm 2) Δl ──绝对伸长量(mm ) 拉伸试验机或万能材料试验机 金属在弹性范围内,外力和变形成比例地增长,即应力与应变成正比例关系时(符合虎克定律),这个比例系数就称为弹性模数或弹性模量。根据应力,应变的性质通常又分为:正弹性模数(E )和剪切弹性模数(G ),弹性模数的大小,相当于引起物体单位变形时所需应力之大小,所以,它在工程技术上是衡量材料刚度的指标,弹性模数愈大,刚度也愈大,亦即在一定应力作用下,发生的弹性变形愈小 切变弹性模量 G 兆帕〔斯卡〕 MPa 式中 ──切应力 ──相应的扭转滑移 M ──扭转力矩 l 0──试样计算长度(mm ) ──计算长度l 0两端的扭 转角度(经度) ──扭转时试样截面相对于轴线的极惯性矩(对圆截面 )(mm 4) 扭转试验机或万能材 料试 验机 比例极限 σp 兆帕 〔斯卡〕 MPa 式中 ──比例极限载荷(N ) F ──试样横截面积 (mm 2) 拉伸试验机 或万 能材 料试验机 指伸长与负荷成正比地增加,保持直线关系,当开始偏离直线时的应力称比例极限,但此位置很难精确测定,通常把能引起材料试样产生残余变形量为试样原长的0.001%或0.003%、0.005%、0.02%时的应力,规定为比例极限 弹性极限 σe 兆帕〔斯卡〕 MPa 式中 ──弹性极限载荷(N ) F ──试样横截面积(mm 2) 拉伸试验机或万 能材 料试 验机 这是表示金属最大弹性的指标,即在弹性变形阶段,试样不产生塑性变形时所能承受的最大应力,它和σp 一样也很难精确测定,一般多不进行测定,而以规定的σp 数值代替之 强度 强度指金属在外力作用下,抵抗塑性变形和断裂的能力 强度极限 σ 兆帕〔斯卡〕 MPa 式中 ──最大载荷(N ) F ──试样横截面积(mm 2) 指金属受外力作用,在断裂前,单位面积上所能承受的最大载荷 抗拉强度 σb 兆帕〔斯卡〕 MPa 式中 ──最大拉力(N ) F ──试样横截面积(mm 2) 拉伸试验机 或万 能材 料试验机 指外力是拉力时的强度极限,它时 衡量金属材料强度的主要性能指标
金属材料的力学性能
第1章工程材料 1.1 金属材料的力学性能 金属材料的性能包括使用性能和工艺性能。使用性能是指金属材料在使用过程中应具备的性能,它包括力学性能(强度、塑性、硬度、冲击韧性、疲劳强度等)、物理性能(密度、熔点、导热性、导电性等)和化学性能(耐蚀性、抗氧化性等)。工艺性能是金属材料从冶炼到成品的生产过程中,适应各种加工工艺(如:铸造、冷热压力加工、焊接、切削加工、热处理等)应具备的性能。 金属材料的力学性能是指金属材料在载荷作用时所表现的性能。 1.1.1 强度 金属材料的强度、塑性一般可以通过金属拉伸试验来测定。 1.拉伸试样 图1.1.1拉伸试样与拉伸曲线 2.拉伸曲线 拉伸曲线反映了材料在拉伸过程中的弹性变形、塑性变形和直到拉断时的力 F时,拉伸曲线Op为一直线,即试样的伸长量与载荷学特性。当载荷不超过 p 成正比地增加,如果卸除载荷,试样立即恢复到原来的尺寸,即试样处于弹性变形阶段。载荷在Fp-Fe间,试样的伸长量与载荷已不再成正比关系,但若卸除载荷,试样仍然恢复到原来的尺寸,故仍处于弹性变形阶段。当载荷超过Fe后,试样将进一步伸长,但此时若卸除载荷,弹性变形消失,而有一部分变形当载荷增加到Fs时,试样开始明显的塑性变形,在拉伸曲线上出现了水平的或锯齿形的线段,这种现象称为屈服。当载荷继续增加到某一最大值Fb时,试样的局部截面缩小,产生了颈缩现象。由于试样局部截面的逐渐减少,故载荷也逐渐降低,试样就被拉断。 3.强度 强度是指金属材料在载荷作用下,抵抗塑性变形和断裂的能力。
(1) 弹性极限 金属材料在载荷作用下产生弹性变形时所能承受的最大应力称为弹性极限,用符号σe 表示: (2) 屈服强度金属材料开始明显塑性变形时的最低应力称为屈服强度 在拉伸试验中不出现明显的屈服现象,无法确定其屈服点。所以国标中规定,以试样塑性变形量为试样标距长度的0.2%时,材料 承受的应力称为“条件屈服强度”,并以符号 σ0.2 表示。 1.1.2 塑性 金属材料在载荷作用下,产生塑性变形而不破坏的能力称为塑性。常用的塑性指标有伸长率δ 和断面收缩率ψ。 1.伸长率 试样拉断后,标距长度的增加量与原标距长度的百分比称为伸长率,用δ表示: 2.断面收缩率 试样拉断后,标距横截面积的缩减量与原横截面积的百分比称为断面收缩率,,用ψ表示: 1.1.3 硬度
金属材料的力学性能及其测试方法
目录 摘要 (1) 1引言 (1) 2金属材料的力学性能简介 (2) 2.1 强度 (2) 2.2 塑性 (2) 2.3 硬度 (2) 2.4 冲击韧性 (3) 2.5 疲劳强度 (3) 3金属材料力学性能测试方法 (3) 3.1拉伸试验 (3) 3.2压缩试验 (6) 3.3扭转试验 (8) 3.4硬度试验 (11) 3.5冲击韧度试验 (16) 3.6疲劳试验 (19) 4常用的仪器设备简介 (20) 4.1万能试验机 (20) 4.2扭转试验机 (23) 4.3摆锤式冲击试验机 (28) 5金属材料力学性能测试方法的发展趋势 (30) 参考文献 (30)
金属材料的力学性能及其测试方法 摘要:金属的力学性能反映了金属材料在各种形式外力作用下抵抗变形或破坏的某些能力,它与材料的失效形式息息相关。本文主要解释了金属材料各项力学性能的概念,介绍了几个常见的测试金属材料力学性能的试验以及相关的仪器设备,最后阐述了金属材料力学性能测试方法的发展趋势。 关键词:金属材料,力学性能,测试方法,仪器设备,发展趋势 Test Methods for The Mechanical Properties of Metal Material Abstract:The mechanical properties of metal material which reflect some abilities of deformation and fracture resistance under various external forces are closely linked with failure forms. This paper mainly introduces some concepts of mechanical properties of metal material, common experiments testing mechanical properties of metal material and apparatuses used. The trend of development of test methods for mechanical properties of metal material is also discussed. Keywords:metal material,mechanical properties,test methods,apparatuses,development trend 1引言 材料作为有用的物质,就在于它本身所具有的某种性能,所有零部件在运行过程中以及产品在使用过程中,都在某种程度上承受着力或能量、温度以及接触介质等的作用,选用材料的主要依据是它的使用性能、工艺性能和经济性,其中使用性能是首先需要满足的,特别是针对性的材料力学性能往往是材料设计和使用所追求的主要目标。材料性能测试与组织表征的目的就是要了解和获知材料的成分、组织结构、性能以及它们之间的关系。而人们要有效地使用材料,首先必须要了解材料的力学性能以及影响材料力学性能的各种因素。因此,材料力学性能的测试是所有测试项目中最重要和最主要的内容之一。 在人类发展的历史长河过程中,人们已经建立了许多反映材料表面的和内在的各种关于力学、物理等相关材料性能的测试和分析技术,近现代科学的发展已使材料性能测试分析从经验发展并建立在现代物理理论和试验的基础之上,并且
金属材料力学性能
金属材料力学性能文档编制序号:[KKIDT-LLE0828-LLETD298-POI08]
常见的金属材料力学性能 一. 金属材料相关概念 任何机械零件或工具,在使用过程中,往往要受到各种形式的外力作用。这就要求金属材料必须具有一种承受机械载荷而不超过许可变形或不被破坏的能力;这种能力就是金属材料的力学性能。诸如金属材料的强度、刚度、硬度、塑性和韧性等特征就是用来衡量金属材料在外力下表现出来的力学性能的指标。 强度 强度是指金属材料在静载荷作用下抵抗变形和断裂的能力。一般用单位面 积所承受的作用力表示,符号为σ,单位为MPa。 工程中常用的强度指标有屈服强度和抗拉强度。屈服强度是指金属材料在外力作用下,产生屈服现象时的应力,或开始出现塑性变形时的最低应力值,用σs表示。抗拉强度是指金属材料在拉力作用下,被拉断前所承受的最大应力值,用σb表示。 对于大多数机械零件,工作时不允许产生塑性变形,所以屈服强度是零件强度设计的依据;对于因断裂而失效的零件,则用抗拉强度作为其设计的依据。 刚度 刚度是指金属材料在外力载荷作用下抵抗弹性变形的能力。对于机械零件要求较高的尺寸稳定性时,需要考虑刚度指标。 硬度 硬度是指材料表面抵抗比它更硬的物体压入的能力。
几种常用金属材料力学性能一览表 注:1.上表中材料的强度数值仅供参考,在不同的热处理工艺及环境下其对应的强度值不同。 二.材料的失效与许用应力 通常将材料的强度极限与屈服极限统称为材料的极限应力,用σu 表示。对于脆性材料强度极限为其唯一强度指标;对于塑性材料,其屈服应力小于强度极限,通常以屈服应力作为极限应力。 为了机械零件使用的安全性,对于机械构件要有足够的强度储备。因此,实际是使用的最大应力值必须小于材料的极限应力。最大使用应力称为许用应力,用[σ]表示。许用应力与极限应力的关系如下: [σ]=σu n , σu ={σs σb 式中,n 为大于1的因数,称为安全因数。对于塑性材料n 为,σu=σs ;对于脆性材料n 为,σu=σb 。 强度条件 σmax =(F A )max ≤[σ] 式中,F ,机械零件所承受的最大载荷作用力,单位N ;
金属材料力学性能代 含义
金属材料力学性能代号含义 名称代号单位含义 抗拉强度σb MPa 或 N/mm^2材料试样受拉力时,在拉断前所承受的最大应力.抗压强度σbc MPa 或 N/mm^2材料试样受压力时,在压坏前所承受的最大应力.抗弯强度σbb MPa 或 N/mm^2材料试样受弯曲力时,在破坏前所承受的最大应力.抗剪强度τMPa 或 N/mm^2材料试样受剪力时,在剪断前所承受的最大剪应力. 抗扭强度τb MPa 或 N/mm^2材料试样受扭转力时,在扭断前所承受的最大剪应力 屈服点σs MPa 或 N/mm^2材料试样在拉伸过程中,负荷不增加或开始有所降低而变形继续发生的现象称为屈服. 屈服时的最小应力称为屈服点和屈服极限. 屈服强度σ0.2MPa 或 N/mm^2材料试样在拉伸过程中, 负荷不增加或开始有所降低而变形继续发生的现象称为屈服. 对某些屈服现象不明显的金属材料, 测定屈服点比较困难,为便于测量,通常按其产生永久变形量等于试样原长0.2%时的应力称为屈服度或条件屈服强度. 弹性极限σcσc 材料能保持弹性变形的最大应力. 真实弹性极限难以测定, 实际规定按永久变形为原长的0.005%时的应力值表示. 比例极限σp MPa 或 N/mm^2在弹性变形阶段, 材料所承受的和应变能保持正比的最大应力,称比例极限. σp与σc两数值很接近,一般常互相通用. 弹性模量E MPa 或 N/mm^2在比例极限的范围内, 应力与应变成正比时的比例常数,衡量材料刚度的指标. E=σ/ε ε——试样纵向线应变. 切变模量G MPa 或 N/mm^2在比例极限的范围内, 应力与应变成正比时的比例常数,衡量材料刚度的指标. G=τ/γ γ——试样切应变. 泊松比μ在弹性范围内, 试样横向线应变与纵向线应变的比值. μ=|ε/ε'| ε'= -με, ε'——试样横向线应变.
金属多孔材料压缩行为的评述
万方数据
万方数据
万方数据
万方数据
金属多孔材料压缩行为的评述 作者:乔吉超, 奚正平, 汤慧萍, 王建永, 朱纪磊, Qiao Jichao, Xi Zhengping, Tang Huiping, Wang Jianyong, Zhu Jilei 作者单位:乔吉超,Qiao Jichao(西北工业大学,陕西,西安,710072;西北有色金属研究院金属多孔材料国家重点实验室,陕西,西安,710016), 奚正平,汤慧萍,王建永,朱纪磊,Xi Zhengping,Tang Huiping,Wang Jianyong,Zhu Jilei(西北有色金属研究院金属多孔材料国家重点实验室,陕 西,西安,710016) 刊名: 稀有金属材料与工程 英文刊名:RARE METAL MATERIALS AND ENGINEERING 年,卷(期):2010,39(3) 被引用次数:0次 参考文献(52条) 1.Nakajima H查看详情 2007 2.Gibson L J.Ashby M F Cellular Solid:Structure and Properties 1997 3.Ashby M F Metal Foams:A Design Guide 2000 4.Banhart J查看详情 2001 5.Evans A G查看详情 1999 6.Sypeck D J查看详情 2002(4) 7.Neubert V查看详情 2007 8.Neville B P查看详情 2008 9.Gülsoy H (o)zkan查看详情 2008 10.Zhou Z Y查看详情 2002 11.Shirizly A查看详情 1999 12.Cao Xiaoqing查看详情 2006 13.Wang Zhihu查看详情 2006 14.Yu Sirong查看详情 2008 15.Romero PA查看详情 2008 16.Amsterdam E查看详情 2008 17.Dawson M A查看详情 2007 18.Okumura D查看详情 2008 19.Liu Jiaan查看详情 2008 20.Liu Jiaan查看详情 2008 21.Jeon I查看详情 2005 22.Mukai T查看详情 2006 23.Kitazono K查看详情 2007 24.Aly M S查看详情 2007 25.Tan P J查看详情 2005 26.Mondal D P查看详情 2007 27.Peroni L查看详情 2008 28.Papadopoulos D P查看详情 2004
材料力学性能测试实验报告
材料力学性能测试实验 报告 标准化管理部编码-[99968T-6889628-J68568-1689N]
材料基本力学性能试验—拉伸和弯曲一、实验原理 拉伸实验原理 拉伸试验是夹持均匀横截面样品两端,用拉伸力将试样沿轴向拉伸,一般拉 至断裂为止,通过记录的力——位移曲线测定材料的基本拉伸力学性能。 对于均匀横截面样品的拉伸过程,如图 1 所示, 图 1 金属试样拉伸示意图 则样品中的应力为 其中A 为样品横截面的面积。应变定义为 其中△l 是试样拉伸变形的长度。 典型的金属拉伸实验曲线见图 2 所示。 图3 金属拉伸的四个阶段 典型的金属拉伸曲线分为四个阶段,分别如图 3(a)-(d)所示。直线部分的斜率E 就是杨氏模量、σs 点是屈服点。金属拉伸达到屈服点后,开始出现颈缩 现象,接着产生强化后最终断裂。 弯曲实验原理 可采用三点弯曲或四点弯曲方式对试样施加弯曲力,一般直至断裂,通过实 验结果测定材料弯曲力学性能。为方便分析,样品的横截面一般为圆形或矩形。 三点弯曲的示意图如图 4 所示。 图4 三点弯曲试验示意图 据材料力学,弹性范围内三点弯曲情况下C 点的总挠度和力F 之间的关系是 其中I 为试样截面的惯性矩,E 为杨氏模量。 弯曲弹性模量的测定 将一定形状和尺寸的试样放置于弯曲装置上,施加横向力对样品进行弯曲, 对于矩形截面的试样,具体符号及弯曲示意如图 5 所示。 对试样施加相当于σpb0.01。 (或σrb0.01)的10%以下的预弯应力F。并记录此力和跨中点处的挠度,然后对试样连续施加弯曲力,直至相应于σpb0.01(或σrb0.01)的50%。记录弯曲力的增量DF 和相应挠度的增量Df ,则弯曲弹性模量为 对于矩形横截面试样,横截面的惯性矩I 为 其中b、h 分别是试样横截面的宽度和高度。 也可用自动方法连续记录弯曲力——挠度曲线至超过相应的σpb0.01(或σrb0.01)的弯曲力。宜使曲线弹性直线段与力轴的夹角不小于40o,弹性直线段的高度应超过力轴量程的3/5。在曲线图上确定最佳弹性直线段,读取该直线段的弯曲力增量和相应的挠度增量,见图 6 所示。然后利用式(4)计算弯曲弹性模量。 二、试样要求
金属材料机械性能的指标及意义
金属材料机械性能的指标及意义 材料在一定温度条件和外力作用下,抵抗变形和断裂的能力称为材料的力学性能。锅炉、压力容器用材料的常规力学性能指标主要包括:强度、硬度、塑性和韧性等。 (1)强度强度是指金属材料在外力作用下对变形或断裂的抗力。强度指标是设计中决定许用应力的重要依据,常用的强度指标有屈服强度σS或σ0.2(国外用Re表示)和抗拉强度σb(国外用Rm表示),高温下工作时,还要考虑蠕变极限σn和持久强度σD。 (2)塑性塑性是指金属材料在断裂前发生塑性变形的能力。塑性指标包括:伸长率δ,即试样拉断后的相对伸长量;断面收缩率ψ,即试样拉断后,拉断处横截面积的相对缩小量;冷弯(角)α,即试件被弯曲到受拉面出现第一条裂纹时所测得的角度。 (3)韧性韧性是指金属材料抵抗冲击负荷的能力。韧性常用冲击功Ak和冲击韧性值αk表示。Αk值或αk 值除反映材料的抗冲击性能外,还对材料的一些缺陷很敏感,能灵敏地反映出材料品质、宏观缺陷和显微组织方面的微小变化。而且Ak对材料的脆性转化情况十分敏感,低温冲击试验能检验钢的冷脆性。 表示材料韧性的一个新的指标是断裂韧性δ,它是反映材料对裂纹扩展的抵抗能力。 (4)硬度硬度是衡量材料软硬程度的一个性能指标。硬度试验的方法较多,原理也不相同,测得的硬度值和含义也不完全一样。最常用的是静负荷压入法硬度试验,即布氏硬度(HB)、洛氏硬度(HRA、HRB、HRC)、维氏硬度(HV),其值表示材料表面抵抗坚硬物体压入的能力。而肖氏硬度(HS)则属于回跳法硬度试验,其值代表金属弹性变形功的大小。因此,硬度不是一个单纯的物理量,而是反映材料的弹性、塑性、强度和韧性等的一种综合性能指标。 在断裂力学基础上建立起来的材料抵抗裂纹扩展断裂的韧性性能称为断裂韧性。(Kic,Gic) 常用的35CrMo在850℃油淬,550℃回火后,机械性能如下: σb≥980MPa;σs≥835 MPa;δ5≥12%;ψ≥45%;AK≥63J; 而高级优质的35CrMoA的性能应该更加优良稳定。