燃烧法合成高纯β-SiC超细粉的工艺参数
蒲永平等:施主掺杂BaTiO3陶瓷临界浓度的理论计算· 817 ·第35卷第7期
燃烧法合成高纯β–SiC超细粉的工艺参数
张利锋,燕青芝,沈卫平,葛昌纯
(北京科技大学特种陶瓷粉末冶金研究室,北京 100083)
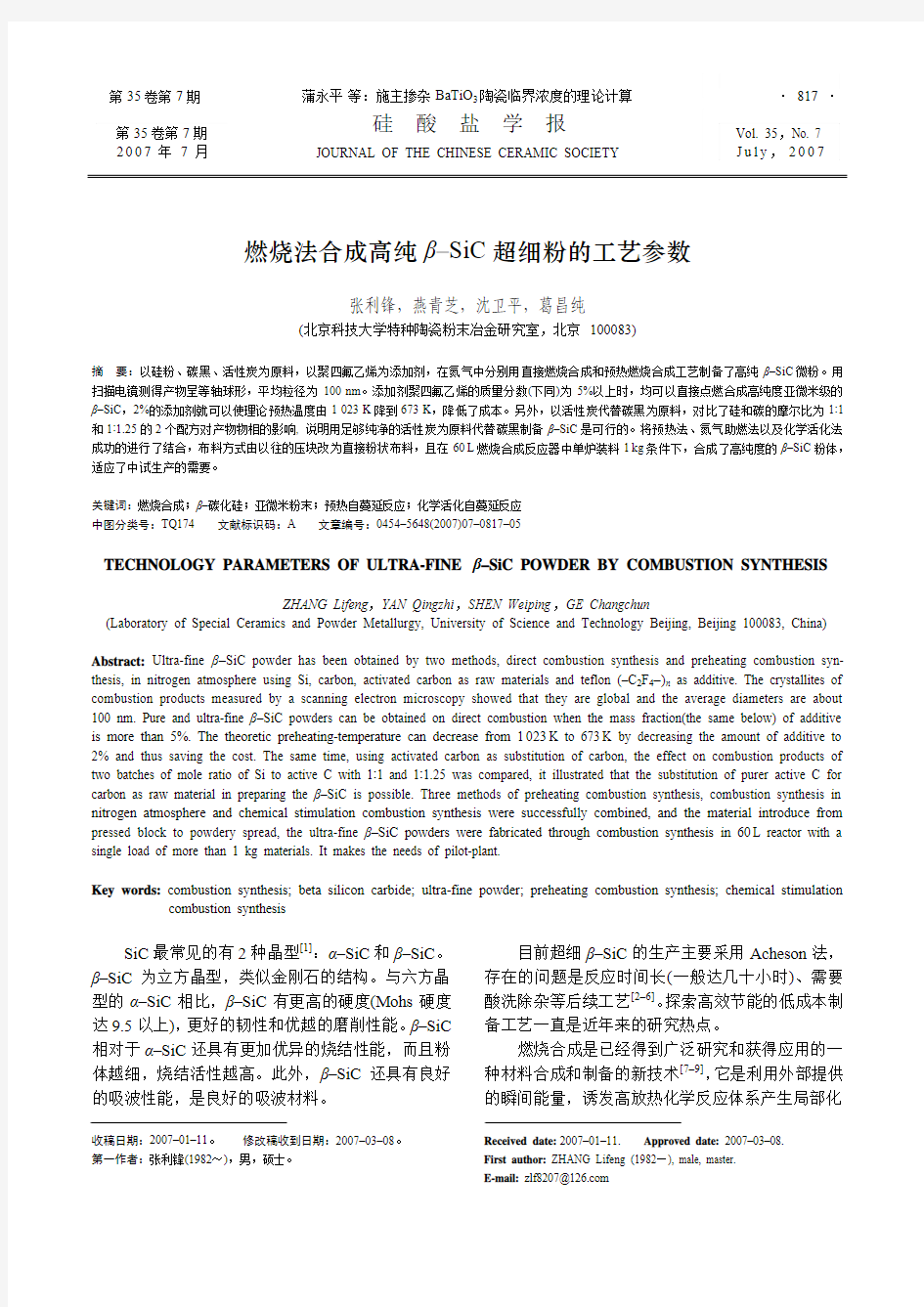
摘要:以硅粉、碳黑、活性炭为原料,以聚四氟乙烯为添加剂,在氮气中分别用直接燃烧合成和预热燃烧合成工艺制备了高纯β–SiC微粉。用扫描电镜测得产物呈等轴球形,平均粒径为100nm。添加剂聚四氟乙烯的质量分数(下同)为5%以上时,均可以直接点燃合成高纯度亚微米级的β–SiC,2%的添加剂就可以使理论预热温度由1023K降到673K,降低了成本。另外,以活性炭代替碳黑为原料,对比了硅和碳的摩尔比为1:1和1:1.25的2个配方对产物物相的影响, 说明用足够纯净的活性炭为原料代替碳黑制备β–SiC是可行的。将预热法、氮气助燃法以及化学活化法成功的进行了结合,布料方式由以往的压块改为直接粉状布料,且在60L燃烧合成反应器中单炉装料1kg条件下,合成了高纯度的β–SiC粉体,适应了中试生产的需要。
关键词:燃烧合成;β–碳化硅;亚微米粉末;预热自蔓延反应;化学活化自蔓延反应
中图分类号:TQ174 文献标识码:A 文章编号:0454–5648(2007)07–0817–05
TECHNOLOGY PARAMETERS OF ULTRA-FINE β–SiC POWDER BY COMBUSTION SYNTHESIS
ZHANG Lifeng,YAN Qingzhi,SHEN Weiping,GE Changchun
(Laboratory of Special Ceramics and Powder Metallurgy, University of Science and Technology Beijing, Beijing 100083, China)
Abstract: Ultra-fine β–SiC powder has been obtained by two methods, direct combustion synthesis and preheating combustion syn-thesis, in nitrogen atmosphere using Si, carbon, activated carbon as raw materials and teflon (–C2F4–)n as additive. The crystallites of combustion products measured by a scanning electron microscopy showed that they are global and the average diameters are about 100 nm. Pure and ultra-fine β–SiC powders can be obtained on direct combustion when the mass fraction(the same below) of additive is more than 5%. The theoretic preheating-temperature can decrease from 1023K to 673K by decreasing the amount of additive to 2% and thus saving the cost. The same time, using activated carbon as substitution of carbon, the effect on combustion products of two batches of mole ratio of Si to active C with 1:1 and 1:1.25 was compared, it illustrated that the substitution of purer active C for carbon as raw material in preparing the β–SiC is possible. Three methods of preheating combustion synthesis, combustion synthesis in nitrogen atmosphere and chemical stimulation combustion synthesis were successfully combined, and the material introduce from pressed block to powdery spread, the ultra-fine β–SiC powders were fabricated through combustion synthesis in 60L reactor with a single load of more than 1 kg materials. It makes the needs of pilot-plant.
Key words: combustion synthesis; beta silicon carbide; ultra-fine powder; preheating combustion synthesis; chemical stimulation combustion synthesis
SiC最常见的有2种晶型[1]:α–SiC和β–SiC。β–SiC为立方晶型,类似金刚石的结构。与六方晶型的α–SiC相比,β–SiC有更高的硬度(Mohs硬度达9.5以上),更好的韧性和优越的磨削性能。β–SiC 相对于α–SiC还具有更加优异的烧结性能,而且粉体越细,烧结活性越高。此外,β–SiC还具有良好的吸波性能,是良好的吸波材料。
目前超细β–SiC的生产主要采用Acheson法,存在的问题是反应时间长(一般达几十小时)、需要酸洗除杂等后续工艺[2–6]。探索高效节能的低成本制备工艺一直是近年来的研究热点。
燃烧合成是已经得到广泛研究和获得应用的一种材料合成和制备的新技术[7–9],它是利用外部提供的瞬间能量,诱发高放热化学反应体系产生局部化
收稿日期:2007–01–11。修改稿收到日期:2007–03–08。第一作者:张利锋(1982~),男,硕士。Received date:2007–01–11. Approved date: 2007–03–08. First author: ZHANG Lifeng (1982—), male, master.
E-mail: zlf8207@https://www.360docs.net/doc/313139505.html,
第35卷第7期2007年7月
硅酸盐学报
JOURNAL OF THE CHINESE CERAMIC SOCIETY
Vol. 35,No. 7
J u l y,2007
热处理工艺规程(工艺参数)
热处理工艺规程(工艺参数) 编制: 审核: 批准: 生效日期: 受控标识处:
分发号: 目录 1.主题内容与适用范围 (1) 2.常用钢淬火、回火温度 (1) 要求综合性能的钢种 (1) 要求淬硬的钢种 (4) 要求渗碳的钢种 (6) 几点说明 (6) 3.常用钢正火、回火及退火温度 (7) 要求综合性能的钢种 (7) 其它钢种 (8) 几点说明 (8) 4.常用钢去应力温度 (10) 5.各种热处理工序加热、冷却范围 (12) 淬火………………………………………………………………………………………………1 2 正火及退火 (14) 回火、时效及去应力 (15) 工艺规范的几点说明 (16) 6.化学热处理工艺规范 (17) 氮化 (17) 渗碳 (20) 7.锻模热处理工艺规范 (22) 锻模及胎模 (22) 切边模 (24) 锻模热处理注意事项 (25) 8.有色金属热处理工艺规范 (26) 铝合金的热处理 (26) 铜及铜合金 (26)
9.几种钢锻后防白点工艺规范 (27) 第Ⅰ组钢 (27) 第Ⅱ组钢 (28) 1.主题内容与适用范围 本标准为“热处理工艺规程”(工艺参数),它主要以企业标准《金属材料技术条件》B/HJ-93年版所涉及的金属材料和技术要求为依据(不包括高温合金),并收集了我公司生产常用的工具、模具及工艺装备用的金属材料。 本标准适用于汽轮机、燃气轮机产品零件的热处理生产。 2.常用钢淬火、回火温度 要求综合性能的钢种:
注:①采用日本材料时,淬火温度为960~980℃,回火温度允许比表中温度高10~30℃。 ②有效截面小于20mm者可采用空冷。 要求淬硬的钢种(新HRC>30)
压铸工艺参数的设定和调节
压铸工艺参数的设定和调节 压铸生产中机器工艺参数的设定和调节直接影响产品的质量。一个参数可能造成产品的多个缺陷,而同一产品的同一缺陷有可能与多个参数有关,要求在试压铸生产中要仔细分析工艺参数的变化对铸件成形的影响。压铸生产厂家通常由专人设定和调节机器参数。 一、卧式冷室压铸机主要工艺参数的设定和调节 下面以力劲机械厂有限公司生产的DCC280 卧式冷室压铸机为例,说明压铸生产中主要工艺参数的设定。 1. 主要工艺参数的设定 (1)射料时间:射料时间大小与铸件壁厚成正比,对于铸件质量较大、压射一速速度较慢且所需时间较长时,射料时间可适当加大,一般在2s 以上。射料二速冲头运动的时间等于填充时间。 (2)开型(模)时间:开型(模)时间一般在2s 以上。压铸件较厚比较薄的开型(模)时间较之要长,结构复杂的型(模)具比结构简单的型(模)具开型(模)时间较之要长。调节开始时可以略为长一点时间,然后再缩短,注意机器工作程序为先开型(模)后再开安全门,以防止未完全冷却的铸件喷溅伤人。 (3)顶出延时时间:在保证产品充分凝固成型且不粘模的前提下,尽量减短顶出延时时间,一般在0.5s以上。 (4)顶回延时时间:在保证能顺利地取出铸件的前提下尽量减短顶回延时时间,一般在0.5s 以上。 (5)储能时间:一般在2s 左右,在设定时操作机器作自动循环运动,观察储能时间结束时,压力是否能达到设定值,在能达到设定压力值的前提下尽量减短储能时间。 (6)顶针次数:根据型(模)具要求来设定顶针次数。 (7)压力参数设定在保证机器能正常工作,铸件产品质量能合乎要求的前提下,尽量减小工作压力。 选择、设定压射比压时应考虑如下因素: 1)压铸件结构特性决定压力参数的设定。 ①壁厚:薄壁件,压射比压可选高些;厚壁件,增压比压可选高些。 ②铸件几何形状复杂程度:形状复杂件,选择高的比压;形状简单件,比压低些。 ③工艺合理性:工艺合理性好,比压低些。
印染的工艺流程
1) 原布准备: 原布准备包括原布检验、翻布(分批、分箱、打印)与缝头。原布检验的目的就是检查坯布质量,发现问题能及时加以解决。检验内容包括物理指标与外观疵点两项。前者包括原布的长度、幅度、重量、经纬纱线密度与密度、强力等,后者如纺疵、织疵、各种班渍及破损等。通常抽查总量的10%左右。原布检验后,必须将原布分批、分箱,并在布头上打印,标明品种、加工工艺、批号、箱号、发布日期与翻布人代号,以便于管理。为了确保连续成批的加工,必须将原布加以缝接。 2) 烧毛: 烧毛的目的在于烧去布面上的绒毛,使布面光洁美观,并防止在染色、印花时因绒毛存在而产生染色不匀及印花疵病。织物烧毛就是将织物平幅快速通过高温火焰,或擦过赤热的金属表面,这时布面上存在的绒毛很快升温,并发生燃烧,而布身比较紧密,升温较慢,在未升到着火点时,即已离开了火焰或赤热的金属表面,从而达到烧去绒毛,又不操作织物的目的。 3) 退浆: 纺织厂为了顺利的织布,往往对经纱上浆以提高强力与耐磨性。坯布上的浆料即影响织物的吸水性能,还影响染整产品的质量,且会增加染化药品的消耗,故在煮练前应先去除浆料,这个过程叫退浆。棉织物上的浆料可采用碱退浆、酶退浆、酸退浆与氧化剂退浆等方法,将其从织物上退除。碱退浆使浆料膨化,与纤维粘着力下降,经水洗从织物上退除。酶、酸、氧化剂使淀粉降解,在水中溶解度增大,经水洗退除。由于酸、氧化剂对棉纤损伤大,很少单独使用,常与酶退浆、
碱退浆联合使用 4) 煮练: 棉纤维生长时,有天然杂质(果胶质、蜡状物质、含氮物质等)一起伴生。棉织物经退浆后,大部分浆料及部分天然杂质已被去除,但还有少量的浆料以及大部分天然杂质还残留在织物上。这些杂质的存在,使绵织布的布面较黄,渗透性差。同时,由于有棉籽壳的存在,大大影响了棉布的外观质量。故需要将织物在高温的浓碱液中进行较长时间的煮练,以去除残留杂质。煮练就是利用烧碱与其她煮练助剂与果胶质、蜡状物质、含氮物质、棉籽壳发生化学降解反应或乳化作用、膨化作用等,经水洗后使杂质从织物上退除 5) 漂白: 棉织物经煮练后,由于纤维上还有天然色素存在,其外观不够洁白,用以染色或印花,会影响色泽的鲜艳度。漂白的目的就在于去除色素,赋于织物必要的与稳定的白度,而纤维本身则不受显著的损伤。棉织物常用的漂白方法有次氮酸钠法、双氧水法与亚氯酸钠法。次氯酸钠漂白的漂液PH值为10左右,在常温下进行,设备简单,操作方便、成本低,但对织物强度损伤大,白度较低。双氧水漂白的漂液PH值为10,在高温下进行漂白,漂白织物白度高而稳定,手感好,还能去除浆料及天然杂质。缺点就是对设备要求高,成本较高。在适当条件下,与烧碱联合,能使退浆、煮练、漂白一次完成。亚氯酸钠漂白的漂液PH值为4~4、5,在高温下进行,具有白度好,对纤维损伤小的优点,但漂白时易产生有毒气体,污染环境,腐蚀设备,设备需要特殊的金属材料制成,故在应用上受到一定限制。次氯酸钠与亚氯酸钠漂白后都要进行脱氯,
排水管道施工工艺流程图
排水管道施工工艺流程图 施工方案审批监理工程师检查 测量放线测量复核 沟槽开挖 平基混凝土浇筑混凝土强度检验 下管、稳管 管座混凝土浇筑混凝土强度检验抹带 养护 沟槽回填检测压实度
⑴测量放线 由专业测量人员会同勘测单位进行测量控制及 水准点的交桩手续,接桩后及时组织测量人员对水 准点及导线点进行复测,并引测道路中心、雨污水 管线中心,引测临时水准点。 ⑵沟槽开挖 根据实际土质情况和开槽深度,采取坡度1:1沟槽放坡,具体施工时,再结合实际土质情况予以 调整。以保证安全的工作面宽度和边坡坡度。 ⑶验槽 首段土方挖至设计标高后,应及时通知设计、 监理、建设单位共同验槽,验收合格后方可进行下 道工序。其余各段沟槽,开挖至设计高程时,均应 请监理验收并进行隐蔽工程签认。 ⑷管基施工 开挖完成并报监理验槽合格后,重新放线定位,采用全站仪控制管道中心线;用水准仪直接架在沟 底测量,每5米一个测站,控制高程,浇筑10cm厚C15混凝土垫层。 ⑸下管、安管
①钢筋混凝土平口管 养护待管基强度满要求后,用白灰撒放管道中线进行管道安装。采用吊车安装并设专人指挥。测量 人员跟班作业,负责控制管道中线及高程;校正、 稳固管道采用预制砼垫块 排水管管口伸入井室30mm,管顶砖砌圈加固,以减少管顶压力。采用20号10×10钢丝网、2.5cm 厚1:2.5水泥砂浆抹带,插入管基深10~15cm,在抹带施工前,将抹带宽度内管外壁凿毛、刷净、润湿。浇筑C15混凝土管座。待混凝土强度达到要求 时即可回填。 (6)回填 沟槽内砖、石、木块等杂物清除干净,沟槽内不 得有积水,保持降排水系统正常运行,不得带水回填。回填从管道两侧平衡进行,回填土分层夯实(每层20cm),回填土最小压实度(轻型击实标准):路槽底50cm范围内最小压实度98%,路槽底50-150cm 范围内最小压实度95%,150cm范围内最小压实度90%。回填时每压实层进行密实度取样,经检验合格 再进行上层回填。
印染的工艺流程教学提纲
印染的工艺流程
1) 原布准备:原布准备包括原布检验、翻布(分批、分箱、打印)和缝头。原布检验的目的是检查坯布质量,发现问题能及时加以解决。检验内容包括物理指标和外观疵点两项。前者包括原布的长度、幅度、重量、经纬纱线密度和密度、强力等,后者如纺疵、织疵、各种班渍及破损等。通常抽查总量的10%左右。原布检验后,必须将原布分批、分箱,并在布头上打印,标明品种、加工工艺、批号、箱号、发布日期和翻布人代号,以便于管理。为了确保连续成批的加工,必须将原布加以缝接。 2) 烧毛:烧毛的目的在于烧去布面上的绒毛,使布面光洁美观,并防止在染色、印花时因绒毛存在而产生染色不匀及印花疵病。织物烧毛是将织物平幅快速通过高温火焰,或擦过赤热的金属表面,这时布面上存在的绒毛很快升温,并发生燃烧,而布身比较紧密,升温较慢,在未升到着火点时,即已离开了火焰或赤热的金属表面,从而达到烧去绒毛,又不操作织物的目的。 3) 退浆:纺织厂为了顺利的织布,往往对经纱上浆以提高强力和耐磨性。坯布上的浆料即影响织物的吸水性能,还影响染整产品的质量,且会增加染化药品的消耗,故在煮练前应先去除浆料,这个过程叫退浆。棉织物上的浆料可采用碱退浆、酶退浆、酸退浆和氧化剂退浆等方法,将其从织物上退除。碱退浆使浆料膨化,与纤维粘着力下降,经水洗从织物上退除。酶、酸、氧化剂使淀粉降解,在水中溶解度增大,经水洗退除。由于酸、氧化剂对棉纤损伤大,很少单独使用,常与酶退浆、碱退浆联合使用
4) 煮练:棉纤维生长时,有天然杂质(果胶质、蜡状物质、含氮物质等)一起伴生。棉织物经退浆后,大部分浆料及部分天然杂质已被去除,但还有少量的浆料以及大部分天然杂质还残留在织物上。这些杂质的存在,使绵织布的布面较黄,渗透性差。同时,由于有棉籽壳的存在,大大影响了棉布的外观质量。故需要将织物在高温的浓碱液中进行较长时间的煮练,以去除残留杂质。煮练是利用烧碱和其他煮练助剂与果胶质、蜡状物质、含氮物质、棉籽壳发生化学降解反应或乳化作用、膨化作用等,经水洗后使杂质从织物上退除 5) 漂白:棉织物经煮练后,由于纤维上还有天然色素存在,其外观不够洁白,用以染色或印花,会影响色泽的鲜艳度。漂白的目的就在于去除色素,赋于织物必要的和稳定的白度,而纤维本身则不受显著的损伤。棉织物常用的漂白方法有次氮酸钠法、双氧水法和亚氯酸钠法。次氯酸钠漂白的漂液PH值为10左右,在常温下进行,设备简单,操作方便、成本低,但对织物强度损伤大,白度较低。双氧水漂白的漂液PH值为10,在高温下进行漂白,漂白织物白度高而稳定,手感好,还能去除浆料及天然杂质。缺点是对设备要求高,成本较高。在适当条件下,与烧碱联合,能使退浆、煮练、漂白一次完成。亚氯酸钠漂白的漂液PH值为4~4.5,在高温下进行,具有白度好,对纤维损伤小的优点,但漂白时易产生有毒气体,污染环境,腐蚀设备,设备需要特殊的金属材料制成,故在应
离子注入和快速退火工艺处理
离子注入和快速退火工艺 离子注入是一种将带电的且具有能量的粒子注入衬底硅的过程。注入能量介于1keV到1MeV之间,注入深度平均可达10nm~10um,离子剂量变动范围从用于阈值电压调整的1012/cm3到形成绝缘层的1018/cm3。相对于扩散工艺,离子注入的主要好处在于能更准确地控制杂质掺杂、可重复性和较低的工艺温度。 高能的离子由于与衬底中电子和原子核的碰撞而失去能量,最后停在晶格内某一深度。平均深度由于调整加速能量来控制。杂质剂量可由注入时监控离子电流来控制。主要副作用是离子碰撞引起的半导体晶格断裂或损伤。因此,后续的退化处理用来去除这些损伤。 1 离子分布 一个离子在停止前所经过的总距离,称为射程R。此距离在入射轴方向上的
投影称为投影射程Rp。投影射程的统计涨落称为投影偏差σp。沿着入射轴的垂直的方向上亦有一统计涨落,称为横向偏差σ┷。 下图显示了离子分布,沿着入射轴所注入的杂质分布可以用一个高斯分布函数来近似: S为单位面积的离子注入剂量,此式等同于恒定掺杂总量扩散关系式。沿x 轴移动了一个Rp。回忆公式: 对于扩散,最大浓度为x=0;对于离子注入,位于Rp处。在(x-Rp)=±σp处,离子浓度比其峰值降低了40%。在±2σp处则将为10%。在±3σp处为1%。在±4σp处将为0.001%。沿着垂直于入射轴的方向上,其分布亦为高斯分布,可用: 表示。因为这种形式的分布也会参数某些横向注入。 2 离子中止 使荷能离子进入半导体衬底后静止有两种机制。 一是离子能量传给衬底原子核,是入射离子偏转,也使原子核从格点移出。设E是离子位于其运动路径上某点x处的能量,定义核原子中止能力:
印刷机工艺参数的调节与影响
印刷机工艺参数的调节与影响1.刮刀的夹角 刮刀的夹角H11A3SD影响到刮刀对焊锡膏垂直方向力的大小,夹角越小,其垂直方向的分力Fy越大,通过改变刮刀角度可以改变所产生的压力。刮刀角度如果大于80。,则焊锡膏只能保特原状前 进而不滚动,此时Fy几乎没有垂直方向的分力,焊锡膏便不入印刷模板窗开口。刮刀角度的最佳设定应在45。~60。范围内进行,此时焊锡膏具有良好的滚动性。 2.刮刀的速度 刮刀速度变快时,焊锡膏所受的力会变大。考虑到焊锡膏压入窗口的实际情况,即焊锡膏压入的时间反而变短,如果刮速度过快,焊锡膏不能滚动而仅在印刷模板上滑动。因为锡膏流进窗口需要时间,这一点在印刷细间距QFP图形时能明显感觉到,当刮刀沿QFP -侧 运行时垂直于刮刀的焊盘上焊锡膏图形比另一侧要饱满,故有的印刷机具有刮刀旋转45。的功能,以保证细间距QFP印刷时圆面焊锡膏量均匀。最大的印刷速度应保证FQFP焊盘焊锡膏印刷纵横方向均匀、饱满,通常当刮刀速度控制在20~40mm/s时,板刷效果较好。 3.刮刀的压力 焊锡膏在滚动时,会对刮刀装置有垂直平衡,通常施加一个正压力,即通常所说的印刷压力,印刷压力不足时会引起焊锡膏刮不干净,如果印压过大时又会导致模板背后的渗漏,故一般把刮刀的压力设定在5~12N/25mm之间。理想的刮刀速度与压力应该以正好把焊锡
膏从钢板表面刮干净为准。 4.刮刀宽度 如果刮刀相对于PCB过宽,那么就需要更大的压力、更多的焊锡膏参与其工作,因而会造成锡膏的浪费。一般刮刀的宽度为PCB长度(印刷方向)加上50mm左右为最佳,并要保证刮刀头落在金属模板上。 5.印刷间隙 通常保持PCB与模板零距离(早期也要求控制在0~0.5mm但有FQFP时应为零距离),部分印刷机器还要求PCB平面稍高于模板的平面,调节后模板的金属模板微微被向上撑起,但此撑起的高度不应过大,否则会引起模板损坏,从刮刀运行动作上看,刮刀在模板运行自如,既要求刮刀所到之处焊锡膏全部刮走,不留多余的锡膏,同时刮刀不应在模板留下划痕。 6.分离速度 锡膏印刷后,钢板离开PCB 的瞵时速度是关系到印刷质量 的参数,其调节能力也是体现 印刷机质量好坏的参数,在精 密印刷中尤为重要。早期印刷 机的恒速分离,先进的印刷机其钢板离开锡膏图形时有一个微小的停留过程,以保证获取最佳的印刷图形,如图9.31所示.
染整工艺流程
第1章染整工艺流程 整工艺流程 染整工艺流程的选择,主要是根据织物的品种、规格、成品要求等,可分为练漂、染色、印花、整理等. 2.1练漂 天然纤维都含有杂质,在纺织加工过程中又加入了各浆料、油剂和沾染的污物等,这些杂质的存在,既妨碍染整加工的顺利进行,也影响织物的服用性能。练漂的目的是应用化学和物理机械作用,除去织物上的杂质,使织物洁白、柔软,具有良好的渗透性能,以满足服用要求,并为染色、印花、整理提供合格的半制品.纯棉织物练漂加工的主要过程有:原布准备、烧毛、退浆、煮练、漂白、丝光。 2.1.1原布准备 原布准备包括原布检验、翻布(分批、分箱、打印)和缝头。原布检验的目的是检查坯布质量,发现问题能及时加以解决。检验内容包括物理指标和外观疵点两项。前者包括原布的长度、幅度、重量、经纬纱线密度和密度、强力等,后者如纺疵、织疵、各种班渍及破损等。通常抽查总量的10%左右。原布检验后,必须将原布分批、分箱,并在布头上打印,标明品种、加工工艺、批号、箱号、发布日期和翻布人代号,以便于管理.为了确保连续成批的加工,必须将原布加以缝接。 2。1.2烧毛 烧毛的目的在于烧去布面上的绒毛,使布面光洁美观,并防止在染色、印花时因绒毛存在而产生染色不匀及印花疵病。织物烧毛是将织物平幅快速通过高温火焰,或擦过赤热的金属表面,这时布面上存在的绒毛很快升温,并发生燃烧,而布身比较紧密,升温较慢,在未升到
着火点时,即已离开了火焰或赤热的金属表面,从而达到烧去绒毛,又不操作织物的目的。 2。1.3退浆 纺织厂为了顺利的织布,往往对经纱上浆以提高强力和耐磨性。坯布上的浆料即影响织物的吸水性能,还影响染整产品的质量,且会增加染化药品的消耗,故在煮练前应先去除浆料,这个过程叫退浆。棉织物上的浆料可采用碱退浆、酶退浆、酸退浆和氧化剂退浆等方法,将其从织物上退除。碱退浆使浆料膨化,与纤维粘着力下降,经水洗从织物上退除。酶、酸、氧化剂使淀粉降解,在水中溶解度增大,经水洗退除。由于酸、氧化剂对棉纤损伤大,很少单独使用,常与酶退浆、碱退浆联合使用。 2.1。4煮练 棉纤维生长时,有天然杂质(果胶、蜡质、棉籽壳、含氮物质等)一起伴生。棉织物经退浆后,大部分浆料及部分天然杂质已被去除,但还有少量的浆料以及大部分天然杂质还残留在织物上。这些杂质的存在,使绵织布的布面较黄,渗透性差。同时,由于有棉籽壳的存在,大大影响了棉布的外观质量。故需要将织物在高温的浓碱液中进行较长时间的煮练,以去除残留杂质.煮练是利用烧碱和其他煮练助剂与果胶质、蜡状物质、含氮物质、棉籽壳发生化学降解反应或乳化作用、膨化作用等,经水洗后使杂质从织物上退除。 2.1.5漂白 棉织物经煮练后,由于纤维上还有天然色素存在,其外观不够洁白,用以染色或印花,会影响色泽的鲜艳度.漂白的目的就在于去除色素,赋于织物必要的和稳定的白度,而纤维本身则不受显著的损伤.棉织物常用的漂白方法有次氯酸钠法、双氧水法和亚氯酸钠法.次氯酸钠漂白的漂液PH值为10左右,在常温下进行,设备简单,操作方便、成本低,但对织物强度损伤大,白度较低。双氧水漂白的漂液PH值为10,在高温下进行漂白,漂白织物白度高而稳定,手感好,还能去除浆料及天然杂质。缺点是对设备要求高,成本较高。在适当条件下,与烧碱联合,能使退浆、煮练、漂白一次完成。亚氯酸钠漂白的漂液PH值为4~4.5,在高温下进行,具有白度好,对纤维损伤小的优点,但漂白时易产生有毒气体,污染环境,腐蚀设备,设备需要特殊的金属材料制成,故在应用上受到一定限制。次氯酸钠和亚氯酸钠漂白后都要进行脱氯,以防织物在存在过程中因残氯存在而受损。
印刷机工艺参数调整方法
印刷机工艺参数调整方法 The Standardization Office was revised on the afternoon of December 13, 2020
印刷机工艺参数调整方法 印刷的工作原理 ? 丝网印刷原理:控制流体的运动。 ? 印刷前,丝网上的浆料因粘度较大不会自行流动而漏过丝网。 ? 印刷时,刮刀把浆料压入网孔,在刮板及丝网的作用下,浆料受到切应力而粘度迅速下降,并滚动运动,在滚动压力的作用下流过 网孔,从而与硅片接触,在丝网回弹过程中附着到硅片上。 印刷相关参数的作用 ? 印刷压力:用于在印刷时提供给刮刀垂直力,以保证在印刷过程中能把浆料刮干净 ? 印刷间距:保证网板与硅片之间有一定的距离,保证在印刷后网板的回弹。 ? 印刷速度:印刷速度决定了整线的产量,但也不能过快。因为浆料在印刷时会滚动运动并产生两种力,一个反作用力和一个朝网板&朝刮刀的上下力,速度越大,力越大;从而浆料刮到硅片的量也会加大。 网板张力 ? 网板的张力对印刷的质量有很大的影响(如刮不干净浆料,碎片) ? 网板的张力在新的时候最大,随着印刷次数的增加,网板张力程线性下降 ? 随着网板张力的下降,在不改变其它印刷参数的情况下,最明显的就是刮不干净浆料。在加大压力后能把浆料收干净,但因为网板张力减小,加大的印刷压力就可能全部加到硅片上,从而导致碎片或隐裂。 印刷过程中碎片产生的原因 ? 硅片在印刷的过程中受到压力过大,从而造成碎片(试想如果没外加压力,硅片在印刷台面是不会碎的) ? 网板张力改变时,未改变间距,只加大压力,硅片可能因为承受压力过大而碎片 ? 前段刮刀胶条不平,造成硅片背极不平,在印刷栅线时碎片 ? 台面不平(或不干净),清理网版与台面上的杂物,更换台面纸.
印染的工艺流程
印染的工艺流程 Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998
1) 原布准备:原布准备包括原布检验、翻布(分批、分箱、打印)和缝头。原布检验的目的是检查坯布质量,发现问题能及时加以解决。检验内容包括物理指标和外观疵点两项。前者包括原布的长度、幅度、重量、经纬纱线密度和密度、强力等,后者如纺疵、织疵、各种班渍及破损等。通常抽查总量的10%左右。原布检验后,必须将原布分批、分箱,并在布头上打印,标明品种、加工工艺、批号、箱号、发布日期和翻布人代号,以便于管理。为了确保连续成批的加工,必须将原布加以缝接。 2) 烧毛:烧毛的目的在于烧去布面上的绒毛,使布面光洁美观,并防止在染色、印花时因绒毛存在而产生染色不匀及印花疵病。织物烧毛是将织物平幅快速通过高温火焰,或擦过赤热的金属表面,这时布面上存在的绒毛很快升温,并发生燃烧,而布身比较紧密,升温较慢,在未升到着火点时,即已离开了火焰或赤热的金属表面,从而达到烧去绒毛,又不操作织物的目的。 3) 退浆:纺织厂为了顺利的织布,往往对经纱上浆以提高强力和耐磨性。坯布上的浆料即影响织物的吸水性能,还影响染整产品的质量,且会增加染化药品的消耗,故在煮练前应先去除浆料,这个过程叫退浆。棉织物上的浆料可采用碱退浆、酶退浆、酸退浆和氧化剂退浆等方法,将其从织物上退除。碱退浆使浆料膨化,与纤维粘着力下降,经水洗从织物上退除。酶、酸、氧化剂使淀粉降解,在水中溶解度增大,经水洗退除。由于酸、氧化剂对棉纤损伤大,很少单独使用,常与酶退浆、碱退浆联合使用
4)煮练:棉纤维生长时,有天然杂质(果胶质、蜡状物质、含氮物质等)一起伴生。棉织物经退浆后,大部分浆料及部分天然杂质已被去除,但还有少量的浆料以及大部分天然杂质还残留在织物上。这些杂质的存在,使绵织布的布面较黄,渗透性差。同时,由于有棉籽壳的存在,大大影响了棉布的外观质量。故需要将织物在高温的浓碱液中进行较长时间的煮练,以去除残留杂质。煮练是利用烧碱和其他煮练助剂与果胶质、蜡状物质、含氮物质、棉籽壳发生化学降解反应或乳化作用、膨化作用等,经水洗后使杂质从织物上退除 5)漂白:棉织物经煮练后,由于纤维上还有天然色素存在,其外观不够洁白,用以染色或印花,会影响色泽的鲜艳度。漂白的目的就在于去除色素,赋于织物必要的和稳定的白度,而纤维本身则不受显着的损伤。棉织物常用的漂白方法有次氮酸钠法、双氧水法和亚氯酸钠法。次氯酸钠漂白的漂液PH值为10左右,在常温下进行,设备简单,操作方便、成本低,但对织物强度损伤大,白度较低。双氧水漂白的漂液PH值为10,在高温下进行漂白,漂白织物白度高而稳定,手感好,还能去除浆料及天然杂质。缺点是对设备要求高,成本较高。在适当条件下,与烧碱联合,能使退浆、煮练、漂白一次完成。亚氯酸钠漂白的漂液PH值为4~,在高温下进行,具有白度好,对纤维损伤小的优点,但漂白时易产生有毒气体,污染环境,腐蚀设备,设备需要特殊的金属材料制成,故在应用上受到
管道工艺流程图画法
工艺流程图和管道及仪表流程图的绘制方法
1总则 1.1 目的 为了规范工艺流程图设计的内容及表示方法,提高设计质量,特编制本标准。 1.2 范围 1.2.1 本标准规定了工艺流程图的绘制方法﹑详细设计(施工图设计)阶段的管道及仪表流程图﹑基础设计(初步设计)阶段的工艺管道及仪表流程图﹑外来流程图的编制﹑计算机辅助设计规定等要求。 1.2.2 本标准适用于北京机电院高技术股份有限公司焚烧处理装置的“工艺流程图”(PFD)和“管道及仪表流程图”(PID)设计。对于有特殊要求的项目,须结合具体情况,灵活运用。 1.3 引用标准 编制本标准时,借鉴下列标准和相关资料。 HG 20557~20559 《化工装置工艺系统工程设计规定》 HG/T 20646.1 《化工装置管道材料设计内容和深度规定》 HG/T 20646.2 《化工装置管道材料设计工程规定》 HG/T 20646.3 《化工装置管道材料控制专业技术管理规定》 HG/T 20646.4 《化工装置管道材料控制专业提出的设计条件》 HG/T 20646.5 《化工装置管道材料设计技术规定》 HGT 20679 《化工设备、管道外防腐设计规定》 HG/T 20645 化工装置管道机械设计工程规定 GB/T 4272 《设备和管道保温技术通则》
GB/T 8175 《设备和管道保温技术导则》 GB/T 11790 《设备和管道保冷技术通则》 GBJ 126 《工业设备及管道绝热工程施工及验收规范》GB 50253 《工业管道施工及验收规范》 GB 50264 《工业设备及管道绝热工程设计规范》 2 工艺流程图的绘制方法 工艺流程图的图例见附录A 流程图代号规定。 2.1 接受条件和来源 a) 设计开工报告;(设计主责) b)工程设计基础资料;(设计主责) c)材料备忘录;(设计主责) d)工艺设备表或工艺发表的文件;(设计主责) e)用户的规定和说明;(用户文件) f)设备数据表和图;(设备设计者) g)机泵数据表;(设计主责) h)操作要求;(设计主责) i)工艺控制图或工艺控制要求;(控制主责) j)设备布置图;(设计主责) 2.2 名称 定名为工艺流程图(简称PFD)。 2.3 图纸规格
印染的工艺流程
1) 原布准备:原布准备包括原布检验、翻布(分批、分箱、打印)和缝头。原布检验的目的是检查坯布质量,发现问题能及时加以解决。检验内容包括物理指标和外观疵点两项。前者包括原布的长度、幅度、重量、经纬纱线密度和密度、强力等,后者如纺疵、织疵、各种班渍及破损等。通常抽查总量的10%左右。原布检验后,必须将原布分批、分箱,并在布头上打印,标明品种、加工工艺、批号、箱号、发布日期和翻布人代号,以便于管理。为了确保连续成批的加工,必须将原布加以缝接。 2) 烧毛:烧毛的目的在于烧去布面上的绒毛,使布面光洁美观,并防止在染色、印花时因绒毛存在而产生染色不匀及印花疵病。织物烧毛是将织物平幅快速通过高温火焰,或擦过赤热的金属表面,这时布面上存在的绒毛很快升温,并发生燃烧,而布身比较紧密,升温较慢,在未升到着火点时,即已离开了火焰或赤热的金属表面,从而达到烧去绒毛,又不操作织物的目的。 3) 退浆:纺织厂为了顺利的织布,往往对经纱上浆以提高强力和耐磨性。坯布上的浆料即影响织物的吸水性能,还影响染整产品的质量,且会增加染化药品的消耗,故在煮练前应先去除浆料,这个过程叫退浆。棉织物上的浆料可采用碱退浆、酶退浆、酸退浆和氧化剂退浆等方法,将其从织物上退除。碱退浆使浆料膨化,与纤维粘着力下降,经水洗从织物上退除。酶、酸、氧化剂使淀粉降解,在水中溶解度增大,经水洗退除。由于酸、氧化剂对棉纤损伤大,很少单独使用,常与酶退浆、碱退浆联合使用
4) 煮练:棉纤维生长时,有天然杂质(果胶质、蜡状物质、含氮物质等)一起伴生。棉织物经退浆后,大部分浆料及部分天然杂质已被去除,但还有少量的浆料以及大部分天然杂质还残留在织物上。这些杂质的存在,使绵织布的布面较黄,渗透性差。同时,由于有棉籽壳的存在,大大影响了棉布的外观质量。故需要将织物在高温的浓碱液中进行较长时间的煮练,以去除残留杂质。煮练是利用烧碱和其他煮练助剂与果胶质、蜡状物质、含氮物质、棉籽壳发生化学降解反应或乳化作用、膨化作用等,经水洗后使杂质从织物上退除 5) 漂白:棉织物经煮练后,由于纤维上还有天然色素存在,其外观不够洁白,用以染色或印花,会影响色泽的鲜艳度。漂白的目的就在于去除色素,赋于织物必要的和稳定的白度,而纤维本身则不受显著的损伤。棉织物常用的漂白方法有次氮酸钠法、双氧水法和亚氯酸钠法。次氯酸钠漂白的漂液PH值为10左右,在常温下进行,设备简单,操作方便、成本低,但对织物强度损伤大,白度较低。双氧水漂白的漂液PH值为10,在高温下进行漂白,漂白织物白度高而稳定,手感好,还能去除浆料及天然杂质。缺点是对设备要求高,成本较高。在适当条件下,与烧碱联合,能使退浆、煮练、漂白一次完成。亚氯酸钠漂白的漂液PH值为4~4.5,在高温下进行,具有白度好,对纤维损伤小的优点,但漂白时易产生有毒气体,污染环境,腐蚀设备,设备需要特殊的金属材料制成,故在应用上受到一定限制。次氯酸钠和亚氯酸钠漂白后都要进行脱氯,以防织物在存在过程中因残氯存在而受损
印刷机工艺参数调整方法(精)
印刷机工艺参数调整方法 印刷的工作原理 ? 丝网印刷原理:控制流体的运动。 ? 印刷前,丝网上的浆料因粘度较大不会自行流动而漏过丝网。 ? 印刷时, 刮刀把浆料压入网孔, 在刮板及丝网的作用下, 浆料受到切应力而粘度迅速下降,并滚动运动,在滚动压力的作用下流过 网孔,从而与硅片接触,在丝网回弹过程中附着到硅片上。 印刷相关参数的作用 ? 印刷压力:用于在印刷时提供给刮刀垂直力, 以保证在印刷过程中能把浆料刮干净 ? 印刷间距:保证网板与硅片之间有一定的距离,保证在印刷后网板的回弹。 ? 印刷速度:印刷速度决定了整线的产量, 但也不能过快。因为浆料在印刷时会滚动运动并产生两种力, 一个反作用力和一个朝网板&朝刮刀的上下力, 速度越大,力越大;从而浆料刮到硅片的量也会加大。 网板张力 ? 网板的张力对印刷的质量有很大的影响(如刮不干净浆料,碎片 ? 网板的张力在新的时候最大,随着印刷次数的增加,网板张力程线性下降 ? 随着网板张力的下降, 在不改变其它印刷参数的情况下, 最明显的就是刮不干净浆料。在加大压力后能把浆料收干净, 但因为网板张力减小, 加大的印刷压力就可能全部加到硅片上,从而导致碎片或隐裂。 印刷过程中碎片产生的原因
? 硅片在印刷的过程中受到压力过大, 从而造成碎片 (试想如果没外加压力, 硅片在印刷台面是不会碎的 ? 网板张力改变时, 未改变间距, 只加大压力, 硅片可能因为承受压力过大而碎片 ? 前段刮刀胶条不平,造成硅片背极不平,在印刷栅线时碎片 ? 台面不平(或不干净 , 清理网版与台面上的杂物 , 更换台面纸 . 印刷参数 ? Pressure (印刷压力 Snap-Off (印刷间距 Printing Speed (印刷速度 Down-Stop Position (印刷时刮刀下降高度 参数相互关系 ? 压力与间距:压力越大时,间距也大;因为压力大时,刮刀与网板接触的地方凸出来也多,间距小的话,硅片承受的压力加大,碎片的概率会加大。两个参数当中的一个改变 , 另外一个不改 , 就可能加大硅片碎的可能性或影响印刷质量 ? 印刷速度影响到产能 , 同时也影响到印刷到硅片浆料的多少 参数的调整 ? 先把印刷速度改小,以方便在调试时能很好的观察(如印刷速度为 50mm/s。 ? 先设定印刷间距:印刷间距以浆料能很好的印刷到硅片为宜,无粘片和虚印。(推荐为:1500+300um ? 在间距定下后, 设定印刷压力。压力由小到大慢慢加, 加到在印刷时浆料能收干净为宜。
纯棉织物染整工艺流程
纯棉织物染整工艺流程 纯棉织物染整工艺流程的选择,主要是根据织物的品种、规格、成品要求等,可分为练漂、染色、印花、整理等。 1. 练漂 天然纤维都含有杂质,在纺织加工过程中又加入了各浆料、油剂和沾染的污物等,这些杂质的存在,既妨碍染整加工的顺利进行,也影响织物的服用性能。练漂的目的是应用化学和物理机械作用,除去织物上的杂质,使织物洁白、柔软,具有良好的渗透性能,以满足服用要求,并为染色、印花、整理提供合格的半制品。 纯棉织物练漂加工的主要过程有:原布准备、烧毛、退浆、煮练、漂白、丝光。 1) 原布准备: 原布准备包括原布检验、翻布(分批、分箱、打印)和缝头。原布检验的目的是检查坯布质量,发现问题能及时加以解决。检验内容包括物理指标和外观疵点两项。前者包括原布的长度、幅度、重量、经纬纱线密度和密度、强力等,后者如纺疵、织疵、各种班渍及破损等。通常抽查总量的10%左右。原布检验后,必须将原布分批、分箱,并在布头上打印,标明品种、加工工艺、批号、箱号、发布日期和翻布人代号,以便于管理。为了确保连续成批的加工,必须将原布加以缝接。 2)烧毛: 烧毛的目的在于烧去布面上的绒毛,使布面光洁美观,并防止在染色、印花时因绒毛存在而产生染色不匀及印花疵病。织物烧毛是将织物平幅快速通过高温火焰,或擦过赤热的金属表面,这时布面上存在的绒毛很快升温,并发生燃烧,而布身比较紧密,升温较慢,在未升到着火点时,即已离开了火焰或赤热的金属表面,从而达到烧去绒毛,又不操作织物的目的。 3)退浆: 纺织厂为了顺利的织布,往往对经纱上浆以提高强力和耐磨性。坯布上的浆料即影响织物的吸水性能,还影响染整产品的质量,且会增加染化药品的消耗,故在煮练前应先去除浆料,这个过程叫退浆。棉织物上的浆料可采用碱退浆、酶退浆、酸退浆和氧化剂退浆等方法,将其从织物上退除。碱退浆使浆料膨化,与纤维粘着力下降,经水洗从织物上退除。酶、酸、氧化剂使淀粉降解,在水中溶解度增大,经水洗退除。由于酸、氧化剂对棉纤损伤大,很少单独使用,常与酶退浆、碱退浆联合使用。 4)煮练:
管道施工工艺流程图
安全性 □对信息系统安全性的威胁 任一系统,不管它是手工的还是采用计算机的,都有其弱点。所以不但在信息系统这一级而且在计算中心这一级(如果适用,也包括远程设备)都要审定并提出安全性的问题。靠识别系统的弱点来减少侵犯安全性的危险,以及采取必要的预防措施来提供满意的安全水平,这是用户和信息服务管理部门可做得到的。 管理部门应该特别努力地去发现那些由计算机罪犯对计算中心和信息系统的安全所造成的威胁。白领阶层的犯罪行为是客观存在的,而且存在于某些最不可能被发觉的地方。这是老练的罪犯所从事的需要专门技术的犯罪行为,而且这种犯罪行为之多比我们想象的还要普遍。 多数公司所存在的犯罪行为是从来不会被发觉的。关于利用计算机进行犯罪的任何统计资料仅仅反映了那些公开报道的犯罪行为。系统开发审查、工作审查和应用审查都能用来使这种威胁减到最小。 □计算中心的安全性 计算中心在下列方面存在弱点: 1.硬件。如果硬件失效,则系统也就失效。硬件出现一定的故障是无法避免的,但是预防性维护和提供物质上的安全预防措施,来防止未经批准人员使用机器可使这种硬件失效的威胁减到最小。 2.软件。软件能够被修改,因而可能损害公司的利益。严密地控制软件和软件资料将减少任何越权修改软件的可能性。但是,信息服务管理人员必须认识到由内部工作人员进行修改软件的可能性。银行的程序员可能通过修改程序,从自己的帐户中取款时漏记帐或者把别的帐户中的少量存款存到自己的帐户上,这已经是众所周知的了。其它行业里的另外一些大胆的程序员同样会挖空心思去作案。 3.文件和数据库。公司数据库是信息资源管理的原始材料。在某些情况下,这些文件和数据库可以说是公司的命根子。例如,有多少公司能经受得起丢失他们的收帐文件呢?大多数机构都具有后备措施,这些后备措施可以保证,如果正在工作的公司数据库被破坏,则能重新激活该数据库,使其继续工作。某些文件具有一定的价值并能出售。例如,政治运动的损助者名单被认为是有价值的,所以它可能被偷走,而且以后还能被出售。 4.数据通信。只要存在数据通信网络,就会对信息系统的安全性造成威胁。有知识的罪犯可能从远处接通系统,并为个人的利益使用该系统。偷用一个精心设计的系统不是件容易的事,但存在这种可能性。目前已发现许多罪犯利用数据通信设备的系统去作案。 5.人员。用户和信息服务管理人员同样要更加注意那些租用灵敏的信息系统工作的人。某个非常无能的人也能像一个本来不诚实的人一样破坏系统。 □信息系统的安全性 信息系统的安全性可分为物质安全和逻辑安全。物质安全指的是硬件、设施、磁带、以及其它能够被利用、被盗窃或者可能被破坏的东西的安全。逻辑安全是嵌入在软件内部的。一旦有人使用系统,该软件只允许对系统进行特许存取和特许处理。 物质安全是通过门上加锁、采用防火保险箱、出入标记、警报系统以及其它的普通安全
棉纺织生产工艺流程
棉纺织生产工艺流程 清棉工序 1.主要任务: (1)开棉:将紧压的原棉松解成较小的棉块或棉束,以利混合、除杂作用的顺利进行; (2)清棉:清除原棉中的大部分杂质、疵点及不宜纺纱的短纤维。 (3)混棉:将不同成分的原棉进行充分而均匀地混和,以利棉纱质量的稳定。 (4)成卷:制成一定重量、长度、厚薄均匀、外形良好的棉卷。 2.主要机械的名称 (1)混棉机械: 自动抓包机,由于某种原因1-2只打手和抓棉小车组成,抓取平台上多包混合的原棉,用气流输送到前方,同时起开棉作用。 (2)棉箱机械: 棉箱除杂机(高效能棉箱,A006B等)继续混合,开松棉块,清除棉籽、籽棉等较大杂质,同时控制好原棉的输送量。 (3)43号棉箱(A092),开松小棉块,具有较好的均棉、松解作用。(4)打手机械: ①毫猪式开棉机(A036),进行较剧烈的开棉和除杂作用,清除破籽等中等杂质。②直立式开棉机具有剧烈的开棉和除杂作用,但易损伤纤维,产生棉结。目前清花在流程中一般都不采用(一般可作原料予以处理或统破籽处理之用)。③A035混开棉机,兼具棉箱机械和打手机械的性能,且有气流除杂
装置,有较好的混棉、开棉和除杂作用。④单程清棉机(A076等)对原棉继续进行开松、梳理,清除较细小的杂质,制成厚薄均匀、符合一定规格重量的棉卷。 梳棉工序(普梳) 1.主要任务 (1)分梳:将棉块分解成单纤维状态,改善纤维伸直平行状态。 (2)除杂:清除棉卷中的细小杂质及短绒。 (3)混合:使纤维进一步充分均匀混合。 (4)成条:制成符合要求的棉条。 2.主要机械名称和作用: (1)刺辊:齿尖对棉层起打击、松解作用,进行握持分梳,清除棉卷中杂质和短绒,并初步拉直纤维。 齿尖将纤维带走,并转移给锡林。 (2)锡林、盖板 ①将经过刺辊松解的纤维进行自由分流,使之成为单纤维状态,具有均匀混合作用。②除去纤维中残留的细小杂质和短绒。③制成质量较好的纤维层,转移给道夫。 (3)道夫: ①剥取锡林上的纤维,凝聚成较好的棉网。②通过压辊及圈条装置,制成均匀的棉条。
压铸机工艺参数的设定和调节方法(转载)
第四节工艺参数的设定和调节技能 压铸生产中机器工艺参数的设定和调节直接影响产品的质量。一个参数可能造成产品的多个缺陷,而同一产品的同一缺陷有可能与多个参数有关,要求在试压铸生产中要仔细分析工艺参数的变化对铸件成形的影响。压铸生产厂家通常由专人设定和调节机器参数。下面以力劲机械厂有限公司生产的DCC280卧式冷室压铸机为例,说明压铸生产中主要工艺参数的设定和调节技能。 一、主要工艺参数的设定技能 DCC280卧式冷室压铸机设定的内容及方法如下: (1)射料时间:射料时间大小与铸件壁厚成正比,对于铸件质量较大、压射一速速度较慢且所需时间较长时,射料时间可适当加大,一般在2S以上。射料二速冲头运动的时间等于填充时间。 (2)开型(模)时间:开型(模)时间一般在2S以上。压铸件较厚比较薄的开型(模)时间较之要长,结构复杂的型(模)具比结构简单的型(模)具开型(模)时间较之要长。调节开始时可以略为长一点时间,然后再缩短,注意机器工作程序为先开型(模)后再开安全门,以防止未完全冷却的铸件喷溅伤人。 (3)顶出延时时间:在保证产品充分凝固成型且不粘模的前提下,尽量减短顶出延时时间,一般在0.5S以上。 (4)顶回延时时间:在保证能顺利地取出铸件的前提下尽量减短顶回延时时间,一般在0.5S以上。 (5)储能时间:一般在2S左右,在设定时操作机器作自动循环运动,观察储能时间结束时,压力是否能达到设定值,在能达到设定压力值的前提下尽量减短储能时间。 (6)顶针次数:根据型(模)具要求来设定顶针次数。 (7)压力参数设定 在保证机器能正常工作,铸件产品质量能合乎要求的前提下,尽量减小工作压力。选择、设定压射比压时应考虑如下因素: 1)压铸件结构特性决定压力参数的设定。 ①壁厚:薄壁件,压射比压可选高些;厚壁件,增压比压可选高些。 ②铸件几何形状复杂程度:形状复杂件,选择高的比压;形状简单件,比压低些。 ③工艺合理性:工艺合理性好,比压低些。 2)压铸合金的特性决定压力参数的设定 ①结晶温度范围:结晶温度范围大,选择高比压;结晶温度范围小,比压低些。 ②流动性:流动性好,选择较低压射比压;流动性差,压射比压高些。 ③密度:密度大,压射比压、增压比压均应大;密度小,压射比压、增压比压均选小些。 ④比强度:要求比强度大,增压比压高些。 3)浇注系统决定压力参数的设定 ①浇道阻力:浇道阻力大,主要是由于浇道长、转向多,在同样截面积下、内浇口厚度小产生的,增压比压应选择大些。 ②浇道散热速度:散热速度快,压射比压高些;散热速度慢,压射比压低些。 4)排溢系统决定压力参数的设置 ①排气道分布:排气道分布合理,压射比压、增压比压均选高些。 ②排气道截面积:排气道截面积足够大,压射比压选高些。 5)内浇口速度 要求速度高,压射比压选高些。 (⑥温度 合金与压铸型(模):温差大,压射比压高些;温差小,压射比压低些。 8)压射速度的设定
去应力和完全退火工艺
去应力和完全退火工艺-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
钢的退火工艺完全退火去应力退火工艺曲线及操作规程 退火是将钢材或各种金属机械零件加热到适当温度,保温一段时间,然后缓慢冷却,可以获得接近平衡状态组织的热处理工艺。在机械制造行业,退火通常作为工件制造加工过程中的预备热处理工序。 一. 完全退火 完全退火是将钢件或各种机械零件加热到临界点Ac3以上的适当温度、在炉内保温缓慢逐渐冷却的工艺方法。其目的是为了细化组织、降低硬度、改善机械切削加工性能及去除内应力。 完全退火适用于中碳钢和中碳合金钢的铸钢件、焊接件、轧制件等。 完全退火工艺曲线见图1.1。 1. 工件装炉:一般中、小件均可直接装入退火温度的炉内,亦可低温装炉,随炉升温。 2. 保温时间:保温时间是指从炉子仪表到达规定退火加热温度开始计算至工件在炉内停止加热开始降温时的全部时间。工件堆装时,主要根据装炉情况估定,一般取2~3h。 3. 工件冷却:保温完成后,一般停电(火),停止加热,关闭炉门逐渐缓冷至500℃即可出炉空冷。对某些合金元素含量较高、按上述方式冷却后硬度仍然偏高的工件,可采用等温冷却方法,即在650℃附近保温2~4h后再炉冷至500℃。 二. 去应力退火 去应力退火是将工件加热到Ac1以下的适当温度,保温一定时间后逐渐缓慢冷却的工艺方法。其目的是为了去除由于机械加工、变形加工、铸造、锻造、热处理以及焊接后等产生的残余应力。 1. 去应力退火工艺曲线见图1-3。
2. 不同的工件去应力退火工艺参数见表C。 3. 去应力退火的温度,一般应比最后一次回火温度低20~30℃,以免降低硬度及力学性能。 4. 对薄壁工件、易变形的焊接件,退火温度应低于下限。 5. 低温时效用于工件的半加工之后(如粗加工或第一次精加工之后),一般采用较低的温度。 表C 去应力退火工艺及低温时效工艺 类别加热速度加热温 度 保温时 间/h 冷却时间 焊接件 ≤300℃装炉 ≤100~150℃/h 500- 550 2-4炉冷至300℃出炉空冷 消除加工应力到温装炉400- 550 2-4炉冷或空冷 高精轴套、膛杆(38CrMoAlA)≤200℃装炉 ≤80℃/h 600- 650 10-12 炉冷至200℃出炉 (在350℃以上冷速 ≤50℃/h) 精密丝杠(T10)≤200℃装炉 ≤80℃/h 550- 600 10-12 炉冷至200℃出炉 (在350℃以上冷速 ≤50℃/h) 主轴、一般丝杠(45、40Cr)随炉升温 550- 600 6-8炉冷至200℃出炉 量检具、精密丝杠 (T8、T10、CrMn、 GCr15)随炉升温 130- 180 12-16 空冷 (时效最好在油浴中进 行)