加工中心刀柄

加工中心刀柄介绍
随着加工中心在零件机械加工中的运用越来越普遍,加工中心刀柄的使用也越来越多。但是,刀柄的种类有很多,我们必须选择精度足够的、经济的、使用方便的刀柄用于零件的加工,这就要求我们对刀柄有全面的了解。
刀柄,用于连接加工中心主轴与切削刃具的装备。这就如同人用手拿着笔写字,人是机床,笔是切削刃具,手就是刀柄。
如图1所示,由于刀柄是与主轴连接、与刀具连接,所以刀柄的分类也主要有两种分类。按与加工中心主轴的连接方式分类:分为7:24锥度刀柄和1:10锥度刀柄;按刀柄与刀具的连接方式分类:分为侧固式刀柄、弹簧夹套式刀柄、液压刀柄、热涨刀柄等。
图1
一、刀柄与主轴连接方式
加工中心的主轴和刀柄之间通常采用锥度配合。锥度配合特点是具有定心性好、间隙或过盈可以方便地调整等。
图2
锥度C=(D-d)/L,如图2。
因此刀柄按锥度也分为7:24和1:10两大类。
(一)、7:24锥度刀柄定位原理及特点
1、7:24锥度刀柄定位原理
图3 图4
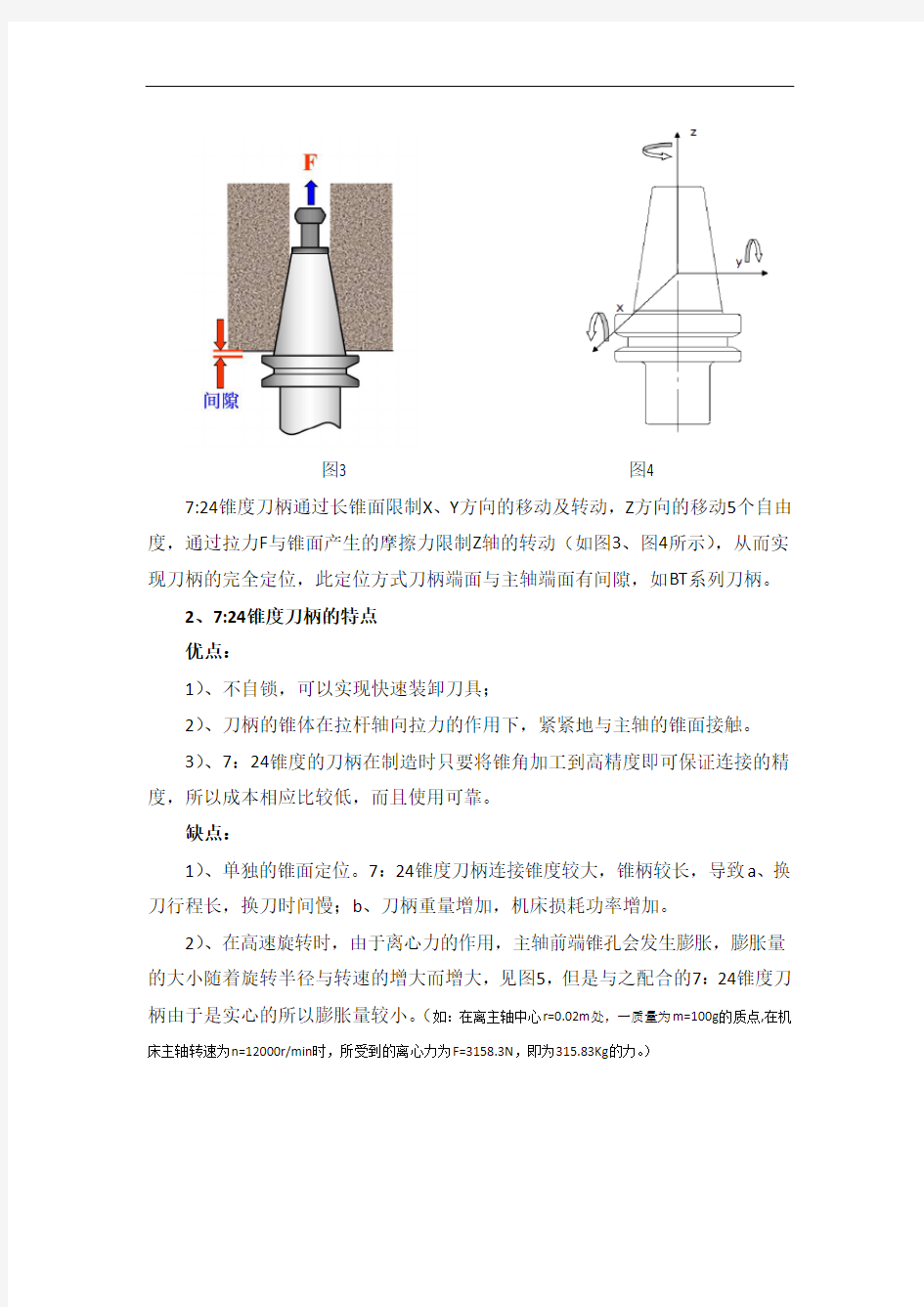
7:24锥度刀柄通过长锥面限制X、Y方向的移动及转动,Z方向的移动5个自由度,通过拉力F与锥面产生的摩擦力限制Z轴的转动(如图3、图4所示),从而实现刀柄的完全定位,此定位方式刀柄端面与主轴端面有间隙,如BT系列刀柄。
2、7:24锥度刀柄的特点
优点:
1)、不自锁,可以实现快速装卸刀具;
2)、刀柄的锥体在拉杆轴向拉力的作用下,紧紧地与主轴的锥面接触。
3)、7:24锥度的刀柄在制造时只要将锥角加工到高精度即可保证连接的精度,所以成本相应比较低,而且使用可靠。
缺点:
1)、单独的锥面定位。7:24锥度刀柄连接锥度较大,锥柄较长,导致a、换刀行程长,换刀时间慢;b、刀柄重量增加,机床损耗功率增加。
2)、在高速旋转时,由于离心力的作用,主轴前端锥孔会发生膨胀,膨胀量的大小随着旋转半径与转速的增大而增大,见图5,但是与之配合的7:24锥度刀柄由于是实心的所以膨胀量较小。(如:在离主轴中心r=0.02m处,一质量为m=100g的质点,在机床主轴转速为n=12000r/min时,所受到的离心力为F=3158.3N,即为315.83Kg的力。)
图5
则有:a、刀柄旋转时,在拉杆拉力的作用下,刀柄向位移,轴向精度低;b、刀具总的刚度会降低,导致刀具前端径向跳动大,加工位置的表面质量、位置精度都差;c、每次换刀后刀柄的径向尺寸都可能发生改变,存在着重复定位精度不稳定的问题;d、不适合高速切削
(二)、1:10锥度刀柄两面定位原理及特点
1、1:10锥度刀柄两面定位原理
图6 图7
1:10锥度刀柄,锥度部分为中空,当机床拉紧刀柄时,刀柄端面与主轴端面紧密贴合,同时刀柄锥面发生弹性形变,紧密贴合,形成过定位,限制刀柄X、Y 方向的移动及转动,Z方向的移动5个自由度(刀柄坐标如图4所示),另通过主轴的拉力,锥面之间、端面与端面之间产生的摩擦力限制Z轴的转动,如HSK系列刀柄。
2、1:10锥度刀柄两面定位的特点
优点:
1)、1:10锥度刀柄的结构形式与常用的7:24锥度刀柄不同,它是一种新型的高速锥型刀柄,在拉紧力作用下,端面定位防止刀柄的轴向窜动,轴向重复定位精度高达1μm;同时端面紧紧贴合,产生很大的静摩擦力,对主轴锥孔受离心力变大有很好的抑制作用,所以其径向跳动不超过5μm。具有高的轴向及径向精度。
2)、1:10短锥柄部长度短(约为标准7:24锥柄长度的1/2)、重量轻(柄部空心),因此有利于减少换刀时间及机床的小型化;
3)、由于1:10刀柄是双面贴合,则其具有更大的动、静径向刚度,所以刀具系统不易产生震动,加工精度高,刀具也不易磨损。同时也非常适合在高转速下使用,定心准确,1:10刀柄可使用于60000r/min的主轴转速。
4)、较好的动平衡性,在高速切削加工条件下,微小质量的不平衡都会造成巨大的离心力,在加工过程中引起机床的剧烈震动。
图8 图9
缺点:
1)、结构复杂,制造精度要求高,成本高(刀柄价格是普通标准7:24刀柄的1.5~2倍)。
2)、1:10刀柄是通过锥面变形来实现两面定位的,当刀柄处于高速旋转时,变形、应力都会更加严重,从而使得可靠性下降。
(三)、7:24锥度刀柄和1:10锥度刀柄的对比
1、轴向变化对比
图10
从上图10可看出,在转速≤10000r/min时,7:24锥度刀柄与1:10锥度刀柄轴向变化差异不大;在转速≥10000r/min时,7:24锥度刀柄轴向变化量剧烈增大。
2、加工效果对比
图11
图12
如图11、图12所示,在加工条件相同的情况下,1:10锥度刀柄加工的表面质
量明显高于7:24锥度刀柄。
所以,我们在选择刀柄锥度时,如果使用到的最大转速≤10000r/min ,轴向精度要求不太高,表面质量要求不太高时,我们可以选择成本更低的7:24锥度刀柄,如BT 系列刀柄。相反,我们就选择1:10锥度刀柄,如HSK 系列刀柄。
二、刀柄与刃具连接方式
刀柄与刃具的连接必须在保证精度的前提下牢固可靠。连接方式有很多,常用的一般为以下几种刀柄。
(一)、侧固式刀柄
单侧固 双侧固 斜侧固
图13
侧固式刀柄,就是使用专用螺钉从侧面顶紧刃具,使刃具与
刀柄牢固连接,见图14。根据刃具的不同,又可分为单侧固,双
侧固,斜侧固,如图13。装夹直径25mm 以上刀具,建议使用双
侧固方式。侧固式刀柄的优缺点如下:
根据侧固式刀柄的特点,一般用于粗加工、转速不高的加工或
重切削加工等,如螺纹底孔的加工,粗钻加工等。
(二)
、弹簧夹套式刀柄
图15 图16 弹簧夹套刀柄是通过旋紧螺母,使用弹簧夹套压紧刃具的连接方式,见图15、侧固式刀柄的优点:
1、装夹方便;
2、传递扭矩大;
3、使用内冷无需附件。 侧固式刀柄的缺点: 1、装夹精度不高; 2、刀柄动平衡不好; 3、通用性不好。 图14