硅钢片验收及存储规范
硅钢片验收及储存规范
1范围
本规范适用于电机用硅钢片进厂验收、使用过程中的抽查及库存。
2引用标准
GB/T 5212-1985 电工用热轧硅钢薄板
GB/T 2521-2008 冷轧晶粒取向、无取向磁性钢带(片)
GB/T 3655-2000 用爱泼斯坦方圈测量电工钢片(带)磁性能的方法
3 技术要求及检验方法
3.1硅钢片的性能
a)热轧片应符合GB/T 5212-1985《电工用热轧硅钢片薄板》的规定。
b)冷轧片应符合GB/T 2521-2008《冷轧晶粒取向、无取向磁性钢带(片)》的规定。
3.2类别、牌号及产品的表示方法
DR—表示电工用热轧硅钢板。
W—冷轧晶粒无取向磁性钢带(片)。
G—表示频率为400Hz时在强磁场下检验的钢板。
不含“G”的牌号—表示频率为50Hz时在磁场下检验的钢板。
字母“DR”后的数字—横线以前的数字为铁损值的100倍;横线后的数字为厚度值的100倍。
Q、W字母前后数字、字母—牌号前的数字为厚度值100倍;牌号后的数字为铁耗值的100倍;牌号前的字母为生产厂家代号。
示例1:硅钢薄板DR510-50 GB/T 5212-1985 表示牌号DR510-50,厚度为0.50mm,最大铁耗为5.1W/kg的热轧硅钢薄板。
示例2:冷轧磁性钢带50WW600 GB/T 2521-2008 表示牌号50WW600,厚度为0.50mm,最大铁耗为6.0W/kg 的冷轧无取向磁性钢带,生产厂家为武钢。
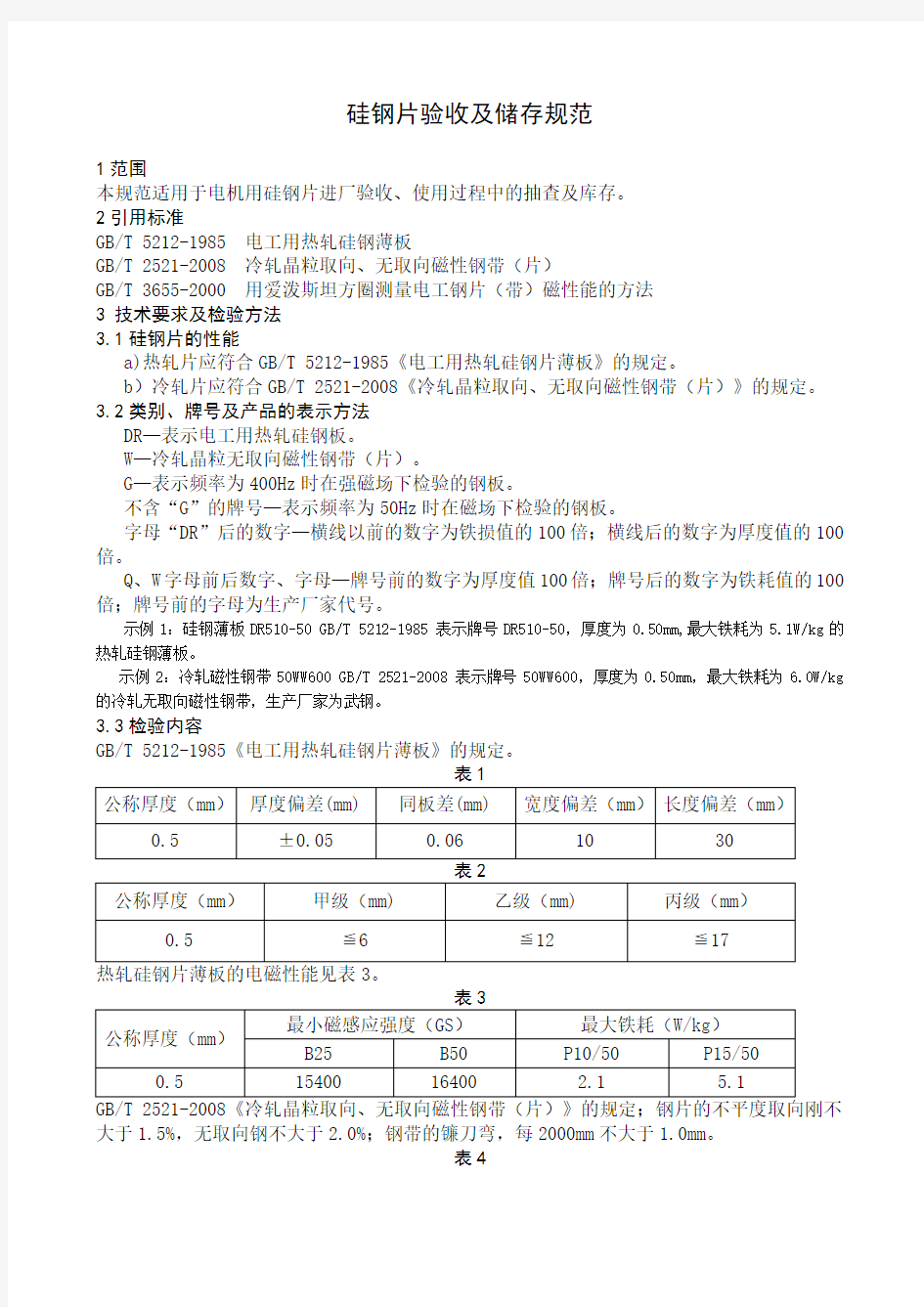
3.3检验内容
GB/T 5212-1985《电工用热轧硅钢片薄板》的规定。
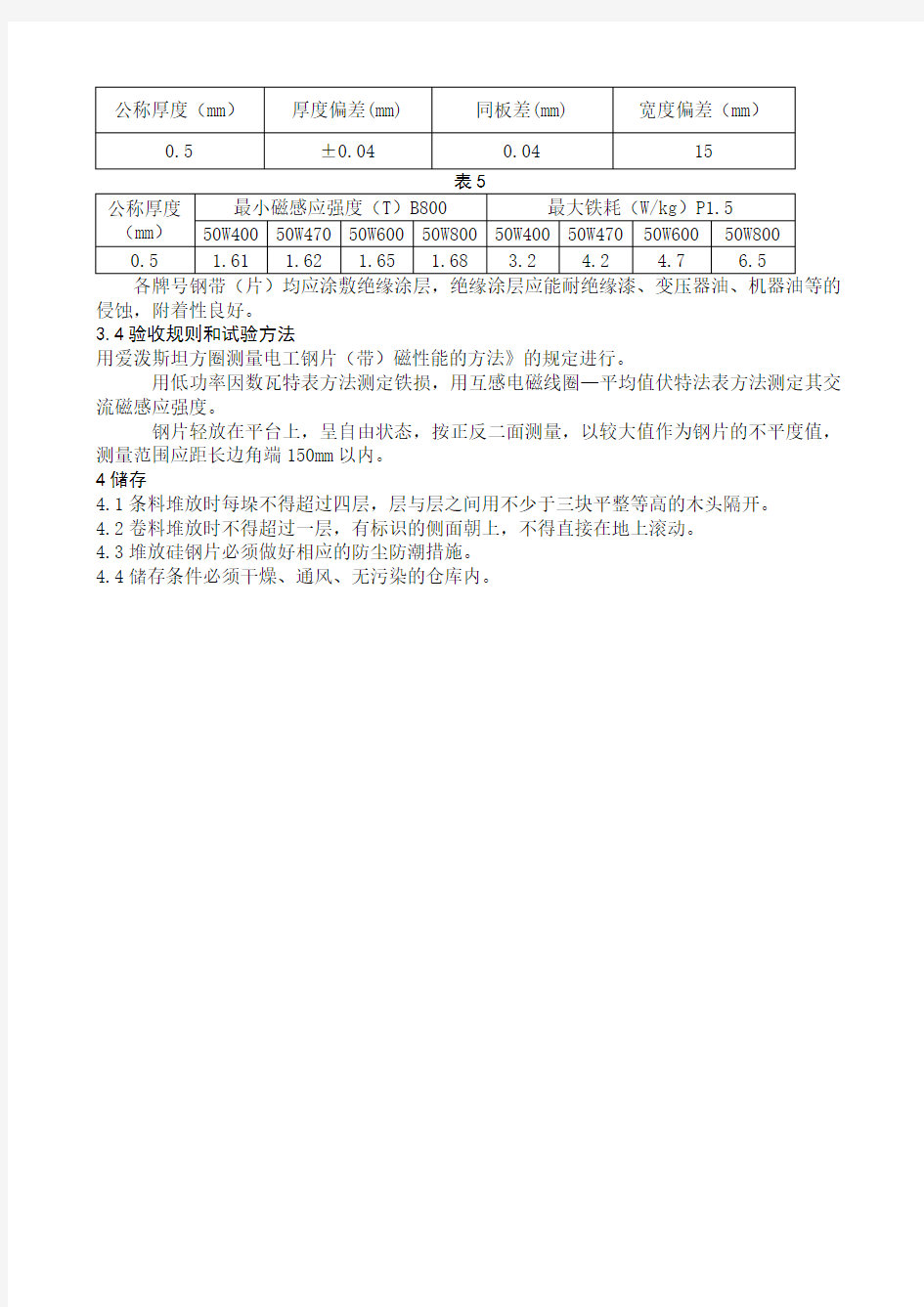
大于1.5%,无取向钢不大于2.0%;钢带的镰刀弯,每2000mm不大于1.0mm。
表4
侵蚀,附着性良好。
3.4验收规则和试验方法
用爱泼斯坦方圈测量电工钢片(带)磁性能的方法》的规定进行。
用低功率因数瓦特表方法测定铁损,用互感电磁线圈—平均值伏特法表方法测定其交流磁感应强度。
钢片轻放在平台上,呈自由状态,按正反二面测量,以较大值作为钢片的不平度值,测量范围应距长边角端150mm以内。
4储存
4.1条料堆放时每垛不得超过四层,层与层之间用不少于三块平整等高的木头隔开。
4.2卷料堆放时不得超过一层,有标识的侧面朝上,不得直接在地上滚动。
4.3堆放硅钢片必须做好相应的防尘防潮措施。
4.4储存条件必须干燥、通风、无污染的仓库内。
纵剪线安全操作规程
编号:CZ-GC-02984 ( 操作规程) 单位:_____________________ 审批:_____________________ 日期:_____________________ WORD文档/ A4打印/ 可编辑 纵剪线安全操作规程 Safety operation procedures for slitting line
纵剪线安全操作规程 操作备注:安全操作规程是要求员工在日常工作中必须遵照执行的一种保证安全的规定程序。忽视操作规程在生产工作中的重要作用,就有可能导致出现各类安全事故,给公司和员工带来经济损失和人身伤害,严重的会危及生命安全,造成终身无法弥补遗憾。 1.通电 1)检查设施外观有无异常情况,各控制开关、电气按钮是否在正常位置。 2)接通电源。 3)检查设施各部分显示是否正常。 2.调整设施 a)松开活动导轨锁紧螺拴并推至主机外侧。 b)检查两刀轴的轴间距,必要时进行调整,使上下刀的咬合度为 0.2mm。 3)按排料方备进行调刀: A相邻剪切口之间的间隔比理论宽度小0.1-0.2mm。 B上下刀间隙应保证0.015mm左右。 4)锁紧刀具。
5)将活动导向装置推回线内,并锁紧。 3.吊装硅钢片卷料 1)复查硅钢片是否合格。 2)将上料小车推到开卷外侧,并提高到最高点。 3)在卷料中间穿入钢管,钢丝绳挂在钢管两端,将卷料吊置小车上,在装时应注重保护硅钢片卷料,轻拿轻放。 4)升降小车高度至合适位置并将小车退向开卷机,把卷料牢继套在开卷机的合适位置上。 5)降低车架,脱开卷料,张紧开卷机,使卷料牢继地套在卷筒上,拉出上料小车。 4.穿引硅钢片卷料 1)调整压料板,使每对剪口间都有合适的压料板压料。 2)打开卷料,引出料头,开卷机正转,手工引料穿过压料板至剪刀前,压料压下。 3)调整活动导向装置,使中料与活动导向轮之间的间隔约为0.5mm。
硅钢片性能及牌号对照
矽钢片的好坏取决于矽钢片的材质和加工工艺,EI型矽钢片的加工工艺最重要。它直接影响 变压器的质量,加工工艺中的冲压方法,退火方法最重要,同一材质的矽钢片冲压毛刺小的 与毛刺大的制作的变压器性能差7%,同一材质的矽钢片退后(氮气保护退火)与不退火的矽钢片制作的变压器性能相差7-10% 国内常用的H系列编号,是沿用70年代-90年代的日本新日铁的标号。而现在正规厂家都按照新的标号标示。 旧标号新标号性能相当材料我知道的批发价格{退火片要贵1000-2000米/吨} H12 50H270 50WW270 B50A270 21000元 H14 50H310 50WW310 B50A310 15800元 H18 50H470 50WW470,B50A470 14000元 H23 50H600 50WW600,B50A600 12600元 H30 50H700 50WW700,B50A700 11000元 H40 50H800 50WW800,B50A800 9600元 H50 50H1000 50WW1000, B50A1000 8500元 H60 50H1300 50WW1300,B50A1300 8000元 从工艺上说,Z系列均为冷轧有取向高含硅量,H系列一般是冷轧无取向中高含硅量, H型无取向性钢片也有0.35MM的薄片。但是产量很少,一般用于要求较高的场合。 无取向硅钢片常用的有下列几种: H50 H23 H18 H14 H12 比重 7.85 7.75 7.65 7.65 7.65 铁损P1.5/50HZ≤13 6.2 4.7 4.0 3.6 磁通密度B50≥ 1.69 1.66 1.64 1.61 1.6 按温升来说H18低于H23,H23低于H50 按空载电流则相反。 另外同一牌号有白片黑片之分,黑片{退火片}性能优于白片。另外同一牌号铁芯尺寸不同性能也不同。 有取向硅钢带常用的牌号有
纵剪机安全操作规程(通用版)
纵剪机安全操作规程(通用版) The safety operation procedure is a very detailed operation description of the work content in the form of work flow, and each action is described in words. ( 安全管理 ) 单位:______________________ 姓名:______________________ 日期:______________________ 编号:YK-AQ-0389
纵剪机安全操作规程(通用版) 1.开启设备前检查各润滑部位是否加油润滑(丝杆、滚筒、链轮、传动齿轮、胀缩机构等); 2.防护罩是否牢固可靠,各紧固件有无松动; 3.看电机接地线是否牢固,操作按钮有无损坏,线路是否破损; 4.查减速箱油位是否在标准范围内; 5.查气动抱刹的磨损情况,抱刹片上不得有油脂; 6.查刀片表面是否有裂口、脱落现象; 7.查压缩空气的压力在0.5-0.7MPa为正常,液压泵的压力在 5-8MPa为正常; 8.使用前上料小车、卸料小车应处于最外侧下极限位置待料;开卷机卷筒应处于最小缩紧状态,对中油缸处于中间位置,压棍应处于上极限位置,上料后使卷轴胀紧套筒,防止打滑;
9.后活套导板应拉到穿带工作位置;前张力台侧导辊开度应处于最大位置;后张力台上夹送辊应处于上极限位置;前后张力台气囊需放气并打开压板至最大位置; 10.备使用前,废边卷取机应处于卷料位置;切尾剪打开到最大开口度;收卷机卷筒处于最小缩紧状态,钳口转到合适位置,液压推板应退到后极限位置; 11.盘剪需按工艺要求配好刀盘并锁紧,然后锁紧操作一侧的机架,再按工艺要求调整好上下刀的重合量并锁紧,点动开机检查刀片的啮合度,以防刀片损坏; 12.次调整带材品种时都应按工艺要求调整刀具间隙及卷取张力; 13.离盘的内侧距离应略大于带条宽度,防止带材边部擦伤; 14.吊铜带前应检查吊具,查看是否有损伤的地方,以防砸坏设备; 15料前先空运行设备2-3分钟,观察各部件运转状况,待设备运转正常后方可操作;
本人对硅钢片一些认知
本人对硅钢片的认知 作者:谢心游对于一台电机来说,定、转子是极其重要的部件,定转子材料的好坏是直接决定电机性能优劣的重要因素之一,目前我们电机行业采用的定、转子材料就是硅钢,以下是我收集的硅钢片的相关资料以及我对硅钢片的一些见解和疑问,都是手写的,参杂个人观点,所以别当成什么正经资料,看看就行,别太当真。 首先我们得知道什么是硅钢片。说白了就是“电磁性能”优良的钢材,1900年,英国人哈德菲尔德发现含硅的硅铁合金具有良好的磁性,所以你懂得,接下来硅钢片就取代了低碳钢,作为电磁行业的专业钢材得到了发展和研究。 硅钢为什么会出现呢。一切东西存在必有其道理,像硅钢这东西,因为有需求才会被创造,存在并得到发展。这跟电机、变压器行业的发展密不可分的,电机、变压器通过定转子来实现电磁变换。做电机的人,肯定要把电机做的比别人都要好啊,那样才能赚很多钱啊,定转子材料肯定要花时间金钱去研究,那样肯定会有收获的啊,硅钢就是其产物,也许某一天,某人发现比硅钢更好的电磁材料,硅钢就会OUT的。 现在硅钢片的含硅量是0.8~4.8%,我就在想了,按道理说含硅量越高,导磁率越好,性能也会好,为什么不多加点硅呢,搞个10%的含硅量会怎么样呢,只限制在4.8%的含硅量是不是工艺技术条件不够生产不出来,还是高于4.8%以后,钢材的机械强度不行,不能用了啊,求解释啊。 硅钢片的分类,按含硅量分2.8%以下的是低硅, 2.8~4.8%的是高硅 按加工工艺来分是冷轧和热扎 硅钢片的含硅量越高,磁性越好,冷轧比热扎好。 判别硅钢片好坏的指标 1、铁损 2、磁感应强度 3、叠压系数 4、冲片质量 5、绝缘漆附性 6、磁时效 相关国标: 电工用热轧硅钢薄板(GB5212-85) 电工用冷轧硅钢薄板(GB2521-88) 家电用热轧硅钢薄板(GBH46002-90) 先写到这里,后期还会补充的。 接下来是小知识点也是最常用的知识点, 一、怎么看牌号, DR510-50:DR——电工用热扎硅钢板,510——铁损值为5.1W/Kg,50——厚度为0.5mm 50WW600:50——0.5mm,W——武钢,W——无取向硅钢,600——铁损值为
常用材料标准及化学成分表 (1)
常用材料所用标准及化学成分表 标准牌号 元素质量分数%(除给出范围外为最大值) 序 号 标准 牌号 C Mn P S Si Cu Ni Cr Mo V Nb 备注 1 ASTM A216 WCB 0.30 1.00 0.04 0.045 0.60 0.30 0.50 0.50 0.20 0.03 … 铸件① 2 WCC 0.25 1.20 0.04 0.045 0.60 0.30 0.50 0.50 0.20 0.0 3 … 铸件① 3 ASTM A352 LCB 0.30 1.00 0.04 0.045 0.60 0.30 0.50 0.50 0.20 0.03 … 铸件 4 LCC 0.2 5 1.20 0.04 0.045 0.60 0.30 0.50 0.50 0.20 0.03 … 铸件 5 LC3 0.15 0.50~ 0.80 0.04 0.045 0.60 … 3.00~ 4.00 … … … … 铸件 6 LC9 0.13 0.90 0.04 0.045 0.45 0.30 8.50~ 10.0 0.50 0.20 0.03 … 铸件 7 ASTM A105 A105 0.35 0.60~ 1.05 0.035 0.04 0.10~ 0.35 0.40 0.40 0.30 0.12 0.08 …锻件②
标准牌号 元素质量分数%(除给出范围外为最大值) 序 号 标准 牌号 C Mn P S Si Ti Ni Cr Mo V W 备注 8 ASTM A182 304 0.08 2.00 0.045 0.03 1.00 … 8.00~ 11.0 18.0~ 20.0 … … … 锻件 9 316 0.08 2.00 0.045 0.03 1.00 … 10.00~ 14.0 16.0~ 18.0 2.0~ 3.0 … … 锻件 10 316L 0.03 2.00 0.045 0.03 1.00 … 10.00~ 15.0 16.0~ 18.0 2.0~ 3.0 … … 锻件 11 321 0.08 2.00 0.045 0.03 1.00 0.70 9.00~ 12.0 17.0~ 19.0 …… …锻件③
各种牌号化学成分
A312TP3040.000.0800.00 1.000.00 2.000.000.0450.000.03018.0020.008.0011.00 A312TP304H0.0400.1000.00 1.000.00 2.000.000.0450.000.03018.0020.008.0011.00 A312TP304L0.000.0350.00 1.000.00 2.000.000.0450.000.03018.0020.008.0013.00 A312TP310S0.000.0800.00 1.000.00 2.000.000.0450.000.03024.0026.0019.0022.000.000.75 A312TP3160.000.0800.00 1.000.00 2.000.000.0450.000.03016.0018.0010.0014.00 2.00 3.00 A312TP316H0.0400.1000.00 1.000.00 2.000.000.0450.000.03016.0018.0010.0014.00 2.00 3.00 A312TP316L0.000.0350.00 1.000.00 2.000.000.0450.000.03016.0018.0010.0014.00 2.00 3.00 A312TP3170.000.0800.00 1.000.00 2.000.000.0450.000.03018.0020.0011.0014.00 3.00 4.00 A312TP317L0.000.0350.00 1.000.00 2.000.000.0450.000.03018.0020.0011.0015.00 3.00 4.00 A312TP3210.000.0800.00 1.000.00 2.000.000.0450.000.03017.0019.009.0012.005*C0.60 A312TP321H0.0400.1000.00 1.000.00 2.000.000.0450.000.03017.0019.009.0012.004*C0.60 A312TP3470.000.0800.00 1.000.00 2.000.000.0450.000.03017.0019.009.0013.0010*C 1.00 A312TP347H0.0400.1000.00 1.000.00 2.000.000.0450.000.03017.0019.009.0013.008*C 1.00 A213TP3040.000.0800.000.750.00 2.000.000.0400.000.03018.0020.008.0011.00 A213TP304H0.0400.1000.000.750.00 2.000.000.0400.000.03018.0020.008.0011.00 A213TP304L0.000.0350.000.750.00 2.000.000.0400.000.03018.0020.008.0013.00 A213TP310S0.000.0800.000.750.00 2.000.000.0450.000.03024.0026.0019.0022.00 A213TP3160.000.0800.000.750.00 2.000.000.0400.000.03016.0018.0011.0014.00 2.00 3.00 A213TP316L0.000.0350.000.750.00 2.000.000.0400.000.03016.0018.0010.0015.00 2.00 3.00 A213TP3170.000.0800.000.750.00 2.000.000.0400.000.03018.0020.0011.0014.00 3.00 4.00 A213TP317L0.000.0350.000.750.00 2.000.000.0400.000.03018.0020.0011.0015.00 3.00 4.00 A213TP3210.000.0800.000.750.00 2.000.000.0400.000.03017.0020.009.0013.005*C0.60 A213TP3470.000.0800.000.750.00 2.000.000.0400.000.03017.0020.009.0013.0010*C 1.00 A213TP347H0.0400.1000.000.750.00 2.000.000.0400.000.03017.0020.009.0013.008*C 1.00 A269TP3040.000.0800.00 1.000.00 2.000.000.0450.000.03018.0020.008.0011.00 A269TP304L0.000.0350.00 1.000.00 2.000.000.0450.000.03018.0020.008.0012.00 A269TP3160.000.0800.00 1.000.00 2.000.000.0450.000.03016.0018.0010.0014.00 2.00 3.00 A269TP316L0.000.0350.00 1.000.00 2.000.000.0450.000.03016.0018.0010.0015.00 2.00 3.00 A269TP3170.000.0800.00 1.000.00 2.000.000.0450.000.03018.0020.0011.0015.00 3.00 4.00 A269TP3210.000.0800.00 1.000.00 2.000.000.0450.000.03017.0019.009.0012.005*C0.60 A269TP3470.000.0800.00 1.000.00 2.000.000.0450.000.03017.0019.009.0012.0010*C 1.00 A511MT3040.000.0800.00 1.000.00 2.000.000.0400.000.03018.0020.008.0011.00 A511MT304L0.000.0350.00 1.000.00 2.000.000.0400.000.03018.0020.008.0013.00 A511MT310S0.000.0800.00 1.000.00 2.000.000.0400.000.03024.0026.0019.0022.00 A511MT3160.000.0800.00 1.000.00 2.000.000.0400.000.03016.0018.0011.0014.00 2.00 3.00 A511MT316L0.000.0350.00 1.000.00 2.000.000.0400.000.03016.0018.0010.0015.00 2.00 3.00 A511MT3170.000.0800.00 1.000.00 2.000.000.0400.000.03018.0020.0011.0014.00 3.00 4.00 A511MT3210.000.0800.00 1.000.00 2.000.000.0400.000.03017.0020.009.0013.005*C0.60 A511MT3470.000.0800.00 1.000.00 2.000.000.0400.000.03017.0020.009.0013.0010*C 1.00 B677UNS N089040.000.0200.00 1.000.00 2.000.000.0450.000.03519.0023.0023.0028.00 4.00 5.00 1.00 2.00 A376TP3040.000.0800.000.750.00 2.000.000.0400.000.03018.0020.008.0011.00 A376TP304H0.0400.1000.000.750.00 2.000.000.0400.000.03018.0020.008.0011.00 A376TP3160.000.0800.000.750.00 2.000.000.0400.000.03016.0018.0011.0014.00 2.00 3.00 A376TP316H0.0400.1000.000.750.00 2.000.000.0400.000.03016.0018.0011.0014.00 2.00 3.00 A376TP3210.000.0800.000.750.00 2.000.000.0400.000.03017.0020.009.0013.005*C0.60 A376TP321H0.0400.1000.000.750.00 2.000.000.0400.000.03017.0020.009.0013.004*C0.60 A376TP3470.000.0800.000.750.00 2.000.000.0400.000.03017.0020.009.0013.0010*C 1.00 A376TP347H0.0400.1000.000.750.00 2.000.000.0400.000.03017.0020.009.0013.008*C 1.00 A790S318030.000.0300.00 1.000.00 2.000.000.0300.000.02021.0023.00 4.50 6.50 2.50 3.500.080.020 A789S318030.000.0300.00 1.000.00 2.000.000.0300.000.02021.0023.00 4.50 6.50 2.50 3.500.080.020 GB149750Cr18Ni90.000.0700.00 1.000.00 2.000.000.0350.000.03017.0019.008.0011.00 GB149751Cr18Ni90.000.1500.00 1.000.00 2.000.000.0350.000.03017.0019.008.0010.00 GB1497500Cr19Ni100.000.0300.00 1.000.00 2.000.000.0350.000.03018.0020.008.0012.00 GB149750Cr18Ni10Ti0.000.0800.00 1.000.00 2.000.000.0350.000.03017.0019.009.0012.005*C
纵剪线安全操作规程
纵剪线安全操作规程 操作人员基本要求: 1、操作人员应经过纵剪线安全操作培训,熟悉设备性能和安全操 作方法,经考试合格取得“纵剪线操作证”后方可上岗操作。 2、学员应在师父指导下操作,在没有取得“纵剪线操作证”前严 禁独自操作。 3、操作人员必须参加起重工安全培训(内容包括:行车、吊具等 的使用),并经考试合格取得“起重工安全操作证”。 准备工作: 1、检查设备外观有无异常,各控制按钮、开关是否在正常位置。 2、润滑设备。 3、接通电源,启动设备,空车运行,检查设备各部分工作是否正 常。 工作过程: 1、认真、仔细阅读图纸和工作单,按要求裁剪材料,并做好首检。 如需调整刀具,请按以下要求操作: (1)、松开导向机构活动导轨锁紧螺栓,并推至主机外侧。 (2)、调整刀具时要注意保护刀口,避免刀口碰伤。 (3)、上下刀间隙应保证在0.015mm左右。 (4)、上下刀口咬合度为0.2mm。 (5)、刀具调整好一定要把刀具锁紧。
(6)、将活动导向机构推回并锁紧。 2、检查硅钢片是否符合图纸要求。 3、将上料小车推到开卷机外侧,并升到最高点。 4、把料卷吊到上料小车上,吊装时要注意安全,一定要按照《电动 梁式起重机安全操作规程》吊装。 5、调整上料小车高度,上料至合适位置,降低车架,张紧开卷机。 上料完毕后落下小车并拉出。 6、调整压料板,是每对剪刀口都有合适的压料板压料。 7、打开料卷,引出料头,开卷机正转,手工引料穿过导向机构、压 料板直刀口处,压料板压下。 8、调整导向机构间隙,大约在0.5mm。 9、移开缓冲坑盖板,开卷机正转放料至传感探头处。 10、抬起压料辊。 11、点动滚剪及开卷机,剪切1000mm 左右停止。 12、测量片宽、毛刺等并做好记录。如有不合格重新调整刀具直至检 验合格。 13、拉平片料,压下压料辊。 14、点动送料至收料辊,并卡紧料头,点动收料两圈以上。 15、将收料小车拉出。 16、放下检测杆。 17、根据实际情况点动或联动。 18、在工作过程中要时刻监测硅钢片的质量:
(完整word版)硅钢片的介绍(普及知识)
硅钢(silicon steel) 含硅量0.5%~4.8%的铁硅合金。是电工领域广泛使用的一种软磁材料。电工用硅钢常轧制成标准尺寸的大张板材或带材使用,俗称硅钢片,广泛用于电动机、发电机、变压器、电磁机构、继电器电子器件及测量仪表中。 硅是钢的良好脱氧剂,它与氧结合,使氧转变为稳定的不为碳还原的SiO2,避免了因氧原子掺杂而使铁的晶格畸变。硅在α铁中成为固溶体后使电阻率增加,同时有助于将有害杂质碳分离出来。因此,一般含杂质的铁加入硅后能提高磁导率、降低矫顽力和铁损。但含硅量增加又会使材料变硬变脆,导热性和韧性下降,对散热和机械加工不利,故一般硅钢片的含硅量不超过4.5%。 硅钢片分冷轧、热轧两种,使用较多的是冷轧硅钢片。冷轧硅钢片沿轧制方向有优良的磁性能,不仅在强磁场中具有高饱和磁通密度和低铁损,而且在弱磁场中也有良好的磁性(初始磁导率大)。这是由于冷轧工艺过程使钢片中杂质含量降低,并在钢片中造成粗大晶粒,致使磁导率增大,磁滞损耗减小。 硅钢片的主要品质特性有铁损值、磁通密度、硬度、平坦度、厚度均匀性、涂膜种类及冲片性等。以下针对各项品质特性加以说明。 1.铁损值 硅钢片在某一特定频率的交流磁场下,磁化到特定的磁通密度时,每单位重量之硅钢片所损失的能量,称为铁损值。通常所用的交流磁场频率为50或60赫兹,而所达到的磁通密度通常为1.5或1.7特斯拉。常用的铁损值单位是每公斤或每磅硅钢片所损失的瓦特值,用Watt/kg或Watt/lb表示。硅钢片的铁损值来源包括磁滞损、涡电流损和异常涡电流损三部份。硅钢片在磁化的过程中,会产生磁滞的现象。磁滞损即为B-H磁滞曲线所包涵的面积。硅钢片的涡电流损起源于在交流变化的磁场,因法拉第定理的影响,硅钢片内部产生诱导电压,依照奥姆定律,电压在硅钢片内部引起诱导电流,进而造成硅钢片的焦耳热,这项能源损失称为涡电流损。根据古典电磁学理论,涡电流损和钢片的厚度、电阻系数、磁通密度和频率有关。而涡电流损和钢片厚度的平方成正比,和钢片的电阻系数成反比,因此,高级的硅钢片,其厚度倾向较薄,而为了提高钢片的电阻系数,则在硅钢片中添加硅、铝等元素。铁损值减去磁滞损和涡电流损后的能源损失,称为异常涡电流损。学者认为异常涡电流损是由于磁域移动和转动所引起的微观涡电流损失,因此,异常涡电流损和磁域大小有关。若硅钢片的磁域大,当磁化时,其旋转较快,微观涡电流损失增加。铁损值是硅钢片最重要的性质指标,也是各种工业标准对硅钢片分级的规格依据。铁损值愈低,表示品级愈高,其能源效率愈高。 2.磁通密度 磁通密度是硅钢片的另一项重要的电磁特性,它表示硅钢片被磁化的难易度。在某一特定频率之磁场强度下,单位面积所通过的磁通量,称为磁通密度。通常硅钢片的磁通密度是在频率50或60赫兹,外加磁场5000A/m的条件下测得,称为B50,其单位为特斯拉(Tesla)。磁通密度和硅钢片的集合组织、杂质、内部应力等因素有关。磁通密度直接影响到马达、变压器等电机设备的能源效率。磁通密度愈高,单位面积所通过的磁通量愈大,能源效率愈佳,因此,硅钢片的磁通密度愈高愈好,通常,规格只要求磁通密度的最低值。 3.硬度 硬度是硅钢片的品质特性之一,现代化的自动冲床进行冲片时,对硬度的要求更为严格,硬度太低时,不利于自动冲床的送料作业,同时容易产生过长的毛边,增加组装时的困难。为了满足上述需求,硅钢片的硬度必须高于某一硬度值,例如,50AI300硅钢片之硬度通常以不低于HR30T硬度值47为宜。硅钢片的硬度随着品级升高而增加,通常,高品级的硅钢片,其硅含量添加愈多,合金固溶强化的效果,使得硬度也愈高。 4.平坦度 平坦度是硅钢片的重要品质特性。良好的平坦度有利于冲片作业和组装工作。平坦度和轧延及退火技术有直接密切的关系,提升轧延退火技术和制程有利于平坦度,例如使用连续退火裂程,其平坦度优于批式退火制程者。 5.厚度均匀性 厚度均匀性是硅钢片一项非常重要的品质特性。如果的厚度均匀性不良,钢片中央与边缘的厚度差异太大,或钢片长度方向钢片厚度变异太大,都会影响到组装后的铁心厚度。不同的铁心厚度,其导磁特性变异也大,直接影响到马达、变压器的特性,因此,硅钢片的厚度变异愈小愈好。钢片的厚度均匀性和热轧、冷轧技术与制程有密切的开系,提升轧延技术能力才能降低钢片的厚度变异量。
纵剪机安全操作规程(最新版)
( 操作规程 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 纵剪机安全操作规程(最新版) Safety operating procedures refer to documents describing all aspects of work steps and operating procedures that comply with production safety laws and regulations.
纵剪机安全操作规程(最新版) 1.开启设备前检查各润滑部位是否加油润滑(丝杆、滚筒、链轮、传动齿轮、胀缩机构等); 2.防护罩是否牢固可靠,各紧固件有无松动; 3.看电机接地线是否牢固,操作按钮有无损坏,线路是否破损; 4.查减速箱油位是否在标准范围内; 5.查气动抱刹的磨损情况,抱刹片上不得有油脂; 6.查刀片表面是否有裂口、脱落现象; 7.查压缩空气的压力在0.5-0.7MPa为正常,液压泵的压力在5-8MPa为正常; 8.使用前上料小车、卸料小车应处于最外侧下极限位置待料;开卷机卷筒应处于最小缩紧状态,对中油缸处于中间位置,压棍应处于上极限位置,上料后使卷轴胀紧套筒,防止打滑;
9.后活套导板应拉到穿带工作位置;前张力台侧导辊开度应处于最大位置;后张力台上夹送辊应处于上极限位置;前后张力台气囊需放气并打开压板至最大位置; 10.备使用前,废边卷取机应处于卷料位置;切尾剪打开到最大开口度;收卷机卷筒处于最小缩紧状态,钳口转到合适位置,液压推板应退到后极限位置; 11.盘剪需按工艺要求配好刀盘并锁紧,然后锁紧操作一侧的机架,再按工艺要求调整好上下刀的重合量并锁紧,点动开机检查刀片的啮合度,以防刀片损坏; 12.次调整带材品种时都应按工艺要求调整刀具间隙及卷取张力; 13.离盘的内侧距离应略大于带条宽度,防止带材边部擦伤; 14.吊铜带前应检查吊具,查看是否有损伤的地方,以防砸坏设备; 15料前先空运行设备2-3分钟,观察各部件运转状况,待设备运转正常后方可操作;
不锈钢化学成分标准
301不锈钢牌号1Cr17Ni7 ;301不锈钢化学成分% C:≤0.15 ,Si :≤1.0 ,Mn :≤2.0 ,Cr :16.0~18.0 ,Ni :6.0-8.0,S :≤0.03 ,P :≤0.045 304不锈钢牌号:0Cr18Ni9(0Cr19Ni9);304不锈钢化学成分% C:≤0.08 ,Si :≤1.0 ,Mn :≤2.0 ,Cr :18.0~20.0 ,Ni :8.0~10.0,S :≤0.03 ,P :≤0.045 304L不锈钢牌号:00Cr19Ni10(0Cr18Ni10);304L不锈钢化学成分% C:≤0.03 ,Si :≤1.0 ,Mn :2.0 Cr :18.0~20.0 ,Ni :9.0~13.0,S :≤0.03 ,P :≤0.045 321不锈钢牌号:1Cr18Ni9Ti;321不锈钢化学成分% C:≤0.08 ,Si≤1.0,Mn :≤2.0 ,Cr :17.0~19.0 ,Ni :9.0-13,S :≤0.03 ,P :≤0.045,Ti≤5 302不锈钢牌号:1Cr18Ni9;302不锈钢化学成分% C:≤0.15 ,Si :≤1.0 ,Mn :≤2.0 ,Cr :17-19 ,Ni :8.0-10,S :≤0.03 ,P :≤0.045 303不锈钢牌号:Y1Cr18Ni9;化学成分% C:≤0.15 ,Si :≤1.0 ,Mn :≤2.0 ,Cr :17-19 ,Ni :8.0-10,S :≥0.15 ,P :≤0.20,Mo≤6.0 316不锈钢牌号:0Cr17Ni12Mo2;化学成分% C:≤0.08 Si :≤1.0 Mn :≤2.0 Cr :16.0~18.0 Ni :10.0~14.0 S :≤0.03P :≤0.045Mo≤2.0-3.0 316L不锈钢牌号:00Cr17Ni14Mo2;化学成分% C:≤0.03 Si :≤1.0 Mn :≤2.0 Cr :16.0~18.0 Ni :12.0~15.0 S :≤0.03 P :≤0.045 Mo:2.0~3.0。 310不锈钢化学成分% C:≤0.25 Si :≤1.5 Mn :≤2.0 Cr :24.0~26.0 Ni :19.0~22.0 S :≤0.03 P :≤0.045 310S不锈钢牌号:0Cr25Ni20/1Cr25Ni20Si2;310S不锈钢化学成分% C:≤0.08 Si :≤1.5 Mn :≤2.0 Cr :23.0~26.0 Ni :19.0~22.0 S :≤0.03 P :≤0.045 317L不锈钢牌号:0Cr19Ni13Mo3 ;317L不锈钢化学成分%:C≤ 0.02 N ≤0.14 Cr ≤17.8 Ni ≤12.7 Mo≤ 4.1 309S不锈钢牌号0Cr23Ni13 ;309S不锈钢化学成分:C:≤0.08 ,Si :≤1.0 ,Mn :≤2.0 ,Cr :22-24 ,Ni :12-15,S :≤0.03 ,P :≤0.045 314不锈钢牌号1Cr25ni20Si2;314不锈钢化学成分% :C≤0.25,Si1.5-3.0,Mn≤2.00 ,P ≤0.04,S≤0.03,Ni:19-22,Cr:23-26 321不锈钢牌号:1Cr18Ni9Ti;321不锈钢化学成分% C:≤0.08 ,Si≤1.0,Mn :≤2.0 ,Cr :17.0~19.0 ,Ni :9.0-13,S :≤0.03 ,P :≤0.045,Ti≤5 840的在国内可以用2520的代替,主要是含镍比例高,抗氧化性强;840不锈钢化学成分% : C:≤0.07,Si ≤1.5, Mn ≤2.0, Cr :18.0~22.0,Ni :18~23.0,S≤0.03,P0.045,Al:0.35,Ti:0.31
硅钢片
硅钢是什么材料 硅钢带硬度,硅钢片性能,硅钢带成分 硅钢片材质是一种优质硅钢带材,佳洲金属直销硅钢带用途 硅钢片 它是一种含碳极低的硅铁软磁合金,一般含硅量为0.5~4.5%。加入硅可提高铁的电阻率和最大磁导率,降低矫顽力、铁芯损耗(铁损)和磁时效。 硅钢 硅钢是含硅量在3%~5%左右、其它主要是铁的硅铁合金。分为取向硅钢和无取向硅钢,是电力、电子和军事工业不可缺少的重要软磁合金。亦是产量最大的金属功能材料,主要用作各种电机、发电机和变压器的铁芯。它的生产工艺复杂,制造技术严格,国外的生产技术都以专利形式加以保护,视为企业的生命。 电工钢板的制造技术和产品质量是衡量一个国家特殊钢生产和科技 发展水平的重要标志之一。目前我国冷轧电工钢数量、质量、规格牌号,还不能满足能源(电力) 工业发展的需求,在生产技术、设备、管理及科研等方面与日本相比,存在较大差距。 硅是钢的良好脱氧剂,它与氧结合,使氧转变为稳定的不为碳还原的
SiO2,避免了因氧原子掺杂而使铁的晶格畸变。硅在α铁中成为固溶体后使电阻率增加,同时有助于将有害杂质碳分离出来。因此,一般含杂质的铁加入硅后能提高磁导率、降低矫顽力和铁损。但含硅量增加又会使材料变硬变脆,导热性和韧性下降,对散热和机械加工不利,故一般硅钢片的含硅量不超过4.5%。 B35A300,B35A440,B50A470,B50A800,B65A470-H,B65A800-A 硅钢分类 热轧硅钢片 热轧硅钢片是将Fe-Si合金用平炉或电炉熔融,进行反复热轧成薄板,最后在800-850℃退火后制成。热轧硅钢片主要用于发电机的制造,故又称热轧电机硅钢片,但其可利用率低,能量损耗大,近年相关部门已强令要求淘汰。 冷轧无取向硅钢片 冷轧无取向硅钢片最主要的用途是用于发电机制造,故又称冷轧电机硅钢。其含硅量0.5%-3.0%,经冷轧至成品厚度,供应态多为0.3 5mm和0.5mm厚的钢带。冷轧无取向硅钢的Bs高于取向硅钢;与热轧硅钢相比,其厚度均匀,尺寸精度高,表面光滑平整,从而提高了填充系数和材料的磁性能。 冷轧取向硅钢片
Monel 400执行标准Monel400化学成分
Monel 400蒙乃尔 蒙乃尔400特性及应用领域概述: 蒙乃尔400(UNS N04400、NCu30)蒙乃尔400 合金的组织为高强度的单相固溶体,它是一种用量最大、用途最广、综合性能极佳的耐蚀合金。此合金在氢氟酸和氟气介质中具有优质的耐蚀性,对热浓碱液也有优良的耐蚀性。同时还耐中性溶液、水、海水、大气、有机化合物等的腐蚀。该合金的一个重要特征是一般不产生应力腐蚀裂纹,切削性能良好。400合金是一种铜镍合金耐蚀性优良,在各种媒介中具有良好的耐腐蚀性,焊接性能好、高强度中度,该合金已在多种场合中广泛应用. 在咸水或海水具有优良的抗孔蚀、应力腐蚀能力.尤其是耐氢氟酸和抗盐酸.广泛应用于化工、石油、海洋工业. 蒙乃尔400相近牌号: 美国UNS 德国 SEW VDIUV 英国 BS 法国 AFNOR Monel 400 N04400 W.Nr.2.4360 NiCu30Fe NA 12 Nu 30 蒙乃尔400 化学成份: 合金 C Mn Si S Ni Cu Fe Monel 400 ≤0.30 ≤2.00 ≤0.50 ≤0.024 ≥63 28.0~34.0 ≤2.5 蒙乃尔400物理性能: 密度8.83g/cm3 熔点1300-1390℃ 蒙乃尔400力学性能:(在20℃检测机械性能的最小值) 合金 抗拉强度 Rm N/mm2 屈服强度 RP0.2N/mm2 延伸率 A5 % 布氏硬度 HB Monel400 480 170 35 ≥331 规格状态σЬ/ MPa σ 0.2/MPa δ5 /% 棒材/ 轧棒760 585 8 锻棒585 380 10 管件 退火483 83 40 去应力586 207 15 蒙乃尔400生产执行标准: 圆钢、棒材、带材、管材、阀座、球体、法兰和锻件协商供应
钢卷板纵剪生产线操作规程(最新版)
钢卷板纵剪生产线操作规程 (最新版) The safety operation procedure is a very detailed operation description of the work content in the form of work flow, and each action is described in words. ( 安全管理 ) 单位:______________________ 姓名:______________________ 日期:______________________ 编号:YK-AQ-0994
钢卷板纵剪生产线操作规程(最新版) 1.通电 1)检查设施外观有无异常情况,各控制开关、电气按钮是否在正常位置。 2)接通电源。 3)检查设施各部分显示是否正常。 2.调整设施 a)松开活动导轨锁紧螺拴并推至主机外侧。 b)检查两刀轴的轴间距,必要时进行调整,使上下刀的咬合度为0.2mm。 3)按排料方备进行调刀: A相邻剪切口之间的间隔比理论宽度小0.1-0.2mm。 B上下刀间隙应按材料厚度来定。
4)锁紧刀具。 5)将活动导向装置推回线内,并锁紧。 3.吊装钢卷料 1)复查钢卷是否合格。 2)将上料小车推到开卷外侧,并提高到最高点。 3)在卷料中间穿入钢管,钢丝绳挂在钢管两端,将卷料吊置小车上,在装时应注重保护钢卷料,轻拿轻放。 4)升降小车高度至合适位置并将小车退向开卷机,把卷料牢继套在开卷机的合适位置上。 5)降低车架,脱开卷料,张紧开卷机,使卷料牢继地套在卷筒上,拉出上料小车。 4.穿引钢卷料 1)调整压料板,使每对剪口间都有合适的压料板压料。 2)打开卷料,引出料头,开卷机正转,手工引料穿过压料板至剪刀前,压料压下。 3)调整活动导向装置,使中料与活动导向轮之间的间隔约为
电工用硅钢薄板俗称矽钢片或硅钢片
电工用硅钢 电工用硅钢薄板俗称矽钢片或硅钢片。顾名思义,它是含硅高达0.8%-4.8%的电工硅钢,经热、冷轧制成。一般厚度在1mm以下,故称薄板。硅钢片广义讲属板材类,由于它的特殊用途而独立一分支。 电工用硅钢薄板具有优良的电磁性能,是电力、电讯和仪表工业中不可缺少的重要磁性材料。 (1)硅钢片的分类 A、硅钢片按其含硅量不同可分为低硅和高硅两种。低硅片含硅2.8%以下,它具有一定机械强度,主要用于制造电机,俗称电机硅钢片;高硅片含硅量为2.8%-4.8%,它具有磁性好,但较脆,主要用于制造变压器铁芯,俗称变压器硅钢片。两者在实际使用中并无严格界限,常用高硅片制造大型电机。 B、按生产加工工艺可分热轧和冷轧两种,冷轧又可分晶粒无取向和晶粒取向两种。冷轧片厚度均匀、表面质量好、磁性较高,因此,随着工业发展,热轧片有被冷轧片取代之趋势(我国已经明确要求停止使用热轧硅钢片,也就是前期所说的"以冷代热")。 (2)硅钢片性能指标 A、铁损低。质量的最重要指标,世界各国都以铁损值划分牌号,铁损越低,牌号越高,质量也高。 B、磁感应强度高。在相同磁场下能获得较高磁感的硅钢片,用它制造的电机或变压器铁芯的体积和重量较小,相对而言可节省硅钢片、铜线和绝缘材料等。 C、叠装系数高。硅钢片表面光滑,平整和厚度均匀,制造铁芯的叠装系数提高。 D、冲片性好。对制造小型、微型电机铁芯,这点更重要。 E、表面对绝缘膜的附着性和焊接性良好。 F、磁时效现象小 G、硅钢片须经退火和酸洗后交货。 (一)电工用热轧硅钢薄板(GB5212-85) 电工用热轧硅钢薄板以含碳损低的硅铁软磁合金作材质,经热轧成厚度小于1mm的薄板。电工用热轧硅钢薄板也称热轧硅钢片。 热轧硅钢片按其合硅量可分为低硅(Si≤2.8%)和高硅(Si≤4.8%)两种钢片。 (二)电工用冷轧硅钢薄板(GB2521-88) 用含硅0.8%-4.8%的电工硅钢为材质,经冷轧而成。 冷轧硅钢片分晶粒无取向和晶粒取向两种钢带。冷轧电工钢带具有表面平整、厚度均匀、叠装系数高、冲片性好等特点,且比热轧电工钢带磁感高、铁损低。用冷带代替热轧带制造电机或变压器,其重量和体积可减少0%-25%。若用冷轧取向带,性能更佳,用它代替热轧带或低档次冷轧带,可减少变压器电能消耗量45%-50%,且变压器工作性能更可靠。 用于制造电机和变压器。通常,晶粒无取向冷轧带用作电机或焊接变压器等的状态;晶粒取向冷轧带用作电源变压器、脉冲变压器和磁放大器等的铁芯。 钢板规格尺寸:厚度为0.35、0.50、0.65mm,宽度为800-1000mm,长度为≤2.0m。(三)家电用热轧硅钢薄板(GBH46002-90) 家电用热轧硅钢薄板的牌号以J(家)D(电)R(热轧)表示,即JDR。JDR后数字为铁损值*100,横线后数字为钢板厚度(mm)*100。家电用热轧硅钢片对电磁性能要求可稍低一点,铁损值(P15/50)最低值为5.40W/kg。一般不经配洗交货。 用于各种电风扇、洗衣机、吸尘器、抽油烟机等家用电器的微分电机等。
钢卷板纵剪生产线操作规程
编号:SM-ZD-43612 钢卷板纵剪生产线操作规 程 Through the process agreement to achieve a unified action policy for different people, so as to coordinate action, reduce blindness, and make the work orderly. 编制:____________________ 审核:____________________ 批准:____________________ 本文档下载后可任意修改
钢卷板纵剪生产线操作规程 简介:该规程资料适用于公司或组织通过合理化地制定计划,达成上下级或不同的人员之间形成统一的行动方针,明确执行目标,工作内容,执行方式,执行进度,从而使整体计划目标统一,行动协调,过程有条不紊。文档可直接下载或修改,使用时请详细阅读内容。 1. 通电 1) 检查设施外观有无异常情况,各控制开关、电气按钮是否在正常位置。 2) 接通电源。 3) 检查设施各部分显示是否正常。 2. 调整设施 a) 松开活动导轨锁紧螺拴并推至主机外侧。 b) 检查两刀轴的轴间距,必要时进行调整,使上下刀的咬合度为0.2mm。 3)按排料方备进行调刀: A 相邻剪切口之间的间隔比理论宽度小0.1-0.2mm。 B 上下刀间隙应按材料厚度来定。 4)锁紧刀具。 5)将活动导向装置推回线内,并锁紧。
3. 吊装钢卷料 1)复查钢卷是否合格。 2)将上料小车推到开卷外侧,并提高到最高点。 3)在卷料中间穿入钢管,钢丝绳挂在钢管两端,将卷料吊置小车上,在装时应注重保护钢卷料,轻拿轻放。 4)升降小车高度至合适位置并将小车退向开卷机,把卷料牢继套在开卷机的合适位置上。 5)降低车架,脱开卷料,张紧开卷机,使卷料牢继地套在卷筒上,拉出上料小车。 4. 穿引钢卷料 1)调整压料板,使每对剪口间都有合适的压料板压料。 2)打开卷料,引出料头,开卷机正转,手工引料穿过压料板至剪刀前,压料压下。 3)调整活动导向装置,使中料与活动导向轮之间的间隔约为0.5mm。 4)调整固定导向装置,使中料与固定导向轮之间的间隔约为为0.5mm。 5)推开上料小车,开卷机正转放料,使片料放置开卷缓