聚丙烯腈碳纤维性能表征要求规范
聚丙烯腈碳纤维性能表征规范
聚丙烯腈碳纤维的性能主要有力学性能、热物理性能和电学性能。对于碳纤维材料来说,拉伸力学性能,包括拉伸强度、拉伸模量以及断裂伸长率是其主要力学性能指标。由于纤维材料本身的特点,很难对其压缩力学性能进行有效的表征,因此基本不考虑纤维本身的压缩性能。碳纤维的热物理性能包括热容、导热系数、线膨胀系数等,也是材料应用的重要指标。电性能主要为体积电阻率以及电磁屏蔽方面的性能。对于碳纤维的拉伸力学性能测试,各国都已经基本形成了相应的测试标准系列,这些标准系列同时包括了在力学性能测试时需要的线密度、体密度、上浆量等相关的测试。对于热物理性能,相关的测试标准较少。
5.5.1 碳纤维性能测试标准
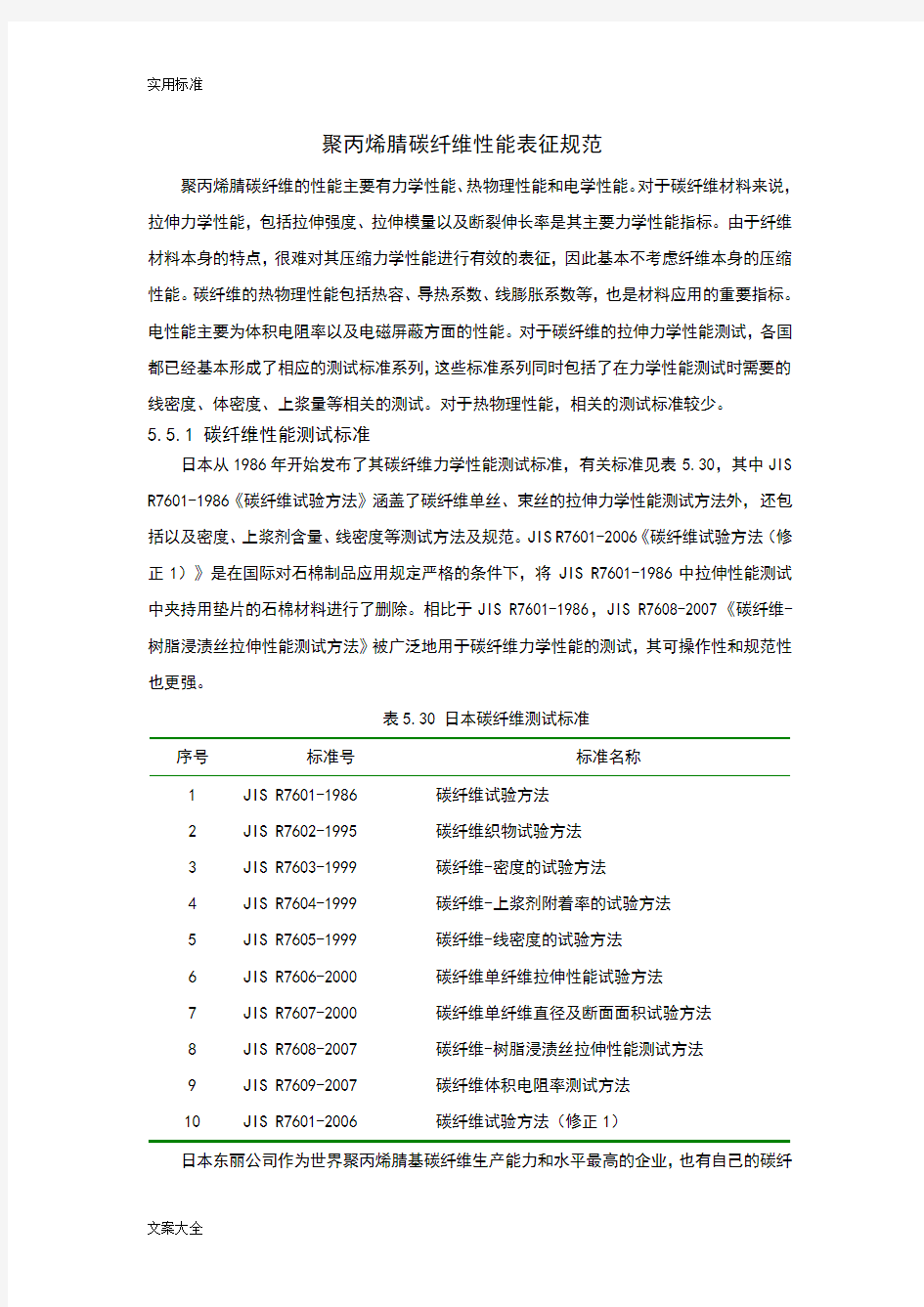
日本从1986年开始发布了其碳纤维力学性能测试标准,有关标准见表5.30,其中JIS R7601-1986《碳纤维试验方法》涵盖了碳纤维单丝、束丝的拉伸力学性能测试方法外,还包括以及密度、上浆剂含量、线密度等测试方法及规范。JIS R7601-2006《碳纤维试验方法(修正1)》是在国际对石棉制品应用规定严格的条件下,将JIS R7601-1986中拉伸性能测试中夹持用垫片的石棉材料进行了删除。相比于JIS R7601-1986,JIS R7608-2007《碳纤维-树脂浸渍丝拉伸性能测试方法》被广泛地用于碳纤维力学性能的测试,其可操作性和规范性也更强。
表5.30 日本碳纤维测试标准
序号标准号标准名称
1 JIS R7601-1986 碳纤维试验方法
2 JIS R7602-1995 碳纤维织物试验方法
3 JIS R7603-1999 碳纤维-密度的试验方法
4 JIS R7604-1999 碳纤维-上浆剂附着率的试验方法
5 JIS R7605-1999 碳纤维-线密度的试验方法
6 JIS R7606-2000 碳纤维单纤维拉伸性能试验方法
7 JIS R7607-2000 碳纤维单纤维直径及断面面积试验方法
8 JIS R7608-2007 碳纤维-树脂浸渍丝拉伸性能测试方法
9 JIS R7609-2007 碳纤维体积电阻率测试方法
10 JIS R7601-2006 碳纤维试验方法(修正1)
日本东丽公司作为世界聚丙烯腈基碳纤维生产能力和水平最高的企业,也有自己的碳纤
维力学性能测试内部规范,测试规范号和名称为TY-030B-01《碳纤维拉伸强度、拉伸弹性模量和断裂延伸率测试方法》。
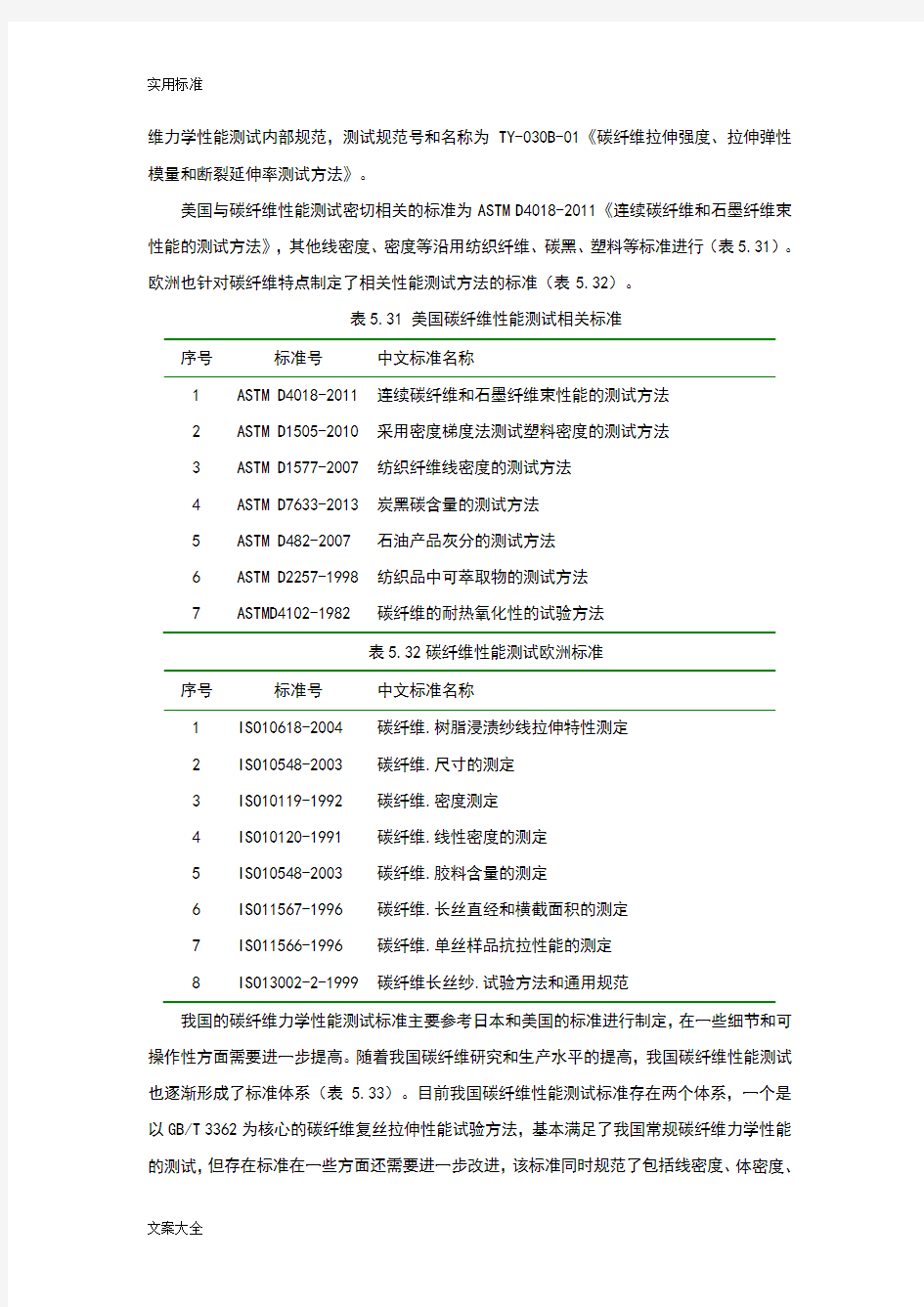
美国与碳纤维性能测试密切相关的标准为ASTM D4018-2011《连续碳纤维和石墨纤维束性能的测试方法》,其他线密度、密度等沿用纺织纤维、碳黑、塑料等标准进行(表5.31)。欧洲也针对碳纤维特点制定了相关性能测试方法的标准(表5.32)。
表5.31 美国碳纤维性能测试相关标准
序号标准号中文标准名称
1 ASTM D4018-2011 连续碳纤维和石墨纤维束性能的测试方法
2 ASTM D1505-2010 采用密度梯度法测试塑料密度的测试方法
3 ASTM D1577-2007 纺织纤维线密度的测试方法
4 ASTM D7633-2013 炭黑碳含量的测试方法
5 ASTM D482-2007 石油产品灰分的测试方法
6 ASTM D2257-1998 纺织品中可萃取物的测试方法
7 ASTMD4102-1982 碳纤维的耐热氧化性的试验方法
表5.32碳纤维性能测试欧洲标准
序号标准号中文标准名称
1 ISO10618-2004 碳纤维.树脂浸渍纱线拉伸特性测定
2 ISO10548-200
3 碳纤维.尺寸的测定
3 ISO10119-1992 碳纤维.密度测定
4 ISO10120-1991 碳纤维.线性密度的测定
5 ISO10548-2003 碳纤维.胶料含量的测定
6 ISO11567-1996 碳纤维.长丝直经和横截面积的测定
7 ISO11566-1996 碳纤维.单丝样品抗拉性能的测定
8 ISO13002-2-1999 碳纤维长丝纱.试验方法和通用规范
我国的碳纤维力学性能测试标准主要参考日本和美国的标准进行制定,在一些细节和可操作性方面需要进一步提高。随着我国碳纤维研究和生产水平的提高,我国碳纤维性能测试也逐渐形成了标准体系(表 5.33)。目前我国碳纤维性能测试标准存在两个体系,一个是以GB/T 3362为核心的碳纤维复丝拉伸性能试验方法,基本满足了我国常规碳纤维力学性能的测试,但存在标准在一些方面还需要进一步改进,该标准同时规范了包括线密度、体密度、
上浆剂含量的测试方法。另一个是以GB/T26749为核心的碳纤维性能测试标准,在性能测试方面有了较完整的标准体系。
表5.33我国碳纤维性能相关测试标准
序号标准号标准名称
1 GB/T3362-198
2 碳纤维复丝拉伸性能试验方法
2 GB/T3362-2005 碳纤维复丝拉伸性能试验方法
3 GB/T3364-2008 碳纤维直径和根数试验方法
4 GB/T3366-1996 碳纤维增强塑料纤维体积含量试验方法
5 GB/T3855-2005 碳纤维增强塑料树脂含量试验方法
6 GB/T26749-2011 碳纤维浸胶纱拉伸性能的测定
7 GB/T30019-2013 碳纤维密度的测定
8 GB/T29762-2013 碳纤维纤维直径和横截面积的测定
9 GB/T29761-2013 碳纤维浸润剂含量的测定
10 GB/T23442-2009 聚丙烯腈基碳纤维原丝结构和形态的测定
11 GB/T26752-2011 聚丙烯腈基碳纤维
12 QJ3074-1998 碳纤维及其复合材料电阻率测试方法
13 GB18530-2001 车间空气中碳纤维粉尘职业接触限值
5.5.2 碳纤维单丝力学性能测试
单丝力学性能测试可以较为简单快速的得到碳纤维拉伸力学性能,需要样品量少,通常十厘米左右的纤维样品就可以完成对碳纤维的力学性能表征,因此在早期应用较为普遍。由于单丝力学性能测试结果存在人为影响较大、性能离散值较高等缺点,目前逐渐为束丝力学性能测试方法所取代。
对于碳纤维单丝力学性能测试,JIS R7601-1986和ISO11566-1996进行了详细的规定,包括制样、测试、试验次数等。以JIS R7601-1986为例,对于单纤维的拉伸强度测试,需要将单根纤维从纤维束中抽出,并将其固定在试验用底纸上,用于固定单根纤维的底纸标准规定的形式如图 5.51,以确保拉伸试验时纤维标距为25±0.5mm。测试是拉伸速度为0.5-10mm/min,以断裂时力值与单丝截面积计算拉伸强度,在断裂力值20%-60%拉伸-形变曲线部分以断裂力值的20%-30%计算模量值。模量计算采用如下公式:
K L
P 1L L A P E ???-??
?= 其中E :拉伸弹性模量,N/mm 2;ΔP 为载荷增加量,N ;A :试验片的截面积mm 2
;L :试验片长度,mm ;ΔL :伸长量,mm ;K :装置柔量校正系数,mm/N 。
图5.51 单纤维固定用底纸
装置柔量校正系数需通过不同标距测试,以断裂伸长/断裂力值对标距作图,延长到标距为零时的断裂伸长/断裂力值为装置柔量校正系数。在计算拉伸强度和模量时,纤维截面积可以采用激光法、显微镜法、纤度和线密度计算法等。对于试验次数,标准给出了详细的规定。试验次数的确定首先需进行30次试验计算出变异系数,并根据试验要求的概率和精确度的要求,通过图5.52或5.53决定。利用预先进行的试验结果,算出的平均值和标准偏差对应上述计算图,将其连接为一条直线,延长直线求出变动系数,将此变动系数与所定的精度连接为一条直线,延长直线与所定概率的刻度相交,求出试验次数。如预先进行的试验结果平均值为35,标准偏差2.5,则变异系数为7.1%,所需试验精度为2.0%,则在95%概率下试验次数为51次,99%概率下试验次数为86次。
图5.52 试验次数确定图Ⅰ
图5.52 试验次数确定图Ⅱ
5.5.3 碳纤维束丝力学性能测试
碳纤维的束丝力学性能测试,是将一束碳纤维作为整体进行拉伸测试,从而获得碳纤
维的拉伸强度、拉伸模量以及断裂伸长率。碳纤维的束丝力学性能测试的关键是在测试时丝束内所有纤维同时受力并发生断裂,因此需要对碳纤维进行上胶制样。
碳纤维复丝力学性能测试必须首先用高分子树脂对纤维束中的进行固定,因此需要采用浸渍树脂对纤维进行浸渍处理。通常采用的浸渍树脂为环氧树脂的丙酮溶液。为了确保浸渍均匀,必须保证树脂或者树脂溶液的粘度。对固化后树脂,各标准都给出了相类似的要求,以日本标准为例,标准要求树脂固化后的最大变形,在碳纤维的拉伸形变的2倍以上,最好是3倍。通常碳纤维性能测试标准都对测试环境的温湿度有着较严格的规定,但对于浸渍过程环境的温湿度并没有作相应规定,而研究发现,在对碳纤维进行树脂浸渍过程中,环境的温湿度,特别是湿度对最终碳纤维性能测试结果有着重要影响,环境湿度在大于50%时,所制备的样条在进行测试是断裂形式呈现多样化非正常断裂,使得测试结果偏低。
关于制样,可以采用人工或者机器进行上胶、烘干制样,所得到的样品须平滑无明显的胶滴。样条固化后树脂含量通常为35-60%。日本标准推荐了自动制样装置示意图如图5.53所示。东丽公司TY-030B-01《碳纤维拉伸强度、拉伸弹性模量和断裂延伸率测试方法》推荐的自动制样装置如图5.54,制样温度为25-30℃,制样张力100-200g/束,制样速度7m/min。所制的样条树脂含量需要在30%以上。
图5.53 标准推荐的制样装置
图5.54 东丽内部规范自动制样装置
为了在测试时能够对试样进行很好的夹持,通常试样两端需要用加强片进行加强。加强
片可以采用各种材料,如衬纸、金属板、树脂浸渍玻璃纤维布、铸型热硬化树脂、热塑性树脂等。图5.54为一种热塑性树脂加强片的形式,图5.55为金属加强片。
图5.54 热塑性树脂加强片
图5.55 金属加强片
在进行力学性能测试时,通常的标准规定的标距长度为150±5mm,或者200±5mm;没有附有加强片的试验片的场合,全长250±5mm,或者300±5mm,在采用引伸计测碳纤维模量时,纤维长度至少为引伸计长度的3倍。测试样品数量方面,一般要求至少4个正常断裂的试样。
测试过程的拉伸速度不同标准规定不尽相同,GB/T3362规定的拉伸速度为1-20
mm/min,ASTM D4018和JIS7608为不超过250 mm/min,而日本东丽公司内部测试规范为30-60 mm/min。对于拉伸速度的规定,GB/T 3362是所有标准中最小的。我国测试人员在实践中发现,对于通常碳纤维来说,拉伸速度对测试结果影响不大,为提高测试效率,因此可以适当
放宽测试中的拉伸速度范围。
对于模量的测试,推荐使用引伸计,引伸计的量规长,最低50mm,最好是100mm。引伸计线性允许误差在0.1%以下。可以使用机械式、光学式或者是激光式的变形测量仪。对于纤维模量的计算,不同标准并不完全相同。JIS7608规定模量计算需根据纤维类型确定,其模量计算的取值范围如表5.34。ASTM D4018根据纤维本身特性对不同纤维的模量计算取值范围进行了相应的规定(表5.35)。日本东丽公司内部测试规范规定对于T300级碳纤维,其模量取值范围为应变的0.3%-0.7%。GB/T3362对模量取值范围并未做相关规定。有研究认为,对于T800级原丝,模量计算取值在0.2%-0.7%时,可以得到较好的结果。
表5.34 JIS 7608模量计算取值范围
表 5.35 ASTM D4018对模量计算取值范围
5.5.4 与碳纤维力学性能计算相关的物性测试
碳纤维力学性能的计算涉及纤维截面积,而纤维截面积可以通过纤维的线密度(单位长度的质量)和体密度进行计算。在纤维线密度和体密度测试过程中纤维的上浆剂含量会对其产生影响,因此日本在其力学性能测试表准中同时对线密度、体密度和上浆含量的测试进行了规范。
JIS R7605-1999对碳纤维线密度的试验方法作出了规定。对于有上浆剂附着的碳纤维进行线密度试验时,需要通过上浆剂含量进行计算补正。在进行线密度测试之前,要将碳纤维保存在ISO 291所规定的标准试验状态之下,在试验中也要将装置以及试验片维持在相同的条件下,一般为23℃±2℃,50%RH±5%RH。此外也可以采用JIS K 7100(塑料的状态调节以及试验场所的标准状态)中规定的23℃±5℃,50%RH+20/-10%RH对纤维进行与处理。
每次截取碳纤维长度的要求是每个试样的质量≥0.25g。表5.36为碳纤维线密度与截取长度的关系。线密度结果为至少3个试样的平均值。碳纤维的截取时应对纤维施加一定的张力,日本标准规定为 4mN/tex~6mN/tex(0.4gf/tex~0.6 gf/tex)。截取的试样需在110℃±5℃的温度条件下干燥1小时,并在干燥器中进行冷却后进行称量,采用下式计算无上浆剂碳纤维的线密度:
采用下式计算有上浆剂附着的纱线的线密度:
其中,S:上浆剂附着率(%),m:试验片的质量(g)L:试验片的长度(m)。
对除去上浆剂的碳纤维进行密度测定的包括液体置换法、浮沉法、密度梯度管法和比重瓶法。密度的测试时要考虑碳纤维上浆剂的影响。一般碳纤维的上浆剂含量在1%以下时,可以不考虑上浆剂的影响。密度梯度管法在测试多个碳纤维样品具有方便快捷的特点。密度梯度管制作方法示意图如图5.56。
图5.56 密度梯度管制作示意图
上浆剂含量的测试可以采用溶剂萃取法、硫酸或者硫酸与过氧化氢的混合物氧化法和高温热热解法去除碳纤维上的上浆剂,通过比较去除前后纤维质量获得上浆剂含量。ASTM D4018推荐的方法为高温裂解法。目前较为通用和方便的是溶剂萃取法,所使用的溶剂可以为2-丁酮(甲基乙基酮)、四氢呋喃、二氯甲烷(甲叉二氯)、丙酮、二氯乙烷等有机溶剂溶剂。
溶剂萃取法具体操作为:在进行试验之前,要将试验片保存在ISO 291所规定的标准试验状态之下,在试验中也要将装置以及试验片维持在相同的条件下。在测定质量之前,需在110℃±5℃的温度下对纤维干燥1小时。每次测试用的碳纤维质量应为2g以上,上浆剂含量取2组测定值的平均值。测试前需将圆筒滤纸放入干燥机中,在110℃±5℃的温度条件下干燥1小时,在干燥器中冷却至室温。称取圆筒滤纸的绝干质量(m1)。将碳纤维放入圆筒滤纸,称取其绝干质量(m2)。将内有试验片的圆筒滤纸放入索式萃取器的虹吸室。往烧瓶中加入足量溶剂(约200ml)来进行虹吸回流操作,回流时间不少于2小时。回流结束后取出圆筒滤纸及碳纤维,在室温条件下放置10分钟,使溶剂蒸发。将圆筒滤纸和碳纤维在110℃±5℃的温度条件下干燥1小时,在干燥器中进行冷却后,称取其绝干质量(m3)。如果所用溶剂的沸点≥100℃时,干燥温度应比溶剂的沸点高10℃。采用以下公式计算出上浆剂含量(SC),结果用质量百分比表示。
其中,m1萃取前圆筒滤纸的绝干质量(g),m2:萃取前试验片和圆筒滤纸的绝干质量之和(g),m3:萃取后试验片和圆筒滤纸的绝干质量之和(g)。
参考文献
[1] 于法涛,王浩静,李宝峰.羟胺改性对聚丙烯腈预氧化纤维低温碳化的影响[J].合
成纤维,2008(10):8-10,14.
[2] 于法涛,王浩静,侯亚琴,等.盐酸羟胺对PAN基预氧化纤维裂解产物的影响[J].化
工新型材料,2009(6):63-64,77.
[3] 肖建文,方静,孙立.聚丙烯腈原丝碳化反应机理综述[J].高科技纤维与应用,2005
(01):24-27.
[4] 王强.PAN预氧化纤维碳化焦油消除及控制的研究[D].济南:山东大学,2006.
[5] 王平华.聚丙烯腈基碳纤维的技术研究——碳化过程及其表征[J].碳素,1987(4):
26-34.
[6] 童元建,王统帅,王小谦,等.PAN基碳纤维制备过程中的组成演变[J].化工新型材
料,2011(4):97-99,123.
[7] 沙婷,罗发,卿玉长,等.真空碳化处理对聚丙烯腈基碳纤维介电性能的影响[J].材
料导报,2010(18):47-49.
[8] 潘鼎,陈惠芳,李雨华,等.PAN预氧化纤维的分段碳化工艺研究[J].中国纺织大学
学报,1993(6):17-23.
[9] 刘扬,刘杰.碳化过程中改性聚丙烯腈预氧化纤维的高温热应力应变研究[J].航空材
料学报,2005(04):30-34.
[10] 刘焕章.碳纤维制备过程中元素含量变化与结构性能相关性研究[D].济南:山东大
学,2007.
[11] 林树波,齐志军,王文胜,孙金峰,苑杰.预氧化牵伸对碳纤维强度的影响[J].高科技
纤维与应用,2005(05):10-12.
[12] 季敏霞,王成国.聚丙烯腈基碳纤维制备过程中微观结构的演变[J].材料导报,2007
(5):111-114.
[13] 季敏霞.PAN原丝在预氧化和碳化过程中微观结构的演变[D].济南:山东大学,2008.
[14] 胡秀颖,王成国,王启芬,等.聚丙烯腈基碳纤维皮芯结构的形成与演变[J].材料
导报,2010(17):71-7.
[15] 葛曷一,陈娟,柳华实,等.聚丙烯腈预氧化纤维碳化中的结构演变与碳纤维微观结
构[J].化工学报,2009(1):238-243.
[16] 高爱君,罗莎,王小谦,等.碳纤维制造过程中径向差异表征及演变机理[J].材料
科学与工艺,2012(1):135-138,14.
[17] YUSOF N, ISMAIL A F. Post spinning and pyrolysis processes of
polyacrylonitrile (Pan)-based Carbon fiber and activated Carbon fiber: A review[J]. Journal of Analytical and Applied Pyrolysis, 2012, 93(0): 1-13.
[18] WEI Xie, CHENG Hai-feng, CHU Zeng-yong, et al. Effect of carbonization time
on the structure and electromagnetic parameters of porous-hollow Carbon
fibres[J]. Ceramics International, 2009, 35(7): 2705-2710.
[19] ZHANG Wang-xi, LIU Jie, WU Gang. Evolution of structure and properties of Pan
precursors during their conversion to Carbon fibers[J]. Carbon, 2003, 41(14): 2805-2812.
[20] TSE-HAO K, TZY-CHIN D, JENG-AN P, et al. The characterization of PAN-based
Carbon fibers developed by two-stage continuous carbonization[J]. Carbon, 1993, 31(5): 765-771.
[21] SUNG M G, SASSA K, TAGAWA T, et al. Application of a high magnetic field in
the carbonization process to increase the strength of Carbon fibers[J]. Carbon, 2002, 40(11): 2013-2020.
[22] RAHAMAN M A, ISMAIL A F, MUSTAFA A. A review of heat treatment on
polyacrylonitrile fiber[J]. Polymer Degradation and Stability, 2007, 92(8): 1421-1432.
[23] MITTAL J, KONNO H, INAGAKI M, et al. Denitrogenation behavior and tensile
strength increase during carbonization of stabilized Pan fibers[J]. Carbon, 1998, 36(9): 1327-1330.
[24] MITTAL J, BAHL O P, MATHUR R B. Single step carbonization and graphitization
of highly stabilized Pan fibers[J]. Carbon, 1997, 35(8): 1196-1197.
[25] MATHUR R B, BAHL O P, MITTAL J. Advances in the development of high-performance
Carbon fibres from Pan precursor[J]. Composites Science and Technology, 1994, 51(2): 223-230.
[26] LEE J C, LEE B H, KIM B G, et al. The effect of carbonization temperature of
Pan fiber on the properties of activated Carbon fiber composites[J]. Carbon, 1997, 35(10–11): 1479-1484.
[27] LAFFONT L, MONTHIOUX M, SERIN V, et al. An EELS study of the structural and
chemical transformation of Pan polymer to solid Carbon[J]. Carbon, 2004, 42(12–13): 2485-2494.
[28] JING, MIN. Chemical structure evolution and mechanism during pre-
carbonization of PAN-based stabilized fiber in the temperature range of 350–600°C[J]. Polymer Degradation and Stability, 2009, 92(9): 1737-1742. [29] GUIGON M, OBERLIN A. Heat-treatment of high tensile strength PAN-based Carbon
fibres: Microtexture, structure and mechanical properties[J]. Composites Science and Technology, 1986, 27(1): 1-23.
[30] FITZER E, FROHS W, HEINE M. Optimization of stabilization and carbonization
treatment of Pan fibres and structural characterization of the resulting Carbon fibres[J]. Carbon, 1986, 24(4): 387-395.
[31] FITZER E, SIMITZIS J. The influence of copolymer content of the Pan precursor
and of tensile load during oxidation and carbonization on the formation of Carbon fibres[J]. Carbon, 1975, 13(6): 555.
[32] EDIE D D. The effect of processing on the structure and properties of Carbon
fibers[J]. Carbon, 1998, 36(4): 345-362.
[33] DONNET J B, QIN R-y. Study of Carbon fiber surfaces by scanning tunnelling
microscopy, part i. Carbon fibers from different precursors and after various heat treatment temperatures[J]. Carbon, 1992, 30(5): 787-796.
[34] DEURBERGUE A, OBERLIN A. Stabilization and carbonization of pan-based Carbon
fibers as related to mechanical properties[J]. Carbon, 1991, 29(4–5):
621-628.
[35] HIROSHI M. 4880881 Sizing agents for Carbon fibers[J]. Carbon, 1990, 28(5):
I.
[36] RICHARD C. 4923752 Sizing for Carbon fiber[J]. Carbon, 1991, 29(3): III.
[37] COUSTUMER P L, LAFDI K, OBERLIN A. Imaging of sizing upon Carbon fibers[J].
Carbon, 1992, 30(7): 1127-1129.
[38] YUMITORI S, WANG D, JONES R F. The role of sizing resins in Carbon
fibre-reinforced polyethersulfone (PES)[J]. Composites, 1994, 25(7):
698-705.
[39] CHENG T-h, ZHANG J, YUMITORI S, et al. Sizing resin structure and interphase
formation in Carbon fibre composites[J]. Composites, 1994, 25(7): 661-670.
[40] LUO Yun-feng, YAN Zhao, DUAN Yue-xin, et al. Surface and wettability property
analysis of CCF300 Carbon fibers with different sizing or without sizing[J].
Materials & Design, 2011, 32(2): 941-946.
[41] ZHANG Ru-liang, HUANG Yu-dong, LI Liu, et al. Influence of sizing emulsifier
content on the properties of Carbon fibers and its composites[J]. Materials & Design, 2012, 33: 367-371.
[42] ZHANG R-l, HUANG Y-d, SU D, et al. Influence of sizing molecular weight on
the properties of Carbon fibers and its composites[J]. Materials & Design, 2012, 34: 649-654.
[43] BROYLES S N, VERGHESE E N, DAVIS V S, et al. Fatigue performance of Carbon
fibre/vinyl ester composites: the effect of two dissimilar polymeric sizing agents[J]. Polymer, 1998, 39(15): 3417-3424.
[44] ZHANG R-l, HUANG Y-d, LIU L, et al. Effect of the molecular weight of sizing
agent on the surface of Carbon fibres and interface of its composites[J].
Applied Surface Science, 2011, 257(6): 1840-1844.
[45] ZHANG R-l, HUANG Y-d, LIU L, et al. Effect of emulsifier content of sizing
agent on the surface of Carbon fibres and interface of its composites[J].
Applied Surface Science, 2011, 257(8): 3519-3523.
[46] BROYLES S N, CHAN R, DAVIS M R, et al. Sizing of Carbon fibres with aqueous
solutions of poly(vinyl pyrollidone)[J]. Polymer, 1998, 39(12): 2607-2613.
[47] PAIPETIS A, GALIOTIS C. Effect of fibre sizing on the stress transfer
efficiency in Carbon/epoxy model composites[J]. Composites Part a: Applied Science and Manufacturing, 1996, 27(9): 755-767.
[48] JIN Li, FAN Qun, CHEN Zhen-hua, et al. Effect of electropolymer sizing of
Carbon fiber on mechanical properties of phenolic resin composites[J].
Transactions of Nonferrous Metals Society of China, 2006, 16: s457-s461.
[49] DAI Zhi-shuang, SHI Feng-hui, ZHANG Bao-yan, et al. Effect of sizing on Carbon
fiber surface properties and fibers/epoxy interfacial adhesion[J]. Applied Surface Science, 2011, 257(15): 6980-6985.
[50] YU Yang, LU Chun-xiang, SU Xiao-lei, et al. Effect of nano-SiO2 modified
emulsion sizing on the interfacial adhesion of Carbon fibers reinforced
composites[J]. Materials Letters, 2007, 61(17): 3601-3604.
[51] SCHEFFLER C, GAO S-l, PLONKA R, et al. Interphase modification of
alkali-resistant glass fibres and Carbon fibres for textile reinforced
concrete II: Water adsorption and composite interphases[J]. Composites
Science and Technology, 2009, 69(7): 905-912.
[52] VERGHESE E N, JENSEN E R, LESKO J J, et al. Effects of molecular relaxation
behavior on sized Carbon fiber/vinyl ester matrix composite properties[J].
Polymer, 2001, 42(4): 1633-1645.
[53] 吴庆,陈惠芳,潘鼎.碳纤维表面处理与上浆综述[J].材料导报,2000(06):41-42.
[54] 刘建叶,陈娟,柳华实,等.转相乳化法制备乙烯基酯树脂碳纤维上浆剂[J].材料
工程,2011(08):82-86,92.
[55] 关蓉波,杨永岗,郑经堂,等.用Weibull统计方法来评价上浆对碳纤维强度的影响
[J].碳素,2001(03):26-29.
[56] 刘越.碳纤维增强复合材料性能影响因素的探讨[J].高科技纤维与应用,2003,28
(2):29-33.
[57] 林宏云,刘杰.碳纤维表面改性及进展[J].碳素,1985(04):26-33.
[58] 曹芳维,李敏,王绍凯,等.碳纤维与环氧树脂润湿和黏附作用[J].复合材料学报,
2011(04):23-28.
[59] 徐银宝.碳纤维上浆剂[J].产业用纺织品,1992(4):18-20.
[60] 杨斌,王辉.碳纤维上浆之探讨[J].产业用纺织品,1995(01):21-25.
[61] 杨禹,吕春祥,王心葵,等.纳米SiO_2改性乳液上浆剂对碳纤维抗拉强度的影响[J].新
型碳材料,2006(03):263-268.
[62] 关蓉波,杨永岗,郑经堂,等.上浆剂对CF/EP界面粘结的影响[J].纤维复合材料,
2002(01):23-24,26.
[63] 曹霞,温月芳,张寿春,等.耐温型碳纤维乳液上浆剂[J].新型碳材料,2006(04):
337-342.
[64] 关蓉波,杨永岗,郑经堂,等.碳纤维乳液上浆剂[J].新型碳材料,2002(03):
49-51,55.
[65] 余奇平,滕翠青,余木火.国内外碳纤维上浆剂研究现状[J].纤维复合材料,1997
(02):50-54.
[66] 杨禹,吕春祥,王心葵,等.纳米SiO_2改性碳纤维乳液上浆剂的性能评价[J].复合
材料学报,2007(02):38-43.
[67] 王学兰,曾黎明.碳纤维上浆剂的研究进展[J].碳素技术,2011(02):26-29.
[68] 李超,郭腊梅.水性环氧树脂碳纤维上浆剂的研制与性能分析[J].产业用纺织品,
2011(06):40-42.
[69] 苏玉芹,汤冰洁,董安琪,等.聚乙二醇改性环氧乳液碳纤维上浆剂的研制[J].复
合材料学报,2011(06):1-4.
[70] 李阳,温月芳,杨永岗,等.环氧树脂上浆剂对PAN基碳纤维性能的影响[J].合成纤
维工业,2009(02):1-3.
[71] 封彤波,肇研,罗云烽,等.不同上浆剂的国产碳纤维复合材料湿热性能研究[J].材
料工程,2009(10):36-40.
[72] 丁东,肇研,罗云烽,等.上浆剂对碳纤维增强双马树脂基复合材料力学性能的影响
[J].材料工程,2009(S2):200-203.
[73] 张如良,黄玉东,刘丽,等.上浆剂分子量对碳纤维表观性能及其界面性能影响研究
[J].材料科学与工艺,2011(03):137-143.
[74] 张如良,黄玉东,刘丽,等.上浆剂使用浓度对碳纤维性能的影响研究[J].哈尔滨
工业大学学报,2011(11):75-79.
[75] 肇研,段跃新,肖何.上浆剂对碳纤维表面性能的影响[J].材料工程,2007(S1):
121-126.
[76] 李伟东,王岭,王云英,等.上浆剂对国产碳纤维/聚酰亚胺复合材料界面性能的影
响[J].失效分析与预防,2010(03):135-139.
[77] 尤丽虹,张世杰,冯晓松.高强碳纤维复丝性能测试中的样条制备技术[A].中国航空学
会.第17届全国复合材料学术会议(纳米复合材料与界面分论坛)论文集[C].中国航空学会:2012:3.
[78] 张为芹,田艳红.高强碳纤维束丝拉伸性能测试影响因素的研究[J].理化检验(物理分
册),2006,11:541-543+553.
[79] 李文可.国产碳纤维复合材料基本力学性能试验研究[D].哈尔滨工业大学,2010.
[80] 刘大彪,何玉明,胡鹏,丁华明,唐旭涛,李召.单纤维微拉伸力学性能测试与分析[J].
实验力学,2012,01:61-69.
[81] 陈建明.碳纤维浸胶纱拉伸性能测试方法的探讨[J].玻璃纤维,2012,03:1-5+46.
[82] 杨延风,张学军,田艳红.碳纤维复丝的拉伸性能[J].理化检验(物理分册), 2012, 12:
788-792.
[83] 赵稼祥.苏联碳纤维性能的测试分析和研究[J].宇航材料工艺,1991,03:30-35.
[84] 陈海稚,郭新生.碳纤维上胶工艺及性能测试[J].天津纺织工学院学
报,1997,02:44-48.
[85] U.Morschel, C.Faymonvile, E.Ingelsberger,喻长远.碳纤维的线密度和拉伸性能测
试[J].国际纺织导报,2009,05:60+62-63.
[86] 陈东生,甘应进,王建刚,王强.活性碳纤维理化性能测试的几种方法[J].国际纺织导
报,2007,02:22-24+26-28.
[87] 陈建明,陈尚,王玉梅.碳纤维拉伸性能测试方法精密度研究[J].高科技纤维与应
用,2014,02:33-38.
[88] 杨延风,张学军,田艳红.碳纤维复丝和单丝拉伸性能测试方法[J].理化检验(物理分
册),2013,07:441-443+462.
[89] 童元建,禹凡,王宇,徐樑华.碳纤维拉伸模量准确测试研究[J].高科技纤维与应
用,2014,39(3):21-24.
[90] 卢天豪,陆文晴,童元建.聚丙烯腈基碳纤维的高温石墨化综述[J].高科技纤维与应
用,2013,38(3):52-58.
[91] 王统帅.低温碳化过程中PAN纤维结构与性能的研究[D].北京化工大学,2011.
[92] 刘钟铃.PAN基碳纤维结构型成分高温演变及其对结构影响的研究[D].北京化工大
学,2011.
[93] 王统帅.低温碳化过程中PAN纤维结构与性能的研究[D].北京化工大学,2011.
[94] 禹凡.PAN纤维含氮结构的演变[D].北京化工大学,2015.
碳纤维产业现状及发展前景
碳纤维:从“无”到“有”到“好” 随着国家政策扶持力度的不断增大及市场需求的日益增长,我国碳纤维出现了前所未有的产业化建设热潮,国产碳纤维技术和产业化水平显著提高。特别是最近十年,在国家科技与产业计划的支持下,高性能碳纤维及其复合材料在关键技术、装备及应用等方面取得了突破性进展,初步建立起国产碳纤维制备技术研发、工程实践和产业化建设的较完整体系,技术发展速度明显加快,产品质量不断提高,有效缓解了国防建设重大工程对国产高性能碳纤维的迫切需求。 目前,国内大小碳纤维生产企业近40家,其中,拥有千吨以上规模生产线的企业4家,拥有五百吨级生产线的企业5家。国产碳纤维总产能达到1.96万吨。主要产品为12K及以下规格小丝束PAN基碳纤维,其中,T300级碳纤维性能达到国际水平,已进入产业化发展阶段,并在航空航天领域得到了应用;T700级碳纤维已建成千吨级生产线,产品进入应用考核阶段,低成本干喷湿纺T700级碳纤维已经实现规模化生产;T800级碳纤维吨级线建成并已实现批量生产。但高模、高模高强碳纤维的工程化制备技术及更高等级碳纤维的制备关键技术还有待攻关。 总体上讲,目前我国碳纤维产业整体发展水平仍与国外存在较大差距。主要表现在碳纤维原丝生产工艺路线单一、纺丝速度慢、效率低;生产线规模小,产能分散,低端产品产能过剩但生产线开工率低,年产量不足产能的20%;产品品种规格单一、性能稳定性不高、同质化现象严重、成本居高不下;生产装备自主设计制造能力不足、对生产工艺的适应性差;油剂、上浆剂等原辅料开发不配套;下游应用技术发展与碳纤维技术不匹配,下游应用市场对碳纤维产业发展牵引力不足等。特别是,由于低成本、稳定化、规模化生产技术的欠缺,绝大多数碳纤维产品的成本与市场售价倒挂,我国碳纤维企业面临着国内企业间恶性竞争和国外企业恶意压价的内忧外患,生存状况不容乐观。 而目前,国际碳纤维产业及下游应用市场均呈现欣欣向荣的繁荣景象,一方面国际碳纤维应用市场继续以6-8%的增速不断扩大,应用领域进一步拓展;另一方面,全球各大碳纤维制造商已陆续宣布了大幅扩产计划,市场竞争空前激烈。 面对国际碳纤维产业如此明确的发展信号,“十三五”期间,我国碳纤维产
聚丙烯腈基碳纤维增强热固性酚醛树脂复合材料的研制
聚丙烯腈基碳纤维增强热固性酚醛树脂复合材料的研制1.聚丙烯腈基碳纤维(PAN-CF) 碳纤维是一种以聚丙烯腈(PAN)、沥青、粘胶纤维等为原料,经预氧化、碳化、石墨化工艺而制得的含碳量大于90%的特种纤维。碳纤维具有高强度、高模量、低密度、耐高温、耐腐蚀、耐摩擦、导电、导热、膨胀系数小、减震等优异性能,是航空航天、国防军事工业不可缺少的工程材料,同时在体育用品、交通运输、医疗器械和土木建筑等民用领域也有着广泛应用。PAN基碳纤维生产工艺简单、产品综合性能好,因而发展很快,产量占到90%以上,成为最主要的品种。 1.1聚丙烯腈基碳纤维的制备 聚丙烯基碳纤维是继粘胶基碳纤维后第二个开发成功的碳纤维。它是目前各种碳纤维中产量最高品种最多发展最快技术最成熟的一种碳纤维。 聚丙烯腈(PAN)是由(AN)聚合而成的链状高分子。 由于PAN在它的熔点317℃以前就开始热分解,因此不能采用熔融纺丝而只能通过溶剂进行湿法或干法纺丝。 聚丙烯腈碳纤维的生产过程分三步:(1)预氧化;(2)高温碳化处理;(3)高温石墨化处理。 (1)聚丙烯腈原丝的预氧化 预氧化的目的就是为了防止原丝在碳化时熔融,通过氧化反应使得纤维分子中含有羟基,羰基,这样可在分子间和分子内形成氢键,从而提高纤维的热稳定性。在聚丙烯腈纤维预氧化过程中可能发生的主要化学反应和氧化脱氢反应。 分析结果表明在大约200℃左右约有75%氰基发生了化学反应。未环化的杂化发生氧化脱氢反应,使纤维中结合一部分氧。一般认为,在制造聚丙烯腈碳纤维时,纤维仅需要部分氧化,含氧量在5%~10%较好。预氧化采用的方法有两种:空气氧化法和催化法。 原丝在200~300℃空气中预氧化时,其颜色从白→黄→棕→黑,说明聚合物发生了一系列的化学变化,并开始形成石墨微晶结构。催化环化是将聚丙烯腈原丝在225℃的SnCl4二苯醚溶液中催化成环。催化法有可能使部分氰基未被氧化,造成结构缺陷。目前工业生产上普遍采用的是空气预氧化法。 同时为了提高碳纤维的力学性能,在原丝预氧化时同时采用引力牵伸。 (2)预氧化的碳化 预氧化的碳化一般是在惰性气氛中,将预氧丝加热至1000~1800℃,从而除去纤维中的非碳原子(如H,O,N等) 。生成的碳纤维的含碳量约为95%。碳化过程中,未反应的聚丙烯腈进一步环化,分子链间脱水,脱氢交联,末端芳构化成氨。随着温度的进一步升高,分子链间的交联和石墨晶体进一步增大。碳化温度对碳纤维的力学性能有很大的影响。在碳化过程中,拉伸强度和弹性模量随温度的升高而升高。但在拉伸强度在1400℃左右达到最大值。这是由于随温度的提高,碳纤维中的石墨晶体增大,定向程度提高,因而拉伸模量升高而拉伸强度趋于下降。 (3)PAN的石墨化 石墨化过程是在高纯度惰性气体保护下于2000~3000℃温度下对碳纤维进行热处理。碳纤维经石墨化温度处理后,纤维中残留的氮,氢等元素进一步脱除,六角碳网平面环数增加,并转化为类石墨结构。 在PAN石墨纤维的制备中,牵伸贯穿生产全过程。不仅在生产PAN原丝时需要多次牵伸。牵伸使微晶沿纤维轴向择优取向,微晶之间堆积更加紧密,从而使密度和模量提高。
碳纤维的特性及应用
碳纤维的特性及应用 碳纤维是高级复合材料的增强材料,具有轻质、高强、高模、耐化学腐蚀、热膨胀系数小等一系列优点,归纳如下: 一、轻质、高强度、高模量 碳纤维的密度是1.6-2.5g/cm3,碳纤维拉伸强度在2.2Gpa以上。因此,具有高的比强度和比模量,它比绝大多数金属的比强度高7倍以上,比模量为金属的5倍以上。由于这个优点,其复合材料可广泛应用于航空航天、汽车工业、运动器材等。 二、热膨胀系数小 绝大多数碳纤维本身的热膨胀系数,室内为负数(-0.5~-1.6)×10-6/K,在200~400℃时为零,在小于1000℃时为1.5×10-6/K。由它制成的复合材料膨胀系数自然比较稳定,可作为标准衡器具。 三、导热性好 通常无机和有机材料的导热性均较差,但碳纤维的导热性接近于钢铁。利用这一优点可作为太阳能集热器材料、传热均匀的导热壳体材料。 四、耐化学腐蚀性好 从碳纤维的成分可以看出,它几乎是纯碳,而碳又是最稳定的元素之一。它除对强氧化酸以外,对酸、碱和有机化学药品都很稳定,可以制成各种各样的化学防腐制品。我国已从事这方面的应用研究,随着今后碳纤维的价格不断降低,其应用范围会越来越广。 五、耐磨性好 碳纤维与金属对磨时,很少磨损,用碳纤维来取代石棉制成高级的摩檫材料,已作为飞机和汽车的刹车片材料。 六、耐高温性能好 碳纤维在400℃以下性能非常稳定,甚至在1000℃时仍无太大变化。复合材料耐高温性能主要取决于基体的耐热性,树脂基复合材料其长期耐热性只达300℃左右,陶瓷基、碳基和金属基的复合材料耐高温性能可与碳纤维本身匹配。因此碳纤维复合材料作为耐高温材料广泛用于航空航天工业。 七、突出的阻尼与优良的透声纳 利用这二种特点可作为潜艇的结构材料,如潜艇的声纳导流罩等。 八、高X射线透射率 发挥此特点已经在医疗器材中得到应用。 九、疲劳强度高 碳纤维的结构稳定,制成的复合材料,经应力疲劳数百万次的循环试验后,其强度保留率仍有60%,而钢材为40%,铝材为30%,而玻璃钢则只有20%-25%.因此设计制品所取的安全系数,碳纤维复合材料为最低。
2016年中国碳纤维行业发展状况及市场分析
1、国际碳纤维行业分析 (1)国际碳纤维行业发展概况 20世纪中叶,发达国家投入大量人力和物力研究碳纤维,碳纤维复合材料最初由于其在结构轻量化中无可替代的材料性能,首先在军用航空航天领域得到了青睐;1959年,日本大阪工业技术试验所的进藤昭男首先发明了聚丙烯腈(PAN)基碳纤维,1964年,英国皇家航空研究所(RAE)的瓦特等人打通了生产高性能聚丙烯腈(PAN)基碳纤维的工艺流程,在纤维的热稳定化过程中施加了张力牵伸,以满足结构的转化,使聚丙烯腈(PAN)基碳纤维成为主流产品,并于20世纪70年代开启民用碳纤维商业化应用;20世纪80年代至90年代,碳纤维在民用航空领域的引领下得以快速发展;进入21世纪,碳纤维生产工艺技术已经成熟,随着碳纤维应用领域的扩大,碳纤维的市场需求急剧增加,碳纤维产业日趋成熟。 从全球碳纤维市场的份额划分看,国际碳纤维市场依然为日、美企业所垄断。日本是全球最大的碳纤维生产国,世界碳纤维技术主要掌握在日本公司手中,其生产的碳纤维无论质量还是数量上均处于世界领先地位,日本东丽更是世界上高性能碳纤维研究与生产的“领头羊”。 数据显示,在小丝束碳纤维市场上,日本企业所占有的市场份额占到全球产能的 49%;在大丝束碳纤维市场上,日本企业所拥有市场份额占到全球产能的52%,美国企业所拥有的市场份额占全球产能的24%,日美两国合计拥有全球76%的大丝束碳纤维生产能力,处于明显的主导地位。 全球小丝束碳纤维市场份额划分图
全球大丝束碳纤维市场份额划分图 (2)国际碳纤维市场及趋势分析 A.全球碳纤维市场需求及趋势分析
碳纤维很少直接应用,大多是经过深加工制成中间产物或复合材料使用,碳纤维复合材料作为结构件或功能件现已广泛应用在航空航天、工业和体育休闲用品三大领域。碳纤维以其质轻、高强度、高模量、耐高低温和耐腐蚀等特点最早应用于航天及国防领域,如大型飞机、军用飞机、无人机及导弹、火箭、人造卫星和雷达罩等,且航空航天领域用碳纤维的性能等级相对而言是最高的。在工业领域,碳纤维广泛应用在汽车、电缆、风能发电、压力容器、海洋产业、电子器件、工业器材和土木建筑等;在体育休闲用品领域,高尔夫球杆和钓鱼竿最早获得应用,近年来,自行车、网球拍、羽毛球拍等体育用品也越来越多的使用碳纤维材料,一般使用T300级碳纤维就可以满足需求,但为了提升产品性能,部分部件也已开始使用T700级甚至更高性能碳纤维。 随着碳纤维的不断发展,碳纤维在工业领域和航空航天领域的应用范围不断扩大,占比也呈上升趋势,预计到2020年,碳纤维的需求总量将达到15.73万吨,年均复合增长率达到13.62%;到2024年全世界总体需求有望达到21.92万吨,尽管增速有所放缓,但复合增长率仍达到11.38%。其中增速最快的工业领域,未来十年复合增长率将达到14.52%,而最近5年的复合增长率更是高达17.55%。工业领域碳纤维消费占总消费的比例将从2015年的63.55%逐步提升至81.63%。航空航天领域的需求在未来5年进入快速发展期,而体育休闲领域在世界范围内应用相对成熟,需求量每年稳定增加。 全球碳纤维市场需求预测图(吨) a.航空航天领域需求持续增长
碳纤维材料性能及应用
碳纤维材料的性能及应用 碳纤维是一种纤维状碳材料。它是一种强度比钢的大、密度比铝的小、比不锈钢还耐腐蚀、比耐热钢还耐高温、又能像铜那样导电,具有许多宝贵的电学、热学和力学性能的新型材料。 碳纤维的微观结构类似人造石墨,是乱层石墨结构。另外,碳纤维是指含碳量高于90%的无机高分子纤维。其中含碳量高于99%的称石墨纤维。 性能特点: 碳纤维的比重小,抗拉强度高,轴向强度和模量高,无蠕变,耐疲劳性好,比热及导电性介于非金属和金属之间,热膨胀系数小,耐腐蚀性好,纤维的密度低,X射线透过性好。但其耐冲击性较差,容易损伤,在强酸作用下发生氧化,与金属复合时会发生金属碳化、渗碳及电化学腐蚀现象。因此,碳纤维在使用前须进行表面处理。总之,碳纤维是一种力学性能优异的新材料。 应用领域: 用碳纤维与塑料制成的复合材料所做的飞机不但轻巧,而且消耗动力少,推力大,噪音小;用碳纤维制电子计算机的磁盘,能提高计算机的储存量和运算速度;用碳纤维增强塑料来制造卫星和火箭等宇宙飞行器,机械强度高,质量小,可节约大量的燃料。1999年发生在南联盟科索沃的战争中,北约使用石墨炸弹破坏了南联盟大部分电力供应,其原理就是产生了覆盖大范围地区的碳纤维云,这些导电性纤维使供电系统短路。 目前,人们还不能直接用碳或石墨来抽成碳纤维,只能采用一些含碳的有机纤维(如尼龙丝、腈纶丝、人造丝等)做原料,将有机纤维跟塑料树脂结合在一起,放在稀有气体的气氛中,在一定压强下强热炭化而成碳纤维是纤维状的碳材料,其化学组成中含碳量在90%以上。由于碳的单质在高温下不能熔化(在3800K以上升华),而在各种溶剂中都不溶解,所以迄今无法用碳的单质来制碳纤维。碳纤维可通过高分子有机纤维的固相碳化或低分子烃类的气相热解来制取。目前世界上产生的销售的碳纤维绝大部分都是用聚丙烯腈纤维的固相碳化制得的。其产生的步骤为A预氧化:在空气中加热,维持在200-300度数十至数百分钟。预氧化的目的为使聚丙烯腈的线型分子链转化为耐热的梯型结构,以使其在高温碳化时不熔不燃而保持纤维状态。B碳化:在惰性气氛中加热至1200-1600度,维持数分至数十分钟,就可生成产品碳纤维;所用的惰性气体可以是高纯的氮气、氩气或氦气,但一般多用高纯氮气。C石墨化:再在惰性气氛(一般为高纯氩气)加热至2000-3000度,维持数秒至数十秒钟;这样生成的碳纤维也称石墨纤维。碳纤维有极好的纤度(纤度的表示法之一是9000米长的纤维的克数),一般仅约为19克;拉力高达300KG/MM2;还有耐高温、耐腐蚀、导电、传热、彭胀系数小等一系列优异性能。目前几乎没有其他材料像碳纤维那样具有那么多的优异性能。目前,碳纤维主要是制成碳纤维增强塑料来应用。这种增强塑料比钢、玻璃钢更优越,用途非常广泛,如制造火箭、宇宙飞船等重要材料;制造喷气式发动机;制造耐腐蚀化工设备等。羽毛球:现在大部分羽毛球拍杆由碳纤维制成。【碳纤维】carbon fibre 含碳量高于90%的无机高分子纤维。其中含
碳纤维性能的优缺点及其对策
碳纤维性能的优缺点及其对策 现面以结构加固用的碳纤维布为例说明碳纤维的性能: 碳纤维布加固技术是利用碳素纤维布和专用结构胶对建筑构件进行加固处理,该技术采用的碳素纤维布强度是普通二级钢的10倍左右。具有强度高、重量轻、耐腐蚀性和耐久性强等优点。厚度仅为2mm左右,基本上不增加构件截面,能保证碳素纤维布与原构件共同工作。 1、碳纤维介绍 碳纤维根据原料及生产方式的不同,主要分为聚丙烯腈(PAN)基碳纤维及沥青基碳纤维。碳纤维产品包括PAN基碳纤维(高强度型)及沥青基碳纤维(高弹性型)。 2、环氧树脂 不同类型的树脂还可以保证其对砼具有良好的渗透作用,例如底涂树脂;以及对碳纤维片与砼结构的粘接作用,例如环氧粘结树脂等。 (1)环氧树脂简介 仅仅依靠碳纤维片本身并不能充分发挥其强大的力学特性及优越的耐久性能,只有通过环氧树脂将碳纤维片粘附于钢筋混凝土结构表面并与之紧密地结合在一起形成整体共同工作,才能达到补强的目的。因此,环氧树脂的性能是重要的关键之一。环氧树脂因类型不同而有不同的性能,适应于各个部位的不同要求。例如底涂树脂对混凝土具有良好的渗透作用,能渗入到混凝土内一定深度;粘贴碳纤维片的环氧树脂易于"透"过碳纤维片,有很强的粘结力。依使用温度的不同,树脂还分为夏用及冬用类树脂。 2、碳纤维材料与其他加固材料对比 (1)抗拉强度:碳纤维的抗拉强度约为钢材的10倍。 (2)弹性模量:碳纤维复合材料的拉伸弹性模量高于钢材,但芳纶和玻璃纤维复合材料的拉伸弹性模量则仅为钢材的一半和四分之一。 (3)疲劳强度:碳纤维和芳纶纤维复合材料的疲劳强度高于高强纲丝。金属材料在交变应力作用下,疲劳极限仅为静荷强度的30%~40%。由于纤维与基体复合可缓和裂纹扩展,以及存在纤维内力再分配的可能性,复合材料的疲劳极限较高,约为静荷强度的70%~80%,并在破坏前有变形显著的征兆。 (4)重量:约为钢材的五分之一。 (5)与碳纤维板的比较:碳纤维片材可以粘贴在各种形状的结构表面,而板材更适用于规则构件表面。此外,由于粘贴板材时底层树脂的用量比片材多、厚度大,与混凝土界面的粘接强度不如片材。
碳纤维工业发展态势与我国沥青基碳纤维现状
1.碳纤维工业发展态势与我国沥青基碳纤维现状| 所在目录: 王太炎(不详)燃料与化工, Vol. 30, No. 6, 1999 2.光声光谱法在分析沥青基碳纤维样品中的应用| 所在目录: 邓继勇刘秀英(不详)岩矿测试, Vol. 14, No. 3, 1995 3.PAN基及沥青基碳纤维生产现状与展望| 所在目录: 王德诚(中国纺织工业设计院)合成纤维工业, Vol. 21, No. 2, 1998 4.中介相沥青基碳纤维的力学性能| 所在目录: 李新贵黄美荣(天津纺织工学院材料科学系)材料导报, Vol. 11, No. 1, 1997 5.中介相沥青基碳纤维的性能| 所在目录: 李新贵黄美荣(天津纺织工学院)材料科学与工程, Vol. 15, No. 4, 1997 6.插层沥青基碳纤维的电学性能与结构| 所在目录: 李华瑞纪箴(不详)北京科技大学学报, Vol. 17, No. 3, 1995 7.沥青基碳纤维的开发及其设想| 所在目录: 张庆怀李静仁(不详)江西石油化工, Vol. 7, No. 2, 1995 8.沥青基碳纤维表面复合处理的研究| 所在目录: 康勇项素云(大连理工大学高分子材料系)功能高分子学报, Vol. 12, No. 4, 1999 9.对日本沥青基碳纤维技术的考察| 所在目录: 王钰初(上海煤气制气(集团)有限公司)城市公用事业, Vol. 13, No. 5, 1999 10.超大比表面石油沥青基碳纤维微电极研究| 所在目录: 屠一锋徐萍(苏州大学化学化工学院)苏州大学学报:自然科学, Vol. 14, No. 3, 1998 11.沥青基碳纤维增强环氧模塑料的摩擦磨损性能| 所在目录: 杨安乐(上海交通大学材料科学与工程学院复合材料研究所)机械工程材料, Vol. 22, No. 6, 1998 12.碳纤维增强混凝土| 所在目录: 耿志大(沈阳铝镁设计研究院)混凝土与水泥制品, Vol. , No. 5, 1997 13.沥青纤维的预氧化研究(Ⅱ):对氧化规律的探索| 所在目录: 李小宁朱本松(不详)北京服装学院学报, Vol. 14, No. 1, 1994 14.沥青纤维的预氧化研究(I):--纤维结构的变化| 所在目录: 李小宁朱本松(不详)北京服装学院学报, Vol. 13, No. 2, 1993 15.碳纤维和镀铜碳纤维与涂料复合后的电阻率| 所在目录: 李华瑞范晓波(不详)北京科技大学学报, Vol. 15, No. 2, 1993
聚丙烯腈基碳纤维及其增强复合材料_柴晓燕
2011年第7期广东化工 第38卷总第219期https://www.360docs.net/doc/3816698217.html, · 293 · 聚丙烯腈基碳纤维及其增强复合材料 柴晓燕,朱才镇,刘剑洪 (深圳大学化学与化工学院,广东深圳 518060) [摘要]聚丙烯腈(PAN)基碳纤维作为一种高比强度和高比模量的增强型与功能型高性能纤维材料,在航空航天、国防军工及文体用品等方面都有广泛的应用。文章主要介绍了聚丙烯腈基碳纤维的制备、结构与性能及其在复合材料中的应用。 [关键词]碳纤维;增强;复合材料 [中图分类号]TQ [文献标识码]A [文章编号]1007-1865(2011)07-0293-03 PAN-based Carbon Fibers And Reinforce Composite Materials Chai Xiaoyan, Zhu Caizhen, Liu Jianhong (College of Chemistry and Chemical Engineering, ShenZhen University, Shenzhen 518060, China) Abstract: Polyacrylonitrile carbon fibers were widely used in many fields, such as aerospace, strategical missile, sports and leisure industries, because of which are the most crucial and imperative part of the reinforce of the composition. The paper mainly introduces the production, structure and property of PAN-based carbon fiber, and the applications in the composite materials. Keywords: carbon fibers;reinforce;composite material 碳纤维是由有机纤维经过一系列的热处理转化而成的含碳量在90 %以上的脆性材料,是一种纤维状的碳材料。作为一种新型材料,碳纤维具有低密度、高比强度、高比模量、耐高温和低温、耐腐蚀、耐疲劳、抗蠕变、导电、传热、热膨胀系数小等一系列的优异性能,结构独特,集众多优异性能于一身,它既可以作为结构材料的增强基承载负荷,又可作为功能材料[1]。由于碳纤维的强度比钢大,相对密度比铝还轻,并且具有上述电学、热学和力学性能,在现代科学技术、现代工业和现代国防的发展中起着重要作用。随着碳纤维产量的提高,碳纤维市场的扩大,价格不断降低,民用应用领域不断扩大。目前碳纤维已经渗透到高尔夫球杆、网球拍、滑雪板、钓鱼竿、游艇、赛艇、汽车构件、火车零件、石油、化工等多个领域,被誉为21世纪最有生命力的新型材料[2]。 碳纤维起源于19世纪60年代,而工业化则起步于20世纪50~60年代,是应宇航工业对耐烧蚀和轻质高强材料的迫切需求而发展起来的。l9世纪末,爱迪生首先用碳丝制作了白炽灯的灯丝,1959年,日本大阪工业试验所的近藤昭男发明了利用聚丙烯腈(PAN)纤维制造碳纤维的新方法,这一工艺很快受到重视,并实现了通用型PAN基碳纤维的工业化生产。而英国在此基础上开发了高性能的PAN基碳纤维的生产技术,处于了领先地位。20世纪70年代后,由于美国航天工业的高速发展,极大地促进了聚丙烯腈基碳纤维的发展[2]。 目前工业生产中主要采用聚丙烯腈(PAN)纤维、沥青纤维和粘胶纤维为原丝来生产碳纤维[3]。其中粘胶基和沥青基碳纤维用途较单一,产量也较为有限,而聚丙烯腈基碳纤维生产工艺简单,产品力学及高温性能优异,具有良好的结构和功能特性,因而发展较快,成为高性能碳纤维发展和应用的最主要和占绝对地位的品种,主要用于高性能结构及功能复合材料,在航天,航空、兵器、船舶等国防领域具有不可替代的作用。 1 PAN基碳纤维 1.1 PAN基碳纤维的制备工艺 PAN基碳纤维的制备包括PAN原丝的纺丝、预氧化和碳化三大工艺过程。优质的PAN原丝是制造高性能碳纤维的首要条件。原丝纺丝工艺有湿法、干法、干湿法和熔融法等[3-5],其中干湿法和熔融法是新的发展趋势,而湿法工艺则相对较为成熟。湿法成形的纤维纤度变化小、残留溶剂少,而且容易控制原丝质量,因而湿法纺丝仍是目前广泛应用的纺丝工艺。PAN基碳纤维的制备工艺流程如图1所示。 PAN原丝的预氧化,又称热稳定化,一般在180~300 ℃的空气气氛中进行。因为当温度低于180 ℃时反应速度很慢,耗时太长,生产效率过低;然而,当温度高于300 ℃时将发生剧烈的集中放热反应,导致纤维熔融断丝。在预氧化过程中要对纤维施加适当牵伸以抑制收缩、维持大分子链对纤维轴向的取向。预氧化的目的是使热塑性PAN线形大分子链转化为非塑性的耐热梯形结构,从而使纤维在碳化高温下不熔不燃,继续保持纤维形态[7-9]。预氧化方法包括恒温预氧化、连续升温预氧化和梯度升温预氧化。其中,前两种预氧化方法效率较低,目前主要用于实验室研究,而梯度升温预氧化则是当前工业化生产所普遍采用的。预氧化温度及其分布梯度、预氧化时间、张力牵伸等是影响预氧化过程的主要工艺参数。恰当的预氧化工艺可以在较短的时间内使纤维得到稳定化,为后期碳化提供均质的预氧丝;而不恰当的预氧化工艺则会造成原丝热稳定化的过度或不足,在高温碳化过程中纤维可能发生熔断或形成较多结构缺陷,严重影响最终碳纤维的性能。预氧化过程在整个碳纤维制备流程中耗时最长,预氧化时间一般为60~120 min,碳化时间为几分钟到十几分钟,而石墨化时间则以秒计算。可见,预氧化过程是决定碳纤维生产效率的主要环节。 碳化过程一般包括低温碳化和高温碳化两个阶段,低温碳化的温度一般为300~1000 ℃,高温碳化的温度为1100~1600 ℃。碳化时需要采用高纯度氮气作为保护气体。在碳化过程中,较小的梯形结构单元进一步进行缩聚,且伴随热解,向乱层石墨结构转化的同时,释放出许多小分子副产物。非碳元素O、N、H 逐步被脱除,C元素逐步富集,最终生成含碳量在90 %以上的碳纤维。 图1 PAN基碳纤维的制备工艺流程[6] Fig.1 The production of PAN-based carbon fiber 1.2 聚丙烯腈基碳纤维的结构 丙烯腈(AN)在一定的聚合条件下双键被打开,生成大分子链,同时放出反应热。氰基中的氮原子电负性大于碳原子,使氰基中的碳原子与氮原子间的电子云偏向氮原子,氮原子呈负电性,碳原子呈正电性。与氰基相连的主链上的碳原子与氰基中碳原子之间的电子云由于诱导作用的影响,偏向氰基碳原子,所以形成了很强的偶极矩。同一条聚丙烯腈大分子链上的氰基极性相同,互相排斥,呈现出僵硬的刚性,按照一定角度排列形成了对称的圆棒体,如图2所示。圆棒体的直径约为0.6 nm,长度约为10~100 nm。几根至几十根圆棒平行排列形成了有序的结晶区,而杂乱堆砌的大分子链则形成非晶区,即无定形区如图3所示。 聚丙烯腈原丝的预氧化过程从无定形区开始,逐渐发展到结晶区。纤维在预氧化初期是半融状态,丝束结构消失后呈块状的堆垛结构;预氧化中期,块状堆垛结构由束状向片状发散排列结构转变,并且在预氧化的后期趋于稳定。碳纤维是由片状石墨微晶沿纤维轴向方向堆砌而成的所谓“乱层”结构,通常也把碳纤维的结构看成由两维有序的结晶和孔洞组成,其中孔洞的含量、 [收稿日期] 2011-06-10 [作者简介] 柴晓燕(1985-),女,浙江人,硕士,助教,主要研究方向为碳纤维的结构与性能。
碳纤维材料的性能
碳纤维材料的性能及应用 摘要:介绍了碳纤维及其增强复合材料,详细介绍了碳纤维复合材料的分类和特性,着重阐述了碳纤维及其复合材料在高新技术领域和能源、体育器材等民 用领域的应用,并对未来碳纤维复合材料的发展趋势进行了分析。 关键词:碳纤维性能应用 0引言 碳纤维复合材料具有轻质、高强度、高刚度、优良的减振性、耐疲劳和耐腐蚀等优异性能。以高性能碳纤维复合材料为典型代表的先进复合材料作为结构、功能或结构/功能一体化材料,不仅在国防战略武器建设中具有不可替代性,在绿色能源建设、节约能源技术发展和促进能源多样化过程中也将发挥极其重要的作用。若将先进碳纤维复合材料在国防领域的应用水平和规模视作国家安全的重要保证,则碳纤维复合材料在交通运输、风力发电、石油开采、电力输送等领域的应用将与有效减少温室气体排放、解决全球气候变暖等环境问题密切相关。随着对碳纤维复合材料认识的不断深化,以及制造技术水平的不断提升,碳纤维复合材料在相关领域的应用研究与装备不断取得进展,借鉴国际先进的碳纤维复合材料应用经验,牵引高性能碳纤维及其复合材料的国产化步伐,对于改变经济结构、节能减排具有重要的战略意义。 1碳纤维材料 1.1何为碳纤维材料 碳纤维是一种含碳量在9 2% 以上的新型高性能纤维材料, 具有重量轻、高强度、高模量、耐高温、耐磨、耐腐蚀、抗疲劳、导电、导热和远红外辐射等多种优异性能, 不仅是21 世纪新材料领域的高科技产品, 更是国家重要的战略性基础材料, 政治、经济和军事意义十分重大。碳纤维分为聚丙烯睛基、沥青基和粘胶基 3种, 其中90 % 为聚丙烯睛基碳纤维。聚丙烯睛基碳纤维的生产过程主要包括原丝生产和原丝碳化两部分。用碳纤维与树脂、金属、陶瓷、玻璃等基体制成的复合材料, 广泛应用于航空航天领域体育休闲领域以及汽车制造、新型建材、
项目名称:聚丙烯腈基碳纤维原丝制备新技术
项目名称: 聚丙烯腈基碳纤维原丝制备新技术 来源: 第十二届“挑战杯”作品 小类: 能源化工 大类: 科技发明制作A类 简介: 碳纤维是一种高科技纤维,具有重要战略意义。本课题依托我校与吉林化纤公司联合自主研发 的三元无机水相悬浮聚合,湿法二步法制备聚丙烯腈基碳纤维原丝新技术。该技术具有工艺流 程短,成本低,质量稳定,产量高,适合大规模工业生产等特点,是国内首家独创。吉林化纤 公司采用该技术正进行万吨级原丝生产线的建设,建成后将成为国内最大PAN基碳纤维原丝生 产企业,并可实现年增销售收入12亿元,年增利润7亿元。 详细介绍: 碳纤维产品以其优异的特殊性能已成为经济发展和国防事业的重要战略物资,美、日等发达国 家极为重视并大力发展,但由于我国碳纤维原丝质量不过关一直影响碳纤维产品的质量,美、 日等国家又严格限制对我国出口碳纤维,从而极大制约了我国军事及航天事业的发展,同时也 限制了相关民用领域的开发。为打破制约我国碳纤维产业发展的关键技术、关键装备及其相关 配套技术,提高我国碳纤维产业的整体研发、生产技术水平具有重要战略意义。吉林化纤股份 有限公司是当今世界最大腈纶生产企业,具有丰富的腈纶生产经验。2008年3月,公司抽调出 具有丰富经验的专家及技术人员组成20余人的攻关小组,研发碳纤维。攻关组依托企业自身腈 纶生产工艺和技术优势,积极联系相关科研部门和院校,合作研发碳纤维生产技术。并于2009 年1月与我校合作,开展T300级PAN基碳纤维原丝工业化攻关。攻关组整合了实验室成果与 工业化腈纶生产控制技术,集成创新出生产PAN基碳纤维原丝的工业化生产技术。双方科研人 员共同设计并制造了实验室聚合釜,2009年2月研发出PAN基碳纤维原丝用聚合配方,2009 年4月,用自主研发的聚合釜和聚合配方生产出30 kg碳纤维原丝用聚合物,先后在意大利蒙 特公司的实验线和化纤公司现有设备改造的生产线上进行试纺,生产出了第一批碳纤维原丝, 其各项技术指标达到国内碳纤原丝指标水平,尽管存在一定不足,但有了突破性进展。2009年 5月,双方共同设计并制造了年产30吨聚合釜,5月末完成设备安装调试并投入使用,生产出 碳纤维原丝用聚合物,同时对化纤公司已有的纺丝生产线进行改造。经过两个月时间,30 吨/ 年聚合釜和改造后的纺丝线工艺设备都具备了试生产碳纤维原丝条件,09年8月正式生产。在 此基础上,公司又对已有的生产线进行了进一步改造,将生产能力提高到1500吨/年,并于2010 年2月21日正式投产。到目前为止,年产1500吨生产装置已稳定生产出各项指标达到或超过 日本东丽公司T300的水平的碳纤维原丝,且已全部投放市场,产品供不应求。公司生产的1K 丝,目前已应用于中国航天科技集团(43所)、北京玻璃钢研究所(251所)等单位的尖端产 品上。目前,国内碳纤维原丝生产技术均采用一步法,即通过溶液聚合直接纺丝方法生产碳纤 维原丝,但此方法由于反应后期体系粘度过大,造成体系换热困难,因此该反应反应釜不能太 大,到目前为止,采用该方法制备碳纤维原丝的生产厂家最大的反应釜只有一吨。我们生产碳 纤维原丝的方法是建立在吉林化纤原有腈纶生产方法之上,采用无机氧化还原引发、三元水相 悬浮聚合法生产PAN基碳纤维原丝聚合物,湿法、二步法生产碳纤维原丝,与一步法相比,由 于两步法聚合反应在水相中进行,换热容易,聚合釜可以做的很大,其容量可达28吨,大大超 过一步法生产用聚合釜。因此本方法具有产量高、适合大规模生产、产品质量稳定、生产成本 低等特点,是国内首家独创。吉林化纤公司生产的碳纤维原丝经碳化后性能指标可达到或超过
聚丙烯腈基碳纤维简介及其发展概况
聚丙烯腈基碳纤维简介及其发展概况 摘要:聚丙烯腈基碳纤维为人造合成纤维,是一种力学性能优异的新材料,在航空航天、建筑、体育、汽车、医疗等领域得到广泛的应用。生产碳纤维采用特殊组分且性能优异的专用PAN基纤维即PAN原丝。本文简要介绍国内外PAN基碳纤维的发展概况和现状,PAN基碳纤维的应用,重点介绍了PAN基碳纤维的结构、性能、纺丝、制备等技术,以及分析我国碳纤维与世界先进国家之间的差距及存在的问题且提出一些建设性意见。 关键词:聚丙烯腈基碳纤维纺丝国内外发展比较差距 碳纤维生产工艺简单、产品综合性能好,因而发展很快,产量占到90%以上,成为最主要的品种。碳纤维是一种以聚丙烯腈(PAN)、沥青、粘胶纤维等为原料,经预氧化、碳化、石墨化工艺而制得的含碳量大于90%的特种纤维。碳纤维具有高强度、高模量、低密度、耐高温、耐腐蚀、耐摩擦、导电、导热、膨胀系数小、减震等优异性能,是航空航天、国防军事工业不可缺少的工程材料,同时在体育用品、交通运输、医疗器械和土木建筑等民用领域也有着广泛应用。PAN基生产工艺简单,产品综合性能好,因而发展很快,产量占到90%以上,成为最主要的的品种。 一、碳纤维及其发展史 1.1碳纤维的先驱——斯旺和爱迪生 碳纤维的起源可追溯到19世纪60年代,1860年,英国人约瑟夫·斯旺用碳丝制作灯泡的灯丝早于美国人爱迪生。十九世纪后期他俩各自设计出了白炽灯泡.他是研制碳丝的第一人,同时他的利用挤压纤维素成纤技术为后来合成纤维的问世起到了启迪作用。 爱迪生解决了碳丝应用与白炽灯的灯丝问题,他发明的电灯,这也是碳丝第一次得到了实际应用。1910年库里奇发明了拉制钨丝取代了碳丝作为灯丝,从此碳丝的研制工作停止了下来。指导了20世纪50年代碳丝的研制又重新出现在现在的材料科学的舞台上,但研究的目的是为了解决战略武器的耐高温和耐烧耐腐蚀材料,今天的碳纤维已经形成了一个举足轻重的新型材料体系,已广泛应用于航空、军事和民用工业领域,而且仍在强劲发展.1.2碳纤维的三大原料路线 黏胶基碳纤维、聚丙烯腈基碳纤维、沥青基碳纤维,其中以聚丙烯腈基碳纤维应用最为广泛,也是本文将要为大家介绍的。 1.3聚丙烯腈碳纤维的发明者――近藤昭男 近藤昭男从业于大阪工业大学技术实验所,在碳研究室从事于碳素的崩散现象和碳素的崩散碳素胶状粒子的研究。他研究了应运腈纶在一系列热处理过程中物性和结构的变化,即开始研制PAN基碳纤维。虽然近藤昭男发明了用PAN原丝制造碳纤维的方法,但英国人瓦特在预氧过程中施加张力牵伸,打通了制取高性能碳纤维的工艺流程,从而牵伸贯穿了氧化和碳化的始终,成为研制碳纤维的重要工艺参数。所以近藤昭男发明了用PAN基原丝制造碳纤维的新方法,瓦特打通了制造高性能PAN基碳纤维新工艺。 1.4从日本东丽公司碳纤维发展历程看PAN基原丝的重要性。 日本东丽公司无论碳纤维的质量还是产量都居世界之首,以该公司研发碳纤维历程给人们一个启迪,即原丝是制取高性能碳纤维的前提,没有质量好的原丝就不可能产出好的碳纤维 东丽公司成立于1926年,1962年开始研制PAN基碳纤维,原丝为民用腈纶,产不出
碳纤维的发展与现状
人员分工情况 资料收集:蔡煜简江婷婷宋爽韵周晓楠张领中英文摘要:蔡煜张领周晓楠 内容编写:发展部分简江婷婷宋爽韵 现状与差距部分蔡煜张领周晓楠排版校对:简江婷婷宋爽韵 宋爽韵 20110815023 简江婷婷 20110815036 蔡煜 20110815045 周晓楠 20110815047 张领 20110815050
碳纤维的发展与现状 学生:蔡煜简江婷婷宋爽韵周晓楠张领指导老师:秦文峰 摘要:简要介绍了碳纤维的性能、发展历史以及在航空航天领域中的应用,同时分析了国内外碳纤维的发展差距,给出了对我国碳纤维发展的建议。 关键词:碳纤维;碳纤维复合材料;应用领域;发展差距;发展建议 Abstract:The brief introduction of the performance and development history and application in the aviation&aerospace field of carbon fiber ,the analysis of the development gap of carbon fiber between home and abroad ,the advises of carbon fiber’s development to our country are given in this paper. Key words:carbon fiber;carbon fiber composites;application territory; development gap;development advises
聚丙烯腈碳纤维性能表征要求规范
聚丙烯腈碳纤维性能表征规范 聚丙烯腈碳纤维的性能主要有力学性能、热物理性能和电学性能。对于碳纤维材料来说,拉伸力学性能,包括拉伸强度、拉伸模量以及断裂伸长率是其主要力学性能指标。由于纤维材料本身的特点,很难对其压缩力学性能进行有效的表征,因此基本不考虑纤维本身的压缩性能。碳纤维的热物理性能包括热容、导热系数、线膨胀系数等,也是材料应用的重要指标。电性能主要为体积电阻率以及电磁屏蔽方面的性能。对于碳纤维的拉伸力学性能测试,各国都已经基本形成了相应的测试标准系列,这些标准系列同时包括了在力学性能测试时需要的线密度、体密度、上浆量等相关的测试。对于热物理性能,相关的测试标准较少。 5.5.1 碳纤维性能测试标准 日本从1986年开始发布了其碳纤维力学性能测试标准,有关标准见表5.30,其中JIS R7601-1986《碳纤维试验方法》涵盖了碳纤维单丝、束丝的拉伸力学性能测试方法外,还包括以及密度、上浆剂含量、线密度等测试方法及规范。JIS R7601-2006《碳纤维试验方法(修正1)》是在国际对石棉制品应用规定严格的条件下,将JIS R7601-1986中拉伸性能测试中夹持用垫片的石棉材料进行了删除。相比于JIS R7601-1986,JIS R7608-2007《碳纤维-树脂浸渍丝拉伸性能测试方法》被广泛地用于碳纤维力学性能的测试,其可操作性和规范性也更强。 表5.30 日本碳纤维测试标准 序号标准号标准名称 1 JIS R7601-1986 碳纤维试验方法 2 JIS R7602-1995 碳纤维织物试验方法 3 JIS R7603-1999 碳纤维-密度的试验方法 4 JIS R7604-1999 碳纤维-上浆剂附着率的试验方法 5 JIS R7605-1999 碳纤维-线密度的试验方法 6 JIS R7606-2000 碳纤维单纤维拉伸性能试验方法 7 JIS R7607-2000 碳纤维单纤维直径及断面面积试验方法 8 JIS R7608-2007 碳纤维-树脂浸渍丝拉伸性能测试方法 9 JIS R7609-2007 碳纤维体积电阻率测试方法 10 JIS R7601-2006 碳纤维试验方法(修正1) 日本东丽公司作为世界聚丙烯腈基碳纤维生产能力和水平最高的企业,也有自己的碳纤
碳纤维特性
碳纤维是一种纤维状碳材料。它是一种强度比钢的大、密度比铝的小、比不锈钢还耐腐蚀、比耐热钢还耐高温、又能像铜那样导电,具有许多宝贵的电学、热学和力学性能的新型材料。 用碳纤维与塑料制成的复合材料所做的飞机不但轻巧,而且消耗动力少,推力大,噪音小;用碳纤维制电子计算机的磁盘,能提高计算机的储存量和运算速度;用碳纤维增强塑料来制造卫星和火箭等宇宙飞行器,机械强度高,质量小,可节约大量的燃料。目前,人们还不能直接用碳或石墨来抽成碳纤维,只能采用一些含碳的有机纤维(如尼龙丝、腈纶丝、人造丝等)做原料,将有机纤维跟塑料树脂结合在一起,放在稀有气体的气氛中,在一定压强下强热炭化而成碳纤维是纤维状的碳材料,其化学组成中含碳量在90%以上。由于碳的单质在高温下不能熔化(在3800K 以上升华),而在各种溶剂中都不溶解,所以迄今无法用碳的单质来制碳纤维。碳纤维可通过高分子有机纤维的固相碳化或低分子烃类的气相热解来制取。上前世界上产生的销售的碳纤维绝大部分都是用聚丙烯腈纤维的固相碳化制得的。其产生的步骤为A预氧化:在空气中加热,维持在200-300度数十至数百分钟。预氧化的目的为使聚丙烯腈的线型分子链转化为耐热的梯型结构,以使其在高温碳化时不熔不燃而保持纤维状态。B碳化:在惰性气氛中加热至1200-1600度,维持数分至数十分钟,就可生成产品碳纤维;所用的惰性气体可以是高纯的氮气、氩气或氦气,但一般多用高纯氮气。C石墨化:再在惰性气氛(一般为高纯氩气)加热至2000-3000度,维持数秒至数十秒钟;这样生成的碳纤维也称石墨纤维。碳纤维有极好的纤度(纤度的表示法之一是9000米长的纤维的克数),一般仅约为19克;拉力高达300KG/MM2;还有耐高温、耐腐蚀、导电、传热、彭胀系数小等一系列优异性能。目前几乎没有其他材料像碳纤维那样具有那么多的优异性能。目前,碳纤维主要是制成碳纤维增强塑料来应用。这种增强塑料比钢、玻璃钢更优越,用途非常广泛,如制造火箭、宇宙飞船等重要材料;制造喷气式发动机;制造耐腐
碳纤维用聚丙烯腈基原丝的研究进展
碳纤维用聚丙烯腈基原丝的研究进展 碳纤维根据原丝类型可分为:聚丙烯腈(PAN)基碳纤维、黏胶基碳纤维、沥青基碳纤维、酚醛基碳纤维,其中聚丙烯腈基碳纤维由于其优越的性能,受到最广泛的应用。聚丙烯腈(PAN)原丝质量决定着碳纤维最终性能,目前是制约我国碳纤维工业发展的重要因素。本文详细介绍了国内外PAN原丝的发展现状,对目前国内外纺丝工艺所用纺丝方法和溶剂等发展状况进行了系统的阐述。 标签:碳纤维;聚丙烯腈基原丝;研究进展 1 前言 PAN碳纤维具有高强度、高模量、耐高温、耐腐蚀、抗疲劳、热膨胀系数小等优异性能,可与树脂、金属、陶瓷、碳复合而成增强复合材料,被广泛应用于航天航空工业领域和民用领域,如卫星、运载火箭、飞机等尖端领域,及体育器材、建筑材料、医疗器械、运输车辆、机械工业等。高性能碳纤维的生产需要高性能的原丝,因此原丝的生产技术是碳纤维生产的关键技术。要进一步提高碳纤维的性能,必须进一步提高原丝的质量。 2 国内外PAN原丝的发展状况 2.1 PAN纺丝液的制备 目前,国内外普遍采用DMSO法丙烯腈间歇溶液聚合,这种方式虽然获得的纺丝液质量较好,但是其聚合的主反应过程并不稳定,放热集中,黏度变化大,同时,间歇聚合采用分批次进、出料,而不同批次的物料使得聚合液的黏度和分子量存在差异,影响聚合液的均一性和稳定性。溶液聚合投料的浓度较低,需要大量溶剂,并且纺丝效率低,溶剂回收过程能耗大,成本高。而本体聚合不需要溶剂,大大提高了生产效率,降低生产成本,且聚合工艺过程简单、设备简单,虽然存在反应体系黏度大、聚合反应热不易导出,影响PAN分子量分布的缺点,但在未来可能会成为PAN聚合的发展方向。 2.2 PAN原丝的制备及预氧化 目前,国内外生产用于碳纤维的PAN原丝主要采用湿法纺丝工艺,并且大多公司采用有机溶剂,以DMSO为溶剂生产的原丝产量最大。比如:日本东丽采用DMSO,日本三菱和中国台湾台塑采用二甲基甲酰胺。也有不少公司使用无机溶剂,比如:日本杜邦公司采用ZnCl2水溶液,吉林化工公司采用HNO3。湿法纺丝速度低、生产成本高,因此提高纺丝速度、降低生产成本成为了必然的趋势。 3 PAN原丝的纺丝工艺
聚丙烯腈碳纤维的工艺流程
聚丙烯腈碳纤维的工艺流程 1.概述 碳纤维是一种力学性能优异的新材料,它不仅具有碳材料的固有特性,又兼备纺织纤维的柔软可加工性,是新一代增强纤维。聚丙烯碳纤维是一种以聚丙烯腈(PAN)、沥青、粘胶纤维等为原料,经预氧化、碳化、石墨化工艺而制得的含碳量大于90%的特种纤维。碳纤维具有高强度、高模量、低密度、耐高温、耐腐蚀、耐摩擦、导电、导热、膨胀系数小、减震等优异性能,是航空航天、国防军事工业不可缺少的工程材料,同时在体育用品、交通运输、医疗器械和土木建筑等民用领域也有着广泛应用。PAN基碳纤维生产工艺简单、产品综合性能好,因而发展很快,产量占到90%以上,成为最主要的品种。 2.制备 聚丙烯腈碳纤维是以聚丙烯腈纤维为原料制成的碳纤维,主要作复合材料用增强体。无论均聚或共聚的聚丙烯腈纤维都能制备出碳纤维。为了制造出高性能碳纤维并提高生产率,工业上常采用共聚聚丙烯腈纤维为原料。对原料的要求是:杂质、缺陷少;细度均匀,并越细越好;强度高,毛丝少;纤维中链状分子沿纤维轴取向度越高越好,通常大于80%;热转化性能好。 生产中制取聚丙烯腈纤维的过程是:先由丙烯腈和其他少量第二、第三单体(丙烯酸甲醋、甲叉丁二脂等)共聚生成共聚聚丙烯腈树脂(分子量高于 6~8万),然后树脂经溶剂(硫氰酸钠、二甲基亚矾、硝酸和氯化锌等)溶解,形成粘度适宜的纺丝液,经湿法、干法或干-湿法进行纺丝,再经水洗、牵伸、干燥和热定型即制成聚丙烯腈纤维。若将聚丙烯腈纤维直接加热易熔化,不能保持其原来的纤维状态。因此,制备碳纤维时,首先要将聚丙烯腈纤维放在空气中或其他氧化性气氛中进行低温热处理,即预氧化处理。预氧化处理是纤维碳化的预备阶段。一般将纤维在空气下加热至约270℃,保温0.5h~3h,聚丙烯腈纤维的颜色由白色逐渐变成黄色、棕色,最后形成黑色的预氧化纤维。这是聚丙烯腈线性高分子受热氧化后,发生氧化、热解、交联、环化等一系列化学反应形成耐热梯型高分子的结果。再将预氧化纤维在氮气中进行高温处理(l 600℃),即碳化处理,则纤维进一步产生交联环化、芳构化及缩聚等反应,并脱除氢、氮、氧原子,最后形成二维碳环平面网状结构和层片粗糙平行的乱层石墨结构的碳纤维。 由PAN原丝制备碳纤维的工艺流程如下:PAN原丝→预氧化→碳化→石墨化→表面处理→卷取→碳纤维。 3.性能 碳纤维有如下的优良特性:①比重轻、密度小;②超高强力与模量;③纤维细而柔软; ④耐磨、耐疲劳、减振吸能等物理机械性能优异;⑤耐酸、碱和盐腐蚀,可形成多孔、表面活性、吸附性强的活性碳纤维;⑥热膨胀系数小,导热率高,不出现蓄能和过热;高温下尺寸稳定性好,不燃,热分解温度800℃,极限氧指数55;⑦导电性、X射线透过性及电磁波遮蔽性良好;⑧具有润滑性,不沾润在熔融金属中,可使其复合材料磨损率降低; ⑨生物相容性好,生理适应性强。