浅谈钣金加工工艺技术
浅谈钣金加工工艺技术
发表时间:2018-08-13T16:46:38.020Z 来源:《电力设备》2018年第8期作者:林阿艺[导读] 摘要:钣金加工过程中冲压件技术使用频繁,文章针对冲压件的加工工艺进行分析,总结出需要注意的技术要点。
(本田生产技术(中国)有限公司 510000)
摘要:钣金加工过程中冲压件技术使用频繁,文章针对冲压件的加工工艺进行分析,总结出需要注意的技术要点。分析翻边孔加工以及弯曲件加工的具体方法,为钣金加工环节提供稳定的技术支持,提升产品质量,使用稳定性也有明显提升。
关键词:钣金加工;加工工艺;弯曲件加工
在钣金的加工过程中,加工工艺是指导钣金加工的重要文件,如果没有加工工艺,钣金加工将会出现无规范可依,无标准可执行的情况。因此,我们要清楚钣金加工工艺的重要性,在钣金加工过程中对加工工艺进行深入研究,保证加工工艺能够符合钣金加工的操作实际,满足钣金加工的实际需要,从根本上提高钣金加工质量。通过实践发现,钣金加工根据加工方式的不同,主要分为:下料、折弯、拉伸、成型、焊接等方式。要想保证钣金加工全过程的质量达标,就要重点研究这几种加工方式的加工工艺,对现有加工工艺进行优化,提高加工工艺的实用性和指导性。
1钣金下料的加工工艺研究
从目前钣金下料方式来看,由于数控设备的广泛采用,以及激光切割技术的运用,钣金下料已经从传统的半自动切割转变成数控冲床加工和激光切割。在这一加工过程中,主要的加工工艺要点在于冲孔的尺寸控制和激光切割的板材厚度选择。对于冲孔的尺寸控制,主要应遵循以下加工工艺要求:
1.1冲孔在尺寸选择上,应根据图纸需要,认真分析冲孔的形状、板材的机械性能和板材的厚度情况,并根据公差要求将冲孔的尺寸留有余量,保证加工余量在允许偏差范围内。
1.2冲孔时设定好孔间距和孔边距,保证孔间距和孔边距达到标准要求。对于激光切割的工艺要点,我们应按照标准要求,在选材上,冷轧板和热轧板的最大厚度不超过 20mm,不锈钢的最大厚度不超过 10mm,另外网孔件不能使用激光切割的手段实现。
2 钣金加工工艺中的难点
钣金加工工艺是将一些金属薄板进行手工或者是模具的手法,从而使其形成我们所希望和要求的形状和尺寸,通过焊接或者是小部分的机械加工,使其形成更复杂的形状。比如在家庭中的油箱、铁通、通风管道、铁壶、漏斗、烟囱、弯头等,还有各种设备的外壳等,这些都是钣金的构件。钣金构件没有一种固定的结构形式,在对产品进行设计时,应该满足生产功能的前提:让所设计出的结构要做到外形的美观和制作成本低廉的原则。钣金构件是根据具体需要进行设计,不同的结构就要设计出不同的形式。总而言之,钣金构件的设计不是固定不变的,而是要随着产品的变化而变化,这就是钣金加工工艺所面临的难点问题。 3钣金加工工艺改进的措施
在实际钣金加工工艺中遇到的问题,可以从以下几点进行分
析,并对其进行改进措施。
3.1 钣金加工选材
钣金加工一般是用在设备的外壳,因此板材的选择工作显得非常重要。既要选择的恰当、在加工时方便,还能在保证强度的前提下把加工的成本进行降低。
在同一结构加工材料时,要保证材料的利用率,同样规格的板材厚度的材料最多不能超过三种。这就要加工时对材料要进行高度的利用,不能浪费。对于那种高强度且要求也比较高的钣金结构,可以用薄板压筋的方法达到目的。市场上所供给的钣金加工材料,其外形有时并不符合要求。比如钣金加工出的零件,其展开尺寸和原材料的外轮廓尺寸不相等,这就会影响其在材料上的安装。有些材料在装饰面上不需要进行外形上的材料喷涂,需要在板材的装饰面和板材的纹理方面进行考虑。如果其不暴露在外面,材料就不用严格要求;但材料要暴露在外面时,就要对材料的纹理进行严格的要求,加工时不能把外面的材料划伤。所以就要保证在钣金加工时减少不必要的损伤,提高材料的利用率。
3.2 孔缺结构设计及加工
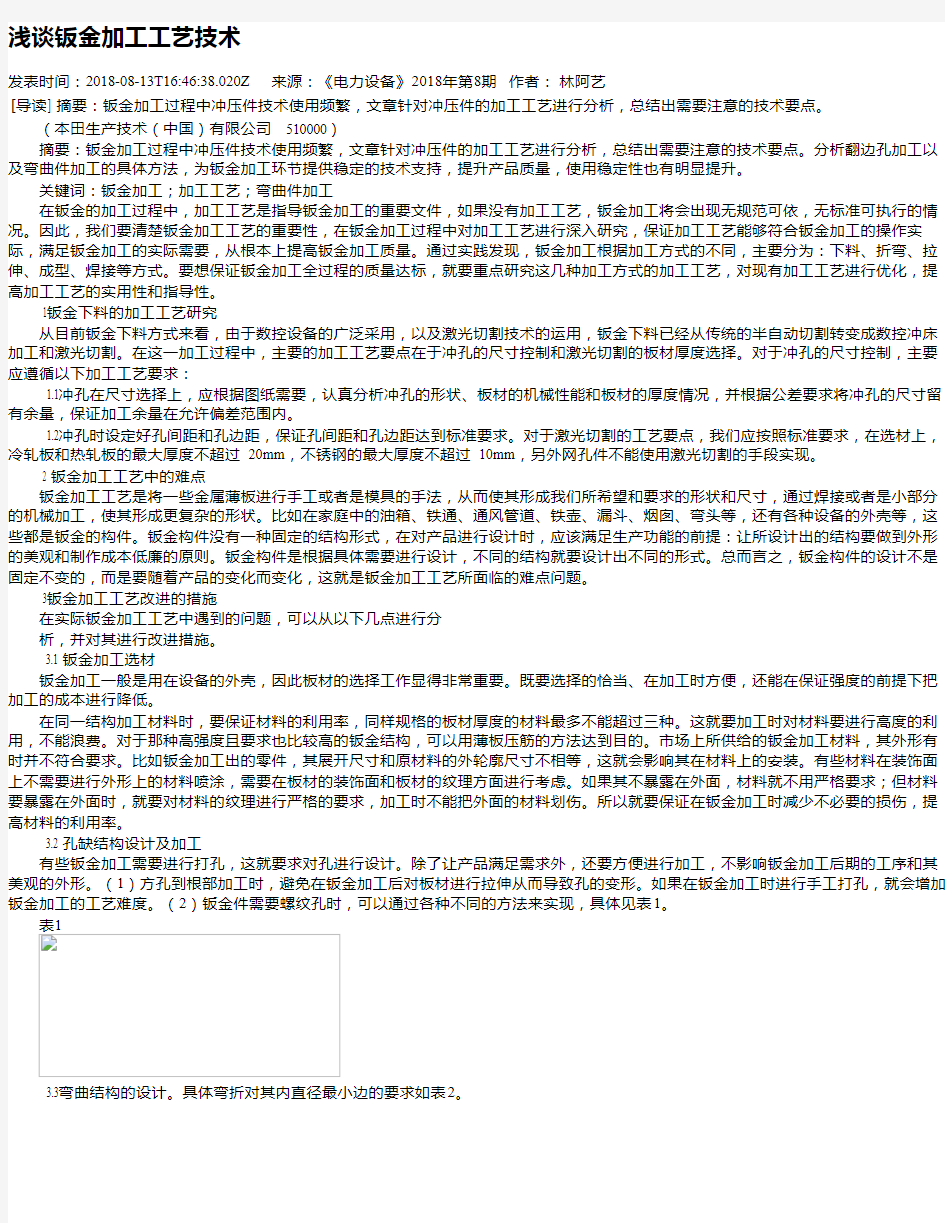
有些钣金加工需要进行打孔,这就要求对孔进行设计。除了让产品满足需求外,还要方便进行加工,不影响钣金加工后期的工序和其美观的外形。(1)方孔到根部加工时,避免在钣金加工后对板材进行拉伸从而导致孔的变形。如果在钣金加工时进行手工打孔,就会增加钣金加工的工艺难度。(2)钣金件需要螺纹孔时,可以通过各种不同的方法来实现,具体见表1。
表1
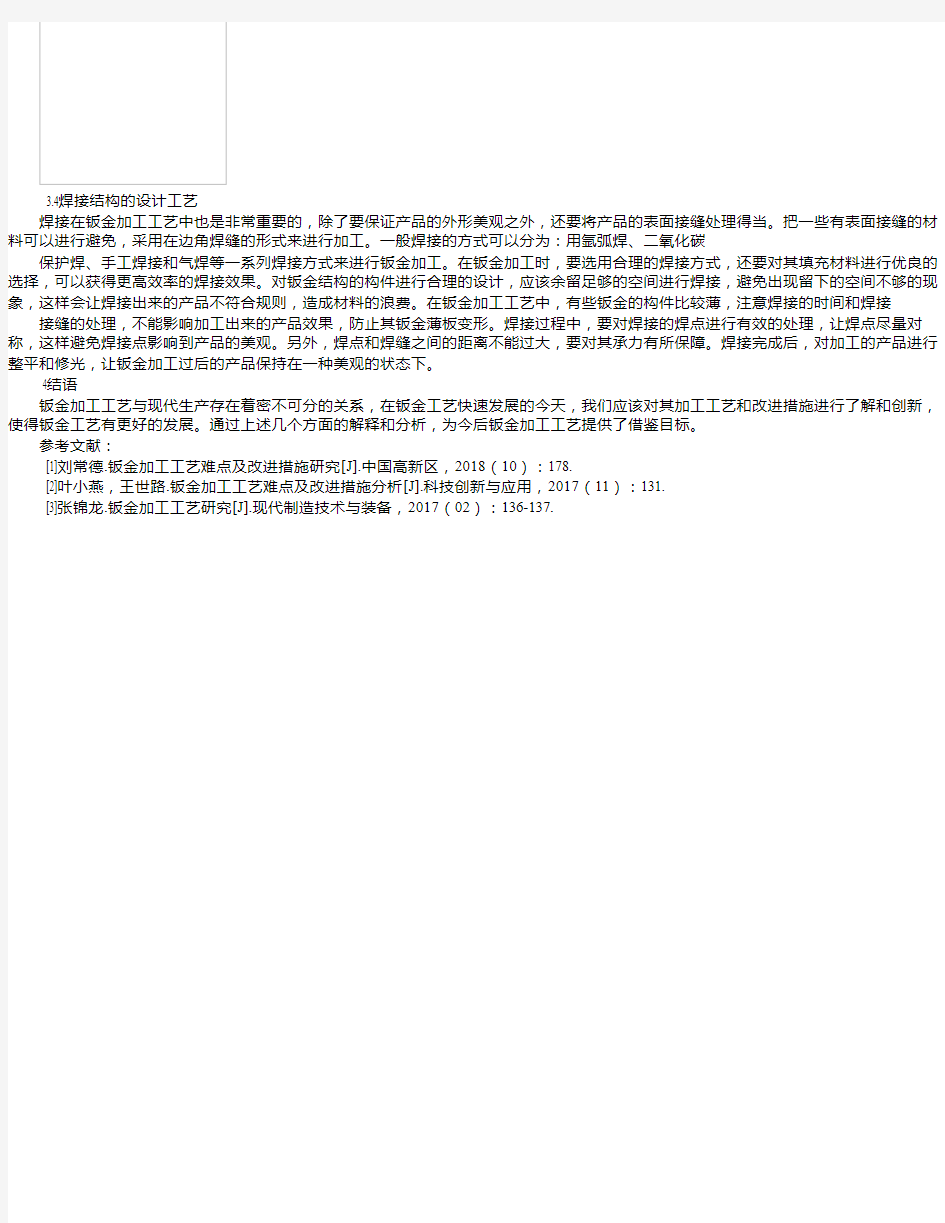
3.3弯曲结构的设计。具体弯折对其内直径最小边的要求如表2。