DIN 20043-煤矿接头
DEUTSCHE NORM September 2003
Steckverbindungen für Hydraulikschlauchleitungen
Ma?e, Anforderungen, Prüfung
20043
ICS 23.100.40
Staple-lock couplings for hydraulic power-transmission circuits
Ersatz für
DIN 20043:1987-07
Vorwort
Diese Norm wurde vom Arbeitsausschuss …Schlauchleitungen“ des Normenausschusses Bergbau (FABERG) erarbeitet.
Anhang A dient der Erl?uterung und ist informativ.
?nderungen
Gegenüber DIN 20043:1987-07 wurden folgende ?nderungen vorgenommen:
a) Zus?tzliche Nennweiten aufgenommen.b) Druckreihe B aus Tabelle 1 gestrichen.
c) Die verbliebenen Werte der Druckreihe A werden auf 4SP- und 2ST-Schl?uche abgestimmt.d) Kupplungsklammer Form KB gestrichen und Form KC aufgenommen.e) Bezugsnormen und Angaben aktualisiert.f) Norm redaktionell überarbeitet.
Frühere Ausgaben DIN 20043: 1987-07
Fortsetzung Seite 2 bis 12
Normenausschuss Bergbau (FABERG) im DIN Deutsches Institut für Normung e. V.
Normenausschuss Maschinenbau (NAM) im DIN
?DIN Deutsches Institut für Normung e.V. . Jede Art der Vervielf?ltigung, auch auszugsweise,
Ref.Nr. DIN 20043:2003-09
nur mit Genehmigung des DIN Deutsches Institut für Normung e. V., Berlin, gestattet.Preisgr. 07
Vertr.-Nr. 0007
Alleinverkauf der Normen durch Beuth Verlag GmbH, 10772 Berlin
DIN 20043:2003-09
2
1 Anwendungsbereich
Diese Norm gilt für Steckverbindungen vornehmlich für den Anschluss von Hydraulikschlauchleitungen aus Schl?uchen nach DIN 20021, DIN EN 853, DIN EN 856 und DIN EN 857. Die Werte für den maximalen Arbeitsdruck nach Tabelle 1 gelten für hydraulischen Grubenausbau und Betriebsmittel zur Staubbek?mpfung.Diese Norm legt fest –die maximalen Arbeitsdrücke,–die Anschlussma?e aller Einzelteile,
–alle weiteren erforderlichen Festlegungen für die zugeh?rigen Kupplungsklammern, O-Ringe und Stützringe,–die Mindestberstdruckwerte,
–
die Anforderungen an die Impulsdruckprüfung.
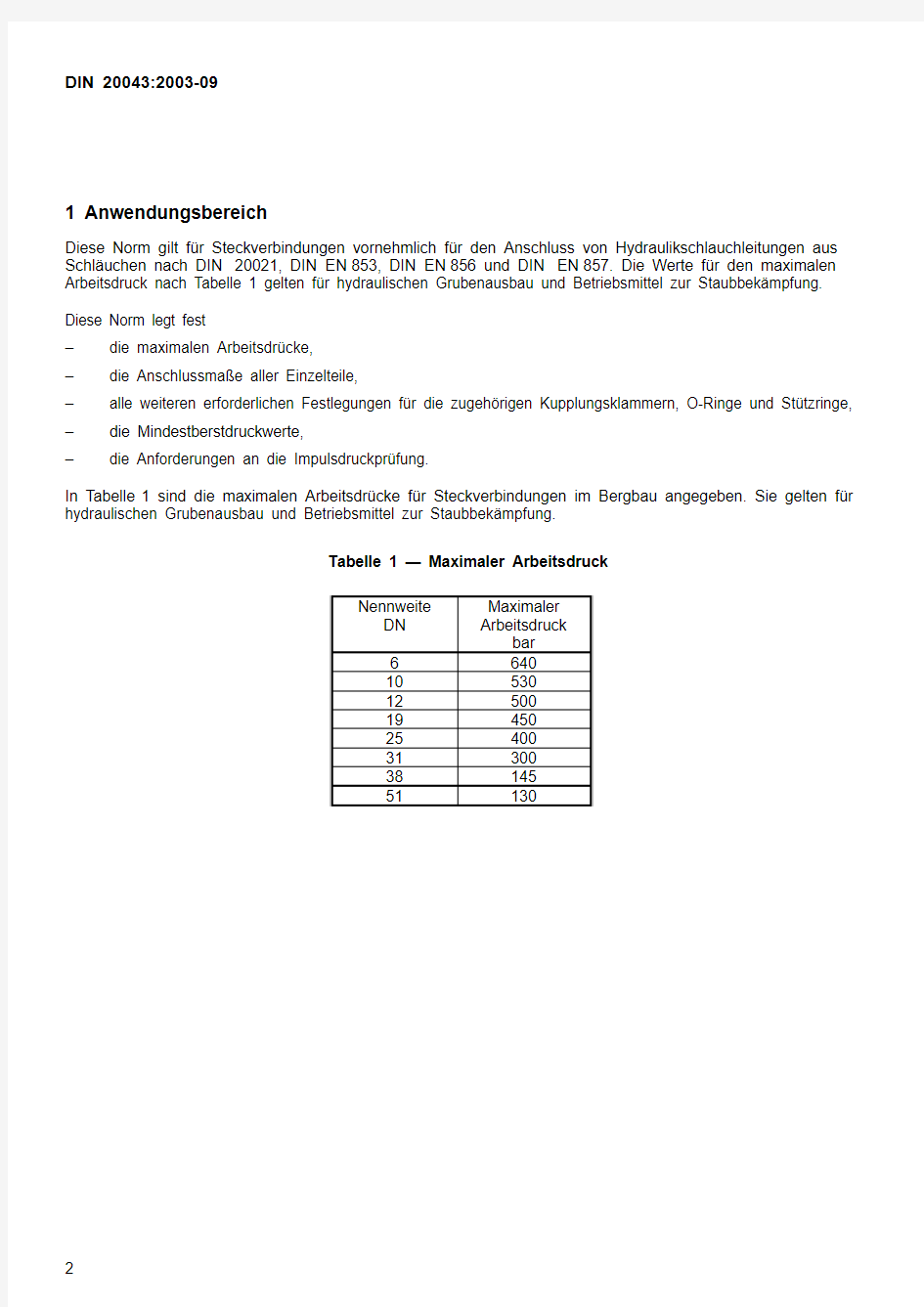
In Tabelle 1 sind die maximalen Arbeitsdrücke für Steckverbindungen im Bergbau angegeben. Sie gelten für hydraulischen Grubenausbau und Betriebsmittel zur Staubbek?mpfung.
Tabelle 1 — Maximaler Arbeitsdruck
Nennweite
DN
Maximaler Arbeitsdruck
bar 664010530125001945025400313003814551
130
DIN 20043:2003-09
2 Normative Verweisungen
Diese Norm enth?lt durch datierte oder undatierte Verweisungen Festlegungen aus anderen Publikationen. Diese normativen Verweisungen sind an den jeweiligen Stellen im Text zitiert, und die Publikationen sind nachstehend aufgeführt. Bei datierten Verweisungen geh?ren sp?tere ?nderungen oder überarbeitungen dieser Publikationen nur zu dieser Norm, falls sie durch ?nderung oder überarbeitung eingearbeitet sind. Bei undatierten Verweisungen gilt die letzte Ausgabe der in Bezug genommenen Publikation (einschlie?lich ?nderungen).
DIN 3771-4, Fluidtechnik – O-Ringe – Form- und Oberfl?chenabweichungen.
DIN 20021, Fluidtechnik – Schl?uche mit Einlage – Erg?nzungen zu DIN EN 853 bis DIN EN 857.
DIN 24320, Schwerentflammbare Hydraulikflüssigkeiten – Gruppe HFAE, Eigenschaften, Anforderungen.
DIN 51524-1, Druckflüssigkeiten – Hydraulik?le – Hydraulik?le HL – Mindestanforderungen.
DIN 51524-2, Druckflüssigkeiten – Hydraulik?le – Hydraulik?le HLP – Mindestanforderungen.
DIN EN 853, Gummischl?uche und -schlauchleitungen – Hydraulikschl?uche mit Drahtgeflechteinlage –Spezifikation; Deutsche Fassung EN 853:1996.
DIN EN 856, Gummischl?uche und -schlauchleitungen – Hydraulikschl?uche mit Drahtspiraleinlage – Spezifikation; Deutsche Fassung EN 856:1996.
DIN EN 857, Gummischl?uche und -schlauchleitungen – Kompakthydraulikschl?uche mit Drahtgeflechteinlage –Spezifikation; Deutsche Fassung EN 857:1996.
DIN EN 10083-1, Vergütungsst?hle – Technische Lieferbedingungen für Edelst?hle (enth?lt ?nderung A1:1996); Deutsche Fassung EN 10083-1:1991 + A1:1996.
DIN EN 10270-1, Stahldraht für Federn – Teil 1: Patentiert-gezogener unlegierter Federstahldraht; Deutsche Fassung EN 10270-1:2001.
DIN EN 10270-3, Stahldraht für Federn – Teil 3: Nichtrostender Federstahldraht; Deutsche Fassung EN 10270-3:2001.
DIN EN 10277-3, Blankstahlerzeugnisse – Technische Lieferbedingungen – Teil 3: Automatenst?hle;
Deutsche Fassung EN 10277-3:1999.
DIN EN 10278, Ma?e und Grenzabma?e von Blankstahlerzeugnissen; Deutsche Fassung EN 10278:1999.
DIN EN ISO 1043-1, Kunststoffe – Kennbuchstaben und Kurzzeichen – Teil 1: Basis–Polymere und ihre besonderen Eigenschaften (ISO 1043-1:2001); Deutsche Fassung EN ISO 1043-1:2002.
DIN EN ISO 1402, Gummi– und Kunststoffschl?uche und -schlauchleitungen – Hydrostatische Prüfung
(ISO 1402:1994); Deutsche Fassung EN ISO 1402:1996.
DIN EN ISO 6803, Gummi– und Kunststoffschl?uche und -schlauchleitungen – Hydraulik-Druck-Impulsprüfung ohne Biegung (ISO 6803:1994); Deutsche Fassung EN ISO 6803:1997.
DIN ISO 1629, Kautschuk und Latices – Einteilung, Kurzzeichen; Identisch mit ISO 1629:1987.
DIN ISO 2768-1, Allgemeintoleranzen – Toleranzen für L?ngen- und Winkelma?e ohne einzelne Toleranzeintragungen; Identisch mit ISO 2768-1:1989.
3
DIN 20043:2003-09
4
3 Ma?e, Bezeichnung
3.1 Allgemeines
Allgemeintoleranzen: DIN ISO 2768 - m
Die Steckverbindung und ihre Einzelteile brauchen den bildlichen Darstellungen nicht zu entsprechen; nur die angegebenen Ma?e sind einzuhalten.Ma?e für alle Bilder in Millimeter.
3.2 Steckverbindung
Legende 1Stecknippel 2Steckmuffe
3Kupplungsklammer 4O-Ring 5Stützring 6Fassung 7
Schlauch
Bild 1 — Steckverbindung
Bezeichnung einer vollst?ndigen Steckverbindung mit Kupplungsklammer Pos.-Nr 3 (KA3) für Schlauch-Nennweite 19:
Steckverbindung DIN 20043 – KA3 – 19
Tabelle 2 — Stückliste
Normbezeichnung
Pos.-Nr Stückzahl Benennung Identifizierung a Einzelheiten 1Stecknippel DIN 20043 – 1 ...nach 3.3.12Steckmuffe
DIN 20043 – 2 ...Nach 3.3.23Kupplungsklammer DIN 20043 – KA3 ...nach 3.3.34O-Ring DIN 20043 – 4 ...nach 3.3.45
1Stützring
DIN 20043 – 5 ...
nach 3.3.5
a
Der Identifizierungsblock ist um die gewünschten Merkmale zu erg?nzen.
DIN 20043:2003-09
5
3.3 Einzelteile
3.3.1 Stecknippel (Pos.-Nr 1)Form nach Wahl des Herstellers
Form ohne Hebelnut
Bild 2 — Stecknippel ohne Hebelnut
Form mit Hebelnut
Bild 3 — Stecknippel mit Hebelnut
DIN 20043:2003-09
6
Bezeichnung eines Stecknippels (Pos.-Nr 1) für Schlauch-Nennweite 19:
Stecknippel DIN 20043 – 1 – 19
Tabelle 3 — Stecknippel
Ma?e in Millimeter
Schlauch-Nennweite
DN b 1
0,1
±b 2
1+b 3
1
,00-b 4
0,1
±b 5
0,2
±b 6
a
d 1
d9
d 2
e8
d 3
2
,00-d 4
h10
d 5
1,0+d 6
b
max.d 7max.l 1max.615108,56,8419963103,1
201413,510,872614691222
241817,5141031187519185
5,1
292422,52016368925393129272044103313,6
2467,111
–463836342554–12338–554745423563–14551
5,0
27
8
7,2
13
–
6456555144
76
–
165
a
Nicht für Nippel an Rohrleitungen b
Nur für Pressfassungen 3.3.2 Steckmuffe (Pos.-Nr 2)Form nach Wahl des Herstellers.Runde Form
Bild 4 — Steckmuffe runde Form
DIN 20043:2003-09
7
Eckige Form
Bild 5 — Steckmuffe eckige Form
Bezeichnung einer Steckmuffe (Pos.-Nr 2) für Schlauch-Nennweite 19:
Steckmuffe DIN 20043 – 2 – 19
Tabelle 4 — Steckmuffe
Ma?e in Millimeter
s
1 a s
2 a
Schlauch-Nennweite
DN
d 8
H8
d 9
D10
d 10
1,0+e 1
2,0+e 2
1+e 3min.
f
0,2
±min.max.min.max.610151345101420
1856121824225,56,5192429671527
276734
253139
363138468,5920
3343784,55,5384755
527,597515664911,523
3861
8
13
7,5
9
a
Die ?u?ere Form der Steckmuffe ist nicht festgelegt.
3.3.3 Kupplungsklammer (Pos.-Nr 3)
Legende 1
ballig angefast auf L?nge l 4
Bild 6 — Kupplungsklammer Form KA
DIN 20043:2003-09
8
Bezeichnung einer Kupplungsklammer Form KA (Pos.-Nr 3) für Schlauch-Nennweite 19:
Kupplungsklammer DIN 20043 – KA 3 – 19
Tabelle 5 — Kupplungsklammer KA
Ma?e in Millimeter
b 7
r 3
a
Schlauch-Nennweite
DN
b 6
0,5
±Grenzab-ma?e
k l 2
2,0+l 3
1+l 4min.
r 1
min.
max.
67,538274,51012,5423071216,54834919215,2
4
5540311,50,10,2
252874551531357,00,2
±6
8363
518,5
0,20,3
a
Alle Kanten
Legende 1
Kante gerundet
Bild 7 — Kupplungsklammer Form KC
Bezeichnung einer Kupplungsklammer Form KC (Pos.-Nr 3) für Schlauch-Nennweite 38:
Kupplungsklammer DIN 20043 – KC 3 – 38
Tabelle 6 — Kupplungsklammer KC
Ma?e in Millimeter
b 7
r 3
a
Schlauch-Nennweite
DN b 6
0,5
±Grenzab-ma?e
k l 2
2,0+l 3
1+l 4min.
r 1
min.
max.
384585655155
8,0
±0,46
9575
5120,20,5
a
Alle Kanten
DIN 20043:2003-09
9
3.3.4 O-Ring
(Pos.-Nr 4)
Bild 8 — O-Ring
Bezeichnung eines O-Ringes (Pos.-Nr 4) für Schlauch-Nennweite 19:
O-Ring DIN 20043 – 4 – 19
Tabelle 7 — O-Ring
Ma?e in Millimeter
d 11
d
12
Schlauch-Nennweite
DN Grenzab-ma?e Grenzab-ma?e
660,16 ±10100,2 ±2
0,08
±12130,25
±1919252531332,5
384051
49
0,4
±3
0,09
±3.3.5 Stützring (Pos.-Nr 5)
Bild 9 — Stützring
Bezeichnung eines Stützringes (Pos.-Nr 5) für Schlauch-Nennweite 19:
Stützring DIN 20043 – 5 – 19
DIN 20043:2003-09
10
Tabelle 8 — Stützring
Ma?e in Millimeter Schlauch-
Nennweite
DN
d13
1,0+
d14
1,0
-
a
0,1
±66,810,1
1010,814,1
121418,1
192024,1
252731,1
313438,1
0,8
3841,846,8
5150,855,8
1,5
4 Werkstoff
4.1 Stecknippel
11SMnPb30 + C (Werkstoffnummer 1.0718) nach DIN EN 10277-3 oder Werkstoff mindestens gleicher Festigkeit nach Wahl des Herstellers.
4.2 Steckmuffe
11SMnPb30 + C (Werkstoffnummer 1.0718) nach DIN EN 10277-3 oder Werkstoff mindestens gleicher Festigkeit nach Wahl des Herstellers.
4.3 Kupplungsklammer
Federstahl entsprechend Drahtsorte SM nach DIN EN 10270-1 oder Vergütungsstahl nach DIN EN 10083-1 oder Stahl X10CrNi18-8 (Werkstoff-Nr 1.4310) nach DIN EN 10270-3.
Verwendbares Halbzeug: Vierkantstahl nach DIN EN 10278.
4.4 O-Ring
Acrylnitril-Butadien-Kautschuk, Kurzzeichen NBR nach DIN lSO 1629 mit Shore-A-H?rte 88 ± 3 und Sortenmerk-mal: N nach DIN 3771-4.
Der Werkstoff muss best?ndig sein gegen HFA E-Druckflüssigkeiten (?l-in-Wasser-Emulsionen) nach DIN 24320, gegen Brauchwasser und gegen Hydraulik?le nach DIN 51524-1 und DIN 51524-2; für andere Druckflüssigkeiten sind geeignete Werkstoffe zu verwenden.
4.5 Stützring
Polyamid, Kurzzeichen PA 12 nach DIN EN ISO 1043-1. Die Verwendung von Regenerat ist für die Herstellung nicht zugelassen.
5 Ausführung
5.1 Steckanschluss (Stecknippel und Fassung)
Nach Wahl des Herstellers; Korrosionsschutzart nach Wahl des Herstellers.
DIN 20043:2003-09
11
5.2 Steckmuffe
Ausführung nach Vereinbarung; Korrosionsschutzart nach Wahl des Herstellers.
5.3 Kupplungsklammer
Ausführung nach Vereinbarung; Korrosionsschutzart nach Wahl des Herstellers.
5.4 O-Ring
Graphitiert oder ge?lt nach Wahl des Herstellers.
5.5 Stützring
Bei Nenngr??en gr??er als DN 10 Schlitz spanlos schr?g geschnitten.
6 Anforderungen, Prüfung
6.1 Allgemeines
Die Steckverbindungen müssen die in 6.2 und 6.3 genannten Anforderungen erfüllen. Für die Prüfung gelten DIN EN ISO 1402 und DIN EN ISO 6803.
6.2 Berstdruck
Dicht bis zum Erreichen der Berstdruckwerte nach Tabelle 9 .
Tabelle 9 — Berstdruck
Schlauch-Nennweite 610121925313851Berstdruck min.
1600
1320
1660
1400
1120
840
360
320
6.3 Impulsdruck
Dicht und formbest?ndig bis zum Erreichen von 50 000 Lastwechseln beim Prüfdruck = Maximaler Arbeitsdruck nach Tabelle 1.
DIN 20043:2003-09
12
Anhang A (informativ) Erl?uterungen
Die Norm geht von den Anforderungen des Bergbaus aus, der die Steckverbindungen nur im verwendungsfertigen Zustand benutzt. Aus diesem Grunde stehen die für die gegenseitige Austauschbarkeit erforderlichen Anschluss-und Begrenzungsma?e sowie die Vertr?glichkeit mit der vom hydraulischen Grubenausbau vorgegebenen Druckbelastung im Vordergrund.
Zum Anwendungsbereich und den Anforderungen an Steckverbindungen im Bergbau hat der Steinkohlenbergbauverein die Betriebsempfehlung Nr. 25, Ausgabe Januar 1985, herausgegeben: …Sicherheitliche Gesichtspunkte für den Einsatz von Hydraulik-Schlauchleitungen.“ (Bezugsquelle: Verlag Glückauf, Essen)
Die zus?tzliche Nut beim Steckanschluss für Schlauch-Nennweiten 6, 10 und 12 wird Hebelnut genannt. An dieser …Demontagenut“ kann ein Werkzeug angesetzt werden, um das Ende des Stecknippels aus der Steckmuffe herauszuhebeln, falls die Schlauchleitung im Nippel bricht und das abgebrochene Ende in der Muffe festsitzt.
焊缝基本知识
焊缝基本常识 一、焊接接头及类型 用焊接方法连接的接头称为焊接接头(简称为接头)。它由焊缝、熔合区、热影响区及其邻近的母材组成。在焊接结构中焊接接头起两方面的作用,第一是连接作用,即把两焊件连接成一个整体;第二是传力作用,即传递焊件所承受的载荷。根据GB/T3375—94《焊接名词术语》中的规定,焊接接头可分为10种类型,即对接接头、T形接头、十字接头、搭接接头、角接接头、端接接头、套管接头、斜对接接头、卷边接头和锁底接头,示于图1。其中以对接接头和T形接头应用最为普遍。 二、焊缝坡口基本形式 根据设计或工艺需要,将焊件的待焊部位加工成一定几何形状的沟槽称为坡口。开坡口的目的是为了得到在焊件厚度上全部焊透的焊缝。坡口的形式由 GB985—88《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》、GB986—88《埋弧焊焊缝坡口的基本形式及尺寸》标准制定的:常用的坡口形式有I形坡口、Y型坡口、带钝边U形坡口、双Y形坡口、带钝边单边V形坡口等,见图2。
三、坡口几何尺寸的参数及作用 1)坡口面,焊件上所开坡口的表面称为坡口面,见图3。 2)坡口面角度和坡口角度,焊件表面的垂直面与坡口面之间的夹角称为坡口面角度,两坡口面之间的夹角称为坡口角度,见图4。
开单面坡口时,坡口角度等于坡口面角度;开双面对称坡口时,坡口角度等于两倍的坡口面角度。坡口角度(或坡口面角度)应保证焊条能自由伸入坡口内部,不和两侧坡口面相碰,但角度太大将会消耗太多的填充材料,并降低劳动生产率。 3)根部间隙,焊前,在接头根部之间预留的空隙称为根部间隙。亦称装配间隙。根部间隙的作用在于焊接底层焊道时,能保证根部可以焊透。因此,根部间隙太小时,将在根部产生焊不透现象;但太大的根部间隙,又会使根部烧穿,形成焊瘤。 4)钝边,焊件开坡口时,沿焊件厚度方向未开坡口的端面部分称为钝边。钝边的作用是防止根部烧穿,但钝边值太大,又会使根部焊不透。 5)根部半径,U形坡口底部的半径称为根部半径。根部半径的作用是增大坡口根部的横向空间,使焊条能够伸入根部,促使根部焊透。 四、Y形、带钝边U形、双Y形三种坡口各自的优缺点 当焊件厚度相同时,三种坡口的几何形状见图5。 Y形坡口:1)坡口面加工简单。2)可单面焊接,焊件不用翻身。3)焊接坡口空间面积大,填充材料多,焊件厚度较大时,生产率低。4)焊接变形大。 带钝边U形坡口:1)可单面焊接,焊件不用翻身。2)焊接坡口空间面积大,填充材料少,焊件厚度较大时,生产率比Y形坡口高。3)焊接变形较大。4)坡口面根部半径处加工困难,因而限制了此种坡口的大量推广应用。 双Y形坡口:1)双面焊接,因此焊接过程中焊件需翻身,但焊接变形小。2)坡口面加工虽比Y形坡口略复杂,但比带钝边U形坡口的简单。3)坡口面积介于Y形坡口和带钝边U形坡口之间,因此生产率高于Y形坡口,填充材料也比Y形坡口少。 五、常用的垫板接头形式及优缺点 在坡口背面放置一块与母材成分相同的垫板,以便焊接时能得到全焊透的焊缝,根部又不致被烧穿,这种接头称为垫板接头。常用的垫板接头形式有:I形带垫板坡口、V形带垫板坡口、Y形带垫板坡口、单边V形带垫板坡口等见图6。
焊接工艺基本知识
焊接工艺基本知识 1什么是焊接接头?它有哪几种类型? 用焊接方法连接的接头称为焊接接头(简称为接头)。它由焊缝、熔合区、热影响区及其邻近的母材组成。在焊接结构中焊接接头起两方面的作用,第一是连接作用,即把两焊件连接成一个整体;第二是传力作用,即传递焊件所承受的载荷。 根据GB/T3375—94《焊接名词术语》中的规定,焊接接头可分为10种类型,即对接接头、T形接头、十字接头、搭接接头、角接接头、端接接头、套管接头、斜对接接头、卷边接头和锁底接头,如图1。其中以对接接头和T形接头应用最为普遍。
2什么是坡口?常用坡口有哪些形式? 根据设计或工艺需要,将焊件的待焊部位加工成一定几何形状的沟槽称为坡口。开坡口的目的是为了得到在焊件厚度上全部焊透的焊缝。 坡口的形式由 GB985—88《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》、GB986—88《埋弧焊焊缝坡口的基本形式及尺寸》标准制定的:常用的坡口形式有I形坡口、Y型坡口、带钝边U形坡口、双Y形坡口、带钝边单边V形坡口等,见图2。
3表示坡口几何尺寸的参数有哪些?它们各起什么作用? ⑴坡口面焊件上所开坡口的表面称为坡口面,见图3。
⑵坡口面角度和坡口角度焊件表面的垂直面与坡口面之间的夹角称为坡口面角度,两坡口面之间的夹角称为坡口角度,见图4。
开单面坡口时,坡口角度等于坡口面角度;开双面对称坡口时,坡口角度等于两倍的坡口面角度。坡口角度(或坡口面角度)应保证焊条能自由伸入坡口内部,不和两侧坡口面相碰,但角度太大将会消耗太多的填充材料,并降低劳动生产率。
⑶根部间隙焊前,在接头根部之间预留的空隙称为根部间隙。亦称装配间隙。根部间隙的作用在于焊接底层焊道时,能保证根部可以焊透。因此,根部间隙太小时,将在根部产生焊不透现象;但太大的根部间隙,又会使根部烧穿,形成焊瘤。 ⑷钝边焊件开坡口时,沿焊件厚度方向未开坡口的端面部分称为钝边。钝边的作用是防止根部烧穿,但钝边值太大,又会使根部焊不透。 ⑸根部半径 U形坡口底部的半径称为根部半径。根部半径的作用是增大坡口根部的横向空间,使焊条能够伸入根部,促使根部焊透。 4试比较Y形、带钝边U形、双Y形三种坡口各自的优缺点? 当焊件厚度相同时,三种坡口的几何形状见图5。
坡口和焊缝的基础知识培训资料
坡口和焊缝的基础知识 培训要求了解坡口和焊缝的基础知识,熟悉焊缝符号的表示方法。 第一节焊接接头和坡口 一、焊接接头的种类和坡口 1、焊接接头的种类 用焊接的方法连接工件的接头叫焊接接头。焊接时,由于焊件的厚度、结构及使用条件的不同,其接头形式及坡口形式也不同。焊接接头的形式有对接接头、T形接头、角接接头及搭接接头等。 (1)对接接头 两构件表面构成大于或等于135°而小于或等于180°夹角的接头,对接接头。在各种焊接结构中,它是采用得最多的一种接头形式。 (2)T形接头 一个焊接构件与另外一个焊接构件的表面构成直角或近似直角的接头,叫做T形接头。 (3)角接接头 两焊件端面间构成的大于30°而小于135°的接头叫角接接头,如图2-3所示。 T形接头角接接头
(4)搭接接头 两焊件部分重叠构成的接头叫搭接接头。搭接接头根据其结构形式和对强度的要求,分为不开坡口、圆孔内塞焊、长椭圆孔塞焊等三种形式。 搭接接头 2、焊接接头的坡口 (1)坡口形式根据坡口的形 状,坡口分为I形(不开坡口)、 V形、Y形、双Y形,U形、双 U形、单(钝)边V形,K形以 及J形等,其中以前面三种最为 常用。 (2)坡口的几何尺寸主要有 坡口面、坡口面角度、坡口角度、 根部间隙、钝边和根部半径等几 个概念。如图所示。坡口的几何尺寸 二、焊缝的形式和尺寸 1、焊缝的形式焊缝按结合形式可分为对接焊缝、角焊缝、塞焊缝、槽焊缝和端接焊缝等五种;按施焊时在空间所处位置不同可分为平焊缝、立焊缝、横焊缝、仰焊缝等四种形式;按焊缝的断续情况可分为连续焊缝和断续焊缝这两种。 2、焊缝的形状尺寸 焊缝的形状用一系列几何尺寸来表示,不同的焊缝其形状参数也不一样。主要的形状参数有焊缝宽度、余高、熔深、焊缝厚度、焊脚、焊缝成型系数、融合比等。 (1)焊缝宽度焊缝表面与母材的交界处叫做焊趾。焊缝表面两焊趾之间的距离叫做焊缝宽度。如图所示。
焊接基础知识考试题试题
焊接基础知识考试题 姓名总分数 一、填空题(每题4分,共计24分) 1、常见金属连接的方式有螺栓连接、、粘接和等。 2、通过加热加压,或两者并用,只用或不用填充材料,使焊件达到原子结合的一种加工工艺方法 即为。 3、、用焊接方法连接的接头称为焊接接头,焊接接头由、、三部分组成。 4、熔焊采用的熔池保护方式主要有、、三种保护方式。 5、公司CO2焊焊机送丝轮槽径一般使用、两种直径的轮槽。 6、CO2焊调节焊接电流时,我们实际调节的是,CO2焊机的焊接电流必须保证相匹配。 二、选择题(每题3分,共计30分) 1、根据焊接过程中的工艺特点和焊材金属所处的状态不同,把焊接方法分为。() A.熔焊 B.压焊 C.钎焊 D.气焊 2、焊条电弧焊及CO2气体保护焊时,由于焊件厚度、结构形状以及对质量要求的不同,焊接接头 有基本形式。() A.对接接头 B.角接接头 C.搭接接头形接头形接头 3、焊接后在焊件中形成的结合部分即为焊缝,按结合形式可分为。() A.对接焊缝 B.角接焊缝 C.塞焊缝 D.端接焊缝 E.环形焊缝 4、CO2气体保护焊设备主要有由焊接电源、气路系统、送丝机构及四部分组成。() A.控制系统; B.送气系统; C.电源系统; D.操作系统 5、在CO2焊焊接引弧时用采用的引弧方法来进行,当引弧方式不对时,容易烧损导电嘴,引起导电嘴报 废。()A焊丝距工件5mm B.直接接触工件 C. 焊丝距工件10mm D. 焊丝距工件15mm 6、焊丝从导电咀到工件之间的就是焊丝的干伸长度,焊接过程中,保持焊丝干伸长度是保证焊接过程 稳定性的重要因素之一。() A.距离 B.不变 C.变小 D.变长 7、焊接电压就是电弧电压,电弧电压显示指数,焊丝送丝速度,焊接能量就,相应的焊接电 流也就越大。() A. 越高 B.越大 C.越快 D.越小 8、CO2焊焊接时电压调节相对比电流(送丝速度)时,焊接时就会出现大颗粒飞溅,溶池变宽、等现象。 () A.小; B.大; C.适当 9、焊丝干伸长度可用下列公式来计算长度;当电流小于300A时可采用倍焊丝直径公式计算干身长度。
焊接基本知识
焊接基本知识
焊接基本知识 1.什么叫焊接? 答:两种或两种以上材质(同种或异种),通过加热或加压或二者并用,来达到原子之间的结合而形成永久性连接的工艺过程叫焊接. 2.什么叫电弧? 答:由焊接电源供给的,在两极间产生强烈而持久的气体放电现象—叫电弧。 〈1〉按电流种类可分为:交流电弧、直流电弧和脉冲电弧。 〈2〉按电弧的状态可分为:自由电弧和压缩电弧(如等离子弧)。 〈3〉按电极材料可分为:熔化极电弧和不熔化极电弧。 3.什么叫母材? 答:被焊接的金属---叫做母材。 4.什么叫熔滴? 答:焊丝先端受热后熔化,并向熔池过渡的液态金属滴---叫做熔滴。 5.什么叫熔池? 答:熔焊时焊件上所形成的具有一定几何形状的液态金属部分---叫做熔池。
6.什么叫焊缝? 答:焊接后焊件中所形成的结合部分。 7.什么叫焊缝金属? 答:由熔化的母材和填充金属(焊丝、焊条等)凝固后形成的那部分金属。 8.什么叫保护气体? 答:焊接中用于保护金属熔滴以及熔池免受外界有害气体(氢、氧、氮)侵入的气体---保护气体。 9.什么叫焊接技术? 答:各种焊接方法、焊接材料、焊接工艺以及焊接设备等及其基础理论的总称—叫焊接技术。 10.什么叫焊接工艺?它有哪些内容? 答:焊接过程中的一整套工艺程序及其技术规定。内容包括:焊接方法、焊前准备加工、装配、焊接材料、焊接设备、焊接顺序、焊接操作、焊接工艺参数以及焊后处理等。 11.什么叫CO2焊接? 答:用纯度> 99.98% 的CO2做保护气体的熔化极气体保护焊—称为CO2焊。 12.什么叫MAG焊接? 答:用混合气体75--95% Ar + 25--5 % CO2 ,(标准配比:80%Ar + 20%CO2 )做保护气体的熔化极气
焊接基本常识及常见焊接符号标注讲义(设计)a
培训讲义(Ⅰ) 焊接基本常识及常见焊接符号标注讲义(设计) 一、焊接方法的简介 1.焊接概念:金属的焊接是指通过适当的手段,使两个分离的金属物体,产生原子(分子)间结合而连接成一体的连接方法。 适当的手段是只加热、加压或两者并用。 2.焊接方法的分类:(1)熔化焊,(2)压力焊,(3)钎焊 (1)熔化焊方法常用的有,手工电弧焊,氩弧焊,CO2气体保护焊,埋弧焊,气焊。(2)压力焊的方法有:点焊,缝焊,超声波焊,摩檫焊,爆炸焊。 (3)钎焊的常用方法有:火焰钎焊,烙铁钎焊,电阻钎焊。 二、焊接结构的特点 1,焊接接头的突出问题:(1)几何上的不连续性(尺寸突变,焊接缺陷)。(2)力学性能的不均匀性。(3)焊接应力与残余变形的存在。 2,焊接接头的基本类型 (1)焊接接头的基本构成:由焊缝、熔合区、热影响区、及邻近的母材组成。 (2)焊接接头所起的作用:第一,是连接作用。第二是传力作用。 (3)焊缝的重要程度分两类:联系焊缝,焊缝传递很小载荷,焊缝断裂,结构不会立即失效。承载焊缝:焊缝传递全部载荷,焊缝断裂,结构立即失效。 (4)焊接结构的基本类型分为:按构造形式分为对接接头、T型(十字)接头、搭接接头、角接接头、端接接头。 三、金属材料的可焊性 1,钢材的可焊性:指在一定的焊接工艺条件下,获得优质焊接接头的难易程度,它包含两方面内容:(1)接合性能,一定的金属形成焊接缺陷的敏感性。(2)使用性能,焊接接头对使用要求的适应性。 2,影响钢材焊接性的主要因素:(1)钢的化学成分,轧制方法和板厚等因素。用碳当量Ceq 表示:钢中合金元素对焊接性的影响折合成碳元素对焊接性的影响。 Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15. 当Ceq<0。4%,焊接性好。0。4%--0。6%较差。>0。6%很差。(2)工艺因素(3)结构因素,(4)使用条件。常见的焊接用钢材有Q235,20#,16Mn,Q345,1Cr18Ni9TI,0Cr18Ni9Ti,1Cr18Ni9。 四、钢结构焊接构造设计 1,减少另部件加工的工作量。2,便于焊接操作,焊接的可达性要好,宜选用平焊或横焊的焊接位置。(3)焊缝的布置应对称于构件截面中性轴,薄壁结构采用电阻点焊,侧焊缝适当采用塞焊。(4)采用刚性较小的接头型式,避免焊缝密集和三向焊缝相交。(5)对于厚板,在T型接头、角接接头和十字接头采取防止层状撕裂措施。(6)尽量减少焊缝的数量和尺寸。(7)焊接接头宜采用对接接头、T型(十字)接头、搭接接头、角接接头和电阻点焊。(8)接头形式按GB324-88,(9)不同厚度钢板对接其厚度差允许值 (10)不焊透的对接焊缝,应按角焊缝计算强度,其有效厚度he。(11)全熔透的对接焊缝要求与母材等强时,he=S,不计余高。 五、焊接符号的标注
电焊基础知识
焊接设备 153.焊钳 用以夹持焊条(或碳棒)并传导电流以进行焊接的工具。 154.焊枪 具有导送焊丝、馈送电流、给送保护气体或贮送焊剂等功能的装置(器具)。 155.焊接机头 焊接机器中包含有焊枪或焊炬的部件,一般带有焊丝校直机构,有时也可有摆动机构。156.喷嘴 焊炬或焊枪的嘴头部分,保护气体或可燃气体由此喷出。 157.气体喷嘴 送输保护气体的焊枪或焊炬的出口装置。 158.电弧喷涂喷嘴 电弧喷涂用导送气体的喷枪出口装置。 159.火焰喷涂喷嘴 火焰喷涂时用于导送气流并形成雾化颗粒的喷枪出口装置。 160.导电嘴 熔焊时,焊枪和焊接机头上用以将焊丝导向熔池并向焊丝馈送电流的零件。 161.送丝机构 焊接设备中,用以输送焊丝的专用装置。 162.铜滑块 电渣焊或气电立焊时,为保持熔池形状,强制焊缝成形,在接头一侧或两侧使用的成形器具。163.清根 从焊缝背面清理焊根,为背面焊接作准备的操作。 焊接工艺装备和辅助器具术语 1.焊接夹具 为保证焊件尺寸,提高装配精度和效率,防止焊接变形所采用的夹具。 2.焊接工作台 为焊接小型焊件而设置的工作台。 3.焊接操作机 将焊接机头或焊枪送到并保持在待焊位置,或以选定的焊接速度沿规定的轨迹移动焊机的装置。 4.焊接变位机 将焊件回转或倾斜,使接头处于水平或船形位置的装置。 5.焊接滚轮架 借助焊件与主动滚轮间的摩擦力来带动圆筒形(或圆锥形)焊件旋转的装置。 6.电磁平台 装配和焊接用的带电磁吸力的平台。 7.焊工升降台 焊接高大焊件时,带动焊工升降的装置。
8.定位板 为保持焊件间的相对位置,防止变形和便于装配而临时焊上的金属板。 9.引弧板 为在焊接接头始端获得正常尺寸的焊缝截面,焊前装配的一块金属板。焊接在这块板上开始,焊后割掉。 10.引出板 为在接头未端获得正常尺寸的焊缝截面,焊前装配的一块金属板,焊接在这块板上结束,焊后割掉。 11.焊接衬垫 为保证接头根部焊透和焊缝背面成形,沿接头背面预置的一种衬托装置。 12.焊剂垫 利用一定厚度的焊剂层做接头背面衬托装置的焊接衬垫。 另可查看: https://www.360docs.net/doc/4216123599.html,/jishu/n/2006-10-09/20061009145500255.shtml 一、基本知识 1.什么叫焊接? 答:两种或两种以上材质(同种或异种),通过加热或加压或 二者并用,来达到原子之间的结合而形成永久性连接的工艺过程叫焊接. 2.什么叫电弧? 答:由焊接电源供给的,在两极间产生强烈而持久的气体放电现象—叫电弧。 〈1〉按电流种类可分为:交流电弧、直流电弧和脉冲电弧。 〈2〉按电弧的状态可分为:自由电弧和压缩电弧(如等离子弧)。 〈3〉按电极材料可分为:熔化极电弧和不熔化极电弧。 3.什么叫母材? 答:被焊接的金属#-叫做母材。 4.什么叫熔滴? 答:焊丝先端受热后熔化,并向熔池过渡的液态金属滴#-叫做熔滴。 5.什么叫熔池? 答:熔焊时焊件上所形成的具有一定几何形状的液态金属部分#-叫做熔池。 6.什么叫焊缝? 答:焊接后焊件中所形成的结合部分。 7.什么叫焊缝金属? 答:由熔化的母材和填充金属(焊丝、焊条等)凝固后形成的那部分金属。 8.什么叫保护气体? 答:焊接中用于保护金属熔滴以及熔池免受外界有害气体(氢、氧、氮)侵入的气体#-保护气体。 9.什么叫焊接技术? 答:各种焊接方法、焊接材料、焊接工艺以及焊接设备等及其基础理论的总称—叫焊接技术。 10.什么叫焊接工艺?它有哪些内容? 答:焊接过程中的一整套工艺程序及其技术规定。内容包括:焊接方法、焊前准备加工、装配、焊接材料、焊接设备、焊接顺序、焊接操作、焊接工艺参数以及焊后处理等。 11.什么叫CO2焊接? 答:用纯度> 99.98% 的CO2做保护气体的熔化极气体保护焊—称为CO2焊。
最新焊接基本知识
焊接破口的作用主要有以下: 1 1、保证较厚板材或其他结构能够焊透、融合好。 2 2、调整焊接热量输入 3 3、提高焊缝接头强度 4 2.2 焊接坡口 5 6 一、坡口的定义及作用 7 根据设计或工艺要求,在焊件的待焊部位加工成一定几何形状和尺寸的沟槽,8 叫坡口。作用是: 9 (1)使热源(电弧或火焰)能保人焊缝根部,保证根部焊透。 10 (2)便于操作和清理焊渣。 11 (3)调整焊缝成型系数,获得较好的焊缝成型。 12 (4)调节基本金属与填充金属的比例。 13 14 二、选择坡口的原则 15 为获得高质量的焊接接头,应选择适当的坡口型式。坡口的选择,主要取决16 于母材厚度、焊接方法和工艺要求。选择时,应注意以下问题: 17 (1)尽量减少填充金属量。 18 (2)坡口形状容易加工。 19
(3)便于焊工操作和清渣. 20 (4)焊后应力和变形尽可能小。 21 22 表2.1 V、U、X型坡口的比较 23 三、坡口制备 24 采取的方法,根据焊件的尺寸、形状及加工条件确定。有以下方法: 25 (1), 剪边:以剪板机剪切加工,常用于I形坡口。 26 (2)刨边:用刨床或刨边机加工,常用于板件加工。 27 (3)车削:用车床或车管机加工,适用于管子加工。 28 (4)切割:用氧一乙快火焰手工切割或自动切割机切割加工成I 29 形、V形、X形和K形坡口。 30
(5)碳弧气刨:主要用于清理焊根时的开槽,效率较高、劳动条31 件较差。 32 (6)铲削或磨削:用手工或风动、电动工具铲削或使用砂轮机(或33 角向磨光机)磨削加工,效率较低,多用于焊接缺陷返修部位的开槽。 34 坡口加工质量对焊接过程有很大影响,应符合图纸或技术条件要求。 35 破口形式的选择 36 为保证厚度较大的焊件能够焊透,常将焊件接头边缘加工成一定形状的坡口。 37 坡口除保证焊透外,还能起到调节母材金属和填充金属比例的作用,由此可以38 调整焊缝的性能。坡口型式的选择主要根据板厚和采用的焊接方法确定,同时39 兼顾焊接工作量大小、焊接材料消耗、坡口加工成本和焊接施工条件等,以提40 高生产率和降低成本。根据GB985-88规定,焊条电弧焊常采用的坡口形式有不41 开坡口(I形坡口)、Y形坡口、双Y形坡口、U形坡口等。 42 手工电弧焊板厚6mm以上对接时,一般要开设坡口,对于重要结构,43 板厚超过3mm就要开设坡口。厚度相同的工件常有几种坡口型式可供选择,Y型44 和U型坡口只需一面焊,可焊到性较好,但焊后角变形大,焊条消耗量也大些。 45 双Y型和双面U型坡口两面施焊,受热均匀,变形较小,焊条消耗量较小,在46 板厚相同的情况下,双Y形坡口比Y形坡口节省焊接材料1/2左右,但必须两47 面都可焊到,所以有时受到结构形状限制。U型和双面U型坡口根部较宽,容易48 焊透,且焊条消耗量也较小,但坡口制备成本较高,一般只在重要的受动载的49 厚板结构中采用 50
焊缝和焊接接头的相关知识
焊缝和焊接接头的概念 焊缝和焊接接头是两个不同的概念,通常考虑较多的是焊接接头焊接接头对焊缝是一个包含关系。 焊缝是焊肉形状,接头是焊件的连接形式。 对接接头可能焊肉是角焊缝,角接接头可能焊肉是对接焊缝。 按焊缝本身截面形式不同,焊缝分为对接焊缝和角焊缝。 ●对接焊缝:按焊缝金属充满母材的程度分为焊透的对接焊缝和未焊透的对接焊缝。焊透的对接焊缝 简称对接焊缝。 ●角焊缝:连接板件板边不必精加工,板件无缝隙,焊缝金属直接填充在两焊件形成的直角或斜角的 区域内。 ●对接焊缝定义:在焊件的坡口面间或一零件的坡口面与另一零件表面间焊接的焊缝。 ●角焊缝定义:沿两直交或近直交零件的交线所焊接的焊缝。 基本上区别这两种,可以用有没有倒坡口来确定,有坡口的是对接焊缝,没有的是角焊缝; 也非尽然,如图所示——利用零件厚度与另一零件间形成的填充结构,这时应结合GB/T3375-94定义进行判别属于对接焊缝还是角焊缝,上图标识的是对接焊缝。
角焊缝和对接焊缝 1、焊接接头型式主要有对接接头、T形接头、角接接头、搭接接头4种,其次还有十字接头、 卷边接头、端接接头、锁底接头、套管接头等。 ◆对接接头:两焊件表面构成大于或等于135o,小于或等于180o夹角的接头。 ◆角接接头:两焊件端部构成大于30o、小于135o夹角的接头。 2、焊件经焊接后所形成的结合部分,即填充金属与熔化的母材凝固后形成的区域,称为焊缝。 焊缝型式分为对接焊缝(坡口焊缝)和角焊缝。 对接焊缝:在焊件的坡口面间或一焊件的坡口面与另一焊件端(表)面间焊接的焊缝,称为对接焊缝,(ASME法规称坡口焊缝)。 角焊缝:两焊件结合面构成直交或接近直交所焊接的焊缝,称为角焊缝如果一个焊接接头即有对接焊缝,又有角焊缝,这样的焊缝称为组合焊缝 对接接头的焊缝形式可以是对接焊缝,也可以是角焊缝或组合焊缝,但以对接焊缝居多。 有的对接接头的焊缝形式是角焊缝,有的角接接头的焊缝形式是对接焊缝(详见 GB/T3375-94标准)
焊缝基本知识
焊缝基本知识 1、什么是焊接接头?它有哪几种类型? 用焊接方法连接的接头称为焊接接头(简称为接头)。它由焊缝、熔合区、热影响区及其邻近的母材组成。在焊接结构中焊接接头起两方面的作用,第一是连接作用,即把两焊件连接成一个整体;第二是传力作用,即传递焊件所承受的载荷。根据GB/T3375—94《焊接名词术语》中的规定,焊接接头可分为10种类型,即对接接头、T形接头、十字接头、搭接接头、角接接头、端接接头、套管接头、斜对接接头、卷边接头和锁底接头,示于图1。其中以对接接头和T形接头应用最为普遍。 2、什么是坡口?常用坡口有哪些形式? 根据设计或工艺需要,将焊件的待焊部位加工成一定几何形状的沟槽称为坡口。开坡口的目的是为了得到在焊件厚度上全部焊透的焊缝。坡口的形式由 GB985—88《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》、GB986—88《埋弧焊焊缝坡口的基本形式及尺寸》标准制定的:常用的坡口形式有I形坡口、Y型坡口、带钝边U形坡口、双Y形坡口、带钝边单边V形坡口等,见图2。
3、表示坡口几何尺寸的参数有哪些?它们各起什么作用? 1)坡口面,焊件上所开坡口的表面称为坡口面,见图3。 2)坡口面角度和坡口角度,焊件表面的垂直面与坡口面之间的夹角称为坡口面角度,两坡口面之间的夹角称为坡口角度,见图4。
开单面坡口时,坡口角度等于坡口面角度;开双面对称坡口时,坡口角度等于两倍的坡口面角度。坡口角度(或坡口面角度)应保证焊条能自由伸入坡口内部,不和两侧坡口面相碰,但角度太大将会消耗太多的填充材料,并降低劳动生产率。 3)根部间隙,焊前,在接头根部之间预留的空隙称为根部间隙。亦称装配间隙。根部间隙的作用在于焊接底层焊道时,能保证根部可以焊透。因此,根部间隙太小时,将在根部产生焊不透现象;但太大的根部间隙,又会使根部烧穿,形成焊瘤。 4)钝边,焊件开坡口时,沿焊件厚度方向未开坡口的端面部分称为钝边。钝边的作用是防止根部烧穿,但钝边值太大,又会使根部焊不透。 5)根部半径,U形坡口底部的半径称为根部半径。根部半径的作用是增大坡口根部的横向空间,使焊条能够伸入根部,促使根部焊透。 4、试比较Y形、带钝边U形、双Y形三种坡口各自的优缺点? 当焊件厚度相同时,三种坡口的几何形状见图5。 Y形坡口:1)坡口面加工简单。2)可单面焊接,焊件不用翻身。3)焊接坡口空间面积大,填充材料多,焊件厚度较大时,生产率低。4)焊接变形大。 带钝边U形坡口:1)可单面焊接,焊件不用翻身。2)焊接坡口空间面积大,填充材料少,焊件厚度较大时,生产率比Y形坡口高。3)焊接变形较大。4)坡口面根部半径处加工困难,因而限制了此种坡口的大量推广应用。 双Y形坡口:1)双面焊接,因此焊接过程中焊件需翻身,但焊接变形小。2)坡口面加工虽比Y形坡口略复杂,但比带钝边U形坡口的简单。3)坡口面积介于Y形坡口和带钝边U形坡口之间,因此生产率高于Y形坡口,填充材料也比Y形坡口少。 5、常用的垫板接头有哪几种形式?它有什么优缺点? 在坡口背面放置一块与母材成分相同的垫板,以便焊接时能得到全焊透的焊缝,根部又不致被烧穿,这种接头称为垫板接头。常用的垫板接头形式有:I形带垫板坡口、V形带垫板坡口、Y形带垫板坡口、单边V形带垫板坡口等见图6。
焊接基本知识二级..
焊工应知 第一节.焊条基本知识 (一)焊条的组成及其应用 1、定义:焊条是供焊条电弧焊焊接 过程中使用的涂有药皮的熔化电极。 2、组成:它由焊芯和药皮两部分组 成,如图2-1所示。 图2-1 焊条的组成1-药皮2-夹持端3-焊芯 3、几个概念: (1)药皮重量系数 焊芯焊条药皮与焊芯的重量比被称为药皮重量系数,焊条的药皮重量系数一般为25%~40%。 (2)偏心度 焊条药皮沿焊芯直径方向偏心的程度,称为偏心度。国家标准规定,直径为3.2mm和4mm的焊条,偏心度不得大于5%。 (3)焊条的夹持端 焊条的一端没涂药皮的焊芯部分,供焊接过程中焊钳夹持之用,称为焊条的夹持端。对焊条夹持端的长短,国家标准都有详细规定,常见的碳钢焊条夹持端长度见下表: 4、焊芯 (1)定义:焊条中被药皮所包覆的金属芯称为焊芯。 (2)作用:其一是传导焊接电流并产生电弧,把电能转换为热能,既熔化焊条本身,又使被焊母材熔化而形成焊缝。其二是作为填充金属,起到调整焊缝中合金元素成分的作用。 (3)种类:制造焊芯的钢丝可分为,碳素结构钢、合金结构钢和不锈钢钢丝以及铸铁、有色金属丝等。 (4)焊芯的牌号 焊芯的牌号用字母H做字首,后面的数字表示碳的质量分数,其他的合金元素含量表示方法与钢号表示方法大致相同。焊芯质量不同时,在牌号的最后标注特定的符号以示区别:A为高级优质焊丝,S、P含量较低,其质量分数≤0.030%;若末尾注有字母E或C,则为特级焊丝,S、P含量更低、E级S、P质量分
数≤0.020%,C级S、P质量分数≤0.015%。 常用的碳素结构钢焊芯牌号有H08A、H08MnA等,常用的合金结构钢焊芯牌号有H10Mn2、H08Mn2Si、H08Mn2SiA等,常用的不锈钢焊芯牌号有H1Cr19Ni9(奥氏体型)、H1Cr17(铁素体型)、H1Cr13(马氏体型)等。 (5)焊条的规格焊条的规格都以焊芯的直径来表示,焊芯的直径越大,焊芯的基本长度也相应长些。碳钢焊条焊芯尺寸见表2-2。 (6)常用焊条的分类及牌号 1)碳钢焊条型号的表示方法(GB/T 5117—1995) 2)低合金钢焊条型号的表示方法(GB/T 5118—1995)
焊接图-_焊接工艺基础知识
1 焊接工艺基础知识 1.1 焊接接头的种类及接头型式 用焊接方法连接的接头称为焊接接头(简称为接头)。它由焊缝、熔合区、热影响区及其邻近的母材组成。在焊接结构中焊接接头起两方面的作用,第一是连接作用,即把两焊件连接成一个整体;第二是传力作用,即传递焊件所承受的载荷。 根据GB/T3375—94《焊接名词术语》中的规定,焊接接头可分为10种类型,即对接接头、T形接头、十字接头、搭接接头、角接接头、端接接头、套管接头、斜对接接头、卷边接头和锁底接头,如图1。其中以对接接头和T形接头应用最为普遍。 (一)对接接头 两件表面构成大于或等于135°,小于或等于180°夹角的接头,叫做对接接头。在各种焊接结构中它是采用最多的一种接头型式。 钢板厚度在6mm以下,除重要结构外,一般不开坡口。 厚度不同的钢板对接的两板厚度差(δ—δ1)不超过表1—1规定时,则焊缝坡口的基本形式与尺寸按较厚板的尺寸数据来选取;否则,应在厚板上作出如图1—1所示的单面或双面削薄;其削薄长度L≥3(δ—δ1)。 图1—1 不同厚度板材的对接 (a)单面削薄, (b)双面削薄 两焊件端面间构成大于30°、小于135°夹角的接头,叫做角接接头,见图1—2。这种接头受力状况不太好,常用于不重要的结构中。
图1—2 角接接头 (a)I形坡口; (b)带钝边单边V形坡口 (三)T形接头 一件之端面与另一件表面构成直角或近似直角的接头,叫做T形接头,见图1—3。 图1—3 T形接头 (四)搭接接头 两件部分重叠构成的接头叫搭接接头,见图1—4。 图1—4 搭接接头 (a)I形坡口, (b)圆孔内塞焊; (c)长孔内角焊 搭接接头根据其结构形式和对强度的要求,分为不开坡口、圆孔内塞焊和长孔内角焊三种形式,见图1—4。 I形坡口的搭接接头,一般用于厚度12mm以下的钢板,其重叠部分≥2(δ1+δ2),双面焊接。这种接头用于不重要的结构中。 当遇到重叠部分的面积较大时,可根据板厚及强度要求,分别采用不同大小和数量的圆孔内塞焊或长孔内角焊的接头型式。 1.2焊缝坡口的基本形式与尺寸 根据设计或工艺需要,将焊件的待焊部位加工成一定几何形状的沟槽称为坡口。开坡口的目的是为了得到在焊件厚度上全部焊透的焊缝。 (一)坡口形式 坡口的形式由 GB985—88《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》、GB986—88《埋弧焊焊缝坡口的基本形式及尺寸》标准制定的:根据坡口的形状,坡口分成I形(不开坡口)、V形、Y形、双Y形、U形、双U形、单边V形、双单边Y形、J 形等各种坡口形式。
焊接的基本知识
第四部分:钢材的焊接 碳钢的焊接: 一.低碳钢的焊接及热处理工艺 1. 低碳钢的焊接特点: (1).可装配成各种不同的接头,适应各种不同位置的施焊,焊接工艺和技术比较简单,容易 握。 (2).焊前一般不需要预热。 (3).塑性较好,焊缝产生裂缝和气孔的倾向较小,可制造大型的构架及受压容器。 (4).不需要使用特殊和复杂的设备,对焊接电源没有特殊要求,交直流弧焊机都可焊接。 (5).焊接溶池可能受到空气中氧和氮的侵袭,使焊缝金属氧化和氮化。焊缝中有氧化亚铁的 在可能引起热裂缝。此外,焊接沸腾钢时由于硫合磷的影响,裂缝倾向更大一些。 2.焊接工艺: 低碳钢几乎可以采用所有的焊接方法进行焊接,并都能保证焊接接头的良好质量。用最好的焊接方法是手工电弧焊、埋弧自动焊及二氧化碳气体保护焊等。 3.焊后注意事项: 低碳钢的焊接,焊后一般不需要进行热处理。但当工件较厚或工件刚性很大,同时对接头性能的要求又高时,则在焊后进行回火热处理。例如锅炉汽包,及时采用象20g和22g等焊接性能良好的低碳钢板材,在焊后仍要进行600-650℃的回火热处理。 4.焊接实例: (1).母材: 20# Q235-A (2).焊条: E4303(J422) 焊条直径:Φ3.2mm 烘干温度: 150℃恒温1.5小时后,降至100℃恒温,使用前放入焊条保温筒随用随取。 (3).焊接设备: 交、直流弧焊机; (4).焊接电流: (100-140)A ,焊条直径:Φ3.2mm。焊缝层数: 单道多层焊。 (5).焊前准备工作及焊接注意事项: a.用磨光机磨出坡口的同时,清理焊口内外附近100mm范围内的油、锈、水等杂质。 b.焊接过程中,工件不得受风、雪、雨的直接侵袭。 c.每焊完一层焊道时,要彻底清除熔渣,并进行仔细检查无缺陷后,才可继续焊下一层。 二、中碳钢的焊接 1. 中碳钢的焊接特点:
焊接基础重点知识题库
基础知识 1、常用焊接方法的特点、焊接工艺参数、焊接顺序、操作 方法与焊接质量的影响因素 1、焊前预热既可以防止产生热裂纹,又可以防止产生冷裂纹。()【判断题】答案:A A、正确; B、错误 2、焊前预热是避免堆焊层裂纹或剥离的有效工艺措施。()【判断题】答案:A A、正确 B、错误 3、焊缝的一次结晶是从()开始的。【单选题】答案:A A、熔合区 B、过热区 C、正火区 4、焊缝和热影响区之间的过渡区域是()【单选题】答案:C A、兰脆区 B、过热区 C、熔合区 D、不完全重结晶区 5、焊缝金属从液态转变为固态的结晶过程称为焊缝金属的一次结晶。()【判断题】答案:A A、正确 B、错误 6、焊缝金属的力学性能和焊接热输入量无关。()【判断题】答案:B A、正确 B、错误 7、焊缝金属过烧,碳元素大量烧损,焊接接头强度提高、韧、塑性下降。 ()【判断题】答案:B A、正确 B、错误 8、焊缝金属过烧的特征之一是晶粒表面发生剧烈氧化,破坏了晶粒之间的相互联接,使金属变脆。()【判断题】答案:A A、正确 B、错误 9、消氢处理的温度范围一般在()。【单选题】答案:B A、150-200℃ B、250-350℃ C、400-450℃ D、500-550℃
10、可以在被焊工件表面引燃电弧、试电流。()【判断题】答案:B A、正确 B、错误 11、立焊、横焊、仰焊时, 焊接电流应比平焊时小。()【判断题】答案:A A、正确 B、错误 12、当焊接 06Cr19Ni10 时, 焊接电流一般比焊接低碳钢时大10~15%左右。()【判断题】答案:B A、正确 B、错误 13、当焊接线能量(或热输入)较大时,熔合区、过热区的晶粒特点是 ()。【单选题】答案:B A.晶粒细小、韧度高 B.晶粒粗大、韧度低 C.晶粒尺寸及韧度不变化 14、当焊接线能量和其它工艺参数一定时, 母材中的硫、磷含量高于焊接材料, 其熔合比越大越好。()【判断题】答案:B A、正确 B、错误 15、当填充金属材料一定时,熔深的大小决定了焊缝的化学成分。()【判断题】答案:B A、正确 B、错误 16、低合金结构钢焊接时,过大的焊接热输入会降低接头的()。【单选题】答案:C A、硬度 B、抗拉强度 C、冲击韧性 D、疲劳强度 17、焊件焊前预热的主要目的是 ( ) 。【单选题】答案:C A、降低最高温度 B、增加高温停留时间 C、降低冷却速度 18、焊接电流、电弧电压以及焊接速度增加时都能使焊接线能量增加。 ()【判断题】答案:B A、正确 B、错误 19、焊接电流越大,熔深越大,因此焊缝成形系数越小。()【判断题】答案:A A、正确 B、错误 20、厚壁管 (或板) 对接焊时, 先在坡口根部所焊接的一条焊道称 ( ) 。【单选题】答案:B