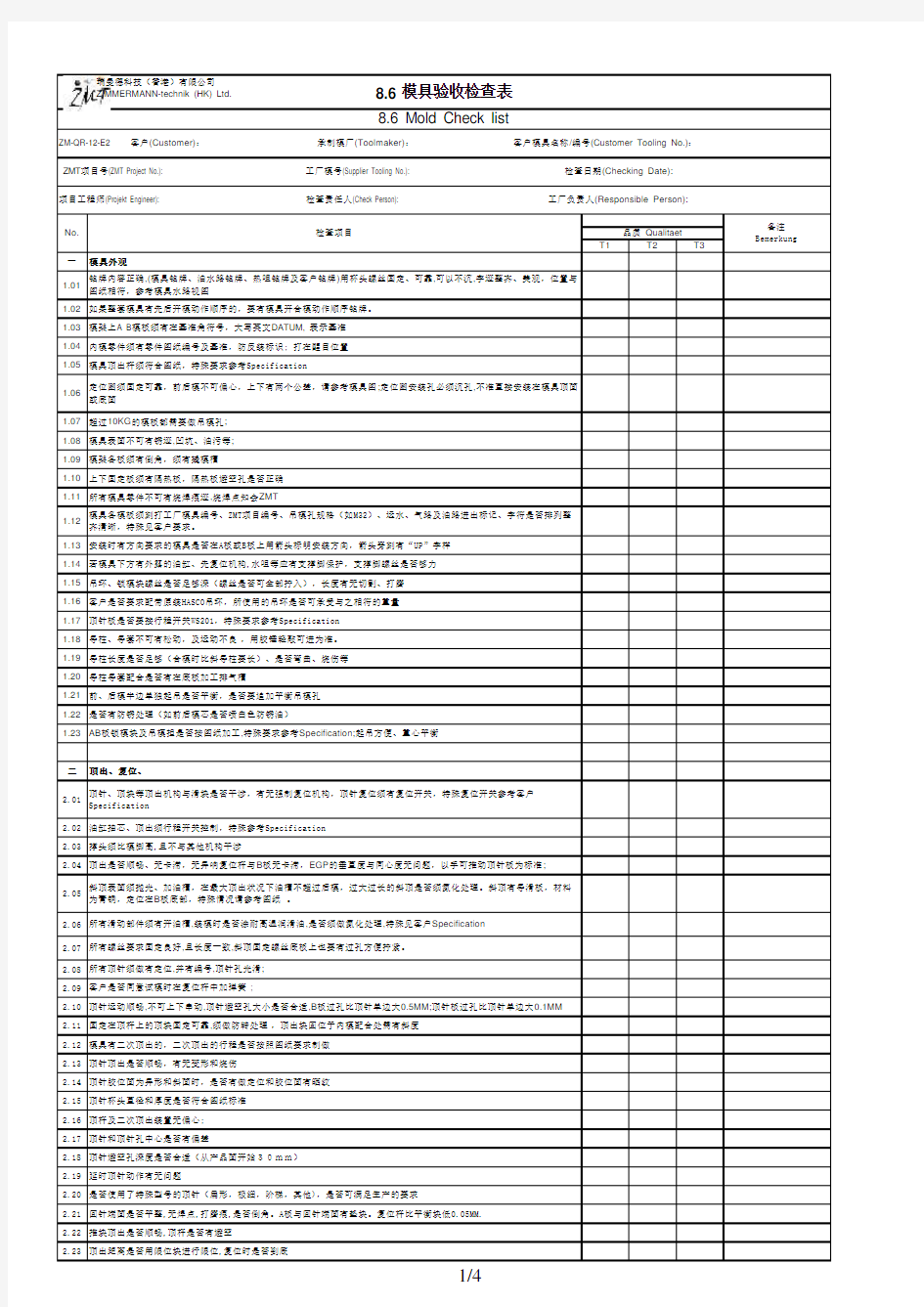
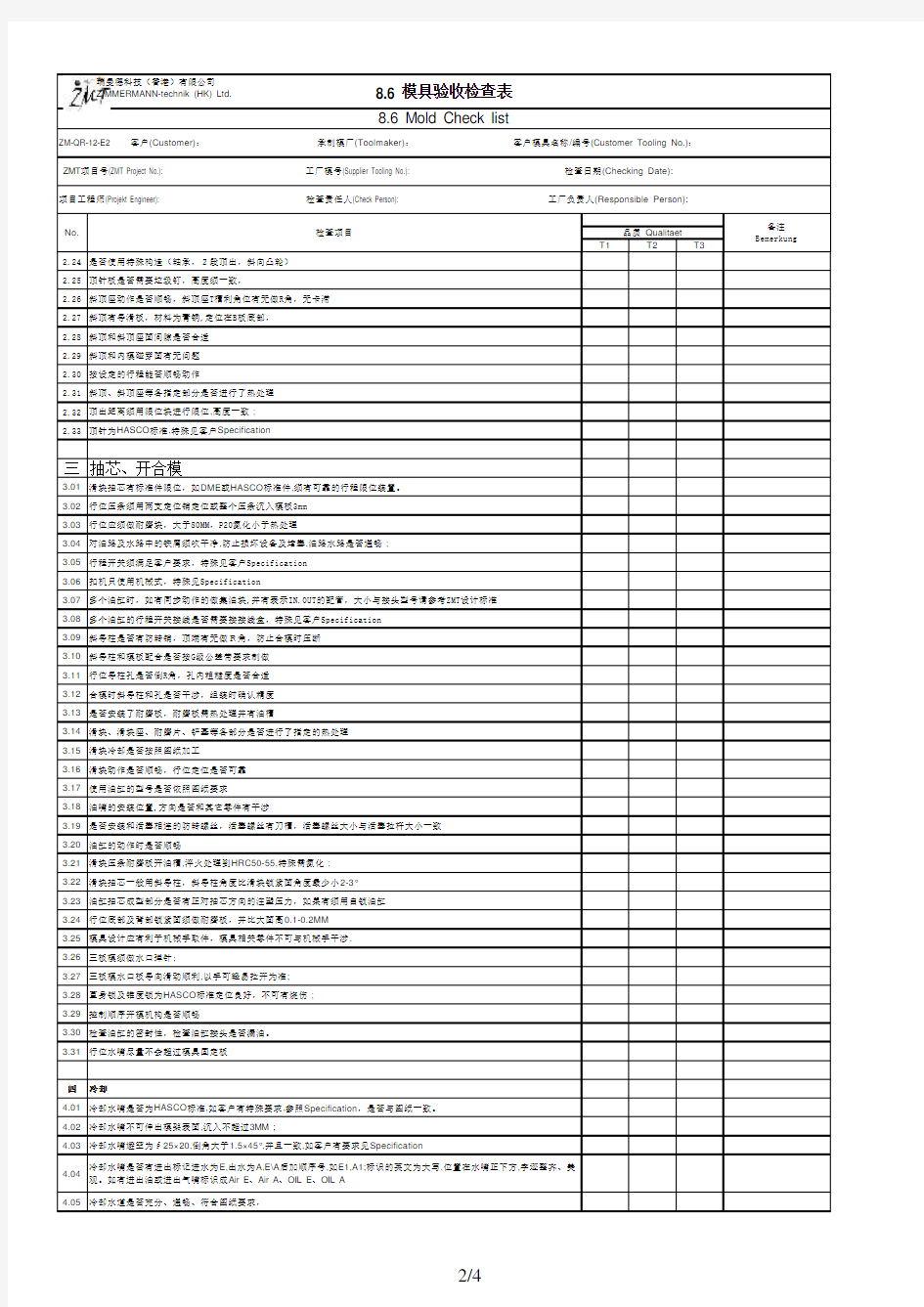
模具验收检查表
T1T2
T3
一模具外观
1.01
铭牌内容正确,(模具铭牌、油水路铭牌、热咀铭牌及客户铭牌)用杯头螺丝固定、可靠,可以不沉,字迹整齐、美观,位置与图纸相符,参考模具水路视图
1.02如果整套模具有先后开模动作顺序的,要有模具开合模动作顺序铭牌。1.03模架上A B 模板须有在基准角符号,大写英文DATUM, 表示基准1.04内模零件须有零件图纸编号及基准,防反装标识; 打在醒目位置1.05模具顶出杆须符合图纸,特殊要求参考Specification 1.06
定位圈须固定可靠,前后模不可偏心,上下有两个公差,请参考模具图;定位圈安装孔必须沉孔,不准直接安装在模具顶面或底面
1.07超过10KG 的模板都需要做吊模孔;1.08模具表面不可有锈迹,凹坑、油污等;1.09模架各板须有倒角,须有撬模槽
1.10上下固定板须有隔热板,隔热板避空孔是否正确1.11所有模具零件不可有烧焊痕迹,烧焊点知会ZMT 1.12
模具各模板须刻打工厂模具编号、ZMT项目编号、吊模孔规格(如M32)、运水、气路及油路进出标记、字符是否排列整齐清晰,特殊见客户要求。
1.13安装时有方向要求的模具是否在A板或B板上用箭头标明安装方向,箭头旁刻有“UP”字样1.14若模具下方有外露的油缸、先复位机构,水咀等应有支撑脚保护,支撑脚螺丝是否够力1.15吊环、锁模块螺丝是否足够深(螺丝是否可全部拧入),长度有无切割、打磨1.16客户是否要求配带原装HASCO吊环,所使用的吊环是否可承受与之相符的重量1.17顶针板是否要接行程开关WS201,特殊要求参考Specification 1.18导柱、导套不可有松动,及运动不良 ,用胶锤轻敲可进为准。1.19导柱长度是否足够(合模时比斜导柱要长)、是否弯曲、烧伤等1.20导柱导套配合是否有在底板加工排气槽
1.21前、后模半边单独起吊是否平衡,是否要追加平衡吊模孔1.22是否有防锈处理(如前后模芯是否喷白色防锈油)
1.23AB 板锁模块及吊模担是否按图纸加工,特殊要求参考Specification;起吊方便、重心平衡
二顶出、复位、
2.01
顶针、顶块等顶出机构与滑块是否干涉,有无强制复位机构,顶针复位须有复位开关,特殊复位开关参考客户Specification
2.02油缸抽芯、顶出须行程开关控制,特殊参考Specification 2.03撑头须比模脚高,且不与其他机构干涉
2.04顶出是否顺畅、无卡滞,无异响复位杆与B 板无卡滞,EGP 的垂直度与同心度无问题,以手可推动顶针板为标准;2.05
斜顶表面须抛光、加油槽,在最大顶出状况下油槽不超过后模,过大过长的斜顶是否须氮化处理。斜顶有导滑板,材料为青铜,定位在B 板底部,特殊情况请参考图纸 。
2.06所有滑动部件须有开油槽,装模时是否涂耐高温润滑油,是否须做氮化处理,特殊见客户Specification 2.07所有螺丝要求固定良好,且长度一致,斜顶固定螺丝底板上也要有过孔方便拧紧。2.08所有顶针须做有定位,并有编号,顶针孔光滑;2.09客户是否同意试模时在复位杆中加弹簧 ;
2.10顶针运动顺畅,不可上下串动,顶针避空孔大小是否合适,B 板过孔比顶针单边大0.5MM;顶针板过孔比顶针单边大0.1MM 2.11固定在顶杆上的顶块固定可靠,须做防转处理 ,顶出块回位于内模配合处需有斜度2.12模具有二次顶出的,二次顶出的行程是否按照图纸要求制做2.13顶针顶出是否顺畅,有无变形和烧伤
2.14顶针胶位面为异形和斜面时,是否有做定位和胶位面有晒纹2.15顶针杯头直径和厚度是否符合图纸标准2.16顶杆及二次顶出装置无偏心;2.17顶针和顶针孔中心是否有偏差
2.18顶针避空孔深度是否合适(从产品面开始30mm)2.19延时顶针动作有无问题
2.20是否使用了特殊型号的顶针(扁形,极细,阶梯,其他),是否可满足生产的要求
2.21回针端面是否平整,无焊点,打磨痕,是否倒角。A板与回针端面有垫块。复位杆比平衡块低0.05MM.2.22推块顶出是否顺畅,顶杆是否有避空
2.23顶出距离是否用限位块进行限位,复位时是否到底
No.检查项目
ZMT 项目号(ZMT Project No.): 工厂模号(Supplier Tooling No.): 检查日期(Checking Date):项目工程师(Projekt Engineer): 检查责任人(Check Person): 工厂负责人(Responsible Person):
品质 Qualitaet
备注Bemerkung
T1T2
T3
No.
检查项目
ZMT 项目号(ZMT Project No.): 工厂模号(Supplier Tooling No.): 检查日期(Checking Date):项目工程师(Projekt Engineer): 检查责任人(Check Person): 工厂负责人(Responsible Person):
品质 Qualitaet
备注Bemerkung
T1T2
T3
No.
检查项目
ZMT 项目号(ZMT Project No.): 工厂模号(Supplier Tooling No.): 检查日期(Checking Date):项目工程师(Projekt Engineer): 检查责任人(Check Person): 工厂负责人(Responsible Person):
品质 Qualitaet
备注Bemerkung
T1T2
T3
No.检查项目
ZMT 项目号(ZMT Project No.): 工厂模号(Supplier Tooling No.): 检查日期(Checking Date):项目工程师(Projekt Engineer): 检查责任人(Check Person): 工厂负责人(Responsible Person):
品质 Qualitaet
备注Bemerkung
备注Bemerkung:
1.00合格 " √ ", 不合格 " × ", 让步接收 " ○ ", 不适合项 " / "
Annehmbar " √ ", Nicht annehmbar " × ", Annehmen " ○ ", Sonst " / "
2.00有备注参考客户Specification 的项,须附上客户Specification 给相关检查人员;
Wenn es eine Spezifikation vom Kunden gibt, muss die Spezifikation an die entsprechende Kontrollperson geschickt werden.3.00以上检查项不可将所有检查项目等到走模时检查,须在模具试模后开始检查,以缩短制模周期;
Die oben genannten Teile muessen geprueft werden vor der Verfrachtung des Wkz, sie sollen nach der Abmusterung geprueft werden, um Zeit zu sparen.
4.00模具检查,须逐一拆开模具,逐项检查。 Das Wkz soll demontiert werden, um alle Teile zu ueberpruefen.
检查责任人(Kontrollperson): T1 T2
T3