螺母材料要求
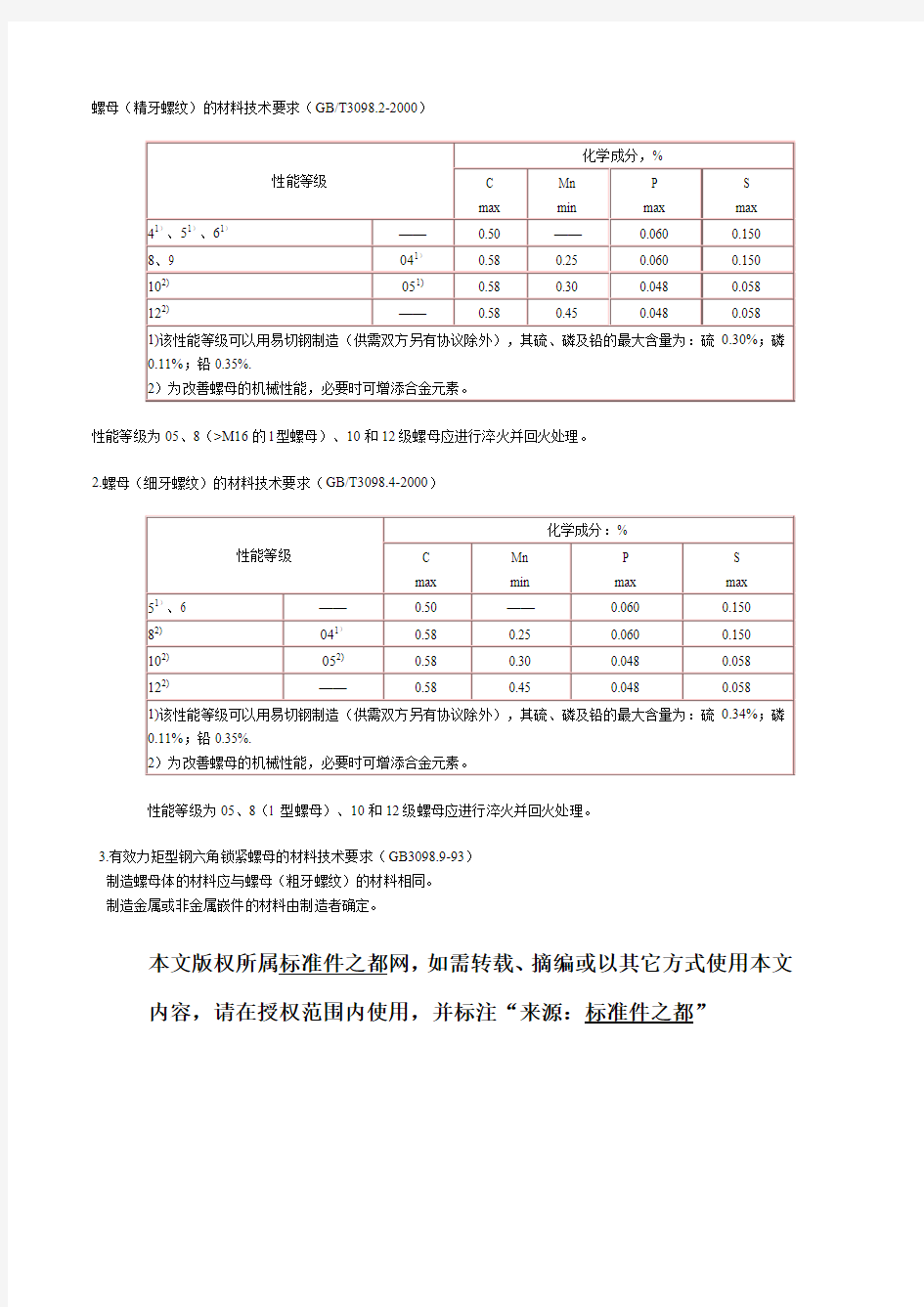
螺母(精牙螺纹)的材料技术要求(GB/T3098.2-2000)
性能等级为05、8(>M16的l型螺母)、10和12级螺母应进行淬火并回火处理。
2.螺母(细牙螺纹)的材料技术要求(GB/T3098.4-2000)
性能等级为05、8(l 型螺母)、10和12级螺母应进行淬火并回火处理。
3.有效力矩型钢六角锁紧螺母的材料技术要求(GB3098.9-93)
制造螺母体的材料应与螺母(粗牙螺纹)的材料相同。
制造金属或非金属嵌件的材料由制造者确定。
本文版权所属标准件之都网,如需转载、摘编或以其它方式使用本文内容,请在授权范围内使用,并标注“来源:标准件之都”
2013年低压电计量箱技术规范版
Q/SDJ1196-2013 上海市电力公司 低压电能计量箱技术规范 (试行稿)
低压电能计量箱技术规范 1范围 本标准适用于上海市电力公司所辖范围内贸易结算额定电压为交流220V、380V, 50Hz的低压电能计量箱。 本标准适用于100kW及以下低压供电居民、非居民客户新建或改造所需的计量箱。 本标准规定了低压电能计量箱的结构和制造要求、试验方法以及选用、安装、验收等。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB7251.1 低压成套开关设备和控制设备第一部分:型式试验和部分型式试验成套设备GB7251.3 低压成套开关设备和控制设备第3部分:对非专业人员可进入场地的低压成套开关设备和控制设备----- 配电板的特殊要求 GB10963.1 电气附件家用及类似场所用过电流保护断路器第1部分:用于交流的断路器GB2681 电工成套装置中导线颜色 GB/T 4208 外壳防护等级(IP代码) GB/T5169.10 电工电子产品着火危险试验第10部分:灼热丝/热丝基本试验方法灼热丝装置和通用试验方法 GB191 包装储运图示标志 DL/T825 电能计量装置安装接线规则 GB/T16934-1997 电能计量柜 DGJ08-100-2003 低压用户电气装置规程 3术语和定义 电能计量箱(以下简称计量箱) 对居民、非居民客户用电进行计量的专用箱,分为单表位和集中多表位计量箱两大系列。 单表位计量箱 用于计量点分散设置的,只能安装一套计量装置和相关附件设备计量箱。 集中多表位计量箱
紧固件材料的选择(螺栓、螺母)
1、紧固件六角头螺栓、等长双头螺栓、全螺纹及螺栓螺母、螺柱螺纹未端采用GB两倒角端型式。 2、紧固件规格 管法兰用紧固件规格采用:M10、M14、M16、M20、M22、M24、M27、M30、M33、M36*3、M39*3、M45*3、M48*3、M56*3、M64*3、M70*3、M76*3、M90*3。 常用紧固件用规格符合GB5782要求及GB901-B级规定。 3、机械性能 采用GB3098.1 螺栓8.8级;螺母8级。 采用中国石油化工行业标准: 螺栓、螺柱采用:35#、40CR、30CRMO、35CRMOA、25CR2MOVA材料牌号。 螺母采用:25#、40CR、35CRMOA、25CR2MOVA等材料牌号。 其它机械性能指标: 指标强度在800MPa-900MPa以上。 屈服强度在640MPa-720MPa以上。 伸长率在12-15%以上。 硬度HRC25-35%。 2008-4-22 9:46:17 标准紧固件网 紧固件材料 一、目前市场上标准件主要有碳钢、不锈钢、铜三种材料。 (一)碳钢。我们以碳钢料中碳的含量区分低碳钢,中碳钢和高碳钢以及合金钢。 1、低碳钢C%≤0.25% 国内通常称为A3钢。国外基本称为1008,1015,1018,1022等。主要用于4.8级螺栓及4级螺母、小螺丝等无硬度要求的产品。(注:钻尾钉主要用1022材料。) 2、中碳钢0.25%
拉铆螺母技术规范
如无正式授权,禁止对此文件的任何复制、转发、使用或传递。违者将承担损失赔付责任。我方保留由专利授予、实用模型注册或设计专利产生的所有权利。
发放记录 更改记录
1应用范围 (4) 2安装方式 (4) 2.1本规范所规定之铆螺母按如下方式进行安装: (4) 3铆螺母选型条件 (5) 3.1铆螺母螺纹的公称直径;如:M3~M12; (5) 3.2铆螺母头型; (5) 3.3铆螺母类型;盲孔或通孔,采用B和O进行标识,如C.FO、H.fB (5) 3.4需铆接工件的板厚; (5) 3.5需铆接工件的材质; (5) 4铆螺母安装孔的加工 (5) 5铆螺母安装要求 (6) 5.1安装时,铆螺母至少突出工件0.1mm。 (6) 5.2安装后收缩量(安装后测量,发现安装有问题的应当重新安装) (6) 5.3安装后铆螺母的特性及拉伸强度 (7) 6检验 (8) 6.1极限安装铆接强度检验 (8) 6.2铆螺母螺纹检验 (8) 6.3铆螺母化学成份检验 (9) 6.4外观检验 (9) 7标识、包装及运输 (9) 7.1标识 (9) 7.2包装及运输 (9) 8附1:C.FB型铆螺母 (10) 9附2:C.FO型铆螺母 (11) 10附3:H.fB型铆螺母 (13) 11附4:H.fO型铆螺母 (14) 12附5:H.FB型铆螺母 (15) 13附6:CDH.kT型铆螺母 (16)
1应用范围 本规范应用于地铁车辆铝合金车体上铆螺母的选型,规定了地铁铝合金车体常用铆螺母的代号、基本尺寸、材料等。型号及尺寸见附件。 2使用条件 铆螺母应能在下列环境条件下正常工作: 2.1环境温度为-40℃~+80℃; 2.2相对湿度为95%; 2.3相对于车辆的垂向、横向、纵向存在着频率为1~50Hz的正弦振动,其振动加速度 频率f为1~10 Hz时等于0.1fg,当频率f为10~50 Hz时等于1g;因车辆连挂时的冲击,沿机车纵向激起的加速度不大于3g(g为重力加速度)。 3安装方式 3.1本规范所规定之铆螺母按图1所示方式进行安装: 图1:铆螺母的安装方式 1)将铆螺母放入铆枪内; 2)将装在铆枪内的铆螺母放入需铆接工件已加工好的孔内; 3)铆接到位;
项目需求描述本项目的详细采购需求含技术要求
一、项目需求描述(本项目的详细采购需求,含技术要求) 主要供货设备及服务见下表,具体参见招标文件:
1.高压柜: IEC 62271-100 高压交流断路器IEC 60186 电压互感器 IEC 60282 高压熔断器
IEC 60298 额定电压1kV至72.5kV的交流金属铠装开关柜和控制柜IEC 60420 高压交流开关-熔断器联合体 GB 3906 3~35kV交流金属封闭式开关设备 GB-11022 高压开关设备通用技术条件 GB 1984 交流高压断路器 GB 1207 电压互感器 GB 1208 电流互感器 2.干式变压器: GB 6450-89 干式电力变压器 GB/T 10228-1997 干式电力变压器技术参数和要求 GB 1094.1-1996 电力变压器第1部分总则 GB 1094.2-1996 电力变压器第2部分温升 GB 1094.3-2003 电力变压器第3部分绝缘水平和绝缘试验 GB 1094.5-2003 电力变压器第5部分承受短路的能力 GB4208-93 外壳防护等级(IP代码) GB 3096-93 城市区域环境噪声标准 3.低压柜: IEC 60947 低压开关设备和控制设备 GB 7251 低压成套开关设备 GB 9466 低压成套开关设备基本试验方法 GB 14048 低压开关设备和控制设备 GBT 14048.1 低压开关设备和控制设备总则 GB 2681 电工成套装置中的导线颜色 GB 2682 电工成套装置中的指示灯和按钮颜色 GB 4942.2 外壳防护等级的分类 GB 50227并联电容器装置设计规范 五、详细技术说明 1. 电气工作条件 1.1 现场条件: 1.1.1 海拔高度1000米以下。 1.1.2 最高环境温度+40℃。 1.1.3 最低工作温度0℃。 1.1.4 环境相对湿度≥95% 。 1.1.5 年均降雨量1584.6mm。
常用螺母材料
常用螺母材料,螺母的材料及螺栓螺母材料 一、螺栓、螺钉和螺柱的材料要求(GB/T3098.1-2000)性能等级材料和热处理化学成分,% 回火温度℃min C P max S max B1) max min max 3.62) 碳钢——0.20 0.05 0.06 0.003 ——4.62) ——0.55 0.05 0.06 0.003 ——4.82) 5.6 0.13 0.55 0.05 0.06 0.003 ——5.82) ——0.55 0.05 0.06 6.82) 8.83) 低碳合金钢(如硼、锰或铬),淬火并回火或中碳钢,淬火并回火0.154) 0.04 0.035 0.035 0.003 425 0.25 0.55 0.035 0.035 9.8 低碳合金钢(如硼、锰或铬),淬火并回火或中碳钢,淬火并回火0.154) 0.35 0.035 0.035 0.003 425 0.25 0.55 0.035 0.035 10.95)、6) 低碳合金钢(如硼、锰或铬),淬火并回火0.154)0.35 0.035 0.035 0.003 340 10.96) 中碳钢,淬火并回火或低、中碳合金钢(如硼、锰或铬),淬火并回火或合金钢淬火并回火7)0.25 0.204) 0.55 0.55 0.035 0.035 0.035 0.035 0.03 425 0.20 0.55 0.035 0.035 0.003 10.96)、8)、9)合金钢,淬火并回火7)0.28 0.50 0.035 0.035 0.003 380 1)硼的含量可达0.005%,其非有效硼可由添加钛和(或)铝控制。2)这些性能等级答应采用易切制造,其硫,磷及铅的最大含量为:硫0.34%;磷0.11%;铅0.35%。3)为了保证良好的淬透性,螺纹直径超过20mm的紧固件,需采用对10.9级规定的钢。4)含碳量低于0.25%(桶样分析)的低碳合金钢的锰最低含量为:8.8级:0.6%;9.8、10.9和10.9级:0.7%。5)该产品应在性能等级代号下增加一横线标志。10.9级应符合对10.9级规定的所有性能,而较低的顺火温度对其在提讥温度的条件下,将造成不同程度的应力削弱。6)用于该性能等级的材料应具有良好的淬透性,以保证紧固件螺纹截面的芯部在淬火后、回火前获得约90%的马氏体组织。7)合金钢至少应含有以下远素中的一种元素,其最小含量为:铬0.30%;镍0.30%;钼0.20%;钒0.10% 8)考虑承受抗拉应力,12.9级的表面不答应有金相能测出的白色磷聚集层。9)该化学成分和回火温度尚在调查研究中。二、螺母 1.螺母(精牙螺纹)的材料技术要求(GB/T3098.2-2000)性能等级化学成分,% C max Mn min P max S max 41)、51)、61)——0.50 ——0.060 0.150 8、9 041)0.58 0.25 0.060 0.150 102) 051) 0.58 0.30 0.048 0.058 122) ——0.58 0.45 0.048 0.058 1)该性能等级可以用易切钢制造(供需双方另有协议除外),其硫、磷及铅的最大含量为:硫0.30%;磷0.11%;铅0.35%. 2)为改善螺母的机械性能,必要时可增添合金元素。性能等级为05、8(>M16的l型螺母)、10和12级螺母应进行淬火并回火处理。2.螺母(细牙螺纹)的材料技术要求(GB/T3098.4-2000)性能等级化学成分:% C max Mn min P max S max 51)、6 ——0.50 ——0.060 0.150 82) 041)0.58 0.25 0.060 0.150 102) 052) 0.58 0.30 0.048 0.058 122) ——0.58 0.45 0.048 0.058 1)该性能等级可以用易切钢制造(供需双方另有协议除外),其硫、磷及铅的最大含量为:硫0.34%;磷0.11%;铅0.35%. 2)为改善螺母的机械性能,必要时可增添合金元素。性能等级为05、8(l 型螺母)、10和12级螺母应进行淬火并回火处理。3.铆螺母的材料(GB/T17880.6-1999)产品材料标准号钢平头、沉头、小沉头、1200小沉头及平头六角铆螺母08F GB/T699 ML10 GB/T6478 铝合金平头及沉头铆螺母5056(原LF5-1)GB/T3190 6061(原LD30)4.有效力矩型钢六角锁紧螺母的材料技术要求(GB3098.9-93)制造螺母体的材料应与螺母(粗牙螺纹)的材料相同。制造金属或非金属嵌件的材料由制造者确定。三、紧定螺钉的材料技术要求(GB/T3098.3-2000)性能等级材料热处理化学成分,% C P max S max min max 14H 碳钢1)、2)——0.50 ——0.11 0.15 22H 碳钢3)淬火并回火0.50 ——0.05 0.05 33H 碳钢3)淬火并回火0.50 ——0.05 0.05 45H 合金钢3)、4)淬火并回火0.50 0.19 0.05 0.05 1)使用易切钢时,其铅、磷及硫的最大含量为:铅0.35%;磷0.11%;硫0.34% 2)方头紧定螺钉答应
拉铆螺母技术规范
拉铆螺母技术规范 文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-
目录
1应用范围 本规范应用于地铁车辆铝合金车体上铆螺母的选型,规定了地铁铝合金车体常用铆螺母的代号、基本尺寸、材料等。型号及尺寸见附件。 2使用条件 铆螺母应能在下列环境条件下正常工作: 2.1环境温度为-40℃~+80℃; 2.2相对湿度为95%; 2.3相对于车辆的垂向、横向、纵向存在着频率为1~50Hz的正弦振动,其振动 加速度频率f为1~10 Hz时等于0.1fg,当频率f为10~50 Hz时等于 1g;因车辆连挂时的冲击,沿机车纵向激起的加速度不大于3g(g为重力加速度)。 3安装方式 3.1本规范所规定之铆螺母按图1所示方式进行安装: 图1:铆螺母的安装方式 1)将铆螺母放入铆枪内; 2)将装在铆枪内的铆螺母放入需铆接工件已加工好的孔内; 3)铆接到位; 4)铆枪退出。
4铆螺母选型条件 选择铆螺母时按如下条件进行选择。 4.1铆螺母螺纹的公称直径;如:M3~M12; 4.2铆螺母头型;铆螺母的头型如表1所示。 表1:铆螺母头型; 4.3铆螺母类型;盲孔或通孔,采用B和O进行标识,铆螺母类型如表2所示;如 C.FO、H.fB 表2:铆螺母类型; 4.4需铆接工件的板厚; 4.5需铆接工件的材质; 5铆螺母安装孔的加工 铆螺母的安装孔按表3进行加工;
表3:铆螺母安装孔的加工; 6铆螺母安装要求 6.1安装时,铆螺母至少突出工件0.1mm。如图2所示。 图2:铆螺母安装 6.2安装后收缩量(安装后测量,发现安装有问题的须重新安装),如图3所示。 拉铆不够拉铆适当表示拉铆过度 图 3 铆螺母拉铆状态示意图 铆螺母拉铆后收缩状态如图4所示,大致收缩长度见表4。 s ──铆螺母收缩长度 ls ──铆螺母收缩后总长 图 4 铆螺母拉铆收缩示意图 单位为毫米 表 4 铆螺母拉铆后收缩长度表 6.3安装后铆螺母的铆紧力和螺纹失效力 铆螺母拉铆后所能达到的铆紧力及螺纹失效力见表5。
常用螺母材料 最新
常用螺母材料,螺母的材料及螺栓螺母 材料 一、螺栓、螺钉和螺柱的材料要求(GB/T3098.1-2000)性能等级材料和热处理化学成分,% 回火温度℃min C P max S max B1) max min max 3.62) 碳钢—— 0.20 0.05 0.06 0.003 ——4.62) —— 0.55 0.05 0.06 0.003 —— 4.82) 5.6 0.13 0.55 0.05 0.06 0.003 —— 5.82) —— 0.55 0.05 0.06 6.82) 8.83) 低碳合金钢(如硼、锰或铬),淬火并回火或中碳钢,淬火并回火0.154) 0.04 0.035 0.035 0.003 425 0.25 0.55 0.035 0.035 9.8 低碳合金钢(如硼、锰或铬),淬火并回火或中碳钢,淬火并回火0.154) 0.35 0.035 0.035 0.003 425 0.25 0.55 0.035 0.035 10.95)、6) 低碳合金钢(如硼、锰或铬),淬火并回火0.154)0.35 0.035 0.035 0.003 340 10.96) 中碳钢,淬火并回火或低、中碳合金钢(如硼、锰或铬),淬火并回火或合金钢淬火并回火7)0.25 0.204) 0.55 0.55 0.035 0.035 0.035 0.035 0.03 425 0.20 0.55 0.035 0.035 0.003 10.96)、8)、9)合金钢,淬火并回火7)0.28 0.50 0.035 0.035 0.003 380 1)硼的含量可达0.005%,其非有效硼可由添加钛和(或)铝控制。2)这些性能等级答应采用易切制造,其硫,磷及铅的最大含量为:硫0.34%;磷0.11%;铅0.35%。3)为了保证良好的淬透性,螺纹直径超过20mm的紧固件,需采用对10.9级规定的钢。4)含碳量低于0.25%(桶样分析)的低碳合金钢的锰最低含量为:8.8级:0.6%;9.8、10.9和10.9级:0.7%。5)该产品应在性能等级代号下增加一横线标志。10.9级应符合对10.9级规定的所有性能,而较低的顺火温度对其在提讥温度的条件下,将造成不同程度的应力削弱。6)用于该性能等级的材料应具有良好的淬透性,以保证紧固件螺纹截面的芯部在淬火后、回火前获得约90%的马氏体组织。7)合金钢至少应含有以下远素中的一种元素,其最小含量为:铬0.30%;镍0.30%;钼0.20%;钒0.10% 8)考虑承受抗拉应力,12.9级的表面不答应有金相能测出的白色磷聚集层。9)该化学成分和回火温度尚在调查研究中。二、螺母1.螺母(精牙螺纹)的材料技术要求(GB/T3098.2-2000)性能等级化学成分,% C max Mn min P max S max 41)、51)、61)—— 0.50 —— 0.060 0.150 8、9 041)0.58 0.25 0.060 0.150 102) 051) 0.58 0.30 0.048 0.058 122) —— 0.58 0.45 0.048 0.058 1)该性能等级可以用易切钢制造(供需双方另有协议除外),其硫、磷及铅的最大含量为:硫0.30%;磷0.11%;铅0.35%. 2)为改善螺母的机械性能,必要时可增添合金元素。性能等级为05、8(>M16的l型螺母)、10和12级螺母应进行淬火并回火处理。2.螺母(细牙螺纹)的材料技术要求(GB/T3098.4-2000)性能等级化学成分:% C max Mn min P max S max 51)、6 —— 0.50 —— 0.060 0.150 82) 041)0.58 0.25 0.060 0.150 102) 052) 0.58 0.30 0.048 0.058 122) —— 0.58 0.45 0.048 0.058 1)该性能等级可以用易切钢制造(供需双方另有协议除外),其硫、磷及铅的最大含量为:硫0.34%;磷0.11%;铅0.35%. 2)为改善螺母的机械性能,必要时可增添合金元素。性能等级为05、8(l 型螺母)、10和12级螺母应进行淬火并回火处理。3.铆螺母的材料(GB/T17880.6-1999)产品材料标准号钢平头、沉头、小沉头、1200小沉头及平头六角铆螺母08F GB/T699 ML10 GB/T6478 铝合金平头及沉头铆螺母5056(原LF5-1)GB/T3190 6061(原LD30)4.有效力矩型钢六角锁紧螺母的材料技术要求(GB3098.9-93)制造螺母体的材料应与螺母(粗牙螺纹)的材料相同。制造金属或非金属嵌件的材料由制造者确定。三、紧定螺钉的材料技术要求(GB/T3098.3-2000)性能等级材料热处理化学成分,% C P max S max min max 14H 碳钢1)、2)—— 0.50 ——
拉铆螺母技术要求规范
目录 1应用围 (4) 2安装方式 (4) 2.1本规所规定之铆螺母按如下方式进行安装: (4) 3铆螺母选型条件 (4) 3.1铆螺母螺纹的公称直径;如:M3~M12; (4) 3.2铆螺母头型; (4) 3.3铆螺母类型;盲孔或通孔,采用B和O进行标识,如C.FO、H.fB (5) 3.4需铆接工件的板厚; (5) 3.5需铆接工件的材质; (5) 4铆螺母安装孔的加工 (5) 5铆螺母安装要求 (6) 5.1安装时,铆螺母至少突出工件0.1mm。 (6) 5.2安装后收缩量(安装后测量,发现安装有问题的应当重新安装) (6) 5.3安装后铆螺母的特性及拉伸强度 (6) 6检验 (7) 6.1极限安装铆接强度检验 (7) 6.2铆螺母螺纹检验 (7) 6.3铆螺母化学成份检验 (8) 6.4外观检验 (8) 7标识、包装及运输 (8) 7.1标识 (8) 7.2包装及运输 (8)
8附1:C.FB型铆螺母 (9) 9附2:C.FO型铆螺母 (10) 10附3:H.fB型铆螺母 (11) 11附4:H.fO型铆螺母 (12) 12附5:H.FB型铆螺母 (13) 13附6:CDH.kT型铆螺母 (14)
1应用围 本规应用于地铁车辆铝合金车体上铆螺母的选型,规定了地铁铝合金车体常用铆螺母的代号、基本尺寸、材料等。型号及尺寸见附件。 2使用条件 铆螺母应能在下列环境条件下正常工作: 2.1环境温度为-40℃~+80℃; 2.2相对湿度为95%; 2.3相对于车辆的垂向、横向、纵向存在着频率为1~50Hz的正弦振动,其振动加速度 频率f为1~10 Hz时等于0.1fg,当频率f为10~50 Hz时等于1g;因车辆连挂时的冲击,沿机车纵向激起的加速度不大于3g(g为重力加速度)。 3安装方式 3.1本规所规定之铆螺母按图1所示方式进行安装:
拉铆螺母技术要求
DKBA0.480.1381 结构外购件技术要求 DKBA0.480.1381 REV.C 拉铆螺母技术要求 主要起草人:许志敏 审核人:周伟 会签人:斌、汪海清、徐艳丽 标准化审核人:洪霓玉 批准人:钟荣华 2010年10月20日发布2010年10月20日实施 华为技术 Huawei Technologies Co., Ltd. 所有侵权必究 All rights reserved
修订记录
目录 1 目的和适用围 (4) 1.1目的 (4) 1.2适用围 (4) 2 引用的相关标准 (4) 3 项目编码与建模命名 (4) 3.1项目编码 (4) 3.2建模命名 (5) 4 功能描述 (5) 5 要求 (5) 5.1一般要求 (5) 5.1.1结构和外形尺寸 (5) 1)封闭型沉头六角拉铆螺母(BCH) (6) 2)通孔小沉头六角拉铆螺母(SCH) (6) 3)封闭型平头拉铆螺母(BF) (7) 5.1.2 材料工艺 (7) 5.1.3 使用环境 (8) 5.1.4 环保要求 (8) 5.2性能要求及检验方法 (8) 5.2.1 防腐蚀性能: (8) 5.2.2机械结构性能: (9) 6 检验规则 (10) 7 说明 (10) 图目录 图1 拉铆枪尺寸 (5) 图2 封闭型沉头六角拉铆螺母尺寸图 (6) 图3 通孔小沉头六角拉铆螺母图 (6) 图4 封闭型平头拉铆螺母图 (7) 图5 拉铆螺母粘胶密封图 (8) 图6 拉铆螺母变种结构图 (8) 图7 测试加载图 (9) 表目录 表1 通孔小沉头六角拉铆螺母尺寸 (7) 表2 封闭型平头拉铆螺母尺寸 (7) 表3 拉铆螺母抗拉力、抗推力及抗扭矩要求 (9)
丝杆及螺母常用材料
根据丝杠在机械上所起的作用、对精度的要求以及它随载荷的大小,可分为普通丝杠(梯形丝杠精度为7~9级,滚珠丝杠为D~H级)和精密丝杠(梯形丝杠精度6级以下,滚珠丝杠为C级)。根据热处理情况又可分为淬硬丝杠(硬丝杠)和不淬硬丝杠(软丝杠)。丝杠加工认准钛浩,品质保障,丝杠材料首先要严原材料的验收,应按照国家标准逐项进行检验,特别是原材料的表面质量(主要是对原材料的外观、形状、表面缺陷)检验、化学成分检验和内部质量(即内部组织缺陷,如疏松、夹渣、偏析、脱碳等)检验,合格后方能投产。 普通精度软丝杠,应用很普遍,如机床上7~8级的定位丝杠、手动进给丝杠等,由于其加工方便、制造成本低,故对使用材料的性能要求不高,多用于一些觉的中碳碳钢和中碳低合金钢。 对于高精度精密软丝杠,其精度在6级以上、硬度在35HRC以下的精密丝杠,多用于轻载荷、工作频率低、润滑条件好的结构中。它常用碳含量较高的钢,如T10A、T12A等,它对材料的要求,除与普通精度软丝杠相似的条件外,还要求材料的磨削加工性能好、不易磨焦表面、产生磨裂的敏感性低、磨削表面粗糙度低等。 对于高精度精密硬丝杠而言,要求其心部具有一定的强度和朔韧性,表面滚道要有高硬度(一般为58~63HRC),以保证有足够的承载能力,能够带动很重的载荷作自由的精确运动,这就要求所使用材料的抗拉强度要达到700~
1000Mpa,还应有一定的韧性和精度稳定性,工件在制造过程中还要求有良好的冷热加工的工艺性能。 梯形丝杠用材: ①普通精度(指7~9级)丝杠对于轻载荷常用非合金中碳结构钢(如45、50钢)制造,经正火、调质处理,或用冷轧易切削钢(如Y45MnV)直接机械加工而成。对于有耐磨性要求的可选用调质非合金结构钢(如45、40Cr钢),制造,经氮碳共渗处理后直接使用。用于测量、受力不大的丝杠可选用调质非合金结构钢(如45、40Cr钢),经感应加热表面淬火后使用。 ②高精度(指6级以上)丝杠对轻载荷常用非合金(碳素)或低合金工具钢(如T10A、T12A或9Mn2V、CrWMn钢)制造,经调质或球化退火处理。对工作频繁的丝杠常用低合金工具钢(如9Mn2V、CrWMn钢)制造、整体淬火,还可采用高级渗氮专用钢(如38CrMoA1A、35CrMo钢)制造并经渗氮处理,用于承受较高温度场合。对要求耐磨的小规格丝杠可用渗碳低合金钢(如20CrMnTi钢)制造,经渗碳+淬火+低温回火后使用。对于在高温下工作的丝杠可采用沉淀硬化不锈钢(如0Cr17Ni4Cu4Nb)制造,经固溶+时效处理后使用。
DKBARevB压铆紧固件技术要求
DKBA0.480.0128 结构外购件技术要求 DKBA0.480.0128 Rev.B 压铆紧固件技术要求 主要起草人:刘树忠、欧阳华 审核人:周伟 会签人:张斌、王文华、陈志明 标准化审核人:洪霓玉 批准人:钟荣华 2010年06月30日发布 2010年07月01日实施 华为技术有限公司
Huawei Technologies Co., Ltd. 版权所有侵权必究 All rights reserved
修订声明 本规范拟制与解释部门:整机工程部 本规范的相关系列规范或文件: 相关国际规范或文件一致性: 替代或作废的其它规范或文件:本规范替代DKBA0.480.1601。 相关规范或文件的相互关系:DKBA0.480.1601的内容已纳入本规范。
目录 List 1 目的和适用范围 (11) 1.1 目的 (11)
1.2 适用范围 (11) 2 引用的相关标准 (12) 3 项目编码与建模命名 (12) 3.1 建模命名 (13) 4 功能描述 (15) 5 要求 (16) 5.1 结构尺寸 (16) 5.1.1 压铆螺母(S、CLS、SP系列)结构尺寸 (16) 5.1.2 压胀铆螺母结构尺寸 (19) 5.1.3 平装压铆螺母(F系列)结构尺寸 (20) 5.1.4 压铆螺柱(SO、SOS、BSO、BSOS系列)结构尺寸 (21) 5.1.5 薄型压铆螺柱(TSO、TSOS、TBSO、TBSOS系列)结构尺寸 (24)
5.1.6 压铆螺钉(FH、FHS、FHP系列)结构尺寸 (25) 5.1.7 薄型六角平齐压铆螺钉(TNFH、TNFHS系列)结构尺寸 (26) 5.1.8 压铆导销(TP系列)结构尺寸 (27) 5.2 材料工艺及使用环境 (28) 5.3 机械性能及压铆力 (30) 5.4 表面质量 (35) 5.5 铆接性能 (35) 5.6 环保要求 (36) 5.7 耐腐蚀要求 (36) 6 检验规则 (36) 7 说明 (36) 8 附录:压铆工艺及质量要求 (37)
常用螺丝螺帽尺寸对照表
常用螺丝螺帽尺寸对照表 发布日期:2009-11-24 六角螺母对边厚度比较表 规格对边 X厚 度规 格 对边 X厚 度 规 格 对边X厚度 M3-0.55.5X 2.4 3/ 1 6 N C 8X43/ 1 6 W T 8X4 M4-0.77X3. 2 1/ 4 N C 11X 5.5 1/ 4 W T 10X5 M5-0.88X45/ 1 6 N C 12.5 X6.5 5/ 1 6 W T 12X6 M6-1.010X 5 3/ 8 N C 14.3 X8.3 3/ 8 W T 14X8 M8-1.2513X 6.5 7/ 1 6 N C 17.5 X9.5 7/ 1 6 W T 17X8.7 M8-1.2514X 6.5 1/ 2 N C 19X 11 1/ 2 W T 19X10 M10 -1.517X 8 9/ 1 6 N C 22.2 X12. 3 9/ 1 6 W T M12 -1.7 519X 10 5/ 8 N 23.8 X14 5/ 8 W 23X13
M14 -2.022X 11 3/ 4 N C 28.5 X16. 3 3/ 4 W T 26X16 M16 -2.024X 13 7/ 8 N C 33.3 X19 M18 -2.527X 15 1 ” N C 38X 21.8 M20 -2.530X 16 M22 -2.532X 18 M24 -3.036X 19 六角螺丝对边厚度比较表 规格对边 X厚 度 规 格 对边 X厚 度 规 格 对边X厚度 M47X33/ 1 6 N C 8X3. 5 3/ 1 6 W T 8X3.5 M58X3. 51/ 4 N C 11X 4 1/ 4 W T 10X4 M610X 45/ 1 6 N C 12.5 X5 5/ 1 6 W T 12X5 M8 -13 P 13X 5.3 3/ 8 N 14.3 X6 3/ 8 W 14X5.5
连杆螺栓、螺母材料
连杆螺栓、螺母材料 1)常用连杆螺栓、螺母材料见表3-8。其中30CrMo、35CrMoA和38CrMoAlA仅用于重要的连杆螺栓。螺栓和螺母应做调质处理,以获得良好的强度和韧性。 表3-8连杆螺栓、螺母常用材料 2)机加工要求: 连杆螺栓: ①螺栓螺纹一般应采用2级(GB/T197—2003)公制细牙螺纹,表面粗糙度不高于Ra6.3μm,螺纹表面不得有毛刺、凹痕和碰伤。 ②定位凸径可取H7/g6配合,圆度允差不低于GB/T1184—1996所规定的8级靖度,直线度不低于GB/T1184—1996所规定的7级精度。 ③螺栓头部支承平面对其轴线的端面跳动允差不大于GB1184—1996的6 级,表面粗糙度不高于Ra3.2μm。 ④螺纹对其轴线的圆跳动允差不低于GB/T1184—1996所规定的6级精度 ⑤螺栓杆体外圆及各过渡圆角的表面粗糙度,不高于Ra3.2μm。 连杆螺母: ①应采用相同的2级精度公制细牙螺纹,表面粗糙度为Ra6.3μm,不得有毛刺、凹痕、氧化皮或脱碳层。 ②螺母支承面对其轴线的端面跳动允差不大于GB/T1184—1996的6级 精度。 ③螺母壁厚应均匀,壁厚差应小于0.5mm。 连杆螺栓应做磁粉探伤,探伤后应做退磁处理。 9.滑动轴承 (1)滑动轴承瓦背材料对钢制薄壁瓦常采用08、10、15钢;对厚壁瓦常采用20、35钢。 (2) 轴承合金材料通常采用ChSnSbll-6锡基合金、5-0.6锑镁铝合金等。载荷较小的轴承,也有采用ZCUSn5Pb5Zn5、ZCuSnlOPbl青铜的,并不另加瓦背。
(3)合金的金相组织ZCuSnSb11-6合金的金相组织可参照内燃机“巴氏合金轴瓦金相检查标准”的规定进行检查。 5-0.6锑镁铝合金的金相组织应为硬质的AlSb和Mg3SB2的化合物,呈多面体均布于软质的7固溶基体中,不允许有大的针状锑化物和针状、星状铁化物出现,并且也不许有AlSb 的偏析。 (4) 轴承合金浇注为使合金层与瓦背紧密结合而不致脱落,通常采用离心浇注。浇注的合金层厚度*1: 对薄壁瓦t1=0.3~1.0mm 对厚壁瓦t2=0.01D+(1~1.5)mm (5)机加工 1)表面粗糙度。轴瓦内圆表面不高于Ra1.6μm,当留有镗刮余量时,允许为Ra3.2μm;外圆表面和剖分面为Ra3.2μm。 2) 精度 对薄壁瓦: a) 对轴瓦置于标准半圆量具内,顶住一端并使该端面与轴瓦中心线重合,在另一端施以产品图样所规定的压力,在此压力下测得的轴瓦高度应符合图样的 规定。 b) 在前条所规定的压力下,轴瓦剖分面对外圆母线的不平行度,不大于GB/T1184—1996所规定的6级精度公差。 C)在前条所规定的压力下,用涂色法检查轴瓦外圆表面的贴合度:当轴瓦内径D<180mm时,不应少于85%;当D>180mm时,不少于70%。 对厚壁瓦: a)轴瓦内外圆表面的圆柱度应不低于GB/T1184—1996规定的7级精度公差。 b)轴瓦两端面对内圆中心线的垂直度应小于GB/T1184—1996规定的7级精度公差。 (6) 合金浇注 1) 轴瓦合金层表面应光洁,不许有夹杂物、疏松和孔眼。 2) 轴瓦合金层与瓦背应结合牢固,不得有脱落现象。 (7) 其他 1) 轴瓦非工作表面应镀锡或镀铜,镀层厚0.002~0.003mm,镀层应均匀,不得有急骤的游离镀瘤。 2) 轴瓦工作表面和剖分面应光滑平整,去除尖角、毛刺,不得有划痕、裂纹和碰伤。
拉铆螺母技术规范
目录 1 应用围 (3) 2 安装方式 (3) 2.1 本规所规定之钏螺母按如下方式进行安装: (3) 3 钏螺母选型条件 (4) 3.1 锄螺母螺纹的公称直径;如:M3~M12 (4) 3.2 锄螺母头型; (4) 3.3 钏螺母类型;盲孔或通孔,采用B和。进行标识,如C.FO、H.fB (4) 3.4 需锄接工件的板厚; (5) 3.5 需锄接工件的材质; (5) 4 锄螺母安装孔的加工 (5) 5 锄螺母安装要求 (6) 5.1 安装时,锄螺母至少突出工件0.1mm (6) 5.2 安装后收缩量(安装后测量,发现安装有问题的应当重新安装)6 5.3 安装后钏螺母的特性及拉伸强度 (7) 6 检验 (8) 6.1 极限安装锄接强度检验 (8) 6.2 锄螺母螺纹检验 (8) 6.3 锄螺母化学成份检验 (9) 6.4 外观检验 (9) 7 标识、包装及运输 (9) 7.1 标识 (9) 7.2 包装及运输 (9)
8 附1: C.FB型锄螺母 (11) 9 附2: C.F。型锄螺母 (12) 10 附3: H.fB型锄螺母 (14) 11 附4: H.fO型锄螺母 (15) 12 附5: H.FB型锄螺母 (16) 13 附6: CDH.kT型锄螺母 (17)
本规应用丁地铁车辆铝合金车体上钏螺母的选型,规定了地铁铝合金车体常用钏螺母的代号、基本尺寸、材料等。型号及尺寸见附件。 2 使用条件 钏螺母应能在下列环境条件下正常工作: 2.1 环境温度为-40 C?+ 80 C ; 2.2相对湿度为95%; 2.3相对丁车辆的垂向、横向、纵向存在着频率为1?50Hz的正弦振动,其振动加速度 频率f为1?10 Hz时等丁0.1fg,当频率f为10?50 Hz时等丁1g;因车辆连挂时的冲击,沿机车纵向激起的加速度不大丁3g (g为重力加速度)。 3 安装方式 3.1本规所规定之钏螺母按图1所示方式进行安装:
常用螺丝和螺母的选材及性能介绍
常用螺丝和螺母的选材及性能介绍 课程刚要: 1. 常用螺丝及螺母的选材. 2. 常用螺丝及螺母的性能. 3. 图纸中对材料及热处理标注事项. 4. 近来公司使用螺丝的常见问题. 第一部分常用螺丝螺母材料 一, 分类: 目前市场上常用螺丝, 螺母标准件主要有碳钢、合金钢、不锈钢、铜四大类材料. 当然也还有其它特殊用途材料. A. 碳钢 1,低碳钢C%≤0.25% 国内常用牌号有ML10, ML20 等, 日本牌号有 SWRCH10A, SWRCH18A, SWRCH20K 等. 美国的1021 等. 2,中碳钢0.25% 螺母等级 钢结构连接用螺母性能等级分3.6、4.6、4.8、5.6、6.8、8.8、9.8、10.9、12.9等10余个等级,其中8.8级及以上螺母材质为低碳合金钢或中碳钢并经热处理(淬火、回火),通称为高强度螺母,其余通称为普通螺母。螺母性能等级标号有两部分数字组成,分别表示螺母材料的公称抗拉强度值和屈强比值 。例如,性能等级4.6级的螺母,其含义是: 1、螺母材质公称抗拉强度达400MPa级; 2、螺母材质的屈强比值为0.6; 3、螺母材质的公称屈服强度达400×0.6=240MPa级。 性能等级10.9级高强度螺母,其材料经过热处理后,能达到: 1、螺母材质公称抗拉强度达1000MPa级; 2、螺母材质的屈强比值为0.9; 3、螺母材质的公称屈服强度达1000×0.9=900MPa级螺母性能等级的含义是国际通用的标准,相同性能等级的螺母,不管其材料和产地的区别,其性能是相同的,设计上只选用性能等级即可。 强度等级所谓8.8级和10.9级是指螺母的抗剪切应力等级为8.8GPa和10.9Gpa 8.8公称抗拉强度800N/MM2公称屈服强度640N/MM2一般的螺母是用"X.Y"表示强度的,X*100=此螺母的抗拉强度,X*100*(Y/10)=此螺母的屈服强度(由于按标识规定:屈服强度/抗拉强度=Y/10) 如4.8级则此螺母的抗拉强度为:400MPa屈服强度为:400*8/10=320MPa 另:不锈钢螺母通常标为A4-70,A2-70的样子,不锈钢螺母的等级分为45、50、60、70、80,材料主要分奥氏体A1、A2、A4,马氏体和铁素体C1、C2、C4,其表示方法例如A2-70,“--”前后分别表示螺母材料和强度等级:“A2-70”是不锈钢螺母、螺钉、螺柱和螺母的性能标记,“-”前的“A2”表示的是材料组别,即奥氏体钢第二组A2,“-”后的数字部分“70”表示产品的性能等级,其数字为公称抗拉强度的1/10,即此产品的性能抗拉强度为700 N/mm2。 结构外购件技术要求 压铆紧固件技术要求 主要起草人:刘树忠、欧阳华 审核人:周伟 会签人:张斌、王文华、陈志明 标准化审核人:洪霓玉 批准人:钟荣华 2010年06月30日发布 2010年07月01日实施 华为技术有限公司 Huawei Technologies Co., Ltd. 版权所有侵权必究 All rights reserved 修订声明 本规范拟制与解释部门:整机工程部 本规范的相关系列规范或文件: 目录 List 1 目的和适用范围..................................................................... 目的 ............................................................................ 适用范围 ........................................................................ 2 引用的相关标准..................................................................... 3 项目编码与建模命名................................................................. 建模命名 ........................................................................ 4 功能描述........................................................................... 5 要求............................................................................... 结构尺寸 ........................................................................ 压铆螺母(S、CLS、SP系列)结构尺寸........................................... 压胀铆螺母结构尺寸........................................................... 平装压铆螺母(F系列)结构尺寸................................................ 压铆螺柱(SO、SOS、BSO、BSOS系列)结构尺寸................................... 薄型压铆螺柱(TSO、TSOS、TBSO、TBSOS系列)结构尺寸 ........................... 压铆螺钉(FH、FHS、FHP系列)结构尺寸......................................... 薄型六角平齐压铆螺钉(TNFH、TNFHS系列)结构尺寸 .............................. 压铆导销(TP系列)结构尺寸................................................... 材料工艺及使用环境 .............................................................. 机械性能及压铆力 ................................................................ 表面质量 ........................................................................ 铆接性能 ........................................................................ 环保要求 ........................................................................ 耐腐蚀要求 ...................................................................... 6 检验规则........................................................................... 7 说明...............................................................................螺母等级
Rev.B压铆紧固件技术要求