主要加工设备清单
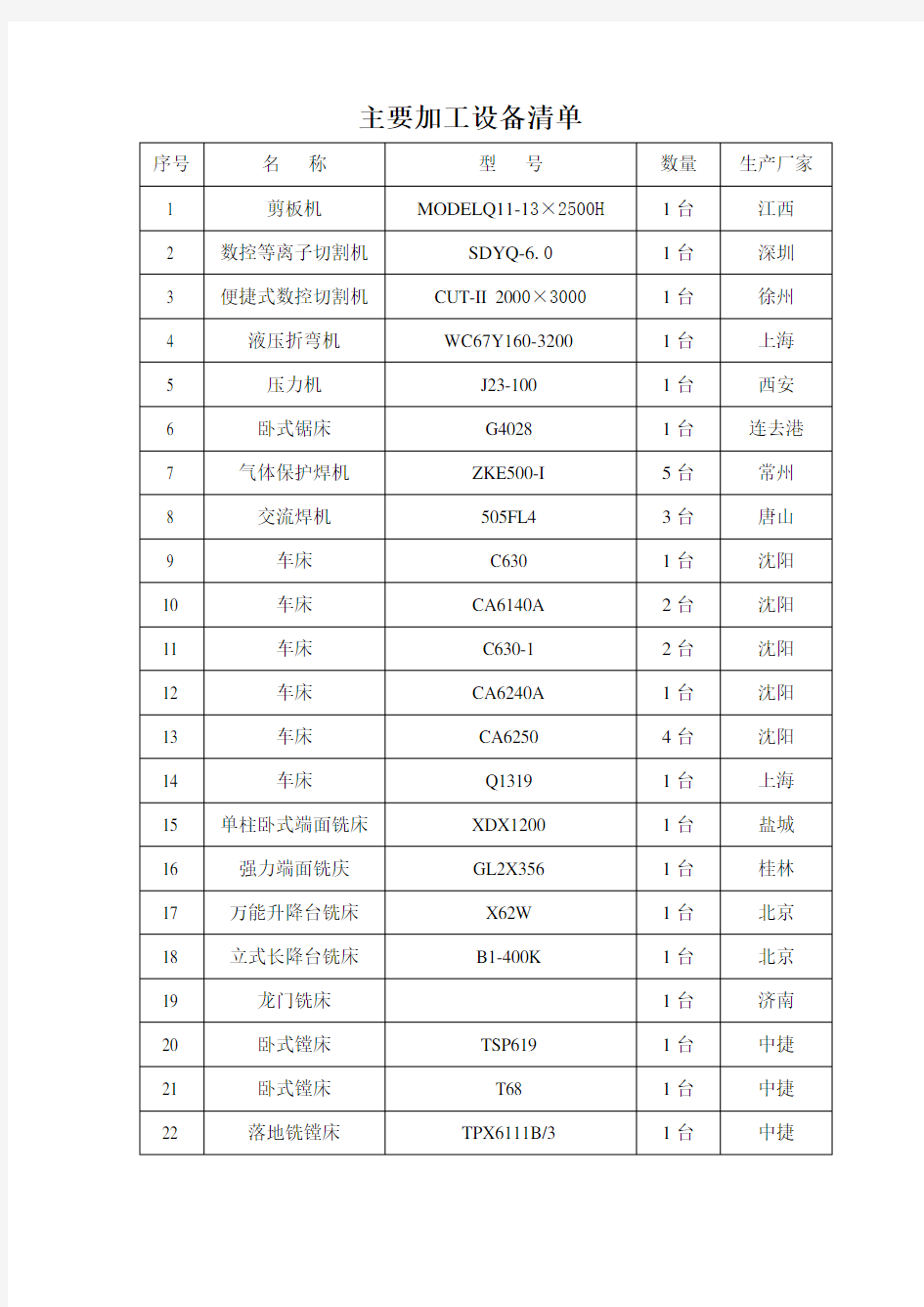
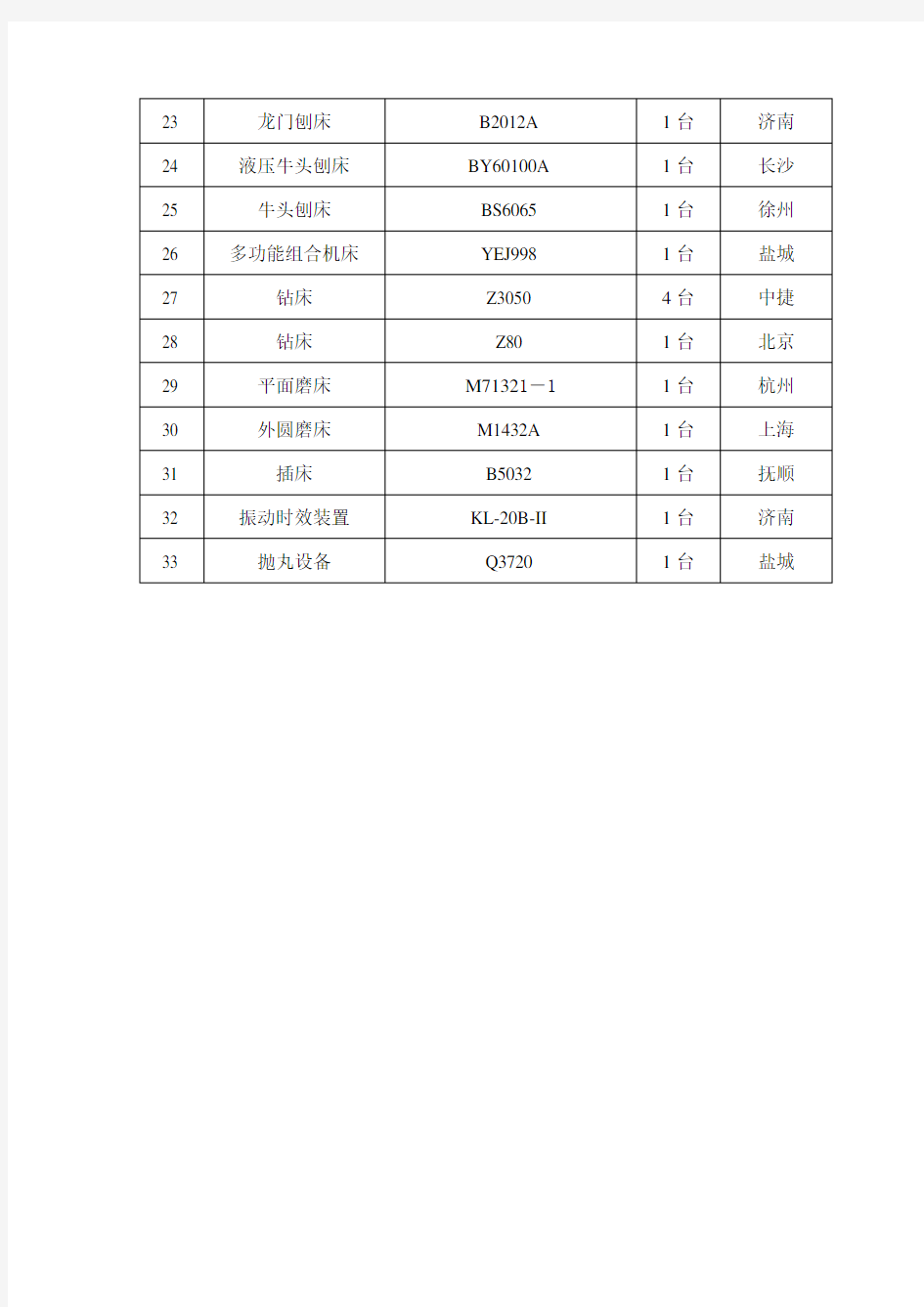
主要加工设备清单
消毒产品生产企业基本生产设备清单
消毒产品生产企业基本生产设备清单(试行)1.消毒剂类 附件 消毒产品生产企业卫生规范(2009年版) 第一章总则 第一条为规范消毒产品生产企业卫生管理,保证消毒产品卫生质量和使用安全,根据《中华人民共和国传染病防治法》及《消毒管理办法》等法律法规的有关要求,制定本规范。 第二条凡中华人民共和国境内从事消毒产品生产(含分装)的单位和个人应遵守本规范。 第二章厂区环境与布局 第三条厂区选址卫生要求: (一)与可能污染产品生产的有害场所的距离应不少于30米。 (二)消毒产品生产企业不得建于居民楼。 (三)厂区周围无积水、无杂草、无生活垃圾、无蚊蝇等有害医学昆虫孳生地。 第四条厂区环境整洁。厂区非绿化的地面、路面采用混凝土、沥青及其他硬质材料铺设,便于降尘和清除积水。 第五条厂区的行政、生活、生产和辅助区的总体布局应合理,
生产区和生活区应分开。 第六条厂区应具备生产车间、辅助用房、质检用房、物料和成品仓储用房等,且衔接合理。 第七条厂区的生产和仓储用房应有与生产规模相适应的面积和空间。生产车间使用面积应不小于100平方米,其中分装企业生产车间使用面积应不小于60平方米;生产车间净高不低于米。 第八条厂区内设置的厕所应采用水冲式,厕所地面、墙壁、便槽等应采用易清洗、不易积垢材料。 第九条动力、供暖、空调机房、给排水系统和废水、废气、废渣的处理系统等设施应不影响产品质量。 第三章生产区卫生要求 第十条生产区内设置的各功能间(区)应按生产工艺流程进行合理布局,工艺流程应按工序先后顺序合理衔接。人流物流分开,避免交叉。 第十一条生产区各功能间(区)应配置有效的防尘、防虫、防鼠、通风等设施。 第十二条消毒剂、化学(生物)指示物、抗(抑)菌制剂、隐形眼镜护理用品、卫生湿巾、湿巾的生产企业生产车间包括:配料间(区)、制作加工间(区)、分(灌)装间(区)、包装间(区)等。 分装企业生产车间至少包括:分(灌)装间(区)、包装间(区)等。 第十三条生产区内应设更衣室,室内应配备衣柜、鞋架、流动水洗手等设施,并保持清洁卫生。 消毒剂和卫生用品生产企业更衣室内还应配备空气消毒设施和
钣金加工工艺介绍
第五讲:主讲人:吴书法 钣金加工工艺介绍 1简介 1.1简介 按钣金件的基本加工方式,如下料、折弯、拉伸、成型、焊接。本规范阐述每一种加工方式所要注意的工艺要求。 1.2关键词 钣金、下料、折弯、拉伸、成形、排样、最小弯曲半径、毛边、回弹、打死边、焊接 2下料 下料根据加工方式的不同,可分为普冲、数冲、剪床开料、激光切割、风割,由于加工方法的不同,下料的加工工艺性也有所不同。钣金下料方式主要为数冲和激光切割 2.1数冲是用数控冲床加工,板材厚度加工范围为冷扎板、热扎板小于或等于 3.0mm,铝板小于或等于 4.0mm,不锈钢小于或等于2.0mm 2.2冲孔有最小尺寸要求 冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。
图2.2.1 冲孔形状示例 材料圆孔直径b 矩形孔短边宽b 高碳钢 1.3t 1.0t 低碳钢、黄铜 1.0t 0.7t 铝0.8t 0.5t * t为材料厚度,冲孔最小尺寸一般不小于1mm。 * 高碳钢、低碳钢对应的公司常用材料牌号列表见第7章附录A。 表1冲孔最小尺寸列表 2.3数冲的孔间距与孔边距 零件的冲孔边缘离外形的最小距离随零件与孔的形状不同有一定的限制,见图2.3.1。当冲孔边缘与零件外形边缘不平行时,该最小距离应不小于材料厚度t;平行时,应不小于1.5t。 (图1.4) 图2.3.1 冲裁件孔边距、孔间距示意图 2.4折弯件及拉深件冲孔时,其孔壁与直壁之间应保持一定的距离 折弯件或拉深件冲孔时,其孔壁与工件直壁之间应保持一定的距离(图2.4.1)
图2.4.1 折弯件、拉伸件孔壁与工件直壁间的距离 2.5螺钉、螺栓的过孔和沉头座 螺钉、螺栓过孔和沉头座的结构尺寸按下表选取取。对于沉头螺钉的沉头座,如果板材太薄难以同时保证过孔d2和沉孔D,应优先保证过孔d2。 表2用于螺钉、螺栓的过孔 *要求钣材厚度t≥h。 表3用于沉头螺钉的沉头座及过孔 *要求钣材厚度t≥h。 表4用于沉头铆钉的沉头座及过孔 2.6激光切割是用激光机飞行切割加工,板材厚度加工范围为冷扎板热扎板小于或等于20.0mm, 不锈钢小于10.0mm 。其优点是加工板材厚度大,切割工件外形速度快,加工灵活.缺点是无法加工成形,网孔件不宜用此方式加工,加工成本高! 3折弯 3.1折弯件的最小弯曲半径 材料弯曲时,其圆角区上,外层收到拉伸,内层则受到压缩。当材料厚度一定时,内r越小,材
机械加工常用安全防护技术
机械加工常用安全防护技术一、机械伤害类型 1、绞伤:外露的皮带轮、齿轮、丝杠直接将衣服、衣袖裤脚、手套、围裙、长发绞入机器中,造成人身的伤害。 2、物体打击:旋转的机器零部件、卡不牢的零件、击打操作中飞出 的工件造成人身伤害。 3、压伤:冲床、压力机、剪床、锻锤造成的伤害。 4、砸伤:高处的零部件、吊运的物体掉落造成的伤害。 5、挤伤:将人体或人体的某一部位挤住造成的伤害。 6、烫伤:高温物体对人体造成的伤害。如鉄屑、焊渣、溶液等高温 物体对人体的伤害。
7、刺割伤:锋利物体尖端物体对人体的伤害。 二、机械伤害原因 1、机械的不安全状态 防护、保险、信号装置缺乏或有缺陷,设备、设工具、附件有缺陷,个人防护用品、用具缺少或有缺陷,场地环境问题。 2、操作者的不安全行为 (1)忽视安全、操作错误; (2)用手代替工具操作;
(3)使用无安全装置的设备或工具; (4)违章操作; (5)不按规定穿戴个人防护用品,使用工具; (6)进入危险区域、部位; 3、管理上的因素 设计、制造、安装或维修上的缺陷或错误,领导对安全工作不重视,在组织管理方面存在缺陷,教育培训不够,操作者业务素质差,缺 乏安全知识和自我保护能力。
三、机械设备一般安全规定 规定是通过多年的总结和血的教训得出的,在生产过程中,只要遵守这些规定,就能及时消除隐患,避免事故的发生。 1、布局要求 机械设备的布局要合理,应便于操作人员装卸工件、清除杂物,同时也应能够便于维修人员的检修和维修。 2、强度、刚度的要求 机械设备的零、部件的强度、刚度应符合安全要求,安装应牢固,不得经常发生故障。 3、安装必要的安全装置 机械设备必须装设合理、可靠、不影响操作的安全装置。
金工实习钣金加工工艺 附具体实例
金工实习—钣金加工 1 钣金加工简介 1.1 钣金介绍 钣金至今为止尚未有一个比较完整的定义,根据国外某专业期刊上的一则定义可以将其定义为:钣金是针对金属薄板(通常在6mm以下)一种综合冷加工工艺,包括剪、冲/切/复合、折、焊接、铆接、拼接、成型(如汽车车身)等。其显着的特征就是同一零件厚度一致,其中包括钢板、镀锌(锡)钢板、高张力钢板、烤漆钢板、铝板、铜板及不锈钢板等。 钣金的应用范围非常广泛,包括办公家具、运动器材、厨具、箱柜、计算机机壳、电器产品、车辆、飞机、船舶、钢建筑及工作母机外壳等。 1.2 钣金加工工艺 钣金作业是利用手工工具或机器,将金属塑性变形加工成所需的形状及大小,并配合机械式结合(如铆钉、螺栓、胀缩、压接及接缝等)或冶金式结合(如气焊、铜焊、手工电焊、CO2焊接及氩弧焊等)的方式,将其连接组合成一体的金属加工方法。 按钣金件的基本加工方式分类,主要有下料、折弯、拉伸、成型、焊接。 对于任何一个钣金件来说,它都有一定的加工过程,也就是所谓的工艺流程.不同结构的钣金件,工艺流程可能也各不相同,一般钣金件按以下流程: 绘制展开图 冲折弯压铆焊接
2 钣金工程识图基本知识 2.1 机械制图简介 钣金加工工程图也属于机械制图的范畴,机械制图是用图样确切表示机械的结构形状、尺寸大小、工作原理和技术要求的学科。图样由图形、符号、文字和数字等组成,是表达设计意图和制造要求以及交流经验的技术文件,常被称为工程界的语言。 在机械制图标准中规定的项目有:图纸幅面及格式、比例、字体和图线等。在图纸幅面及格式中规定了图纸标准幅面的大小和图纸中图框的相应尺寸。比例是指图样中的尺寸长度与机件实际尺寸的比例,除允许用1:1的比例绘图外,只允许用标准中规定的缩小比例和放大比例绘图。在中国,规定汉字必须按长仿宋体书写,字母和数字按规定的结构书写。图线规定有八种规格,如用于绘制可见轮廓线的粗实线、用于绘制不可见轮廓线的虚线、用于绘制轴线和对称中心线的细点划线、用于绘制尺寸线和剖面线的细实线等。 机械图样主要有零件图和装配图,零件图表达零件的形状、大小以及制造和检验零件的技术要求;装配图表达机械中所属各零件与部件间的装配关系和工作原理;表达零件结构形状的图形,常用的有视图、剖视图和剖面图等。 视图是按正投影法即零件向投影面投影得到的图形。按投影方向和相应投影面的位置不同,视图分为主视图、俯视图和左视图等。视图主要用于表达机件的外部形状。图中看不见的轮廓线用虚线表示。零件向投影面投影时,观察者、机件与投影面三者间有两种相对位置。机件位于投影面与观察者之间时称为第一角投影法。投影面位于机件与观察者之间时称为第三角投影法。两种投影法都能同样完善地表达机件的形状。中国国家标准规定采用第一角投影法。 2.2 三视图简介 三视图是观测者从三个不同位置观察同一个空间几何体而画出的图形。 将人的视线规定为平行投影线,然后正对着物体看过去,将所见物体的轮廓用正投影法绘制出来该图形称为视图。一个物体有六个视图:从物体的前面向后面投射所得的视图称主视图——能反映物体的前面形状,从物体的上面向下面投射所得的视图称俯视图——能反映物体的上面形状,从物体的左面向右面投射所得的视图称左视图——能反映物体的左面形状,还有其它三个视图不是很常用。三视图就是主视图、俯视图、左视图的总称。 一个视图只能反映物体的一个方位的形状,不能完整反映物体的结构形状。三视图是从三个不同方向对同一个物体进行投射的结果,另外还有如剖面图、半剖面图等做为辅助,基本能完整的表达物体的结构。 三视图的投影规则是: 主视、俯视长对正 主视、左视高平齐
生产设备清单
生产厂家生产能力证明材料 定州市弘润教学设备有限公司座落在定州市庞村镇东坂村,就是一家集研发、生产、加工、销售、服务为一体的大型专业性公司,公司始建于2013年,为有限责任公司,占地1万多平方米,员工158人,注册资本1005万元。 我公司拥有各种生产设备,其中包括国际上先进的粉末涂装生产线与焊接机器人生产线,焊接机械手,循环步进式抛丸除锈处理生产线、磷化除锈生产线、数控加工中心、激光切割、数控火焰切割机及一流水平的电脑检测设备与计算机管理系统等各种设备1800多台(套)。完全满足日常生产的各种产品的检测实验要求。
22 各式钻床8台24012、Z4016 23 摇臂钻9台Z3040 24 剪板机2台Q11-13*2500 25 冲床6台JC23-80 26 数控弯管机3台NC80 27 台面喷涂机4台Ultra 490 28 铣床2台BT400K、X5040A、 29 刨床2台B690、B665 30 包装机械5台KB390、KZB-II 检测设备: 序号名称型号生产企业数量 1 户外器械安装后性能测 试设备 WET-568 自制15 2 洛氏硬度计HR-1500 山东莱州华银公司 4 3 携带式布氏硬度计HR-2300 山东莱州华银试验仪器有限公司 5 4 多功能轴承故障测试仪CCL-2251 深圳江阳光电有限公司 2 5 耐压测试仪CS2671 常州惠发电子有限公司 5 6 多功能卡尺JM526 上海精密仪器仪表有限公司9 7 电阻炉温控制器BRZ-2 上海第二工业大学实训中心 1 8 电阻箱ZX38/11 北京市大西洋仪器工程有限责任公司 1 9 防锈实验箱SY-608/X 上海实验仪器厂有限公司 1 10 高低试验箱CCDW-408 无锡市贤臣环境实验设备有限公司 1 11 烟雾腐蚀试验箱HOC-YW160 无锡市贤臣环境实验设备有限公司 1 12 臭氧老化试验箱CY-500L 无锡市贤臣环境实验设备有限公司 1 13 热老化试验箱GHX-150 无锡市贤臣环境实验设备有限公司 1 粉末涂装生产线 数控弯管机
机械加工常用设备的分类与用
学习任务一机械加工常用设备的分类与用途 学习活动1识读金属切削机床的型号 学习目标:完成本单元学习后,你能按我国现行金属切削机床的分类及型号的编制方法,识读常见金属切削机床铭牌中的型号。 入门引导:当你走进车间看见机床设备上的这些铭牌时,你能说出铭牌上的这些型号的含义吗?下面我们将学习这方面的知识。 机床的铭牌 知识学习: 一、机械加工及常用设备 机械加工是通过工人操作金属切削机床,利用切削刀具从工件上切除多余材料,使之获得图样要求零件的几何形状、位置精度、尺寸精度、表面质量等。 金属切削机床是用切削的方法将原材料加工成机械零件的设备,可简称机床。它是用切削加工方法将金属(或其他材料)的毛坯或半成品加工成零件的机器。由于是制造机械的机器,故又称“工作母机”或“工具机”。 随着生产发展及工艺的革新,金属切削机床的品种及规格不断增加,可按以下不同方法进行分类: 1、加工性质和使用刀具 车床、钻床、镗床、磨床、齿轮加工机床、螺纹加工机床、铣床、刨插床、拉床、切断机床和其它机床。 2、机床自动化程度 手动、机动、半自动和自动机床。 3、机床重量 微型机床、中型机床、大型机床、重型机床。 4、机床工艺范围的宽窄(万能性程度) 通用机床、专门化机床及专用机床。 通用机床加工范围较广,是企业生产应用最广泛的切削设备。
二、金属切削机床的型号编制及识读 机床型号是机床产品的代号。我国的机床型号是按GB/T15375—1994《金属切削机床型号编制方法》编制的,标准规定机床型号是用汉语拼音字母及阿拉伯数字按一定规律排列组合,表示类别、技术参数、主要性能等,适用于通用机床和专用机床。 通用机床的型号由基本部分和辅助部分组成,中间用“/”隔开,读作“之”。基本部分需统一管理,辅助部分纳入型号与否由生产厂家自定。 通用机床的型号的表示方法如下: 基本部分 / 辅助部分 其他特性代号 重大改进顺序号 主轴数或第二主参数 通用特性、结构特性代号 分类代号 1.编制说明 1 有“()”的代号或数字,当无内容时,不表示,若有内容则不带括号; 2 有“〇”符号者,为大写的汉语拼音字母; 3 有“△”符号者,为阿拉伯数字; 4 有“”符号者,为大写的汉语拼音字母、或阿拉伯数字、或两者兼有之。 5 分类代号作为型号的首位,用阿拉伯数字表示。第一分类代号前的“1”不予表示,例如,磨床 类分为M、2M、3M三类。 2.机床的类代号 机床的类代号用汉语拼音字母(大写)表示,位于型号的首位(见下表)。我国机床为十一大类,其中如有分类者,在类代号前用数字表示区别(第一分不表示),如第二分类的磨床,在“M”前加“2”,写成“2M”。
钣金加工工艺培训
钣金加工培训资料 1.钣金加工简介 1.1定义: 钣金至今为止尚未有一个比较完整的定义,根据国外某专业期刊上的一则定义可以将其定义为:钣金是针对金属薄板(通常在6mm以下)一种综合冷加工工艺,包括剪、冲/切/复合、折、焊接、铆接、拼接、成型(如汽车车身)等。其显着的特征就是同一零件厚度一致,对钢板、铝板、铜板等金属板材进行加工。 1.2钣金加工的工艺流程: 对于任何一个钣金件来说,它都有一定的加工过程,也就是所谓的工艺流程. 不同结构的钣金件,工艺流程可能也各不相同,结合我司的情况,一般按以下流程: 绘制展开图 冲折弯压铆焊接 2.钣金工程识图基本知识 2.1机械制图简介:钣金加工工程图也属于机械制图的范畴,机械制图是用 图样确切表示机械的结构形状、尺寸大小、工作原理和技术要求的学科。图样由图形、符号、文字和数字等组成,是表达设计意图和制造要求以及交流经验的技术文件,常被称为工程界的语言。 在机械制图标准中规定的项目有:图纸幅面及格式、比例、字体和图线等。在图纸幅面及格式中规定了图纸标准幅面的大小和图纸中图框的相应尺寸。比例是指图样中的尺寸长度与机件实际尺寸的比例,除允许用1:1的比
例绘图外,只允许用标准中规定的缩小比例和放大比例绘图。在中国,规定汉字必须按长仿宋体书写,字母和数字按规定的结构书写。图线规定有八种规格,如用于绘制可见轮廓线的粗实线、用于绘制不可见轮廓线的虚线、用于绘制轴线和对称中心线的细点划线、用于绘制尺寸线和剖面线的细实线等。 机械图样主要有零件图和装配图,零件图表达零件的形状、大小以及制造和检验零件的技术要求;装配图表达机械中所属各零件与部件间的装配关系和工作原理;表达零件结构形状的图形,常用的有视图、剖视图和剖面图等。 视图是按正投影法即零件向投影面投影得到的图形。按投影方向和相应投影面的位置不同,视图分为主视图、俯视图和左视图等。视图主要用于表达机件的外部形状。图中看不见的轮廓线用虚线表示。零件向投影面投影时,观察者、机件与投影面三者间有两种相对位置。机件位于投影面与观察者之间时称为第一角投影法。投影面位于机件与观察者之间时称为第三角投影法。两种投影法都能同样完善地表达机件的形状。中国国家标准规定采用第一角投影法。 2.2三视图简介 三视图是观测者从三个不同位置观察同一个空间几何体而画出的图形。 将人的视线规定为平行投影线,然后正对着物体看过去,将所见物体的轮廓用正投影法绘制出来该图形称为视图。一个物体有六个视图:从物体的前面向后面投射所得的视图称主视图——能反映物体的前面形状,从物体的上面向下面投射所得的视图称俯视图——能反映物体的上面形状,从物体的
常用机加工设备介绍
机加工设备介绍 (主要针对大型机加工设备)
目录 1. 镗铣加工中心 (1) 1.1 日本TOYODA大型/超大型卧式加工中心:FH系列重切削 (1) 1.2 韩国威亚WIA大型卧式加工中心KH1000 (2) 1.3 日本三井精机超高精度卧式加工中心HS8A大型/超大型 (3) 1.4 韩国WIA大型立式加工中心 (4) 1.5 日本TOYODA强力切削大型卧式加工中心:FA800/FA1050 (5) 2. 数控车床/车削中心 (6) 2.1 日本大隈OKUMA五轴立式数控车床车削中心VTM系列 (6) 2.2 日本大隈OKUMA立式数控车床车削中心VTM系列 (8) 3. 复合数控机床 (10) 3.1 车铣 (10) 3.1.1 日本大隈OKUMA车铣复合数控机床MULTUSB750 (10) 3.1.2 德国DMG车铣复合数控机床,FD系列 (12) 3.1.3 德国DMG车铣复合数控机床CTXbeta1250 (13) 3.2 车磨 (14) 3.2.1 德国EMAG倒置式立式车磨中心:VSCDS/DDS和VLC-250-DS (14) 3.3 钻铣 (15) 3.3.1 铝铜型材钻铣复合加工中心PJ-NC6500 (15) 3.3.2 国产五轴钻铣复合数控深孔 (16) 3.3.3 德国德马吉DMG铣钻加工中心MILLTAP700 (17) 4. 数控磨床 (18) 4.1 成型 (18) 4.1.1 德国Peter-Wolters精密蠕动成型磨床Macro-L (18) 4.1.2 日本Okamoto超精密自动曲线成型磨床:UPZ系列 (18) 4.2 高精度/超高精度 (19) 4.2.1 日本三井精机MITSUISEIKI高精度坐标磨床300G/3GEN/4GDN .. 19 4.2.2 美国500型数控坐标磨床 (21) 4.2.3 德国peter-wolters大型双端面平面加工机床AC系列 (23) 4.3 复杂型面工件 (25) 4.3.1 美国1280型数控坐标磨床 (25) 4.3.2日本Okamoto超精密自动曲线成型磨床:UPZ系列 (27) 4.4 去毛刺机床 (28) 4.4.1 热能去毛刺机床 (28) 4.4.2 国产真空减压超声波去铸砂去毛刺机,StarCluster (29) 4.4.3 德国砂带毛刷复合型抛光去毛刺机床FE700-L (30)
常用机械加工英语
. .第1章切削加工基础知识 1.1切削加工概述 切削cutting; 加工machining; 金属切削metal cutting (metal removal);金属切削工艺metal-removal process; 金属工艺学technology of metals; 机器制造machine-building; 机械加工machining; 冷加工cold machining; 热加工hot working; 工件workpiece; 切屑chip; 常见的加工方法universal machining method; 钻削drilling; 镗削boring; 车削turning; 磨削grinding; 铣削milling; 刨削planning; 插削slotting; 锉filing ; 划线lineation; 錾切carving; 锯sawing; 刮削facing; 钻孔boring; 攻丝tap; 1.2零件表面构成及成形方法 变形力deforming force; 变形deformation;几何形状geometrical; 尺寸dimension; 精度precision; 表面光洁度surface finish; 共轭曲线conjugate curve; 范成法generation method; 轴shaft; 1.3机床的切削运动及切削要素 主运动main movement; 主运动方向direction of main movement; 进给方向direction of feed; 进给运动feed movement; 合成进给运动resultant movement of feed; 合成切削运动resultant movement of cutting; 合成切削运动方向direction of resultant movement of cutting ; 切削速度cutting speed; 传动drive/transmission; 切削用量cutting parameters; 切削速度cutting speed; 切削深度depth of cut; 进给速度feed force; 切削功率cutting power; 1.4金属切削刀具 合金工具钢alloy tool steel; 高速钢high-speed steel; 硬质合金hard alloy; 易加工ease of manufacturing ; 切削刀具cutting tool;
钣金加工工艺培训
钣金加工工艺培训 Document serial number【LGGKGB-LGG98YT-LGGT8CB-LGUT-
钣金加工培训资料 编辑于2015年8月31日16:00 1钣金加工简介 定义 钣金至今为止尚未有一个比较完整的定义,根据国外某专业期刊上的一则定义可以将其定义为:钣金是针对金属薄板(通常在6mm以下)一种综合冷加工工艺,包括剪、冲/切/复合、折、焊接、铆接、拼接、成型(如汽车车身)等。其显着的特征就是同一零件厚度一致,对钢板、铝板、铜板等金属板材进行加工。 钣金加工的工艺流程 对于任何一个钣金件来说,它都有一定的加工过程,也就是所谓的工艺流程.不同结构的钣金件,工艺流程可能也各不相同,结合我司的情况,一般按以下流程: (数控编程) 2 机械制图简介: 钣金加工工程图也属于机械制图的范畴,机械制图是用图样确切表示机械的结构形状、尺寸大小、工作原理和技术要求的学科。图样由图形、符号、文字和数字等组成,是表达设计意图和制造要求以及交流经验的技术文件,常被称为工程界的语言。 在机械制图标准中规定的项目有:图纸幅面及格式、比例、字体和图线等。在图纸幅面及格 式中规定了图纸标准幅面的大小和图纸中图框的相应尺寸。比例是指图样中的尺寸长度与机件实 际尺寸的比例,除允许用1:1的比例绘图外,只允许用标准中规定的缩小比例和放大比例绘图。在中国,规定汉字必须按长仿宋体书写,字母和数字按规定的结构书写。图线规定有八种规格,如 用于绘制可见轮廓线的粗实线、用于绘制不可见轮廓线的虚线、用于绘制轴线和对称中心线的细 点划线、用于绘制尺寸线和剖面线的细实线等。 机械图样主要有零件图和装配图,零件图表达零件的形状、大小以及制造和检验零件的技术 要求;装配图表达机械中所属各零件与部件间的装配关系和工作原理;表达零件结构形状的图 形,常用的有视图、剖视图和剖面图等。 视图是按正投影法即零件向投影面投影得到的图形。按投影方向和相应投影面的位置不同, 视图分为主视图、俯视图和左视图等。视图主要用于表达机件的外部形状。图中看不见的轮廓线 用虚线表示。零件向投影面投影时,观察者、机件与投影面三者间有两种相对位置。机件位于投 影面与观察者之间时称为第一角投影法。投影面位于机件与观察者之间时称为第三角投影法。两 种投影法都能同样完善地表达机件的形状。中国国家标准规定采用第一角投影法。 三视图简介 三视图是观测者从三个不同位置观察同一个空间几何体而画出的图形。 将人的视线规定为平行投影线,然后正对着物体看过去,将所见物体的轮廓用正投影法绘制 出来该图形称为视图。一个物体有六个视图:从物体的前面向后面投射所得的视图称主视图—— 能反映物体的前面形状,从物体的上面向下面投射所得的视图称俯视图——能反映物体的上面形状,从物体的左面向右面投射所得的视图称左视图——能反映物体的左面形状,还有其它三个视 图不是很常用。三视图就是主视图、俯视图、左视图的总称。 一个视图只能反映物体的一个方位的形状,不能完整反映物体的结构形状。三视图是从三个 不同方向对同一个物体进行投射的结果,另外还有如剖面图、半剖面图等做为辅助,基本能完整 的表达物体的结构。 三视图的投影规则是: 主视、俯视长对正 主视、左视高平齐 左视、俯视宽相等
钣金加工工艺及成本分析
钣金加工工艺流程 1简介 按钣金件的基本加工方式,如下料、折弯、拉伸、成型、焊接、表面处理。本此讲述每一种加工方式所要注意的工艺要求。 2下料 下料根据加工方式的不同,可分为普冲、数冲、剪板、激光切割等,由于加工方法的不同,下料的加工工艺性也有所不同。钣金下料的主要方式为数冲和激光切割。 2.1数冲是用数控转塔冲床加工,板材厚度加工范围为冷扎板、热扎板小于或等于,铝板小于或等于,不锈钢小于或等于。加工板材最大尺寸1250mm*4000mm。 2.2激光切割机在现代的生活生产中应用广泛,他可以分为三种类型,YAG 固体激光切割机、CO2激光切割机、光纤激光切割机。简单地介绍一下三种激光切割机的优点: (一)YAG固体激光切割机 YAG固体激光切割机具有价格低、稳定性好的特点,但能量效率低,目前产品的输出功率大多在600W以下,由于输出能量小,主要用于打孔、点焊及切割8mm以下的材料。主要优点:能切割其他激光切割机都无法切
割的铝板,铜板以及大多数有色金属材料。主要缺点:切割速度慢,不能切割非金属材料。 (二)CO2激光切割机 CO2激光切割机,一般功率都在2000-4000W之间,可稳定切割20mm以内的碳钢,10mm以内的不锈钢,8mm以下的铝合金,以及木材、亚克力、PP、有机玻璃等非金属材料,主要缺点:实际使用用运营成本很高,且切割时耗气量很大,很难甚至不能切割铝板,铜板等高反射材料。 (三)光纤激光切割机 光纤激光切割机由于它可以通过光纤传输,一般功率1000W-6000W之间,主要优点:耗电少,维护方便,速度快,主要缺点:配件耗材等相关维护费用极高,很难甚至不能切割铝板,铜板等高反射材料。 激光切加工板材的最大尺寸一般:1500mm*4000mm,加工最小孔径≥1T。3折弯 3.1 常用的折弯模具组合 材料厚度与折弯圆角半径和模具的配合关系见表1。 表 1 板料厚度与折弯圆角和模具的配合
机械加工设备
《机械加工设备》复习题 一、填空: 1.在机械加工中,从工件表面的成形原理划分,加工法有、 、、等4类。 2.机械零件的形状多种多样,但其、外形轮廓总由、、、、以及各种成形面组成。3.离合器的种类较多,按其结构和用途可分为离合器、离合器、离合器和离合器。 4.机床按其通用程度可分为、和。 5.数控机床的进给伺服系统由、、 、组成。 6.CA6140车床可车削____________________、___________________、 _________________、_________________四种标准的常用螺纹。 7.数控机床一般由、、和所组成。 8. 数控机床按数控伺服系统的形式可分为系统数控机床、系统数控机床和系统数控机床。 9. 自动换刀装置应满足、、、 及等基本要求。 10.机床型号是机床产品的代号,用以简明地表示、、 和等。 11. 机械加工法是指利用刀具和工件的相对运动,从工件上切除多余的材料,获得符
合、以及的零件的加工法。 12. 同类型机床按工作精度的不同可分为机床、机床和机床。 13.表面成形运动是保证得到工件要求的表面形状的运动,又将表面成形运动分为和。 14.齿轮加工机床的加工原理有和两大类。 15. 数控机床按运动式可分为系统、系统、 系统。 16. 数控系统中的检测元件分为、和3种类型。 17. 数控机床的运动性能指标主要包括、、、 和以及等。 18. X6132型万能升降台铣床中,X表示32表示。 19. 为了实现加工过程中所需的各种运动,机床必须具备3个基本部分:、和。 20.用机械加工的法直接改变、和等,使之变为合格零件的过程,称为机械加工工艺过程。 21.根据我国制定的机床型号编制法,目前将机床共分为11类:、、镗床、磨床、、螺纹加工机床、、刨插床、拉床、锯床及其他机床。 22.机床常用的传动装置有传动、传动和传动装置,以及由这3种传动装置组合的复合传动装置。 23.卧式车床适用于加工各种、和零件上的各种回转表面。 24.卧式车床的第一主参数是床身上____________,第二主参数是____________。
常用机械加工工艺术语(英汉对照)
常用机械加工工艺术语(英汉对照) 1 工艺基本概念 1.1 一般概念 1.1.1数控加工:numerical control machining 根据被加工零件图样和工艺要求,编制成以数码表示的程序输入到机床的数控装置或控制计算机中,以控制工件和工具的相对运动,使之加工出合格零件的方法。 1.2生产对象 1.2.1 原材料:raw material 投入生产过程以创新产品的物质。 1.2.2主要材料:primary material; direct material 构成产品实体的材料。 1.2.3辅助材料:auxiliary material; indirect material 在生产中起辅助作用而不构成产品实体的材料。 1.2.4代用材料:substituent 在使用功能上能够代替原设计要求的材料。它具有被代替材料所具备的全部或主要性能。 1.2.5易损材料:quick-wear material 在正常使用条件下,容易损坏或失效的材料。 1.2.6废料:waste material 在制造某种产品过程中,剩下的而对本生产对象不再有用的材料。 1.2.7型材:section 金属或非金属材料通过拉制、轧制或压制等方法所获得的具有特定几何形状截面的材料。 1.2.8板材:plate 金属或非金属材料通过轧制或压制等方法而获得的各种不同厚度的板状材料。 1.2.9棒材:bar stock 金属或非金属材料通过拉延、轧制工艺获得的圆、方、六角形截面的材料。 1.2.10铸件:casting 将熔融金属浇入铸型,凝固后所得到的金属制件或毛坯。
1.2.11锻件:forgings 金属材料经过锻造变形而得到的工件或毛坯。 1.2.12焊接件:weldment 用焊接方法而得到的结合件。 1.2.13模压件:molded parts 利用模具压制的工件。 1.2.14冲压件:stamping 用冲压的方法制成的工件或毛坯。 1.2.15合格品:accepted product;;conforming article 通过检验质量特性符合标准要求的制品。 1.2.16不合格品: defective unit; non conforming article 通过检验,质量特性不符合标准要求的制品。 1.2.17废品:discard 不能修复又不能降级使用的制品。 1.2.18返修品:rewotking parts 通过修复或重行加工,质量特性符合标准要求的制品。 1.2.19样品:specimen ; sample 用于材料试验分析,产品质量对照及商品宣传的单个或多个物品。 1.2.20工件:workpiece 加工过程中的生产对象。 1.2.21配套件 (配件):fitting part 组成产品的零件、部件、标准件及元器件等的总称。 1.2.22备品(备件):spare part 储备待用的易损件。 1.2.23附件:accessory 1) 供用户安装、调整和使用产品所需要的工具、检测仪表等,或为扩大产品使用功能所需的附属装置。 2) 随同主要文件一同制定或发出的有关文件。 1.2.24零件:part 不采用装配工序而制成的产品。 1.2.25部件:subassembly 由两个或两个以上的零件或由材料、零件等以可拆卸或不可拆卸的连接形式所组成
机械加工设备一般安全要求
机械加工设备一般安全要求 GB12266—90 1主题内容与适用范围 本标准规定了机械加工设备的一般安全要求。 本标准适用于金属切削机床、锻压设备、铸造设备、焊接设备、起重设备。 2引用标准 GB 2893安全色GB 2894安全标志GB 4053.3固定式工业防护栏杆GB 4053.4固定式工业钢平台GB 4064电气设备安全设计导则GB 5083生产设备安全卫生设计总则GB 6527.2安全色使用导则GB 8196机械设备防护罩安全要求GB 8197防护屏安全要求GB 12265机械防护安全距离 3术语 3.1加工区被加工工件放置在机器上加工的区域。 3.2安全防护装置配置在设备上,起保障人员和设备安全作用的所有装置。 3.3危险区设备可能发生伤害事故的区域。 3.4工作面高度操作人员所站立的平面与操作人员在操作中手或前臂的平面之间的距离。 3.5紧急停车开关发生危险时,能迅速终止设备或工作部件运行的控制开关。 4主要结构的要求 4.1一般要求机械加工设备必须有足够的强度、刚度、稳定性和安全系数及寿命,以保证人身和设备的安全。
4.2材料机械加工设备本身使用的材料应符合安全卫生要求,不允许使用对人体有害的材料和未经安全卫生检验的材料。 4.3外形机械加工设备的外形结构应尽量平整光滑,避免尖锐的角和棱。 4.4加工区 4.4.1凡加工区易发生伤害事故的设备,应采取有效的防护措施。 4.4.2防护措施应保证设备在工作状态下防止操作人员的身体任一部分进入危险区,或进入危险区时保证设备不能运转(行)或作紧急制动。 4.4.3机械加工设备应单独或同时采用下列防护措施: a.完全固定、半固定密闭罩; b.机械或电气的屏障; c.机械或电气的联锁装置; d.自动或半自动给料出料装置; e.手限制器、手脱开装置; f.机械或电气的双手脱开装置;g.自动或手动紧急停车装置;h.限制导致危险行程、给料或进给的装置;i.防止误动作或误操作装置;j.警告或警报装置;k.其他防护措施。 4.5运动部件 4. 5.1凡易造成伤害事故的运动部件均应封闭或屏蔽,或采取其他避免操作人员接触的防护措施。 4.5.2以操作人员所站立平面为基准,凡高度在2m以内的各种传动装置必须设置防护装置,高度在2m以上物料传输装置和带传动装置应设置防护装置。 4.5.3为避免挤压伤害,直线运动部件之间或直线运动部件与静止部件之间的距离必须符合GB 12265的4.2条的规定。 4.5.4机械加工设备根据需要应设置可靠的限位装置。 4.5.5机械加工设备必须对可能因超负荷发生损坏的部件设置超负荷保险装置。 4.5.6高速旋转的运动部件应进行必要的静平衡或动平衡试验。 4.5.7有惯性冲撞的运动部件必须采取可靠的缓冲措施,防止因惯性而造成伤害事故。 4.6工作位置 4.6.1机械加工设备的工作位置应安全可靠,并应保证操作人员的头、手、臂、腿、脚有合乎心理和生理要求的足够的活动空间。 4.6.2机械加工设备的工作面高度应符合人机工程学的要求。 a.坐姿工作面高度应在700--850mm之间; b.立姿或立-坐姿的工作面高度应在800--1000mm之间。 4.6.3机械加工设备应优先采用便于调节的工作坐椅,见附录A(参考件),以增加操作人员的舒适性并便于操作。 4.6.4机械加工设备的工作位置应保证操作人员的安全,平台和通道必须防滑,必要时设置踏板和栏杆,平台和栏杆必须符合GB 4053.4、GB 4053.3的规定。 4.6.5机械加工设备应设有安全电压的局部照明装置。 4.7紧急停车装置 4.7.1机械加工设备如存在下列情况,必须配置紧急停车装置。 a.当发生危险时,不能迅速通过控制开关来停止设备运行终止危险的; b.不能通过一个总开关,迅速中断若干个能造成危险的运动单元; c.由于切断某个单元可能出现其他危险; d.在控制台不能看到所控制的全部。 4.7.2需要设置紧急停车装置的机械加工设备应在每个操作位置和需要的地方都设置紧急停车装置。
钣金加工流程简介
Brief Introduction of NCT Sheet Metal Manufacturing 一,何谓NCT钣金加工? 是指以电脑辅助数控转塔式冲床为主要生产设备,以金属薄板为主要加工材料,通过对金属薄板进行冲孔,折 弯,铆钉,烧焊,电镀,喷涂等加工工序而得到最终所需产品的一种钣金加工方式。 NCT英文全称:Computer-aided Numerical Controlled Turret Punch Machine 中文翻译:电脑辅助数控转塔式冲床
Brief Introduction of NCT Sheet Metal Manufacturing 二,NCT钣金加工市场应用范围: 1。样品生产 2。少量多样的产品生产 3。大件产品的生产 ?具体产品如通讯,电力,医疗,金融等行 业用的机箱,机柜,机架,机盒,机器设备 的外壳等。
Brief Introduction of NCT Sheet Metal Manufacturing NCT钣金加工产品:
Brief Introduction of NCT Sheet Metal Manufacturing 三,NCT钣金加工主要金属材料 1,冷轧钢板(C.R.S,SPCC) 2,热轧钢板(H.R.S,SPHC) 3,镀锌钢板 A,热浸镀锌钢板(Hot Dip Galvanized Steel,SGCC) 按照表面划分: 有花锌铁(spangle galvanized steel) 无花锌铁(non-spangle galvanized steel) 按照镀层厚度: G30/G60/G90 (ASTM A653) B,电解镀锌钢板(Electro-galvanized Steel,SECC) 按照表面划分: 普通电解镀锌钢板(conventional SECC) 耐指纹电解镀锌钢板(anti-fingerprint SECC) 按照镀层厚度: G20/20,G40/40,G60/60,G90/90 E24,E32,E40
钢结构加工设备清单.doc
钢结构加工设备 分设备名 产地规格型号用途性能精确度数量单价总价 类称(万元)(万元) 切直条火 无锡华把整板分条切割为翼缘板 切割宽度 :100mm-300mm,可切割长 割焰切割GZ- 4000 和腹板也可用于厚板零件0~ 1.5mm 48.5 34 联度尺寸 :0-20M, 外表美观平直 系机的切割 列数控火 江苏阳主要用于变截面腹板 . 圆可切割宽度 :100mm-3000mm,可切 焰切割MG- 4000 割长度 :0-28M, 可切割圆弧半0~ 1.5mm 4 13.7 54.8 通弧 . 和异行零件的切割 机径 :10mm-999999mm.外表美观平直 仿形切主要用于异型零件和圆弧 0~ 1.5mm 5 0.8 4 割机零件的切割 全自动 意大利CHD-12 主要用于熔透焊缝的腹板可切削坡口角度 30°.45 °, 外表 0°~ 2° 4 4.7 18.8 坡口机坡口和零件坡口的切割美观顺直 数控带成都远 SWA- 1250 主要用于 H型钢 . 箱形等 切割平面垂直度± 1mm 0mm~ 1mm 3 2.5 7.5 锯机景构件的断面切割 组 H 型组无锡华主要用于 H型构件的组立可组构件高度 :0.1M-2M, 可组构件垂直度± 1.5mm. 装HG-1800 和大半径 H行圆弧梁的组宽度 0.15M-0.7M. 可保证良好的垂腹板中心偏移 2 9.5 19 立机联 系立直度和腹板居中度 ? ±1.5mm 列 箱形组无锡华用于箱形构件和十字形构可组构件高度 180mm-2000mm可组垂直度± 1.5mm. 2U-1200 构件宽度 150-700mm。可保证良好十字柱中心偏移 2 14.5 29 立机联件的组装 的垂直度和腹板的中心度±1.5mm 主要用于 H形构件 . 大半可焊 H 形构件高度 100mm-1800mm, 龙门焊无锡华MZG-可焊十字形构件截面高度焊肉高度 径 H 形圆弧构件的主焊缝8 12.5 100 机联2×1000 300mm-800mm,外表美观平滑气孔0~ 1mm 焊接 咬肉等现象少 精选
钣金加工工艺介绍
钣金加工工艺介绍 1简介 1.1简介 按钣金件的基本加工方式,如下料、折弯、拉伸、成型、焊接。本规范阐述每一种加工方式所要注意的工艺要求。 1.2关键词 钣金、下料、折弯、拉伸、成形、排样、最小弯曲半径、毛边、回弹、打死边、焊接 2 下料 下料根据加工方式的不同,可分为普冲、数冲、剪床开料、激光切割、风割,由于加工方法的不同,下料的加工工艺性也有所不同。钣金下料方式主要为数冲和激光切割 2.1数冲是用数控冲床加工,板材厚度加工范围为冷扎板、热扎板小于或等于 3.0mm,铝板小于或等于 4.0mm,不锈钢小于或等于2.0mm 2.2冲孔有最小尺寸要求 冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。 图2.2.1 冲孔形状示例 * 高碳钢、低碳钢对应的公司常用材料牌号列表见第7章附录A。 表1冲孔最小尺寸列表 2.3数冲的孔间距与孔边距 零件的冲孔边缘离外形的最小距离随零件与孔的形状不同有一定的限制,见图2.3.1。当冲孔
1.5t。 2.4 折弯件或拉深件冲孔时,其孔壁与工件直壁之间应保持一定的距离(图2.4.1) 图2.4.1 折弯件、拉伸件孔壁与工件直壁间的距离 2.5螺钉、螺栓的过孔和沉头座 螺钉、螺栓过孔和沉头座的结构尺寸按下表选取取。对于沉头螺钉的沉头座,如果板材太薄难以同时保证过孔d2和沉孔D,应优先保证过孔d2。 表2用于螺钉、螺栓的过孔
*要求钣材厚度t≥h。 表3用于沉头螺钉的沉头座及过孔 *要求钣材厚度t≥h。 表4用于沉头铆钉的沉头座及过孔 2.6激光切割是用激光机飞行切割加工,板材厚度加工范围为冷扎板热扎板小于或等于20.0mm, 不锈钢小于10.0mm 。其优点是加工板材厚度大,切割工件外形速度快,加工灵活.缺点是无法加工成形,网孔件不宜用此方式加工,加工成本高! 3 折弯 3.1折弯件的最小弯曲半径 材料弯曲时,其圆角区上,外层收到拉伸,内层则受到压缩。当材料厚度一定时,内r越小,材料的拉伸和压缩就越严重;当外层圆角的拉伸应力超过材料的极限强度时,就会产生裂缝和折断,因此,弯曲零件的结构设计,应避免过小的弯曲圆角半径。公司常用材料的最小弯曲半径见下表。