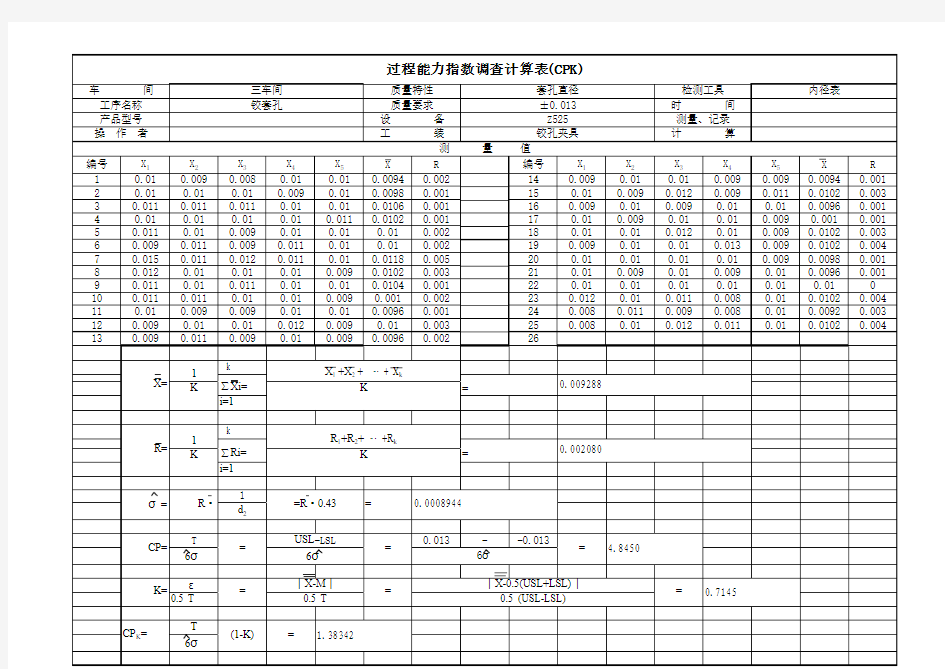
过程能力指数CPK调查计算表
编号X 1X 2X 3X 4X 5X R 编号
X 1X 2X 3X 4X 5X R 10.010.0090.0080.010.010.00940.002140.0090.010.010.0090.0090.00940.00120.010.010.010.0090.010.00980.001150.010.0090.0120.0090.0110.01020.00330.0110.0110.0110.010.010.01060.001160.0090.010.0090.010.010.00960.00140.010.010.010.010.0110.01020.001170.010.0090.010.010.0090.0010.00150.0110.010.0090.010.010.010.002180.010.010.0120.010.0090.01020.00360.0090.0110.0090.0110.010.010.002190.0090.010.010.0130.0090.01020.00470.0150.0110.0120.0110.010.01180.005200.010.010.010.010.0090.00980.00180.0120.010.010.010.0090.01020.003210.010.0090.010.0090.010.00960.00190.0110.010.0110.010.010.01040.001220.010.010.010.010.010.010100.0110.0110.010.010.0090.0010.002230.0120.010.0110.0080.010.01020.004110.010.0090.0090.010.010.00960.001240.0080.0110.0090.0080.010.00920.003120.0090.010.010.0120.0090.010.003250.0080.01
0.012
0.011
0.01
0.01020.004
13
0.009
0.0110.0090.010.009
0.00960.00226
k i=1 k i=1
1d 2T
0.013
--0.013
6σε0.5 T
T 6σ
质量要求±0.013过程能力指数调查计算表(CPK)
车 间三车间质量特性套孔直径检测工具
内径表
时 间产品型号设 备Z525测量、记录工序名称铰套孔
操 作 者工 装铰孔夹具
计 算
测 量 值
X=
1X 1 +X 2 + ··· + X k
∑Xi==
0.009288
K
K
R=
1R 1+R 2+ ··· +R k
∑Ri==
0.002080
K
K
0.0008944CP=
=
USL -LSL =σ=
R ·
=R ·0.43== 4.8450
6σ6σ
K==│X-M │=
│X-0.5(USL+LSL)│
=0.7145
0.5 T 0.5 (USL-LSL)
CP K =(1-K)
=
1.38342