新型纺纱习题答案

《新型纺纱》习题
一、概述
1. 新型纺纱是如何分类的?代表性的纺纱方法有那几种?
答:1按加捻方法分,可以分为自由端纺纱(加捻)和非自由端纺纱(加捻)两种。自由端纺纱按纤维凝聚加捻方法不同可分为转杯纺纱、静电纺纱、涡流纺纱、磁性纺纱等。非自由端纺纱按加捻原理可分为自捻纺纱、无捻纺纱、喷气纺纱、轴向纺纱等。2按成纱机理分,可分为加捻纺纱、包缠纺纱、无捻纺纱三大类。包缠纺纱主要有喷气纺纱和平行纺纱等。无捻纺纱有粘合纺纱、熔融纺纱和缠结纺纱等。
2. 自由端纺纱的原理是什么?
答:自由端纺纱的基本持点在于喂入端一定要形成自由端。自由端的形成,通常采用“断裂”纤维结集体的方法,使喂入端与加捻器之间的纤维结集体断裂而不产生反向捻回,并在加捻器与卷绕部件区间获得真捻。经断裂后的纤维又必须重新聚集成连续的须条,使纺纱得以连续进行。最后将加捻后的纱条绕成筒子。
3. 各种新型纺纱的生产流程?(重点转杯纺,喷气纺)
转杯纺:高效开清棉联合机组(附高效除杂装置)——高产梳棉机——两道并条机——转杯纺纱机
高效开清棉联合机组(无附加装置)——双联梳棉机——两道并条机——转杯纺纱机
喷气纺:采用超大牵伸装置,可省略粗纱和络筒工序。前纺工艺流程与环锭纺工艺相当,混纺时工厂一般采用三道混并后喂入喷气纺。如采用双根粗纱喂入,则必须经过粗纱工序。
二、转杯纺
1. 与环锭纺纱相比转杯纺纱的特点(生产原理、产品质量、品种等方面)。
答:生产原理:转杯纺属于自由端纺纱,条子从条筒中引出通过喂给机构积极向前输送,经表面包有金属锯条的分梳辊分梳成单纤维。纺纱杯内由于高速回转产生的离心力或由于风机的抽吸,形成一定负压,迫使被分梳辊分解后的单纤维被吸入纺纱杯,纺纱杯壁滑入凝聚槽形成凝聚须条。引纱通过引纱管时也被吸入凝聚槽内.引纱纱尾须条连接,并被纺纱杯摩擦握持而加捻成纱。然后引纱罗拉将纱从纺纱杯中经假捻盘和引纱管引出,依靠卷绕罗拉(槽筒)回转,卷绕成筒子。由于转杯纺取消了锭子、筒
管、钢领、钢丝圈等加捻卷绕元件,并将加捻、卷绕作用分开生产原理简单成熟,速度高,卷壮大,工艺流程短。
产品质量:1、纱线强力:低于环锭纱。纺棉低10~20%;纺化纤时低20~30%。(原因:①纤维形态紊乱,弯钩纤维多,②纤维伸直度低③纤维在纱中径向迁移度低,④径向捻度差异大,捻度分层⑤分梳辊造成部分纤维断裂,⑥纺纱张力低,纱线紧密度小。)
2、条干:100多倍的并合效应使条干优于环锭纱(中
粗号优10~12%)(原因:①并合效应,②分梳辊分梳作用强,纤维分离度好③无罗拉牵伸波。)
3、纱疵:少而小,仅为环锭纱的1/3~1/4(纺杯中
留下或分梳去除)(原因:①前纺作用,②附排杂装置的转杯纺纱机,③纺杯中排杂。)
4、耐磨:高于环锭纱10~15%。原因:不规则的外
层使纱不易解体。
5、弹性:稍好于环锭纱。原因:捻度大
6、蓬松性:高于环锭纱10~15%,染色性好(原因:
纤维伸直度差,排列不整齐,有外包缠纤维)
7、捻度:比同号环锭纱高10~30% (原因:捻度损失;
强力低)
品种适应性:转杯纺适纺中粗号棉产品,较不适纺长纤维及非棉产品。品种适应性较环锭纺差。
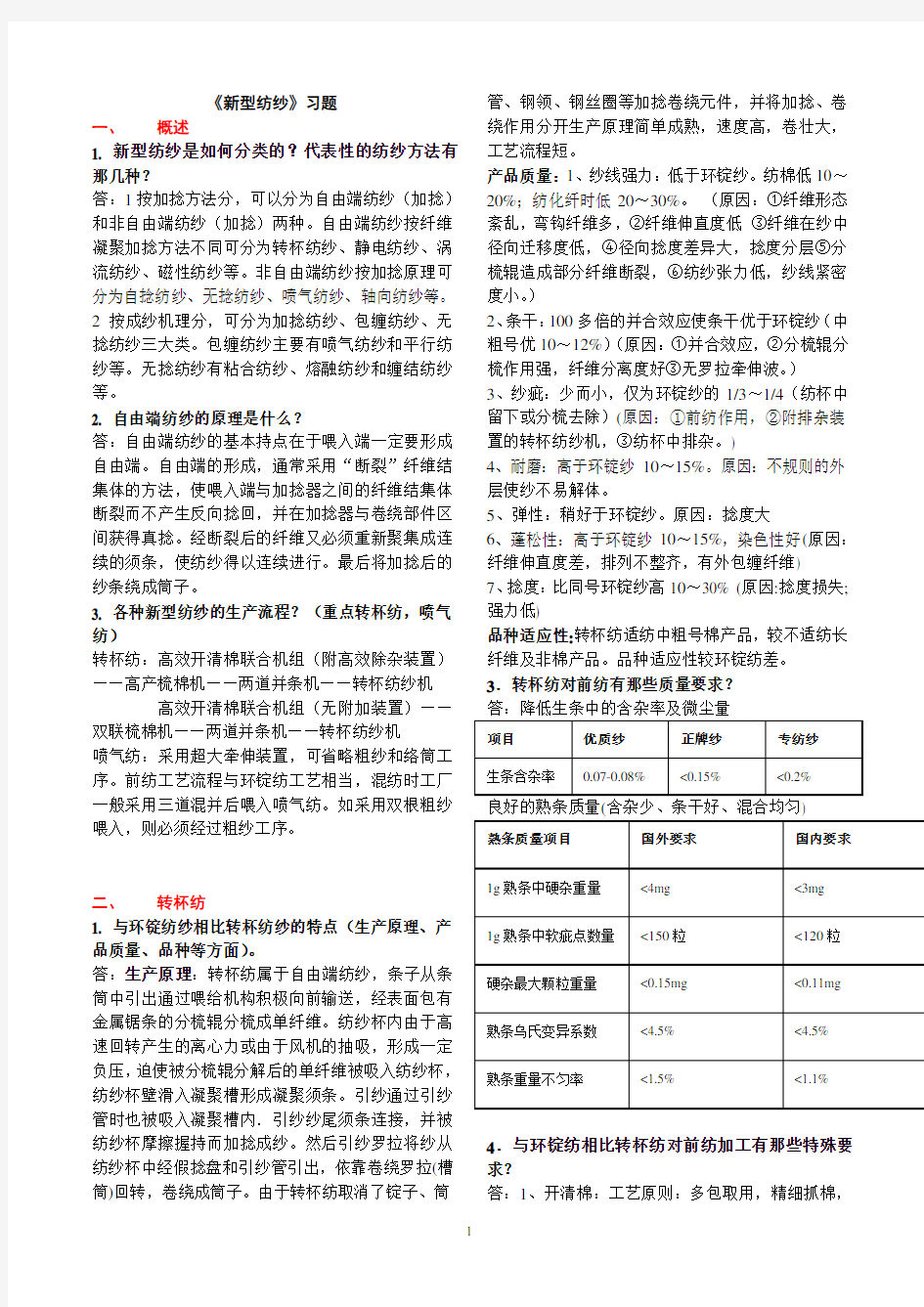
3.转杯纺对前纺有那些质量要求?
答:降低生条中的含杂率及微尘量
项目优质纱正牌纱专纺纱
生条含杂率0.07-0.08% <0.15% <0.2%
良好的熟条质量(含杂少、条干好、混合均匀)
熟条质量项目国外要求国内要求1g熟条中硬杂重量<4mg <3mg
1g熟条中软疵点数量<150粒<120粒硬杂最大颗粒重量<0.15mg <0.11mg 熟条乌氏变异系数<4.5% <4.5%
熟条重量不匀率<1.5% <1.1%
4.与环锭纺相比转杯纺对前纺加工有那些特殊要求?
答:1、开清棉:工艺原则:多包取用,精细抓棉,
1
均匀混合,渐进开松,以梳代打,早落少碎,少伤纤维。
2、梳棉:普通单联梳棉机,加工低品级原棉措施:加强预开松(附加元件);增加除杂效能(扩大除杂长度);良好机械状态(针布等);加强并均匀吸风(风量加大)。双联梳棉机适用于质量要求高的纯棉产品,不适用于化纤。除杂效率高,分梳作用好,均匀混合作用好。纱强高3~5%,断头率低30~50%。
3、并条:并条工序的重点应控制好熟条的重量不匀率相条干cv%值,使纤维充分伸直平行并提高纤维的分离度。(1)并条的道数以两道为宜。纺长纤维和混纺产品时,两道并条均可采用8根并合;纺低级棉纤维时,两道均可采用6根并合。若梳棉机采用自调匀整,并条可采用一道。(2)并条是产生粗经、粗纬等突发性纱疵和规律性条干的主要工序,应保证牵伸部件的状态良好.隔距、加压正确,胶辊圆整、灵活,通道光洁,吸风正常。
5.转杯纺喂给部分的作用和要求是什么?
机构组成与作用:
喂给喇叭:压缩棉条呈扁平状9mm*2mm、7mm*3mm
口径渐缩,出口尺寸与棉条定量相适应。
使棉条作90°转向引导可防止拥塞
喂给罗拉与喂给板:握持并输送棉条供分梳辊分梳:隔距0.05~1.4 (常用0.07~0.25)
弹簧加压:24~28N
进口到出口隔距:由大→小
分梳工艺长度:接近纤维品质长度双罗拉:可有效避免须条分层,适用于长纤维的喂入
工艺要求:
握持力足够、均匀、稳定,为分梳辊的分梳除杂作用提供良好条件
6.简述转杯纺分梳辊的结构和常用工作参数特点。分梳辊结构
铝合金或铁胎,直径60-80mm,转速5-9kr/min 表面有锯齿包卷型、锯齿环套型、植针型、齿片组合型。目前主要是前两种,统称锯齿分梳棍
锯齿分梳辊参数:见题7
分梳辊转速:目前生产上普遍采用高速小直径分梳辊,其直径为60-80mm,转速为5000-9000r/min(1)分梳辊转速提高,分梳作用增强,条干不匀下降,断头相应减少,但应尽可能减少对纤维的损伤。(2)分梳辊是纤维平均长度下降,短绒率增加,加工纤维越长,纤维损伤越严重。(3)分梳化纤时,分梳辊转速适当提高,有利于纤维转移,且成纱均匀度
得到较大改善。(4)分梳辊的速度比直径对离心力的影响显著,故采用小直径分梳辊并提高分梳辊转速,有利于杂质的排除和纤维的转移。(5)喂入条子定量重,为给速度快时,分梳辊转速要增大,否则容易绕花。
7.说明分梳辊的锯齿规格与分梳作用的关系
答:锯齿规格包括工作角、齿尖角、齿背角、齿高、齿深与齿密等。根据分梳理论,其中锯齿工作角对分杭效果起主要作用。
(1)工作角:锯齿上作角与成纱质量关系密切,
在分梳辊转速固定的条件下,随着锯齿工作角的增大,转杯纱的不匀率增大,断头相应增多。相反,工作角小,纤维易于被锯齿握持而增加
分梳作用,提高成纱质量,但工作角过小,纤维易缠绕锯齿而影响转移。由于化纤与金属摩擦时产生较多的静电而容易缠绕,所以在纺化纤纱时锯齿工作角应适当放大。
(2)齿形:为了既加强分梳而又不绕锯齿,可采
用负角弧背形齿形设计,即在离齿尖—定深度后,工作角改变为大于90“的负角,配合采用弧形齿背.来解决分梳与转移的矛盾。
(3)齿尖角与齿尖硬度;齿尖角越小,齿越尖,
越容易刺入条子,分梳作用越强,但齿尖角过小,齿尖强度不够,同时会使齿背角增大,纤维容易下沉,影响分梳质量。此外,齿尖直接关系到齿尖的锋利度和耐磨度,齿尖硬度与锯齿材料和热处理有关,而热处理硬度又与齿尖截面大小有关。齿尖截面太小(即齿尖角太小),锯齿易发脆,为了延长锯齿的使用寿命,可采用新型合金材料、金属镀层和特殊的热处理方法,以获得良好的效果。齿尖经热处理后,
往往留下痕迹易缠绕纤维,需再进行电解抛光或射线磨光,以减少缠绕现象的发生。
(4)齿密:齿密分纵向齿密和横向齿密,纵向齿
密对分梳质量的影响大。一船横向齿密(即分梳辊上锯条的横向螺距)变化不大。因此选择齿密时,大多考虑纵向齿密。齿密越密,分梳作用越强。选择齿密也应考虑与纤维长度和摩擦性能相适应,例如纺化纤纱时要兼顾分梳与转移的要求,齿密可选择稀些。
8.分梳辊转速的配置主要应考虑那些因素?
答:分梳辊转速(影响分梳、除杂、损伤和转移——纱质、纤维品种、喂入条定量、分梳辊直径)
配置要求:
最大限度地将条子分梳成单纤维(条干、断头、粗细节等)
2
3
● 减少纤维损伤
● 有利于纤维顺利转移
● 形成的气压有利纤维在输送管道中伸直 转速配置原则:
● 纺粗号纱,单位时间加工的化纤量较大,n 应
较高或选用较大直径的分梳辊
● 生产上出现成纱条干差、断头高时——开松不
足,锯齿不锋利、毛齿等
● 化纤摩擦系数较大,易缠绕分梳辊,化纤强力
也高,n 可适当提高。
● 喂入条子定量重,容易缠绕分梳辊, 应适当加
大n.
● 分梳辊转速与直径: 离心力F 与直径和速度平
方成正比。从排杂和转移的角度看,高速小分梳辊有利 9.转杯纺附加的排杂装置如何分类?其排杂的原理是什么?
答:固定式排杂装置和调节式排杂装置。其中固定式排杂分固定式小开口(自排风)、固定式大开口(抽气式)和补气和排杂分开式
(1)固定式小开口排杂装置(自排风式
):
纺纱时.由喂给罗拉1和喂给板2握持喂入的纤维,纤维被分梳辊3抓取后,随同分梳辊一起运动到排杂区时,由于分梳辊离心力的作用,杂质从排杂口排出,落入吸条管,并被吸出机外。同时剥离输送纤维所需的转杯补气也从该处补入。排杂口较小(8mm )排杂口也弱,气流入纺杯不利排杂,补气使排杂口补入气减少,机型:BDA10(加调节板)
(2)固定式大开口排杂装置(抽气
式)
该机构的最大特点是去掉喂给板之后的控制弧板,
纤维在脱离喂给板后完全依靠气流控制,排杂口大约为分梳辊周长的1/4(约40一42mm),为其他排杂机构诽杂口长度的3—5倍。实践证明,这种大开口排杂机构既能充分排除杂质,又不掉落可纺纤维,具有优良的排杂效果。排出的杂质利用输送带送出机外。给棉板下补气,有利排杂机型:Autocoro
(3
)补气和排杂分开式
补气与排杂通道分开
减少了补气与排杂补风的干扰 减少了微尘回收
(4)调节式排杂装置
A 孔:排杂道补气孔,
B 孔:排杂区补气孔(微调),
C 孔:输送管补气孔(主调)
B 孔一定,
C 孔关,三孔真空度均↑,补气多,回收多,落物少
C 孔开,三孔真空度均↓,补气少,回收少,落物多
B 改变,对
C 影响不大,对A 、B 略有影响,B 微调
10.纤维在输送通道中产生定向作用的关键以及影响因素有那些?
答:工艺关键:使纤维在输送管内作加速运动。 影响因素:
(1)气流流速V: 应达到分梳辊表面速度的1.5--4倍
(2)输送管形状:渐缩形使纤维获得加速运动,表面必须光洁 (3)若分梳辊带动气流量大于纺杯吸气量会使气流回流,影响纤维伸直和导致严重返花 (4)分梳辊线速度和纺纱杯内的真空度
11
.转杯纺是如何实现加捻的?
A-剥离点B-纺杯出口C-引纱握持点
AB纱条因纺杯离心力作用紧贴杯壁,受纺杯摩擦带动而加捻,纺杯带动AB段纱条转一圈,就给BC段纱条加一个捻。捻度分布情况:BC段>AB 段。
12.假捻盘有何作用?分析影响假捻效果的因素答:假捻盘(阻捻盘):位于纺杯回转中心纱线引出点,其对纺杯带动高速回转的纱线产生摩擦造成假捻,使AB段动态捻度增加,断头减少。
影响假捻作用的因素:一般纺较高纱支,纺杯转速较低时,假捻作用要强
假捻盘刻槽:适当纱线抖动有利捻度传向剥离点,但会增多毛羽
阻捻装置:安装于引纱管转弯处,利于斜向沟槽形成阻力,阻止捻度向外传递。有一槽、二槽、三槽三种,但槽多毛羽会增加。
13.转杯纺为何会有捻度损失?
答:加捻使纱条上捻度传递到凝聚槽内须条,因须条不被强制握持而导致捻度损失,即:实际捻度<设计捻度——加捻效率。捻度损失使纱强下降14.为什么转杯纱具有较好的均匀性?影响均匀作用的因素?
答:纤维在纺纱杯内的并合效应:进入纺纱杯的纤维在向凝聚槽凝聚的过程中产生了大约有l00倍的并合作用,这样的并合效应对改善成纱均匀度具有特殊的作用,它也是转杯纱的均匀度比环锭纱好的原因所在。并合效应可以用须条截面中纤维根数的变化来说明。
设喂入纺纱杯条子的线密度为T’’,条子中纤维的平均线密度为Tt’,则喂入条子截面的平均纤维根数为T’’/Tt’;又设n和d分别为喂给罗拉的转速与直径,N相D分别为纺纱杯的转速和凝聚槽的直径。则当喂入条中的纤维从纺纱杯壁滑向凝聚槽时,条子与凝聚槽内的须条间发生了πDN/πdn倍的牵伸;那么凝聚槽内须条截面的平均纤维根数P为:
设成纱线密度为
Tt
,则成纱截面内的平均纤维数,
。
那么凝聚槽内须条的并合数B为
:
由式(2—2)可了解影响纺纱杯并合效应的主要因素,即当喂入条子线密度Tt”低,成纱的线密度Tt 高,纺纱杯直径大、转速高,喂给罗拉直径小、转速慢时.纺纱杯的并合作用强,成纱条干好。特别是当喂入棉条不匀或因喂给机构不良而造成周期性不匀时,只要不匀的波长小于πD时.则由于纺纱杯的并台效应就能改善这种不匀,以保证成纱均匀度。但在同样情况下,环锭纺均匀度会显著恶化。
15.比较转杯纺自排风与抽气式纺纱器的特点。
答:自排风式纺纱器因排杂区既有排风又有补风,部分细小杂质有可能被回入排杂区,进入纺纱杯,使除杂效果受到影响。如在喂给区开一补风孔补风,可减弱排杂区补气,有利于排杂,但对纤维良好的剥离不利。该装置采用间歇式吸杂,抽吸时真空度的大小对排杂效果影响很大,而且锭与锭之间还将产生差异,故必须注意调节。该机构结构简单,但排杂口较小(8mm),尘杂排除不畅。
抽气式纺纱器的最大持点是去掉喂给板之后的控制弧板,纤维在脱离喂给板后完全依靠气流控制,排杂口大约为分梳辊周长的1/4(约40一42mm),为其他排杂机构诽杂口长度的3—5倍。实践证明,这种大开口排杂机构既能充分排除杂质,又不掉落可纺纤维,具有优良的排杂效果。排出的杂质利用输送带送出机外。
16.什么是骑跨纤维(搭桥纤维)?缠绕纤维是如何形成的?
答:骑跨纤维:剥离点G的后方纤维骑跨在回转纱条和凝聚须条上,对剥离点的纱线起反向牵扯作用的纤维。妨碍剥离点的正常剥离,严重时会改变剥离方向而产生细节和断头。
包缠纤维:输送管进入的纤维没有到达凝聚槽就直接搭接到回转纱条上(H点处)-教材P38公式
影响因素:纤维长度长,纺纱杯直径小,包缠纤维的数量增加。纺纱杯直径应大于纤维长度
17.隔离盘的作用是什么?为什么要开导流槽?
4
答:隔离盘的作用将输送管喂入纤维与成纱隔开,减少出输送管的纤维在没有到达凝聚槽时就冲向回转纱条而形成包缠纤维的数量。抽气式:不需要,纤维没有下冲趋势。自排风式:必须采用。
输送管进入纺杯气流分为:顺纺杯转向流动的主流和逆纺杯转向流动的逆流。当主流与逆流交汇时形成涡流,导致隔离盘积灰,引起带入纺杯而断头。导流槽的作用与位置:隔离盘上设计一个凹口,控制和改善隔离盘部位的气流。导流槽的工艺影响:1、逆向流速低,有利于减少涡流区,减少断头2、主流速和光亮区流速大,保持纤维加速,有利伸直18.比较转杯纺纱与环锭纱的性能、特点。
答:转杯纱的结构
1、有芯层结构较紧的纱芯、较松的外包缠纤维
2、纱中纤维排列
转杯纱与环锭纱中纤维形态数量分布
3、形成转杯纱结构的原因:
(1)、加捻条件使纤维内外层转移困难。
(2)、纤维伸直条件不佳。
(3)、存在形成混乱排列纤维的机会。
性能、特点见题1,产品质量
三.喷气纺
1、与环锭纺纱相比喷气纺纱的特点。(成纱原理、
产品质量、品种等方面)
答:纺纱原理:利用快速旋转气流使纱条加捻成纱。前罗拉处须条在气圈和第一喷嘴作用下,部分纤维头端扩散,其被吸入第一喷嘴后以第一喷嘴气旋方向进行包缠;包缠方向与此时须条捻回相反。当纱条越过第二喷嘴,芯纱退捻,退捻方向与包缠方向相同,使包缠程度加大,形成紧密的包缠真捻。
产品质量:(1)优点:生产能力高;纺细特纱尤现经济优势;产品质量好,有特色(表3-1):除强力比环锭纱低5-20%,其他指标几乎均优于环锭纱。纱疵少是主要特性,更适合新型织机;适纺范围广:29.2-7.3tex纱,25-200㎜原料,化纤纯纺、混纺、棉/化纤;工序短,断头自停,回花下脚少,制成率高于环锭纺20%。(2)存在问题:对原料及半制品要求高;成纱刚性大,手感硬而粗糙;牵伸机械磨损使使进一步提高纺纱速度受到限制。
品种:(1)机织物衬衫:硬挺度好,透气性差。厚型色织磨绒,绒毛均匀,丰满,手感柔软,抗折绉;床上用品:条干好,硬挺。布面匀整,手感厚实、挺括,棉型感强,透气性好,耐磨性好,吸湿性好;室内装饰品用布:短涤包芯纱,烂花布。花型突出丰满,立体感强,爽滑,悬垂性好,光泽柔和;外衣或风雨衣:挺括,耐磨性、透气性好,此类织物比环锭纺耐磨性提高30%,透气性提高10%;纺毛花呢:短毛羽多,手感粗糙;纺麻类织物:硬挺,粗糙。(2)针织物:包缠捻度稳定,条干均匀,适于针织。(3)缝纫线:大有前途,纯涤纶缝纫线。)(4)喷气纱的特殊用途:用作经纱:喷气织机开口高度小,喷气纱毛羽纱疵少,特别适合。应用时,经纱张力减少10%,织机效率明显提高;轻薄隔热织物:芯纱-抗高湿性能,外包-普通棉、毛等,遇火外包纤维熔化、燃烧,纱芯完整,防火阻燃;屏蔽紫外线织物:芯纱-棉或其他普通纤维,外包-精细陶瓷粉末处理的涤纶,抗紫外线辐射,发射远红外线,医疗保健作用。针织物不易歪斜,条影少,手感粗糙发硬的品种T/C=65/35经柔软处理。
2、喷气纺牵伸形式、牵伸工艺以及设备有哪些特
点?
答:牵伸形式:超大牵伸,四罗拉(三罗拉)双短(长短)胶圈牵伸。超大牵伸时以棉条喂入,大牵伸时以双粗纱喂入。
牵伸工艺:(1)总牵伸倍数:大幅度增加。须条宽度增大,边缘分离自由纤维多,纱强增加;纤维伸直平行度增加,纱强增加;条干CV%增加;加压“重、更重、重”。(2)后区牵伸:村田推荐4 . 5~5(紧隔距、重加压、密集合)。不宜过大,否则会显著影响条干均匀度;增加的前提:罗拉握持可靠;后区必须采用集合器(开口是重要工艺参数)。(3)前区牵伸:“重加压、紧隔距、零钳口、强控制”。A、零钳口,强控制,上托曲面下销:必须采用减小到钳口、增加钳口压力方法加强纤维控制,隔距快=上下皮圈厚度;B、缩小浮游区长度:双短胶圈、零钳口、下销尽量前伸(与前罗拉表面0.5mm)。(4)超大牵伸工艺概括:“重加压、紧隔距、零钳口、强控制、密集合”的工艺使成纱条干可以达到或优于环锭纱的水平。
设备特点:(1)牵伸速度高(350~400m/min),飞花多;(2)牵伸倍数大(50~300倍),前40*后2~5。问题:定量重,滑溜大,难控制;(3)没有横动确保吸入加捻器(皮辊起槽);4)喷气纺的特殊要求:P53“紧隔距,重加压,零钳口,强控制”工艺路线。
纤维形态圆锥螺旋
线纤维
圆柱螺旋
线纤维
弯钩、打圈
纤维
边缘纤维
转杯纱 2.34% 14.02% 58% 25.64% 环锭纱46% 31% 15% 8%
5
3、双喷嘴包缠加捻的过程、基本原理以及成纱的
必要条件。
答:过程:加捻:(1)二个喷嘴串接,二喷嘴内气流旋向相反,加捻器中的负压将牵伸后的纱条吸入加捻器,接受空气涡流的加捻。(2)第二喷嘴给须条施加的旋转力矩大于第一喷嘴,共同形成纱条捻回。喷嘴的作用:第一喷嘴:①产生反向气圈形成弱捻区,以利头端自由纤维扩散。②产生负压吸入须条,使头端自由纤维作反向初始包缠。第二喷嘴:对芯纱实施假捻,在逐步退捻时头端自由纤维获得紧密包缠,形成包缠真捻。
成纱的必要条件:1)前罗拉附近应有一弱捻区,确保钳口处有头端自由纤维产生。2)第二喷嘴的旋涡强度应大于第一喷嘴的旋涡强度,以产生反向初始包缠。
4、喷嘴喷射角变化对喷气纺纱有怎样的影响?答:喷射角α越小,气流在纱道中的轴向速度分量Vs则增大,轴向吸引力增大,但切向旋转地速度分量Vt则减小,对加捻不利。α大,使纱条旋转的分速度Vt大,加捻好。
5、喷嘴喷射角的变化范围是怎样的?
答:α1=45-55°α2=80-90°
6、对喷嘴纱道直径有怎样的要求?
答:气流旋转速度n公式P60 为获得较高的纱条气圈转速,尽量选择较小的杀到直径,原则:使纱体有足够旋转空间情况下减小为好。要有利于形成稳定的气圈。
7、喷嘴喷孔数量对喷气纺纱有怎样的影响?
答:孔数多流场均匀差;P61公式:流量一定时,孔数多则要减小孔径。在保持流量不变的情况下,适当增加喷孔数不仅有利于纱条气圈转速的稳定,而且气圈转速略有提高。孔数与孔径相适应,一般下希望孔数多一些。
8、喷气纺纱的中间管起什么作用?
答:1抑制、稳定气圈形态,消除第二喷嘴气流旋转形成的气圈对第一喷嘴的影响;2阻止捻度传递的作用,阻碍第二喷嘴旋转加捻的捻回往第一喷嘴传递,有利于形成弱捻区。
9、喷嘴吸口起什么作用?
答:1保持一定负压,以利吸引纤维和纱条;2控制和稳定气圈。
10.喷气涡流纺纱的喷嘴主要组成部分有哪些?答:纤维引导针棒、喷嘴、空心锭子等
11.简述喷气涡流纺纱的成纱原理。
答:经牵伸后的纤维束从前罗拉钳口输出,立即进入喷嘴并沿着喷嘴入口的螺旋形表面运动,由于针
的摩擦使捻度无法传递到前钳口下的纤维须条上。
因此,须条中的纤维头端以很高的速度进入空心管,二尾端则倾倒在空心管的锥面上,并随着须条的输出,在螺旋形喷管中高速回转的涡流使纤维束加捻。
纱体加捻经过喷嘴后,纤维末端因涡流作用而扩张,经过空心锭子捻搓作用后旋转到纤维纱芯上,加捻完成而成纱。
12.喷气纺的结构与性能同同规格环锭纱相比有什
么差异?
答:成纱结构:(1)结构特点:芯层结构无(少)捻的纱芯捆扎的包缠纤维;(2)包缠纤维的形态:包缠部分占20-25%。螺旋包缠:紧包缠、松包缠、规则包缠;无规则包缠:捆扎包缠、紊乱包缠、无包缠。喷气纱的性能特点:强力低,条干略好,毛羽少,耐磨(方向性)好。
紧密纺
13.紧密纺成纱的基本原理是什么?
答:在传统牵伸装置前增加一个纤维控制区,利用气流对通过控制区的纤维束进行横向凝聚,使纤维束的宽度大大缩小,几乎接近加捻三角区的宽度。
纤维束经过集聚然后再被加捻卷绕,加捻三角区大大减小,几乎纤维束的每根纤维都能集聚到纱体中,减少毛羽,提高了强力。
14.紧密纺纱线有哪些特点?
答:提高纱线强力达20%-30%;能大幅度减少3毫米以上的有害毛羽;改善纱线条干;改善纱疵;减少断头;加捻减少可达15%;可用较少的截面根数或较便宜的原料;纤维损失减少。
15.目前生产中常见的紧密纺形式有哪些?图示并
说明基本作用原理和特点。
答:课本p122-126
16.简单叙述不同形式紧密纺装置和关键集聚部件
的特点。
答:课本P122-126
17.环锭纺加捻三角区的存在和大小对成纱质量有
哪些影响?
答:(1)松散的边缘纤维易散失——车间飞花;(2)加捻时,边缘纤维两端会伸出纱体—3mm以上毛羽;
(3)三角区须条加捻时边缘纤维的张力大于中部—强度下降;(4)存在的无捻纱段—细纱断头增加。
其他摩擦纺纱的成纱基本原理是什么?(原理图)答:原理:采用带抽吸装置的筛网(尘笼)来凝聚纤维并进行加捻纺纱。
6
7
四.紧密纺
1、 简述摩擦纺纱的工艺过程。
答:工艺过程:最多可同时并列喂入6根须条。棉条由喇叭口进入牵伸装置2,经低倍牵伸后进入分梳辊3,纤维被离心力甩出,吹风管4吹出的气流将纤维吹向尘笼6的楔形缝隙入,尘笼同向回转,使须条加捻成纱。
2、 简述摩擦纺纱的成纱特点。
答:成纱结构(1)组分分层结构(P94);(2)捻度分层结构。
成纱特点(1)强力:环锭的60%;(2)条干:优于转杯纱;(3)毛羽多且长 (4)结构蓬松
3、 自捻纺纱的成纱基本原理是什么?(原理图) 答:
4、 赛络纺和赛络菲尔纺的成纱原理是什么?(原
理图)
答:赛络纺的原理:两根平行的粗纱进入牵伸区,经前罗拉输出,形成三角区,并汇集到一点,合并
加捻卷绕到纱管上。原理图如下所示。
赛络菲尔纺的原理:在赛络纺上发展而来,将其中一根粗纱改为长丝,与另一根欠伸后的粗纱交捻成纱。原理图如下:
5、 赛络纺纱线和赛络菲尔纱线有何特点?
答:赛络纺纱线的生产原理:在细纱机上,两根保持一定距离的粗纱——牵伸后输出两根单纱条;加捻使两根单纱条带少量捻回;两纱条汇合后进一步加捻成的纱线类似股线;毛羽少,强力高,耐磨好,条干好。毛纱可单纱织造。产品特点:(1)经济效益显著:省去络筒、并纱、捻线,节约设备、占地、
能耗,产量高;单锭比环锭高一倍);(2)纱线质量好:同向同步加捻,截面呈圆形(普通纱呈扁形),凶观似单纱,无股线单捻纹路;表面纤维整齐、顺直、纱线结构紧密,毛羽少,抗磨性好,起球少,手感柔软光滑;条干CV 值接近或稍低于环锭纱;(3)适用范围广:虽起于毛纺,但也可用于中长纺、棉纺以及不同类型纤维条的捻合;(4)设备改造简单:只需在原有环锭细纱机上附加部分部件即可,关键是断头自停装置;(5)不足:细节多,易出现长细节,必须优先原料;单纱与股纱捻向相同,股线打结多,回丝多。品种特点和覆盖面:(1)织造轻薄织物的细羊毛纱(普通纺纱不能纺);(2)腈纶赛洛纱用于装饰、家具布长毛绒;(3)中长化纤及棉:仿毛感强,市场潜力大;(4)缝纫线:强度、伸长高,条干均匀,外观光泽好,染色好,毛羽少,摩擦系数小;(5)针织纱:图案清晰,光泽好;(6)喷气变形纱:单线捻度低,纤维松,便于空气变形加工,提高膨松度。
赛络菲尔纺的生产原理:在赛络纺上发展而来,将其中一根粗纱改为长丝,与另一根牵伸后的粗纱交捻成纱;由于长丝的支撑,可降低纤维细度要求加工高支纱,降低成本。
6、 包芯纱有哪些特点(原理、特点)?(原理图) 答:原理:长丝通过导纱棒后,经集合器直接喂入前罗拉,包覆的棉纤维按传统的方法使之包覆在芯纱表面。当棉纤维后端脱离前罗拉钳口后,所受张力减小,而芯纱始终在罗拉到卷绕点之间保持很大的张力,因此棉纤维覆盖在芯纺表面,通过加捻卷
绕成形,完成纺纱过程。
特点:产品质量:(1)具有良好的抗织造损伤能力,比传统包芯纱强度高,也比棉纱强度高;(2)具有良好的抗起球、抗撕扯、抗膨胀、抗摩擦性能;(3)不匀性略高于环锭纱;(4)织物具有高强、隔热、抗起球抗变形性好、免烫性好,可生产高附加值产品。品种特点和覆盖面:(1)氨纶弹力织物:游泳衣、紧身衣、袜口;(2)涤棉包芯纱:烂花织物、缝纫线、帘子线、帆布;(3)腈纶包芯花式纱:粗纺格子织物,手感柔软,毛型感强、风格粗犷;
(4)不仅衣着用,还大量用于工业,如:水龙带、
运输带、帐篷、轮胎帘子布等。
7、竹节纱控制装置的成纱原理?
答:瞬间改变细纱机前罗拉或中后罗拉速度,从而
改变前区牵伸倍数,控制输出纱条粗细形成竹节纱。
8、环锭细纱机和转杯纺纱机竹节纱控制装置采用
了哪几种形式?
答:(1)缺陷法:利用“欠伸波”形成竹节,利用“胶辊”开槽形成竹节;(2)机电结合式控制:利
用PLC或单片机控制离合器离合方式;(3)全数字
式(PLC+伺服电机+测速反馈)。
9、竹节纱的主要工艺参数有哪些?
答:(1)竹节纱号数设计:平均号数——一般是用
户要求的号数,即竹节纱的百米定量;
基纱号数——是竹节纱实实在在要纺的号数,做竹
节纱牵伸工艺设计时用;竹节号数——系统直接输
入竹节倍率,系统会自动参照基纱定量将竹节定量
加大到输入的倍率。(2)竹节粗度:在竹节纱纺纱
过程中,粗度是较难掌握的参数。竹节重量与节距
重量之比即为粗度,一般可用切断称重的方式进行
测量,由于手工操作及切断样品长度较短,测量的
误差较大。粗度一般直接输入电脑在由试纺确定,
经用户认可后投入批量生产。(3)竹节长度:目前
在纺竹节纱时,都要根据用户对竹节风格的要求设
计若干段不同长度的竹节与基纱长度输入竹节纱控
制器中,本系统奇数段为竹节长度,偶数段为基纱
长度。根据电脑循环方式的不同有可分为:(1)非
模糊循环(即顺序循环);(2)模糊循环—比例模糊(即完全无规律竹节纱);(3)模糊循环—随机模糊(另一种完全无规律竹节纱);(4)轮系系数的计算。
8
《纺纱学》2019章节测试题与答案
《纺纱学》2019章节测试题与答案 第1章单元测试 1、以下不属于纺纱的四个基本原理的是()。 答案:建筑 2、进一步梳理,去除短纤维、棉结和细小杂质的过程是()。 答案:√ 3、将须条拉细,伸直纤维、去除弯钩的过程是()。 答案:请 4、将大团纤维开松成小块、小束纤维,并同时清除杂质的过程是()。 答案:请 5、下列不能进行短纤维纺纱的原料是()。 答案:哑剧 第2章单元测试 1、原料选配的目的是()。
答案:保持产品质量和生产的相对稳定、合理使用原料、节约原料,降低成本、增加花色品种 2、以下说法错误的是() 答案:康孚咨询开发的战略五要素分析法简称ECSRE 3、配棉时,同类棉的主要性质差异应小,以下不需要考虑的主要性质是()。 答案:分类排队 4、细绒棉分七级,其中标志细绒棉品质最好的级数是()。 答案:地理、人口、心理、行为 5、原棉质量标识为329A代表纤维手扯长度是()。 答案:第一空:婚姻自由第二空:一夫一妻第三空:男女平等第四空:保护妇女、儿童和老人的合法权益第五空:计划生育 6、锯齿棉的特点是()。 答案:错 第3章单元测试 1、以下不属于梳理前准备的目的与任务的是()。
2、影响开松作用的因素中包括哪些()。 答案:是 3、清梳联工艺处理化纤时,因其杂质少,且纤维细、长,为避免损伤纤维。因此,不用()。 答案:并条 4、豪猪式开棉机属于哪种开松方式()。 答案:嚎哭 5、开松效果评定方法不包括以下哪个()。 答案:和过法国和符合规范化孤鸿寡鹄 第4章单元测试 1、以下哪组部件间不是分梳作用()。 答案:甘油 2、梳棉机下列两针面间属于转移作用的是()。 答案:握持梳理 3、以下不是评价生条质量指标的是()。
纺纱学2思考题-终极
1、棉纱(普梳、精梳)生产工艺流程及各工序作用? 普梳纺纱:原料-开清棉-梳棉-并条(2-3道)-粗纱-细纱-后加工 精梳纺纱:原料-开清棉-梳棉-并条(2-3道)-粗纱-细纱-后加工 ↓↑ 精梳前准备-精梳 (预并条、条卷);(条卷、并卷);(预并条、条并卷) 2、棉纺粗纱机常用的牵伸机构形式?列出粗纱机的主要牵伸工艺参数。 牵伸机构形式:三罗拉/四罗拉双短皮圈牵伸 参数:定量、总牵伸倍数、后区牵伸倍数、罗拉握持距、罗拉加压、钳口隔距 3、粗纱捻系数确定的原则。 一般纤维长度长、整齐度好、细度细、粗纱定量重、加工化纤、冬季干燥时,粗纱捻系数偏小掌握;当细纱机采用较大后区牵伸和较大后区隔距时,粗纱捻系数偏小掌握。 4、粗纱张力是如何形成的,一般以什么来衡量? 粗纱在卷绕过程要克服锭翼顶端、空心臂和压掌等处的摩擦阻力而形成粗纱张力。 一般以粗纱伸长率来间接衡量粗纱张力。粗纱伸长率(%)=(实际长度-理论长度)/理论长度*100% 1、细纱工序的作用。 牵伸:将粗纱均匀地抽长拉细到所需要的线密度。 加捻:给牵伸后的须条加上适当的捻度,赋予成纱以一定的强度、弹性和光泽等物理机械性能。 卷绕:将细纱按一定要求卷绕成形,便于运输、贮存和后道加工。 ★2、画出环锭细纱牵伸、加捻工艺简图,并标出牵伸、加捻工艺参数。何谓细纱后区两大一小? 工艺参数: (1)总牵伸倍数:在保证质量前提下,应尽可能多负担E,以减 轻前道工序负担 (2)前牵伸区工艺:采用紧隔距,小钳口,强控制,重加压原则。 ①浮游区长度:在机器不出硬头下,以小为好,该参数一般不 调。②皮圈钳口隔距:隔距小,对纤维控制强,但牵伸力大,易 牵不开。一般根据纺纱特数高。 (3)后区牵伸工艺:前区牵伸控制强,后区牵伸倍数设置可大。 (4)罗拉加压 两大一小:粗纱捻系数大,细纱后区隔距大,细纱后区牵伸倍数 小 3、紧密纺纱的原理及纱线特点? 在紧密纺纱过程中,由于在牵伸部位和纱线形成部位之间加了一个中间区(即凝聚装置),通过利用气流等对牵伸过的须条进行横向凝聚,这种凝聚工艺的作用使纺纱三角区的纤维结构变成非常狭窄。在紧密纺纱过程中,纤维的喂入宽度和纺纱三角区宽度相等时,即消除了纺纱三角区,使从前罗拉引出的须条立即受到凝聚气流及相应机构的控制,使纺出的成纱毛羽减少,纱体光滑紧密坚固。 ★4、V型牵伸的原理?画出其摩擦力界分布。 V型牵伸是将后罗拉中心抬高到前牵伸区平面,后皮辊后倾,使其中 心和后罗拉中心连线和罗拉倾斜面呈25 角。喂入须条从后罗拉钳口起有 一段包围弧,使须条紧贴在罗拉表面,形成从后罗拉钳口向前逐渐减弱的 附加摩擦力界,以有效地控制纤维运动,须条受引导力的作用压成扁平带 状而不易翻滚和捻度传递,但当脱离CD弧后,由于捻回的重分布,捻度 迅速向B处传递集中,从而使牵伸纱条不仅不扩散,反而向中罗拉钳口处 逐渐收缩,形成狭长的V字形。使须条结构紧密,伸直均匀地喂入前区, 发挥前区的牵伸能力。 V型牵伸的特点:增强并扩展了后钳口处摩擦力界(CD),大大加强了对 纱条的握持和对浮游纤维运动的控制;在较小的罗拉隔距条件下,具有较 长的罗拉钳口握持距(AD),以及较短的非控制浮游区长度(BC),从而 大大减少了后区牵伸中浮游纤维数量及其浮游动程;使牵伸纱条向中罗拉钳口处逐渐收缩,形成狭长的V字形,从而
统计学计算例题及答案
计算题例题及答案: 1、某校社会学专业同学统计课成绩如下表所示。 社会学专业同学统计课成绩表 学号成绩学号成绩学号成绩101023 76 101037 75 101052 70 101024 91 101038 70 101053 88 101025 87 101039 76 101054 93 101026 78 101040 90 101055 62 101027 85 101041 76 101056 95 101028 96 101042 86 101057 95 101029 87 101043 97 101058 66 101030 86 101044 93 101059 82 101031 90 101045 92 101060 79 101032 91 101046 82 101061 76 101033 80 101047 80 101062 76 101034 81 101048 90 101063 68 101035 80 101049 88 101064 94 101036 83 101050 77 101065 83 要求: (1)对考试成绩按由低到高进行排序,求出众数、中位数和平均数。
(2)对考试成绩进行适当分组,编制频数分布表,并计算累计频数和累计频率。答案: (1)考试成绩由低到高排序: 62,66,68,70,70,75,76,76,76,76,76,77,78,79, 80,80,80,81,82,82,83,83,85,86,86,87,87,88, 88,90,90,90,91,91,92,93,93,94,95,95,96,97, 众数:76 中位数:83 平均数: =(62+66+……+96+97)÷42 =3490÷42 =83.095 (2) 按成绩 分组频数频率(%) 向上累积向下累积 频数频率(%) 频数频率(%) 60-69 3 7.143 3 7.143 42 100.000 70-79 11 26.190 14 33.333 39 92.857 80-89 15 35.714 29 69.048 28 66.667
纺纱学思考题.
纺纱学思考题 1、何谓纱线?何谓纺纱? 2、纺纱的四大基本原理是什么? 3、写出精梳棉纱、普梳棉纱生产工艺流程,写出各工序作用? 4、棉纺生产的特点(与毛纺生产比)? 5、皮辊棉、锯齿棉的特点? 6、唛头中各字符代表的含义? 7、含糖棉的处理方式有哪几种? 8、何谓“三丝”? 9、原料选配的目的? 10、分析原料性质对纱线主要质量(强力、结杂、条干)的影响? 11、何谓分类排队法? 12、化纤选配时考虑的因素有哪几方面? 13、混纺纱线时,原料混合的方式有哪几种? 14、自由开松与握持开松的特点? 15、影响开松作用的因素有哪些? 16、图示三角尘棒的安装角及尘棒间隔距,并说明安装角对开松除杂的影响。 17、打手与尘棒间的排杂,有哪几种情况? 18、图示并说明气流喷口除杂的机理。 19、什么是除杂效率、落杂率、落物率和落物含杂率? 20、简述多仓混棉机的作用原理。
21、横铺直取混合原理? 22、简述开清机器排列组合原则,写出纯棉、化纤开清棉和清梳联选用的流程。 23、梳理机有哪些种类? 24、两针面间的作用的分类及作用? 25、针布的分类? 26、何谓同向剥取、反向剥取?刺辊与锡林间的速比主要决定什么? 27、什么是针面负荷?分析盖板梳理机上锡林各部位的针面负荷组成。 28、什么是道夫转移率? 29、画出梳棉机工艺简图,标明主要机件的针向与转向,说明各主要机件(相关机件)对纤维的作用? 30、加工涤纶与棉的梳棉主要工艺有何不同?为什么? 31、生条质量控制项目? 32、何谓清梳联? 33、何谓精梳? 34、棉精梳前准备工序有哪些? 35、何谓喂给长度、喂给系数和拔取隔距、梳理隔距、梳理死区、重复梳理次数? 36、分析落棉隔距、给进长度、梳理隔距对精梳质量的因素? 37、棉给棉方式有哪两种?特点? 38、了解圆梳、顶梳对纤维的梳理方式?
《纺纱学》课程复习题及参考答案
《纺纱学》课程复习题及参考答案 一、名词解释 1 分类排队:棉纺配棉方法。分类就是根据原棉的性质和各种成纱的不同要求,把适纺某类纱的原棉划为一类,组成该种纱线的混合棉。排队就是在分类的基础上将同一类原棉分成几个队,把地区、性质相近的原棉排在一个队内,当一批原棉用完时,将同一队内另一批原棉接替上去。 2 给棉分梳工艺长度:指给棉罗拉与给棉板握持点到给棉罗拉(或给棉板)与刺辊最小隔距点间的距离。当分梳工艺长度约等于纤维的主体长度时,分梳效果好,纤维损伤不显着 3 摩擦力界:在牵伸区中,纤维与纤维间、纤维与牵伸装置部件之间的摩擦力所作用的空间称为摩擦力界。 4 变速点:在牵伸区中,浮游纤维由慢速变为快速时头端所处的位置。牵伸过程中,纤维的变速点形成一定分布。 5 移距偏差:牵伸过程中,因纤维头端不在同一截面位置变速,牵伸后的纤维头端距离与正常移距(牵伸前头端距离的牵伸倍数倍)之间的偏差。变速点分布越离散,移距偏差越大,牵伸引起的附加不匀越大。 6 落棉隔距:在精梳机上,当钳板摆动到最前位置时,下钳板钳唇前缘与后分离罗拉表面间的距离称为落棉隔距。落棉隔距越大,精梳落棉率越高,其梳理效果也越好。落棉隔距通过调节落棉刻度盘进行调节。 7 梳理隔距:精梳锡林梳理纤维从时,上钳板钳唇下缘到锡林针尖之间的距离。梳理隔距在锡林梳理过程中是变化的,梳理隔距变化小,有利于提高梳理质量。
8 喂给系数:对于前进给棉而言,喂给系数是指顶梳插入须丛前的喂棉长度与总喂棉长度的比值,喂给系数越大,落棉率越低;对于后退给棉而言,喂给系数为钳板闭合前给棉罗拉的喂给长度与总给棉长度的比值,喂给系数越大,落棉率越高。 9 管导:粗纱机上,加捻卷绕时,筒管速度大于锭翼速度的称为管导。 10 D 型牵伸:即四罗拉双短皮圈牵伸装置,是在三罗拉双皮圈牵伸形式的基础上,在前方加上了一对集束罗拉,与前罗拉一起构成了一个整理区,将主牵伸区的集合器移到整理区,使牵伸与集束分开,实行牵伸区不集束,集束区不牵伸。 11 气圈:在细纱机上,处在导纱钩与钢丝圈之间的纱线,在纱线张力(纱段顶部张力、底部张力)、高速转动的离心力及空气阻力、哥氏力和纱线重力等作用力的作用下,呈现出空间曲线形态,即为气圈。 12 自由区长度:在双皮圈牵伸装置中,皮圈钳口与前罗拉钳口之间的距离。自由区长度大,不利于牵伸过程中纤维运动的控制。 13 加捻三角形(区):在细纱机上,前罗拉输出的须条呈扁平的状态,纤维与纱轴平行排列。钢丝圈回转产生的捻回向前罗拉钳口传递,使钳口处的须条围绕轴线回转,须条宽度逐渐收缩,两侧也逐渐折叠而卷入纱条中心,形成加捻三角区。在加捻三角区中,须条的宽度和截面发生变化,从扁平状逐渐形成近似圆柱形的细纱。 14 INA 牵伸:细纱牵伸装置的后罗拉中心抬高,后上皮辊沿后下罗拉表面后移,使后上皮辊和后下罗拉中心连线与水平线有一定的夹角,使喂入后牵伸区中的纱条在后罗拉表面形成一段包围弧。由于后罗拉抬高形成的曲线牵伸和适当的粗纱捻回配合,后罗拉附近形成较强的摩擦力界,使后牵伸区中的纱条获得较高的集合,纤维的变速点前移,牵伸纱条不会扩散,反而逐渐向中罗拉收缩集合,形成狭长V 字形,以较高的纱条紧密度喂入前牵伸
统计学计算题答案..
第 1 页/共 12 页 1、下表是某保险公司160名推销员月销售额的分组数据。书p26 按销售额分组(千元) 人数(人) 向上累计频数 向下累计频数 12以下 6 6 160 12—14 13 19 154 14—16 29 48 141 16—18 36 84 112 18—20 25 109 76 20—22 17 126 51 22—24 14 140 34 24—26 9 149 20 26—28 7 156 11 28以上 4 160 4 合计 160 —— —— (1) 计算并填写表格中各行对应的向上累计频数; (2) 计算并填写表格中各行对应的向下累计频数; (3)确定该公司月销售额的中位数。 按上限公式计算:Me=U- =18-0.22=17,78 2、某厂工人按年龄分组资料如下:p41 工人按年龄分组(岁) 工人数(人) 20以下 160 20—25 150 25—30 105 30—35 45 35—40 40 40—45 30 45以上 20 合 计 550 要求:采用简捷法计算标准差。《简捷法》 3、试根据表中的资料计算某旅游胜地2004年平均旅游人数。P50 表:某旅游胜地旅游人数 时间 2004年1月1日 4月1日 7月1日 10月1日 2005年1月1 日 旅游人数(人) 5200 5000 5200 5400 5600 4、某大学2004年在册学生人数资料如表3-6所示,试计算该大学2004年平均在册学生人数. 时间 1月1日 3月1日 7月1日 9月1日 12月31日 在册学生人数(人) 3408 3528 3250 3590 3575
纺纱学(2)思考题答案2011
棉纺部分 第八章细纱 1、细纱工序的作用。 牵伸:将粗纱均匀地抽长拉细到所需要的线密度。 加捻:给牵伸后的须条加上适当的捻度,赋予成纱以一定的强度、弹性和光泽等物理机械性能。 卷绕:将细纱按一定要求卷绕成形,便于运输、贮存和后道加工。 ★2、画出环锭细纱牵伸、加捻工艺简图,并标出牵伸、加捻工艺参数。何谓细纱后区两大一小? 后隔距 工艺参数: (1)总牵伸倍数 (2)前牵伸区工艺:①浮游区长度②皮圈钳口隔距 (3)后区牵伸工艺 (4)罗拉加压 两大一小:粗纱捻系数大,细纱后区隔距大,细纱后区牵伸倍数小 3、紧密纺纱的原理及纱线特点? 在紧密纺纱过程中,由于在牵伸部位和纱线形成部位之间加了一个中间区(即凝聚装置),通过利用气流等对牵伸过的须条进行横向凝聚,这种凝聚工艺的作用使纺纱三角区的纤维结构变成非常狭窄。在紧密纺纱过程中,纤维的喂入宽度和纺纱三角区宽度相等时,即消除了纺纱三角区,使从前罗拉引出的须条立即受到凝聚气流及相应机构的控制,使纺出的成纱毛羽减少,纱体光滑紧密坚固。 4、V型牵伸的原理?画出其摩擦力界分 喂入须条从后罗拉钳口起有一段包 围弧,使须条紧贴在罗拉表面,形成从后 罗拉钳口向前逐渐减弱的附加摩擦力界, 以有效地控制纤维运动,须条受引导力的 作用压成扁平带状而不易翻滚和捻度传 递,但当脱离CD弧后,由于捻回的重分
布,捻度迅速向B处传递集中,从而使牵伸纱条不仅不扩散,反而向中罗拉钳口处逐渐收缩,形成狭长的V字形。使须条结构紧密,伸直均匀地喂入前区,发挥前区的牵伸能力。即使较高的牵伸倍数,成纱质量仍较好。V型牵伸在较小的罗拉中心距条件下具有较大钳口握持距和较短浮游区长度,以提高后区牵伸倍数来增加总牵伸。 5、画出环锭细纱加捻模拟图。用捻度稳定定理计算各段捻度。 根据捻度稳定定理: BC段:气圈段:n t-T BC V Rλ2=0 T BC=n t/V Rλ2 AB段:纺纱段:T AB=n tη2/V Rλ2 CD段:卷绕段:T BC V Rλ2-T CD V R=0 T CD=n t/V R 6、细纱断头的原因? 在纺纱过程中,当纱线某断面处瞬时强力小于作用在该处的张力时,就发生断头,因此断头的根本原因是强力与张力的矛盾。 ★7、细纱国标质量检验项目有哪些及定义? 国标有六项指标:1)、单纱断裂强度,单纱断裂强度变异系数2)、重量不匀率3)、重量偏差4)、条干均匀度5)、一克纱内棉结杂质数6)、10万米纱疵8、何谓乌斯特公报? 乌斯特公报是全世界纱样的质量指标的统计值。 目前大多用乌斯特统计值:有条干CV%,粗节,细节,棉结,强力及CV%,伸长率,各项指标有相应水平指标。另外,毛羽指标也是重要考核指标。 9、提高纱线强力的措施? ①合理配棉 ②开松梳理工序:提高纤维平行顺直度,防止纤维损伤。 ③并条、粗纱工序:应提高纤维平行,提高半制品条干均匀度。 ④细纱工序:提高条干均匀度; 合理选择细纱捻系数,降低捻度不匀; 加强车间温湿度管理。 10、细纱工序如何提高纱线条干? 条干不匀重要指短片段不匀,因此细纱上加强控制就更显重要、直接、有效。设计合理牵伸工艺参数减少牵伸波,保证设备良好减少机械波。 1)采用先进的牵伸型式:四种现代牵伸装置 2)喂入纱条特数与成纱条干的关系: α 1 =α0E+X(E-1),牵伸倍数↑附加不匀越大。如纺出细纱特数不变,喂入纱条特数越大,所需牵伸倍数越大、则附加不匀越大。 3)细纱特数与成纱条干的关系 细纱特数小,纱线截面纤维根数少,成纱条干不匀大。
纺纱学第1阶段练习题及答案,这是其中一个阶段共3个阶段。答案在后面
江南大学网络教育第一阶段练习题及答案,这是其中一个阶段共3个阶段。答案在后面 考试科目:《纺纱学》第章至第章(总分100分) __________学习中心(教学点)批次:层次: 专业:学号:身份证号: 姓名:得分: 一填空题 (共12题,总分值26分 ) 1. 混合棉中纤维长度均匀度好,则成纱条干不匀率_________ (2 分) 2. 梳理过程中,针面对纤维有_________、_________和_________三大作用。(2 分) 3. 豪猪式开棉机中,尘棒与尘棒间的隔距自进口到出口_________ (2 分) 4. 工作面的作用为_________ (2 分) 5. 刺辊附面层速度分布由内向外逐渐_________ (2 分) 6. 梳棉机形成的生条中以_________弯钩形态的纤维较多(2 分) 7. 落物含杂率_________ (2 分) 8. 梳理工序的任务有_________、_________、_________和_________ (4 分) 9. 混纺比一般指混纺纱中以混纺纤维_________定量计算的比例,而投料比则是指以混纺纤维 _________定量计算的比例。(2 分) 10. 梳棉机除尘刀安装角度增大大,刀背对气流阻力_________,纤维回收作用_________ (2 分) 11. 给棉板与给棉罗拉间的隔距自入口至出口应逐渐_________;给棉板圆弧面的曲率半径大小 应稍_________给棉罗拉半径。(2 分)
12. 梳棉机自由纤维量是指_________ (2 分) 二判断题 (共10题,总分值10分正确的填涂“A”,错误的填涂“B”。) 13. 纯棉纱线一般采用多种唛头原棉纺制。(1 分)() 14. 锡林转速高,分梳负荷小,分梳质量好。(1 分)() 15. 梳棉机锡林与道夫间的作用属于剥取作用。(1 分)() 16. 开清棉流程中,为保证开松、除杂效果,一般先采用握持打击,后采用自由打击。(1 分) () 17. 抓棉机上包工作,为了操作方便,相同唛头的棉包常常放置在一起,并削高嵌缝、低包松 高、平面看齐、一唛到底。(1 分)() 18. 一般梳棉机给棉板分梳工艺长度约等于纤维品质长度。(1 分)() 19. 开清棉流程的开车顺序为:开凝棉器—开打手—开给棉罗拉。(1 分)() 20. 前上罩板位置高,纤维易被锡林针刺抓取,盖板花减少(1 分)() 21. 化纤的纯纺或化纤与化纤混纺一般采用棉包混合。(1 分)() 22. 与细绒棉相比,长绒棉长度长、细度细,适合纺制低线密度纱。(1 分)() 三简答题 (共8题,总分值40分 ) 23. 除杂效率(5 分) 24. 道夫转移率(5 分) 25. 剥取作用配置(5 分) 26. 锯齿棉与皮辊棉(5 分) 27. 原料分类的原则和方法(5 分) 28. 自调匀整(5 分) 29. 再用棉(5 分)
统计学期末考试试题(含答案)
西安交大统计学考试试卷 一、单项选择题(每小题2分,共20分) 1.在企业统计中,下列统计标志中属于数量标志的是( C) A、文化程度 B、职业 C、月工资 D、行业 2.下列属于相对数的综合指标有(B ) A、国民收入 B、人均国民收入 C、国内生产净值 D、设备台数 3.有三个企业的年利润额分别是5000万元、8000万元和3900万元,则这句话中有( B)个变量 A、0个 B、两个 C、1个 D、3个 4.下列变量中属于连续型变量的是(A ) A、身高 B、产品件数 C、企业人数 D、产品品种 5.下列各项中,属于时点指标的有(A ) A、库存额 B、总收入 C、平均收入 D、人均收入 6.典型调查是(B )确定调查单位的 A、随机 B、主观 C、随意 D盲目 7.总体标准差未知时总体均值的假设检验要用到( A ): A、Z统计量 B、t统计量 C、统计量 D、X统计量 8. 把样本总体中全部单位数的集合称为(A ) A、样本 B、小总体 C、样本容量 D、总体容量 9.概率的取值范围是p(D ) A、大于1 B、大于-1 C、小于1 D、在0与1之间 10. 算术平均数的离差之和等于(A ) A、零 B、 1 C、-1 D、2 二、多项选择题(每小题2分,共10分。每题全部答对才给分,否则不计分) 1.数据的计量尺度包括( ABCD ): A、定类尺度 B、定序尺度 C、定距尺度 D、定比尺度 E、测量尺度 2.下列属于连续型变量的有( BE ): A、工人人数 B、商品销售额 C、商品库存额 D、商品库存量 E、总产值 3.测量变量离中趋势的指标有( ABE ) A、极差 B、平均差 C、几何平均数 D、众数 E、标准差 4.在工业企业的设备调查中( BDE ) A、工业企业是调查对象 B、工业企业的所有设备是调查对象 C、每台设备是 填报单位 D、每台设备是调查单位 E、每个工业企业是填报单位 5.下列平均数中,容易受数列中极端值影响的平均数有( ABC ) A、算术平均数 B、调和平均数 C、几何平均数 D、中位数 E、众数 三、判断题(在正确答案后写“对”,在错误答案后写“错”。每小题1分,共10分) 1、“性别”是品质标志。(对) 2、方差是离差平方和与相应的自由度之比。(错) 3、标准差系数是标准差与均值之比。(对) 4、算术平均数的离差平方和是一个最大值。(错) 5、区间估计就是直接用样本统计量代表总体参数。(错) 6、在假设检验中,方差已知的正态总体均值的检验要计算Z统计量。(错)
纺纱学试卷
纺纱学试卷 以下是为大家整理的纺纱学试卷的相关范文,本文关键词为纺纱,,您可以从右上方搜索框检索更多相关文章,如果您觉得有用,请继续关注我们并推荐给您的好友,您可以在综合文库中查看更多范文。 纺纱学试卷(2) 一、名词解释(2分×5=10分) 1、奇数法则:在普梳工艺系统中,梳棉与细纱之间的工序道数按奇数配置。这样有利于弯钩纤维的伸直,这个工艺原则就是奇数法则。 2、引导力:以前罗拉速度运动的快速纤维作用于牵伸区中某根
浮游纤维整个长度上的力。 3、后退给棉:给棉罗拉在钳板后摆过程中给棉的工艺称为后退给棉。 4、“三小”工艺:为改善成纱的均匀性在细纱机牵伸区的前区常采取的工艺,即小的罗拉隔距、小的浮游区长度、小的钳口隔距。 5、捻回重分布:当细纱机牵伸区的后区牵伸倍数超过1.5及粗纱捻系数较大时,纱条上的捻回会向中钳口较细的纱条上移动,使靠近中钳口纱条上的捻回增多,靠近后钳口纱条上的捻回减少,这种现象称为捻回重分布。 1、横铺直取:棉层通过摆斗往复平铺后,由角钉帘同一时间内多层垂直抓取各配棉成分,能在较大重量范围内混合,达到混合均匀。 2、假捻效应:纱条作轴向运动时发生在喂入端与假捻器之间存在的捻回现象,称作假捻效应。 3、前进给棉:给棉罗拉在钳板前摆过程中给棉 4、移距偏差:在牵伸过程中,由于纤维不在同一位置变速,则牵伸后纤维的头端距离与正常移距产生偏差称为移距偏差。 5、cVc纱:棉的含量比涤的含量多的涤棉混纺纱或倒比例涤棉混纺纱 二、填空题(1分×20=20分) 三、判断题(对√错×)(2分×5=10分)1、并合可以提高须条的长片段不匀率。(√) 2、梳棉机的分梳工艺长度根据纤维的平均长度进行选择。(×) 3、细纱机的前区采用“二大一小”工艺有助于提高成纱的均匀度。(×)
本学期纺纱学思考题 期末复习资料
纺纱学2思考题 棉纺 1、细纱工序的作用。 (1)牵伸:将粗纱均匀地抽长拉细到所需要的线密度; (2)加捻:给牵伸后的须条加上适当的捻度,赋予成纱一定的强度、弹性和光泽等物理机械性能; (3)卷绕成形:将细纱按一定要求卷绕成形,便于运输储存和后加工。 2、画出环锭细纱牵伸工艺简图,并标出牵伸工艺参数。何谓细纱后区两大一小? 后隔距 两大一小:两大:粗纱捻系数、细纱后区中心距;一小:细纱后区牵 伸倍数。(粗纱牵伸倍数小) 3、紧密纺纱的原理及纱线特点? 在紧密纺纱过程中,由于在牵伸部位和纱线形成部位之间加了一个中间区(即凝聚装置),通过利用气流等对牵伸过的须条进行横向凝聚,这种凝聚工艺的作用使纺纱三角区的纤维结构变得非常狭窄。在紧密纺纱过程中,纤维的喂入宽度和纺纱三角区宽度相等时,即消除了纺纱三角区,使从前罗拉引出的须条立即受到凝聚气流以及相应机构的控制,使纺出的成纱毛羽减少,纱体光滑紧密坚固。 4、V 型牵伸的原理? V 型牵伸是将后罗拉中心抬高到前牵伸区平面,后皮辊后倾,使其中心和后罗拉中 心连线和罗拉倾斜面成25°角,喂入须条从后罗拉钳口起有一段包围弧,使须条紧 贴在罗拉表面,形成从后罗拉钳口向前逐渐减弱的附加摩擦力界,以有效地控制纤 维的运动,使得后区原来的直线牵伸变为曲线牵伸,这样使得后部摩擦力界得到拓 宽和加强,使得纤维变速点得到前移和集中,牵伸附加不匀因而减少,后牵伸倍数 可以增大。但当脱离CD 弧线后,由于捻回的重分布捻度向中罗拉钳口传递,须条不 仅不扩散,反而向中罗拉钳口处逐渐收缩,形成狭长的V 字形,使须条结构紧密,伸 直均匀地喂入前区,改善了前区牵伸条件。提高了条干均匀度还可增大牵伸倍数。 5、细纱国标质量检验项目有哪些及定义? 国标有六项指标:1)、单纱断裂强度,单纱断裂强度变异系数2)、重量不匀率 3)、重量偏差4)、条干均匀度5)、一克纱内棉结杂质数6)、10万米纱疵 4、何谓乌斯特公报? 【乌斯特公报也称乌斯特统计值,其起源可追溯至1949年,瑞士蔡尔维格乌斯特公司对从世界各 地几十个主要纺纱厂按集的棉、毛、化纤纯纺及混纺纱样品,在标准试验室内,用乌斯特先进的测试仪器进行测试,并将测试结果进行统计,得出某种纱线百分比所对应的质量水平。】→乌斯特公报是全世界纱样的质量指标的统计值。目前大多用乌斯特统计值:有条干CV %,粗节,细节,棉结,强力及CV%,伸长率,各项指标有相应水平指标;毛羽指标也是重要考核指标。 5、提高纱线强力的措施? (1)合理配棉;(2)合理设置工艺,充分开松,减少短纤维与结杂;(3)提高粗纱均匀度; (4)提高细纱条干均匀度,改善须条结构;( 5 )合理选择细纱捻系数,降低捻度不匀;(6)加强车间温湿度管理。 6、细纱工序如何提高纱线条干? 1)加强对原料的管理及性能的试验分析工作。2)合理进行工艺设计,充分发挥各牵伸机件对纤维运动的控制能力,使纤维在牵伸过程中有规律的运动,以减小“牵伸波”。3)提高半成品的质量,严防半成品中的周期波及潜在不匀 工艺参数:(1)总牵伸倍数:在保证质量前提下,应尽可能多负担E ,以减轻前道工序负 担。一般中特纱20-30倍,细特纱30-35倍。特细纱可45倍以上。 (2)前牵伸区工艺:采用紧隔距,小钳口,强控制,重加压原则。 ① 浮游区长度(前区罗拉中心距)在机器不出硬头下,以小为好,该参数一般不调。②皮 圈钳口隔距:隔距小,对纤维控制强,但牵伸力大,易牵不开。一般根据纺纱特数高。 (3)后区牵伸工艺:总牵伸倍数=前区牵伸倍数?后区牵伸倍数。前区牵伸控制强,牵伸 倍数设置可大。后区牵伸的主要作用是为前区作准备,以充分发挥皮圈控制纤维运动的作 用,达到既能提高前区牵伸,又能保证成纱质量的目的。提高细纱机的总牵伸倍数,有两 类工艺路线选择。第一类工艺路线是保持后区较小的牵伸倍数,主要是提高前区牵伸倍数。 第二类工艺路线是增大后区牵伸倍数。目前生产上普遍采用第一类牵伸工艺路线。 (4)罗拉加压:握持力略大于牵伸力,一般前、中、后加压比2:1:1.4
纺纱学复习题及答案
《纺纱学》复习资料 1、纺织纤维、纱线的概念。 纺织纤维:纤维长度达数十mm以上。具有一定强度、可绕性,互相纠缠抱合及其他服用性能,可生产纺织制品的纤维。 纱线:由一定长度的短纤维或长丝聚集而成的,具有一定强力,能制成纺织品的细长体 2、纺纱原理和实质。 纺纱原理:就是把纤维中原有的局部横向联系彻底破除,并牢固建立首尾衔接的纵向联系。实质:使纤维由杂乱无章的状态变为按纵向有序排列的加工过程。 3、新型纺纱优点。 优点:1.产量高2、卷装大3、流程短4、改善了生产环境5、纱条质量高6、条干均匀7、纱疵少8、毛羽少 4、纱线细度换算 英制支数Ne=纱线长度码数/(840*纱线重量磅数)公制支数Nm=纤维或纱线长度米数/重量克数特克斯Ntex=(1000*纤维或纱线重量克数)/长度米数Nden=(9000*纤维或纱线重量克数)/长度米数换算关系:Nm=9000/Nden Ntex=1000/Nm Ntex=Nden/9 Ntex=587.6/Ne(棉型材料);Ntex=590.5/Ne(化纤) 5、苎麻脱胶概念和原理。 苎麻脱胶概念:用生物、化学方法将胶杂质从韧皮中去除,并使麻的单纤维分离的过程——脱胶。 原理:化学——利用原麻中纤维素和胶杂质对酸、碱和氧化剂作用的稳定性不同,去除胶杂质,保留纤维素。微生物——利用微生物来分解胶质,微生物利用胶质为原料,分泌出酶来分解胶质,或直接利用酶分解胶质。 6、棉纺废棉原料加工处理方法。 回花:碎棉卷、碎棉网、碎棉条、粗纱头、皮辊花、风筒花——本支回用,棉包混合 再用棉:统破籽、斩刀花、抄针花、精梳落棉、品质可用的地脚花——经除杂和去除短绒后,降支回用(品质好的可本支回用) 不可纺棉:回丝、下脚——废品处理 7、麻纺废棉原料加工处理方法 回花类:与棉相似——分类—除杂—延展—(精梳或并条本支或降支回用) 落麻类:精梳落麻、圆梳落麻——用于与其他短纤维混纺 8、粗梳棉纺系统的具体工艺流程。 原棉→配棉→开清棉→梳棉→并条→粗纱→细纱→后加工→棉型纱或线 9、洗毛表面活性剂和助剂的作用。 (1)降低水表面张力 (2)使油污稳定地悬浮在洗液中 (3)增加不溶物在洗液中的溶解度
统计学计算题例题及计算分析报告
计算分析题解答参考 1.1.某厂三个车间一季度生产情况如下: 计算一季度三个车间产量平均计划完成百分比和平均单位产品成本。 解:平均计划完成百分比=实际产量/计划产量=733/(198/0.9+315/1.05+220/1.1) =101.81% 平均单位产量成本 X=∑xf/∑f=(15*198+10*315+8*220)/733 =10.75(元/件) 1.2.某企业产品的有关资料如下: 试分别计算该企业产品98年、99年的平均单位产品成本。 解:该企业98年平均单位产品成本 x=∑xf/∑f=(25*1500+28*1020+32*980)/3500 =27.83(元/件) 该企业99年平均单位产品成本x=∑xf /∑(m/x)=101060/(24500/25+28560/28+48000/32) =28.87(元/件) 年某月甲、乙两市场三种商品价格、销售量和销售额资料如下: 1.3.1999 解:三种商品在甲市场上的平均价格x=∑xf/∑f=(105*700+120*900+137*1100)/2700 =123.04(元/件) 三种商品在乙市场上的平均价格x=∑m/∑(m/x)=317900/(126000/105+96000/120+95900/137) =117.74(元/件) 2.1.某车间有甲、乙两个生产小组,甲组平均每个工人的日产量为22件,标准差为 3.5件;乙组工人日产量资料:
试比较甲、乙两生产小组中的哪个组的日产量更有代表性? 解:∵X 甲=22件 σ甲=3.5件 ∴V 甲=σ甲/ X 甲=3.5/22=15.91% 列表计算乙组的数据资料如下: ∵x 乙=∑xf/∑f=(11*10+14*20+17*30+20*40)/100 =17(件) σ 乙=√[∑(x-x)2 f]/∑f =√900/100 =3(件) ∴V 乙=σ乙/ x 乙=3/17=17.65% 由于V 甲<V 乙,故甲生产小组的日产量更有代表性。 2.2.有甲、乙两个品种的粮食作物,经播种实验后得知甲品种的平均产量为998斤,标准差为162.7斤;乙品种实验的资料如下: 试研究两个品种的平均亩产量,确定哪一个品种具有较大稳定性,更有推广价值? 解:∵x 甲=998斤 σ甲=162.7斤 ∴V 甲=σ甲/ x 甲=162.7/998=16.30% 列表计算乙品种的数据资料如下:
纺纱学第2阶段练习题及答案,这是其中一个阶段共3个阶段。答案在后面
江南大学网络教育第二阶段练习题及答案,这是其中一个阶段共3个阶段。答案在后面 考试科目:《纺纱学》第章至第章(总分100分) __________学习中心(教学点)批次:层次: 专业:学号:身份证号: 姓名:得分: 一填空题 (共8题,总分值20分 ) 1. 并条机一般采用曲线牵伸,牵伸区附加摩擦力界可以通过_________、_________等实现。(2 分) 2. 精梳准备工序的设备有并条机、条卷机、并卷机和条并卷联合机,可以构成_________、 _________、_________三种精梳准备工艺路线。(3 分) 3. 实现罗拉牵伸的条件有_________、_________、 _________ (3 分) 4. 牵伸效率是指_________ (2 分) 5. 顺牵伸工艺是指头道牵伸倍数_________,二道牵伸倍数_________的工艺配置。(2 分) 6. 牵伸区中慢速纤维是指_________ (2 分) 7. 分离罗拉倒转定时提早时,为防止锡林末排梳针抓走倒入机内的棉网尾部纤维,应结合 _________弓形板定位,同时,还应 _________钳板闭合定时。(2 分) 8. 精梳机一个工作循环可分为四个阶段,即 _________ 、 _________ 、 _________ 、 _________ 。
(4 分) 二判断题 (共10题,总分值10分正确的填涂“A”,错误的填涂“B”。) 9. 牵伸区中浮游纤维所受的控制力>引导力时,浮游纤维变速成快速纤维(1 分)() 10. 一般前进给棉给棉长度长,后退给棉给棉长度短。(1 分)() 11. 精梳机梳理阶段,钳板先后摆再前摆,顶梳也先后摆再前摆,但未参与梳理。(1 分)() 12. 并合可以提高须条的长片段不匀率。(1 分)() 13. 纱线的短片段不匀也称重量不匀。(1 分)() 14. 精梳机钳板传动系统的特点是闭合早开口迟。(1 分)() 15. 为了保证小卷质量,精梳准备工序的总牵伸倍数和总并合数越大越好。(1 分)() 16. 牵伸倍数越大,延长了伸直过程的延续时间,对后弯钩纤维的伸直效果越好。(1 分)() 17. 精梳中,给棉长度大,重复梳理次数多,梳理效果好。(1 分)() 18. 分离罗拉顺转不能太迟,否则会因纤维头端撞在罗拉上易形成弯钩或因分离牵伸太小使新须丛头端太厚而形成“鱼鳞斑”。(1 分)() 三简答题 (共8题,总分值40分 ) 19. 落棉隔距(5 分) 20. 偶数准则(5 分) 21. 前进给棉(5 分) 22. 浮游纤维(5 分) 23. 接合长度G (5 分) 24. 牵伸力与握持力(5 分) 25. 纤维变速点分布(5 分) 26. 弓形板定位(5 分)
应用统计学试题及答案
北京工业大学经济与管理学院2007-2008年度 第一学期期末应用统计学 主考教师 专业:学号:姓名:成绩: 1 C 2 B 3 A 4 C 5 B 6 B 7 A 8 A 9 C 10 C 一.单选题(每题2分,共20分) 1.在对工业企业的生产设备进行普查时,调查对象是 A 所有工业企业 B 每一个工业企业 C 工业企业的所有生产设备 D 工业企业的每台生产设 备 2.一组数据的均值为20, 离散系数为, 则该组数据的标准差为 A 50 B 8 C D 4 3.某连续变量数列,其末组为“500以上”。又知其邻组的组中值为480,则末组的组中值为
A 520 B 510 C 530 D 540 4. 已知一个数列的各环比增长速度依次为5%、7%、9%,则最后一期的定基增长速度为 A .5%×7%×9% B. 105%×107%×109% C .(105%×107%×109%)-1 D. 1%109%107%1053- 5.某地区今年同去年相比,用同样多的人民币可多购买5%的商品,则物价增(减)变化的百分比为 A. –5% B. –% C. –% D. % 6.对不同年份的产品成本配合的直线方程为x y 75.1280? -=, 回归系数b= -表示 A. 时间每增加一个单位,产品成本平均增加个单位 B. 时间每增加一个单位,产品成本平均下降个单位 C. 产品成本每变动一个单位,平均需要年时间 D. 时间每减少一个单位,产品成本平均下降个单位 7.某乡播种早稻5000亩,其中20%使用改良品种,亩产为600 公
斤,其余亩产为500 公斤,则该乡全部早稻亩产为 A. 520公斤 B. 530公斤 C. 540公斤 D. 550公斤 8.甲乙两个车间工人日加工零件数的均值和标准差如下: 甲车间:x=70件,σ=件乙车间: x=90件, σ=件哪个车间日加工零件的离散程度较大: A甲车间 B. 乙车间 C.两个车间相同 D. 无法作比较 9. 根据各年的环比增长速度计算年平均增长速度的方法是 A 用各年的环比增长速度连乘然后开方 B 用各年的环比增长速度连加然后除以年数 C 先计算年平均发展速度然后减“1” D 以上三种方法都是错误的 10. 如果相关系数r=0,则表明两个变量之间 A. 相关程度很低 B.不存在任何
南通大学纺纱学。。。答案
内容提要:一、名词解释(每题2分,共20分) 1. 分类就是将库存原棉按其性质和各种纱线不同要求,把适纺某特纱的原棉划为一类。将同一类中的原棉按不同情况排成几个队,在配棉时,按一定的百分比,在各队选取原棉搭配使用。 2. 在开清棉流程中原料在自由状态下受到角钉或打手的打击开松。作用比较温和,损伤纤维少 一、名词解释(每题2分,共20分) 1. 分类就是将库存原棉按其性质和各种纱线不同要求,把适纺某特纱的原棉划为一类。将同一类中的原棉按不同情况排成几个队,在配棉时,按一定的百分比,在各队选取原棉搭配使用。 2. 在开清棉流程中原料在自由状态下受到角钉或打手的打击开松。作用比较温和,损伤纤维少。 3. 锡林走出盖板工作区带至道夫的锡林表面单位面积的纤维量。 4. 精梳机上,在锡林梳理过程中,上前板前唇下缘与锡林梳针间的距离称为梳理隔距。 5. 纱条与纱条间的不匀率称为外不匀。 6. 当喂入须条粗细不变时,牵伸倍数在Ec以下的区域,主要是纤维的弹性伸长,当牵伸倍数接近于Ec时,快慢速纤维间产生微量相对位移。在Ec处牵伸力最大,该牵伸倍数称为临界牵伸倍数Ec 7. 细纱机上当后牵伸倍数超过1.5倍或喂入粗纱捻回过多时,捻回由粗的片段向细的片段转移,这种大量捻回向前钳口附近细的纱条上集中的现象称为捻回重分布。 8. 采用较小的后区牵伸(<1.2),较大的粗纱捻系数(较机织纱大),较大的后区隔距。主要目的是为了减少细节的产生。 9. 新钢领上车经过一段时间运转后,由于跑道表面摩擦系数降低,使气圈膨大,纱发毛,断头显著增多,不能继续高速运转的现象。 10. 加捻器位于两握持点同侧,加捻器每旋转一转,给纱线加上两个捻回。 二、填空题(每空1分,共20分) 1. 1.414;1.2~1.4
统计学计算题及答案
1002 1050 1 ■ 1050 1020 汇2 = 1032 (人) 上半年平均人数: 1002 1050 1 1050 1020 2 1020 1008 3 二 1023 计算题 1 .某公司某年9月末有职工250人,10月上旬的人数变动情况是:10月4日新招 聘12名大学生上岗,6日有4名老职工退休离岗,8日有3名青年工人应征入伍, 同日又有3名职 工辞职离 岗,9日招聘7名营销人员上岗。试计算该公司 10月上旬的平均在岗人数。 af 250 3 262 2 258 2 252 1 259 2 答案1 . a 256 送 f 3+2+2+1+2 要求:⑴具体说明这个时间序列属于哪一种时间序列。 (2)分别计算该银行2001年第一季度、第二季度和上半年的平均现金库存额。 1)这是个等间隔的时点序列 (答案: 3° - a , - a 2,a 3 亠,亠 a n 」-3n 2 - 2 n 第一季度的平均现金库存额: 500 520 + 480 +450 + 2 2 3 第二季度的平均现金库存额: 二480 (万元) 500 580 550 600 2 2 3 上半年的平均现金库存额: = 566 .67(万元) 500 580 + 480 + …+550 +600 + 2 -------------------------------------------- J 二 52 3 .33,或 = 480 566.67 = 523.33 6 答:该银行2001年第一季度平均现金库存额为 480万元,第二季度平均现金库存额为 566.67 万元,上半年的平均现金库存额为 523.33万元. 3某单位上半年职工人数统计资料如下: 要求计算:①第一季度平均人数;②上半年平均人数 答案:第一季度平均人数 2 12 3
纺纱学试卷2答案
纺纱学试卷(2) 一、名词解释(2分×5=10分) 1、奇数法则:在普梳工艺系统中,梳棉与细纱之间的工序道数按奇数配置。这样有利于弯钩纤维的伸直,这个工艺原则就是奇数法则。 2、引导力:以前罗拉速度运动的快速纤维作用于牵伸区中某根浮游纤维整个长度上的力。 3、后退给棉:给棉罗拉在钳板后摆过程中给棉的工艺称为后退给棉。 4、“三小”工艺:为改善成纱的均匀性在细纱机牵伸区的前区常采取的工艺,即小的罗拉隔距、小的浮游区长度、小的钳口隔距。 5、捻回重分布:当细纱机牵伸区的后区牵伸倍数超过1.5及粗纱捻系数较大时,纱条上的捻回会向中钳口较细的纱条上移动,使靠近中钳口纱条上的捻回增多,靠近后钳口纱条上的捻回减少,这种现象称为捻回重分布。 二、填空题(1分×20=20分) 1、精梳准备的工艺有条卷工艺、并卷工艺、条并卷工艺三种。 2、细纱一落纱过程中气圈的变化规律是:小纱时gao胖、中纱时中等、大纱时矮瘦。 3、棉条在条筒中的圈放形式通常有二种,即大圈条和小圈条。 4、两个针面间的作用有分梳作用、剥取作用和提升作用。 5、梳棉机锡林盖板工作区纤维的转移有锡林一转一次工作区分梳、锡林多转一次工作区分梳、锡林多转多次工作区分梳和沉入针隙成为盖板花或抄针花四类。 6、棉纺细纱机常用的牵伸形式是双皮圈牵伸,压力棒上销在细纱机上有应用。 7、棉纺粗纱机在实现卷绕时通常筒管的转速比锭翼的转速快,这种卷绕方式称为管导。细纱机实现卷绕是靠锭子的转速比钢丝圈的转速快实现的。 三、判断题(对√错×)(2分×5=10分) 1、并合可以提高须条的长片段不匀率。(√) 2、梳棉机的分梳工艺长度根据纤维的平均长度进行选择。(×) 3、细纱机的前区采用“二大一小”工艺有助于提高成纱的均匀度。(×) 4、细纱捻度用锭子转速除以前罗拉的速度计算会影响最终纱线的捻度。(×) 5、纱线的短片段不匀也称重量不匀。(×)