自然冷却式变频器在细纱机的使用效果
高压变频器方案
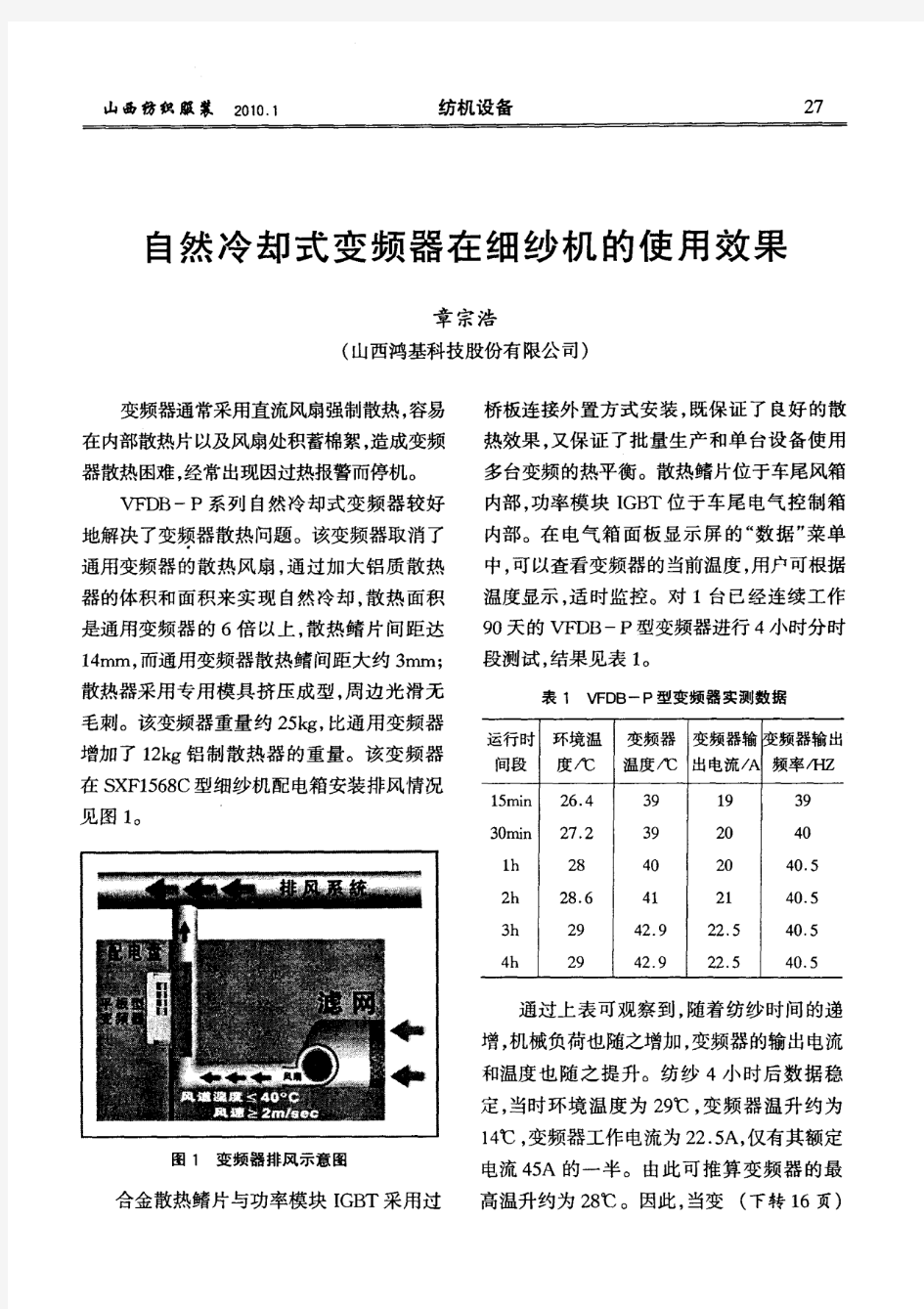
一、概述 高压变频器调速系统是将变频调速技术应用于大功率高压电机调速的一种电力换流装置,是国家大型设备节能技术改造及建设推广项目,应用范围广泛,应用高压变频调速器能大幅度降低电机的电耗,其节能效果一般在30%以上,具有明显的节能与环保效益,对提高企业的能源利用率,延长设备的使用寿命,减少设备运行费用与设备维护费用,确保用户的用电质量与用电可靠性,能起到极大的促进作用。在社会积极倡导各行业节能、减排的今天,甲方同时也做出积极地响应。甲方对现场控制对象(高惯量风机)提出的高性能控制装置高压变频器无疑就是其中的一例。根据现场使用情况、工艺要求,利用选用优良的大功率、高电压变频控制装置,不但可以调节电机的转速、转矩充分发挥其电气机械特性,而且可以更大程度上为钢厂、社会节能同时能够获得的更大的经济效益。本系统方案就是给现场高惯量风机选择一款综合性能较好的高压变频器。 二、被控设备基本参数、工作环境、电网情况 1、风机: 型号:Y5-2*48N026.5F 流量:700000m3/h 转速:965r/min 转动惯量:23000kg/m3 2、驱动电机: 型号:YBPK710-6 额定功率:2240KW 额定电压:6KV 额定电流:261A 变频运行:电动机Y型接法效率:96.0% 功率因素:0.86 绝缘等级:F 3、设备现场环境情况: 温度:0-40℃湿度:≤95%,不凝露 4、10KV电网情况 额定电压:10KV 正常电压波动范围:+/-10% 额定频率:50HZ 频率变化范围:+/-10% 三、高压变频器控制方案及选择 交流变频调速技术是现代化电气传动的主要发展方向之一,它不仅调速性能优越,而且节能效果良好。实践证明,驱动风机、水泵的大、中型笼型感应电动机,采用交流变频调速技术,节能效果显著,控制水平也大为提高。目前,变频调速技术已广泛应用于低压(380V)电动机,但在中压(3000V以上)电动机上却一直没有得到广泛应用,造成这种情况的主要原因是目前在低压变频器中广泛应用的功率电子器件均为电压型器件,耐压值基本都在1200-1800V,研制高压变频器难度较大,为了攻克这一技术难题,国内外许多科研机构及大公司都倾注大量人力物力进行研究,工业发达国家高压变频器技术已趋于成熟,国外几家著名电器公司都有高压大容量变频器产品,典型的如美国A-B(罗克韦尔自动化公司所属品牌)、欧洲的西门子公司、ABB 公司等。这些公司产品的电压一般为3-10kv,容量从250-4000kw,所采用的控制方式、变流方式及其他方面的关键技术也有很大差别。 A-B 从1990 年研制成功并开始投入商业运行的变频器主要采CSI-PWM技术,即电流源逆变-脉宽调制型变频器,采用电流开关器件,无需升降压变压器即可以直接输出6KV 电压,分强制风冷和水冷型,功率从300 到18000 马力,至今已经应用于多个行业上千台应用记录。是最有影响力,最为广泛接受的中压变频技术。美国罗宾康公司采用大量低压电压型开关器件,配合特殊设计的多脉冲多次级抽头输出隔离整流变压器,同样能够实现输出端直接6 千伏输出,由于是大量低压元件串接,故被称之为多极化电压性解决方案。西门子公司和ABB 公司分别采用中压IGBT 和IGCT 器件,是典型的电压型变频器。器件耐压等级为4160/3300V,直接输出电压最高达3300V。所以国内也有将此种方案称为高中方案,对应的将6KV-6KV(如A-B 方案)称为高高方案。中压变频器的发展和广泛应用是最近十几年的事情,相比之下低压变频器的应用却已经有超过二十年的时间。在中压变频器大面积推广应用之前,也出现了另外一种方案。即采用升降压变压器的“高-低-高”式变频器,
丹佛斯变频器FC使用说明
丹佛斯变频器F C使用 说明 集团标准化小组:[VVOPPT-JOPP28-JPPTL98-LOPPNN]
使用说明 一、FC360的功能 二、FC360本机面板使用HandON 从出厂设定开始(未接控制线),首先,按【OffReset】键使变频器处于停止状态,设定参数5-12改为【0】,退出到Status状态,这时,还是【OffReset】键上的灯亮,按【OK】键,面板中心显示4位数值,设定手动频率,上下键增减,右键可窜位,设定好后,按【Handon】键计开始运行,运行过程中直接按键改变数值则立即更改输出。按【OffReset】键停止。设定的频率值将保持,再次按【Handon】键,将从运行最后的设定值。 三、FC360参数设定方法: 通用的参数设定方法:首先,按【OffReset】键使变频器处于停止状态,按【MENU】键显示OM1状态此时在按一次【MENU】键则进入菜单1模式,按上键或下键可以修改参数组号,按【OK】进入此参数组,按上下键找到你需要改的参数号,按【OK】键该设定参数值闪烁,按上下键修改参数值(功能代码),若按【ok】键保存此次修改的参数。若按【back】键则取消修改。 四、参数初始化 修改参数14-22设定为2(初始化),然后从新上电,此时报警为A80,按【OffReset】键复位后红色报警等已灭,但显示窗口仍有A80报警显示,变频器需再次从新上电。 五、参数复制到LCP面板。 修改参数0-50参数,当0-50,设为【1】所有参数到LCP,从变频器拷贝参数到面板,等待完成。
设为[2]则把面板中参数拷贝到变频器,从LCP传所有参数。 完成后参数自动改为【0】。 六、使用同步电机的设定步骤 按下表设定:
一次风机高压变频器冷却方案
高压变频器冷却方案 由于变频器本体在运行过程中有一定的热量散失,为保证变频器具有良好的运行环境,需要为变频器室配备一套独立的冷却系统。综合冷却系统的投资和运营成本、设备维护量、无故障运行时间,现提出以下三种冷却系统解决方案: 一、空调密闭冷却方式 1.1系统介绍 为了提高高压大功率变频器的应用稳定性,解决好高压变频器环境散热问题。目前常用的办法是:密闭式空调冷却。该方法主要是为高压变频器提供一个固定的具有隔热保温效果的房间,根据高压变频器的发热量和房间面积大小计算出空调的制冷量,从而配备一定数量的空调。 采用空调冷却时,房间的建筑面积过大会增加空调冷却负荷。同时,由于变频器排出的热风不能被空调全部吸入冷却,因此,造成系统运行效率低,造成节约能源的二次浪费。变频器室内的冷热风循环情况如下图所示。 变频器从柜体的正面和后面吸入空气,经柜顶风机将变频器内部的热量带走排到室内。从而在变频器室上部形成一个温度偏高、压力偏高的气旋涡流区,在变频器的正面部分形成一个偏负压区。在运行中,变频器功率柜正面上部区域实际上是吸入刚排出的热风进行冷却,形成气流短路风不能达到有效的冷却效果。空调通常采用下进上出风结构,从而与变频器在一定程度上形成了“抢风”现象,这就是“混合循环区”。在这个区域变频器吸入的空气不完全是空调降温后的冷空气,空调的降温处理也没有把变频器排出的热空气全部降温,从而导致了整个冷却系统的运行效率不高。 变频器自身是节能节电设备,而通常采用的空调式冷却则造成能源的二次浪费。这种情况在大功率、超大功率的变频应用系统中更加明显。 1.2空调技术特点
a)高效制冷 b)广角送风,室温均匀舒适 c)防冷风设计,送风舒适 d)独立除湿 e)低温、低电压启动 f)室外机耐高温运转 g)室内密闭冷却 h)防尘效果好 i)运行成本高
丹佛斯变频器说明书
xx变频器 按键功能: (DISPLAY/STATUS)键用于选择显示模式或者从快速菜单模式、菜单模式变回显示模式。 (QUICK MENU)键用于在快速菜单模式下进行参数编程。可以从快速菜单和菜单模式之间直接转换。 (MENU)键用于对所有参数进行编程。可以从菜单模式和快速菜单模式之间直接转换。 (CHANGE DATA)键用于在菜单模式或快速菜单模式下改变所选参数。 (CANCEL)键用于取消所选参数。 (OK)键用于确定和储存所选参数。 (+/-)键用于选择或改变所选参数。这些键也可在显示模式下使用。 (〈〉)键用于选择参数组和在改变数字参数时移动光标。 (STOP/RESET)键用于停止电机运作或用于VLT变频器跳闸后重新复位。 (JOG)键被按下时,它会将输出频率改变为预设的频率。 (FWD/REV)键改变在操作器显示屏上用箭头指示的电机旋转方向,(START)键用于启动通过(STOP/RESET)键停动的VLT变频器。该键始终处于有效状态,但不能超越由端子发出的停止命令。 操作步骤: 1、 2、 3、
4、 5、 6、按(MENU)键进入功能菜单。 按(+/-)或(〈〉)键选择参数。 按(CHANGE DATA)键进入数据改变模式。 按(+/-)键改变数据值。 按(OK)键存储改变的数据。 按(DISPLAY/STATUS)键返回到正常模式。 变频器故障内容 (10VOLTLOW)警告1:低于10V (LIVE ZERO ERROR)警告/报警2:电流信号零点故障 (NO MOTOR)警告/报警3:无电机 (DC LINK VOLTAGELOW)警告6:低电压警告 (DC LINK OVERVOLT)警告7:过电压 (DC LINK UNDERVOLT)警告/报警8:欠电压 (INVERTER TIME)警告/报警9:逆变器过载 (MOTOR TIME)警告/报警10:电机温度过高 (MOTOR THERMISTOR)警告/报警11:电机过热(热敏电阻)(TORQUE LIMIT)警告/报警12:过转矩极限(OVERCURRENT)警告/报警13:过电流 (EARTH FAULT)报警14:接地电流
变频器选型原则与方法
变频器选型原则与方法 关于通用变频器的选型,是一个很多人关心的话题,也有一些初学者对选型原则不清楚。在这里,我想先把通用变频器的选型方法跟大家分享一下。 1.最关键的选型因素:工作电流。 根据工作电流来选变频器,在整个选型流程当中,是最后一步了。之所以把它提到最前面来讲,是要强调一下。选型时,要根据电机的实际工作电流(不是铭牌电流),来选型变频器,而不是铭牌功率。 原则上要求,在长时工作时:变频器输出电流 > 电机实际工作电流 在这里,希望大家首先对电机和变频器的铭牌数据有一个深刻的理解。这里不多讲。 一般情况下,项目是先选电机,后选变频器。即变频器的选型都是针对即有电机进行的。电机的实际工作电流与实际工况有关。只有熟悉工况,估算出电机的工作电流随时间变化的关系,才能确定相应的变频器的型号。 (1)一般情况下,拖动恒转矩负载的电机,可以以额定电流为依据,选择变频器。比如10KW电机,20A额定电流。变频器样本上10KW的变频器,21A输出电流。可以选这个变频器。 (2)一般情况下,拖动风机泵类负载的电机,也可以以额定电流为依据,选择变频器。 (3)经常短时过载运行的电机,需要计算过载周期。要求变频器最大输出电流Imax 大于电机峰值电流,且变频器的I2t在自身允许范围内。很可能会放大一档或几档来选变频器。比如10KW电机,20A额定电流。间歇工作制,1秒内过载运行2倍(即电流为40A),之后停止运行29秒。这就需要根据变频器过载曲线来选型。可以画一下电机电流随时间变化的曲线出来,要求变频器的输出电流曲线能覆盖(超过)电机电流曲线即可。对于重载变频器的选型,往往有一些经验数据可以参考。比如同类项目。 这方面,西门子变频器做得比较好,过载能力强,一般允许1.6倍短时过载(详细数据,请参考样本)。 (4)电机大,而工作负载轻时,可以根据实际情况选小变频器。 2.变频器选型的其他因素 海拔。 环境温度。运输和存储温度。保护等级。 进线电压等级。进线电源频率。变频器输出频率范围。 变频器本身的效率。过载能力。冷却方式。 尺寸。结构。安装方法。 其他选件。 (1)海拔 海拔超过1000米以后,会造成电子器件性能下降,比如电容耐压能力下降,电流承受能力也会下降。所以在海拔超过1000米的地方使用变频器,注意它的降容系数。西门子变频器样本上,会给出一个降容曲线,随海拔升高,过压和过流能力都有所下降。 (2)环境温度 在运输过程中,变频器允许的温度范围大一些。比如MM4系列变频器允许的存储温
细纱机
细纱机 细纱机的主要作用:纺纱过程中把半制品粗纱或条子经牵伸、加拈、卷绕成细纱、管纱。 细纱机的组成:各种细纱机基本上都由喂入机构、牵伸机构、加拈和卷绕机构、各传动装置组成。细纱机的主要部件毛条架、摇架、罗拉(三组)、纲领板、导纱钩、气圈环、锭子、负压装置和传动转动装置。摇架上有皮辊、皮夹和加压装置。传动装置包括罗拉传动、纲领板传动以及锭子传动。 牵伸机构的主要元件1、牵伸罗拉2、胶辊3、胶圈4、销子5、集合器6、隔距块牵伸机构的加压装置加压装置的类型有:1、重力加压2、磁性加压3、弹簧加压4、气动加压 细纱机的牵伸工艺配置1、自由区长度 a (1)定义:上销或下销前缘到前钳口的距离。(2)a对牵伸的影响:a小时,皮圈钳口对纤维的控制能力强,纤维变速点向前钳口集中有利于成纱条干均匀;a过小,牵伸力太大,易出硬头。(3)选择依据:纤维长度、整齐度;纺棉:a=11—14mm;棉型化纤:a=12-16mm;中长化纤:a=14-18mm。(4)调整方法:改变罗拉隔。2、皮圈钳口隔距 d (1)定义:在没有纱条通过时,皮圈钳口处上销与下销间的距离。(2)d对牵伸的影响:(3)d的确定:根据细纱特数的大小而定(见表1),一般为2.5-4.5mm。3、后区牵伸倍数(1)种类:有两类工艺路线可供选择第一类工艺路线:后区牵伸倍数较小,在1.02-1.5倍;它以可分为针织工艺路线(牵伸在1.02-1.2)和机织工艺路线(牵伸在1.2-1.5)。第二类工艺路线:后区牵伸倍数较大,在2-3倍。(2)选择第一类工艺路线:适用于一般情况。第二类工艺路线:适用于①粗纱的均匀度很好、②纤维整齐度好、③总牵伸倍数大、④细纱质量无细纱机牵伸装置的类型1、SKF牵伸2、V型牵伸3、R2P牵伸4、HP牵伸 细纱的加捻过程(一)加捻卷绕过程1、细纱的加捻2、细纱的卷绕(二)细纱捻系数与捻向的选择1、细纱捻系数的选择捻系数越大,细纱捻度越大,细纱强力越高,细纱断头越少,但手感发硬,细纱产量越低。细纱捻系数应根据产品用途及细纱的质量要求而定。经纱与纬纱:经纱因在织造过程中承受张力与摩擦,强力要求高,捻系数需大些;纬纱在织造过程中承受张力较小,过大的数易出现纬缩疵点,捻系数应小些。一般同特数相比经纱比纬纱高10-15%。针织用纱的捻系数低于机织用纱,一般与接近于纬纱的捻系数。因为一般针织物要柔软。细纱的越细时,则捻系数应偏小。因纱细时,纤维根数少,强力低。一般捻系数在330-400。2、细纱捻向的选择:一般选用Z捻,在化纤混纺时,为了使织获得不同的风格,常使用不同的捻向。 细纱机加捻卷绕元件 1、锭子(1)作用:带动筒管转动。是加捻卷绕的主要元件。(2)对锭子的要求:①振动要小,以适当高速;一般要求空锭振幅小于0.08mm。满纱振幅小于0.04mm。②动力消耗小,噪音要低。③结构简单,便于维修与保养。④使用寿命长。(3)锭子结构:由以下几部分组成①锭杆:顶部与筒管相配合;下部与锭油杯相配合;中部安装锭盘。②锭盘:是锭子的传动件,由锭带传动。③锭脚:是锭子的支承。④锭钩:防止锭子上跳,拔管时不让锭杆拔出。 2、筒管(1)作用:卷绕纱线;通过纱线带动钢丝圈转动。(2)分类:按用途分:经纱和纬纱按材料分:木质管:造价高,结构不太均匀,
变频器在同步控制设备上的应用
优利康变频器在同步控制设备上的应用 一,前言 在生产实际应用中,经常会有一些设备需要组合成生产线连续运行,并且这些设备的运行速度需要保持同步。例如:直进式金属拉丝机、造纸生产线、印染设备、皮带运输机等等,由于这些设备都能一次完成所需的加工工艺,所以生产效率高,产品质量稳定,在相关的行业得到了广泛的应用。这些设备都有一个共同的特点,产品连续地经过各台设备,如果各台设备不能保持速度同步,就会造成产品被拉断,使设备被迫停止运行,严重的会造成很大的损失。另外,有些单机设备,有多个动力拖动,这多个动力之间也需要保持同步。因此,这些设备上都装有交流调速系统,通过调整各台设备的运行速度,使各台设备保持同步运行。 二,同步控制的分类 根据生产工艺的需要和生产产品的不同,一般对同步的要求也不一样。所以,一般我们把设备对同步的要求从简单到复杂分成以下几类: 1,简单同步 这种同步方式一般用于设备之间没有直接的连接,各个设备都是处于独立的工作模式,但由于工艺的需要,这些设备的工作速度需要保持基本一致或保持一定的比例运行,并且,各个设备需要同时升速或降速。在这种系统中,都不采集反映同步状况的信号。这种设备的特点是速度误差的积累,已及速度的稳定性及速度精度,不会对生产工艺产生任何影响。例如,双搅拌机,搅拌罐中的二个搅拌浆的速度只需保持速度的基本一致就行。 2,平均速度同步 这种同步方式一般用于设备之间有联系,有的是物料连续经过各台设备,有的是靠机械装置连接在一起。这些系统的特点是设备对速度稳定性与速度精度的要求比较高,但是对速度误差的积累不敏感,并且,各台设备的运行速度是成一定的比例,如产生积累误差,可以通过调整速度的比例系数来纠正。典型的如无纺布生产设备、滑轮式拉丝机等等,这些系统的各个设备之间也没有反映同步状态的信号,所生产的产品都有一定的拉伸,所以各个设备的线速度都是成一定的比例关系,如果其中的某台设备有一定的稳态速度误差,可以通过修改比例系数,来达到工艺的要求。 3,瞬时速度同步 这是一种相对来讲要求比较高的同步控制,同样是生产的产品连续经过各台加工设备,或者靠机械强连接在一起,但都不允许有速度的积累误差,如果达到一定的误差积累,就会使产品损坏或系统报警而无法工作。因此在这样的系统中一般都用反映同步状态的信号反馈给控制系统,控制系统根据这个信号,及时地对系统中各台设备的速度做出修正。典型的系统如直进式拉丝机、造纸生产线、印染生产线、双动力驱动的皮带运输机、抓斗提升机的抓斗提升系统等等,这些系统的特点是,如果瞬间速度误差太大,就会造成断丝、断纸、或使系统无法工作。 4,位置同步 位置同步是要求最高的同步控制系统,一般光靠变频器本身是无法完成位置同步的,所以这种系统中都有PLC等控制器,来完成位置信号的采集及控制变频器的运行。位置控制系统对变频器的动态响应要求非常高,速度精度也非常高,因此一般都需要采用闭环电流矢量控制的变频器。例如,印染行业的定型机,需要布匹两边的驱动要完全一致,包括位置一致,如产生差异的话,就会使布匹产生斜向拉伸,影响产品的质量。还有的如飞剪系统、定长切割系统等,都需要对位置做高精确的控制。事实上,这些系统已属于伺服控制系统,在功率比较小的场合,基本都用伺服系统来控制,但由于大功率的伺服控制器价格太高,所以在一些中大功率的应用场合,用变频器来控制还是非常有意义的。
利德华福高压变频器分析
利德华福高压变频器 应用范围 近年来,我国年工业生产总值不断提高,但是能耗比却居高不下,高能耗比已成为制约我国经济发展的瓶颈,为此国家投入大量资金支持节能降耗项目,其中高压变频调速技术已越来越广泛的应用在各行各业,它不仅可以改善工艺,延长设备使用寿命,提高工作效率等,最重要的是它可以“节能降耗”,这一点已被广大用户所认可,且深受关注。 从1998年开始,利德华福人通过一年开发,一年开局试验,一年市场考验,其研发制作的HARSVERT-A系列高压变频调速系统,完全具有自主知识产权,适合国内电网特性,符合国内用户使用习惯。该系列高压变频调速系统自2000年投入国内市场后,在市政供水、电力、冶金、石油、石化、水泥、煤炭等行业陆续投入运行。由于安装便捷、操作简单、运行稳定、安全可靠、维护方便,并在节能、节电、省人、省力、自动控制、远程监控等方面效果显著,以及优异的产品性价比和周到的服务,受到用户的广泛欢迎。 火力发电:引风机、送风机、吸尘风机、压缩机、排污泵、锅炉给水泵等 冶金:引风机、除尘风机、通风机、泥浆泵、除垢泵等 石油、化工:主管道泵、注水泵、循环水泵、锅炉给水泵、电潜泵、卤水泵、引风机、除垢泵等 市政供水:水泵等 污水处理:污水泵、净化泵、清水泵等 水泥制造:窑炉引风机、压力送风机、冷却器吸尘风机、生料碾磨机、窑炉供气风机、冷却器排风机、 分选器风机、主吸尘风机等 造纸:打浆机等 制药:清洗泵等 采矿行业:矿井的排水泵和排风扇、介质泵等 其他:风洞试验等 系统原理
HARSVERT-A系列高压变频调速系统采用单元串联多电平技术,属高-高电压源型变频器,直接3、6、10KV输入,直接3、6、10KV高压输出。变频器主要由移相变压器、功率模块和控制器组成。 系统结构
丹佛斯变频器FC360使用说明
丹佛斯变频器FC360使用说明
使用说明 一、FC360的功能 二、FC360本机面板使用HandON 从出厂设定开始(未接控制线),首先,按【Off Reset】键使变频器处于停止状态,设定参数5-12改为【0】,退出到Status状态,这时,还是【Off Reset】键上的灯亮,按【OK】键,面板中心显示4位数值,设定手动频率,上下键增减,右键可窜位,设定好后,按【Hand on】键计开始运行,运行过程中直接按键改变数值则立即更改输出。按【Off Reset】键停止。设定的频率值将保持,再次按【Hand on】键,将从运行最后的设定值。 三、FC360参数设定方法: 通用的参数设定方法:首先,按【Off Reset】键使变频器处于停止状态,按【MENU】键显示OM1状态此时在按一次【MENU】键则进入菜单1模式,按上键或下键可以修改参数组号,按【OK】进入此参数组,按上下键找到你需要改的参数号,按【OK】键该设定参数值闪烁,按上下键修改参数值(功能代码),若按【ok】键保存此次修改的参数。若按【back】键则取消修改。 四、参数初始化 修改参数14-22设定为2(初始化),然后从新上电,此时报警为A80,按【Off Reset】键复位后红色报警等已灭,但显示窗口仍有A80报警显示,变频器需再次从新上电。
五、参数复制到LCP面板。 修改参数0-50参数,当0-50,设为【1】所有参数到LCP,从 变频器拷贝参数到面板,等待完成。 设为[2]则把面板中参数拷贝到变频器,从LCP传所有参数。 完成后参数自动改为【0】。 六、使用同步电机的设定步骤 按下表设定: ID Description Description FC-360设定值FC360-22K 100 Configuration Mode 配置模式open loop 0 101 Motor Control Principle 电动机控制原理VVC+ 1 110 Motor Construction 电动机机构PM, non salient SPM 1 124 Motor Current Inom [A] 电机额定电流电机名牌34 125 Motor Nominal Speed [RPM] 电机额定转速电机名牌1000 126 Motor Cont. Rated Torque Mnom[Nm] 电动机持续额定转 矩 电机厂家提供155 129 AMA 自动电动机调整可以做AMA自学习高级参数[1],[hand ON],等待--, [OK] 130 Stator Resistance Rs [Ohm] 定子阻抗Rs电机厂家提供数值除以2 (110)可学习, 137 d-axis Inductance Ld [mH] d轴电感Ld 电机厂家提供数值除以2 (3.6)可学习 139 Motor Poles 电机级数电机极数(8)可学习 140 Back EMF at 1000 RPM [V_RMS/1000RPM] 1000转时后感应电 势 电机厂家提供320(手动输入) 142 Motor Cable Length 电缆长度(M)单位米30
高压变频器技术要求_知识交流
高压变频器技术要求_
XXX矿高压变频器技术要求 一、使用条件 1.环境温度范围: 0℃~40℃ 2.海拔高度:≤1000m 3.相对湿度范围:≤95% 4.运行地点无导电及易爆尘埃,无腐蚀金属和破坏绝缘的气体或蒸汽。 5.电网情况:额定电压10000V±10%,额定频率50HZ±5% 6.额定功率:2×630kW 7.控制电机功率:2×450kW 8.象限数:二象限 9.拖动方式:采取一拖一 二、供货范围 高压变频器供货范围 高压变频器的主要和辅助设备的设计、制造、检查、试验等必须遵守下列标准的最新版本,但不仅限于下列标准。 GB 156-2003 标准电压 GB/T 1980-1996 标准频率
GB/T 2423.10-1995 电工电子产品基本环境试验规程振动(正弦)试 验导则 GB 2681-81 电工成套装置之中的导线颜色 GB 2682-81 电工成套装置之中的指示灯和按钮的颜色GB 3797-89 电控设备第二部分:装有电子器件的电控设备GB 3859.1-93 半导体电力变流器基本要求的规定 GB 3859.2-93 半导体电力变流器应用导则 GB 3859.3-93 半导体电力变流器变压器和电抗器 GB 4208-93 外壳防护等级的分类 GB 4588.1-1996 无金属化孔单、双面印制板技术条件 GB 4588.2-1996 有金属化孔单、双面印制板技术条件 GB 7678-87 半导体自换相变流器 GB 9969.1-88 工业产品使用说明书总则 GB 10233-88 电气传动控制设备基本试验方法 GB 12668-90 交流电动机半导体变频调速装置总技术条件 GB/T14436-93 工业产品保证文件总则 GB/T15139-94 电工设备结构总技术条件 GB/T13422-92 半导体电力变流器电气试验方法 GB/T 14549-93 电能质量公用电网谐波 IEEE std 519-1992 电力系统谐波控制推荐实施 IEC1800-3 EMC传导及辐射干扰标准 IEEE519 电气和电子工程师学会 89/336EC CE标志 GB 12326 电能质量电压允许波动和闪变 GB/T 14549 电能质量公用电网谐波 GB 1094.1~1094.5 电力变压器 GB 6450 干式变压器 GB/T 10228 干式电力变压器技术参数和要求 GB17211 干式电力变压器负载导则 GB311 .1 高压输变电设备的绝缘配合 DL/T 620 交流电气装置的过电压保护和绝缘配合 四、变频器主要技术要求 1、变频器自带防谐波干扰电网装置,变频器输入侧对电网的谐波污染,在电机的整个调速范围内,必须满足GB/T14549-93《电能质量公用电网谐波》及IEEE519-1992国际标准的规定。变频器应对本体控制系统无谐波影响,如使用多脉冲整流器,整流桥脉冲数必须≥12脉冲。 2、变频器要求采用直接高-高形式,不能采用高-低-高形式,不允许有输出升压变压器,10kV输入,10kV直接输出单元串联多电平电压源形式。 3、2台变频器,需要采用主从控制方式,具有负载出力平衡功能,要求负载不平衡度小于5%。 4、变频器要求采用无速度传感器的矢量控制,同步误差率≤5%,具有启动转矩大的特点,可以重载启动皮带;低速特性好,可以低速验带;过载能力强,要求变频器具有相对电机150%60s/10min的过载能力。
环锭细纱机的加捻和卷绕作用是同时进行的
环锭细纱机的加捻和卷绕作用是同时进行的。 利用铜管套在锭子上并与锭子一起高速回转是不合理的。 环锭细纱机在加捻卷绕过程中,因钢丝圈高速回转,纱线在导纱钩和钢丝圈之间会产生气圈。锭子高速后,使纱线张力与其波动增大,从而影响气圈的稳定性并增加断头。特别当锭子与铜管的同心度存在偏差时,因管筒振动而引发锭子振动,严重时会发生“跳铜管”现象,加剧断头。 新型纺纱的种类很多,就加捻方法和成纱机理可作如下分类: 1、按加捻方法分可分为自由端纺纱(加捻)和非自由端纺纱(加捻)两种。自由端纺纱按纤维凝集和加捻方法不同,又可分为转杯纺纱、静电纺纱、涡流纺纱、摩擦纺纱、捏锭纺纱、磁性纺纱、搓捻纺纱、液流纺纱和程控纺纱等。非自由端纺纱按加捻原理可分为自捻纺纱、无捻纺纱、喷气纺纱、摩擦纺纱以及轴向纺纱等。 2、按成纱机理分可分为加捻纺纱、包缠纺纱、无捻纺纱三大类。 新型纺纱种类很多,现选择三种比较成熟的新型纺纱(转杯纺、喷气纺和摩擦纺),就其主要方面加以对比: 1、成纱方式不同 2、成纱截面中纤维根数不同 3、对纤维物理性能要求不同 4、纺纱速度和成纱线密度不同
新型纺纱的特点:1、产量高2、卷装大3、纺纱工艺流程短 转杯纺纱机无论是自拍风式还是抽气式,其纺纱原理均为利用离心机的作用。即纺杯高速旋转,纺杯内便产生离心力,离心力可使从分梳腔转到纺杯内的棉纤维产生凝聚而成为纤维环(须条),须条被加捻以后便成为纱条。纱条被引出纺杯后,棉纤维又在纺杯凝聚形成新的纤维环,以达到连续纺纱的目的。 喂入的面条经喂给喇叭集束后,进入喂给板与喂给罗拉的握持区,在压簧的作用下对喂给板产生26.5N的压力。这时由喂给罗拉把面条按牵伸倍数需要均匀地向前输送至高速旋转的分梳辊的抓取范围,分梳辊对面条进行开松并分解成单根纤维(单纤化过程),由于附面作用棉纤维便紧紧地附着在分梳辊齿端。当分梳辊对面条进行分解时,原来夹裹在棉纤维中的杂质,由于质量较大(较重),其离心力也较大,便从面条中分离出来。 转杯纺纱主要由喂给分梳、凝集加捻和卷绕等机构组成。条子从条筒中引出来送入喂给喇叭,依靠喂给罗拉与喂给板将条子握持并积极向前输送,经表面包有金属条的分梳辊并梳成单纤维。由于纺纱杯高速回转产生的离心力或由于风机的抽吸,将纺纱杯内的空气排出,在纺纱杯内形成一定的真空度,迫使外界气流从补风口和引纱管中气流的
高压变频器的冷却方式
一、引言 在电力、化工、煤矿、冶金等工业生产领域要求高压变频器有极高的可靠性。影响高压变频器的可靠性指标有多项,其中在设计过程中其散热与通风是一个至关重要的环节。目前高压变频器有高-低-高式、元件直接串联式、中点箝位多电平式、单元级联式等多种方式,一般来讲,上述各种方式的高压变频器,其效率一般都可达到96~98%;但由于设备功率大,在正常工作时,仍要产生大量的热量。为保证设备的正常工作,把大量的热量散发出去,优化散热与通风方案,进行合理的设计与计算,实现设备的高效散热,对于提高设备的可靠性是十分必要的。 高压变频器设备功率较大,4%的功率损耗主要以热量形式散失在运行环境当中。如果不能及时有效的解决变频器室的工作环境温度问题,将直接危及变频器本体的运行安全;最终因为温度过高,导致变频器过热保护动作跳闸。为保证变频器具有良好的运行环境,必须对变频器及运行环境的温度控制采取措施。 二、冷却方式 通过变频器工程应用经验的积累,针对不同的应用环境现场提供完整的变频器冷却系统解决方案。常用的几种冷却方式主要包括:⑴风道开放式冷却;⑵空调密闭冷却;⑶空-水冷密闭冷却;⑷设备本体水冷却;⑸上述方式组合冷却。 1.风道开放式冷却 1.1冷却过程 冷风经变频室通风入口滤网进入变频器,经过对机体进行冷却后,再由变频器风道出风口将热风排出。 1.2安装方式 风道开放式冷却安装比较简单,只需在变频室的墙壁上开两个通风入口,安装上滤网,然后在变频器的柜顶风罩上向外引出出风口风道即可,如下图1所示: 1.3系统特点 (1)施工简单,维护量大; (2)费用低廉; (3)运行稳定性依赖于当地环境 2.空调密闭冷却 2.1容量选择原则 按照变频器的发热量和控制室环境实用面积来选择空调的容量。 2.2安装方式 变频器室安装空调时,要求变频器控制室空间要尽可能小,并且做好密封,避免夏季室外温度高带来的加热效应。空调的安装位置可根据现场实际情况布置在变频器两侧。具体设备布局如下图2所示。 2.3系统特点 (1)急速高效制冷 (2)童锁功能,防止误操作 (3)广角送风,室温均匀舒适 (4)防冷风设计,送风舒适 (5)独立除湿 (6)低温、低电压启动 (7)室外机耐高温运转 (8)室内密闭冷却
环锭细纱机钢领
环锭细纱机钢领 、钢丝圈问题的讨论2007年7月16日安徽省纺织工程学会 钢领、钢丝圈是环锭细纱机及普通环锭捻线机的关键部件,它们与锭子、纱管等配套共同完成纱线的加捻及卷绕,钢领、钢丝圈质量好坏,直接影响纺纱质量、纺纱效率及经济效益,若配套使用不当,不仅影响钢领、钢丝圈使用寿命,而且纺纱张力不稳定,引起纱线毛羽增加、细纱条干恶化、并使细纱断头增加、生产效率下降。 目前,国内外对提高钢领、钢丝圈质量,增加耐磨度、延长使用寿命等问题做了研究并取得很大进步。 国产钢领由于材质、加工精度、热处理与国外相比存在一定差距,使得使用寿命差距较大,国产钢领只能使用6个月~12个月,而国外钢领可使用3年~8年,有的超过10年。 各种型号的国产钢丝圈品种很多,以棉纺细纱为例,根据不同号数有纯棉、涤棉及其它化纤短纤维纺纱,配备了种种型号的钢丝圈分别与各种钢领型号配套,当锭速在15000r/min~200 r/min时,钢丝圈仅使用7天左右,国产镀氟钢丝圈可使用1个月,与国外相比还有一定差距。国外钢丝圈一般使用寿命达到1个月以上,最长有100天左右,如陶瓷钢领、钢丝圈配套使用时间可达105天。 钢丝圈在钢领的滑动飞行,使自身温度上升到300℃左右,钢丝圈上的一些金属物会熔化在钢领内跑道上,严重破坏了相互间的正常啮合,使纺纱张力波动增大,纱线毛羽及断头增加。 钢领、钢丝圈配套使用时有磨合期、稳定期及衰退期三个阶段,钢丝圈使用寿命太短,稳定期相应很短,纺纱张力波动大,不稳定,尤其在小纱时张力显著增大、毛羽及断头增加。现就国内外钢领、钢丝圈的应用情况与大家进行探讨。1国内普通的钢领、钢丝圈的应用情况 1.1国产钢领的分类
变频器的多段速实验与生产应用实例(小论文)
变频器的多段速实验与生产应用实例(小论文) 引言 由于现场工艺上的要求,很多生产机械在不同的转速下运行。为反方便这种负载,大多数变频器决提供了多挡频率控制功能。用户可以通过几个开关的通、断组合来选择不同的运行频率,实现不同转速下运行的目的,棉纺过程有开纤(开棉、除尘、混棉),制纱(梳棉、制棉条),粗纺(将棉条迚一步延伸稍加搓捻),最后是精纺(将粗纱延伸、搓捻做成细纱)。细纱机是棉纺过程的最后一道工序,精纺机械的纺织时间最长,且需要强驱动力。由于该道工序的好坏直接影响到棉纱的质量和产量,所以选择细纱机的传动装置是非常重要的。细纱机所需的电气传动装置应满足下面的条件: 1) 高效率: 细纱机所需的传动动力占棉纺过程的50%以上且连续运行。所以传动装置的效 率直接影响到棉纺的整个动力。 2) 可软起动: 起动时如果受到过大的张力或张力变化急剧都会造成断纱。 3) 良好的速度控制性能: 高生产率的纺纱速度是断纱少的最高速度,但断纱由于种种原因 要变化,纺纱速度也应对应于各种条件迚行调整。 4) 容易维护和检修: 西门子最新推出的全新一代MM420变频器完全满足上述要求,MM420 模块化设计理念、快速的I/O处理时间和良好的动态响应可使用户灵活配置其控制系统。 实验。 实现3段固定频率控制,连接线路,设置功能参数,操作三段固定速度运行。 实验设备 西门子MM420变频器一台、三相异步电动机一台、断路器一个、熔断器三个、自锁按钮四个、导线若干、通用电工工具一套等。 操作方法与步骤 1. 按要求接线 按图2-4连接电路,检查线路正确后,合上变频器电源空气开关QS。 图2-4三段固定频率控制接线图 2.参数设置 (1)恢复变频器工厂缺省值,设定P0010=30,P0970=1。按下“P”键,变频器开始复位到工厂缺省值。 (2)设置电动机参数,设置变频器3段固定频率控制参数。电动机参数设置完成后,设
高压变频器技术规范书
****有限公司130吨锅炉工程高压变频调速成套装置 技 术 规 范 书 ****有限公司 2014年11月
1、总则 1.1本技术条件的使用范围为****有限公司锅炉替代与背压机改造工程一次风机、二次风机、引风机高压电机所用的高压变频调速成套装臵。它包括高压变频调速成套装臵的功能设计、结构、性能、安装等方面的技术要求。 1.2本设备技术规范书提出的是最低限度的技术要求,并未对一切技术细节作出规定,也未充分引述有关标准和规范的条文,乙方应提供符合本规范书和工业标准的优质产品。 1.3 如果乙方没有以书面形式对本规范书的条文提出异议,则意味着乙方提供的设备(或系统)完全符合本规范书的要求 1.4 本设备技术规范书所使用的标准如遇与乙方所执行的标准不一致时,按较高标准执行。 1.5本规范经甲、乙双方确认后作为订货合同的技术附件,与合同正文具有同等法律效力。 1.6本设备规范书未尽事宜,由甲乙双方协商确定。 2、技术要求 2.1 遵循的主要标准 Q/(GZ)ZGPE1-2004 ZINVERT系列高压变频调速系统通用技术条件 IEC 76 Power Transformer; IEC 529 Protection Classes of Cases (IP code); IEC 1131/111 PLC Correlative norms; IEC 68 Correlative tests; IEC68-2-6 抗振动标准 IEC68-2-27 抗冲击标准 IEC 1175 Design of signals and connections; IEC 801 Electro-magnetic radiation and anti-surge-interference; IEC 870 Communication protocol;
(整理)高压变频器散热与通风的设计
高压变频器散热与通风的设计 硬件2009-06-02 10:56 阅读52 评论1 字号:大中小 1、引言 在电力、化工、煤矿、冶金等工业生产领域要求高压变频器有极高的可靠性。影响高压变频器的可靠性指标有多项,其中在设计过程中其散热与通风是一个至关重要的环节。目前高压变频器有高-低-高式、元件直接串联式、中点箝位多电平式、单元级联式等多种方式,一般来讲,上述各种方式的高压变频器,其效率一般可达95~97%;但由于设备功率大,一般为mw级,在正常工作时,仍要产生大量的热量。为保证设备的正常工作,把大量的热量散发出去,优化散热与通风方案,进行合理的设计与计算,实现设备的高效散热,对于提高设备的可靠性是十分必要的。 高压变频器在正常工作时,热量来源主要是隔离变压器、电抗器、功率单元、控制系统等,其中作为主电路电子开关的功率器件的散热、功率单元的散热设计、及功率柜的散热与通风设计最 为重要。 2、功率器件的散热设计
通常对igbt或igct模块来说,其pn结不得超过125℃,封装外壳为85℃。有研究表明,元器件温度波动超过±20℃,其失效率会增大8倍。功率器件散热设计关乎整个设备的运行安全。 2.1 在进行功率器件散热设计时应注意的事项 (1)选用耐热性和热稳定性好的元器件和材料,以 提高其允许的工作温度; (2)减小设备(器件)内部的发热量。为此,应多选用微功耗器件,如低耗损型igbt,并在电路设计中尽量减少发热元器件的数量,同时要优化器件的开关频率以减少发热量; (3)采用适当的散热方式与用适当的冷却方法,降 低环境温度,加快散热速度。 以目前最常见的单元级联式高压变频器为例,对其中一个功率单元为例进行热设计。功率器件采用igbt,其电路如图1所示。 2.2 损耗功率的估算 在设备稳态运行时,功率单元内整流二极管、igbt、续流二极管总的功率损耗即为散热器的耗散功率。因此热设计的第一步就是对上述器件的总功耗进行估算。
环锭细纱机钢领
环锭细纱机钢领、钢丝圈问题的讨论 2007年7月16日安徽省纺织工程学会 钢领、钢丝圈是环锭细纱机及普通环锭捻线机的关键部件,它们与锭子、纱管等配套共同完成纱线的加捻及卷绕,钢领、钢丝圈质量好坏,直接影响纺纱质量、纺纱效率及经济效益,若配套使用不当,不仅影响钢领、钢丝圈使用寿命,而且纺纱张力不稳定,引起纱线毛羽增加、细纱条干恶化、并使细纱断头增加、生产效率下降。 目前,国内外对提高钢领、钢丝圈质量,增加耐磨度、延长使用寿命等问题做了研究并取得很大进步。 国产钢领由于材质、加工精度、热处理与国外相比存在一定差距,使得使用寿命差距较大,国产钢领只能使用6个月~12个月,而国外钢领可使用3年~8年,有的超过10年。 各种型号的国产钢丝圈品种很多,以棉纺细纱为例,根据不同号数有纯棉、涤棉及其它化纤短纤维纺纱,配备了种种型号的钢丝圈分别与各种钢领型号配套,当锭速在15000 r/min~20000 r/min时,钢丝圈仅使用7天左右,国产镀氟钢丝圈可使用1个月,与国外相比还有一定差距。国外钢丝圈一般使用寿命达到1个月以上,最长有100天左右,如陶瓷钢领、钢丝圈配套使用时间可达105天。 钢丝圈在钢领的滑动飞行,使自身温度上升到300℃左右,钢丝圈上的一些金属物会熔化在钢领内跑道上,严重破坏了相互间的正常啮合,使纺纱张力波动增大,纱线毛羽及断头增加。 钢领、钢丝圈配套使用时有磨合期、稳定期及衰退期三个阶段,钢丝圈使用寿命太短,稳定期相应很短,纺纱张力波动大,不稳定,尤其在小纱时张力显著增大、毛羽及断头增加。现就国内外钢领、钢丝圈的应用情况与大家进行探讨。
1 国内普通的钢领、钢丝圈的应用情况 1.1 国产钢领的分类 ①钢领边宽PG1为3.2 mm,PG2为4 mm,PG1/2为2.6 mm,PG1/2为高速钢领。都属于平面钢领。PG系列钢领在我国应用最多。 ②ZM型为锥面钢领以铁基粉末冶金为材料,也有以微量合金元素加铁基作材料的;分为ZM6-直径38 mm、42 mm、45 mm;及ZM9-直径45 mm、42 mm、51 mm;边宽均为2.6 mm,属于高速钢领。 ③垂面钢领(或称竖边钢领):钢领钢丝圈接触面与水平面垂直,其材料为优质结构钢或合金钢,也有用铁基粉末合金(含微量合金元素)。 钢丝圈分类与钢领配套使用情况见表1。 表1 钢丝圈分类与钢领配套使用情况 号数/tex 钢领钢丝圈锭子速度 /r·min-1 钢丝圈线速 /m·s-1 型号直径/mm 型号号数 97.3 PG2 45 G 14~18 8000~11000 18~24 58.3 PG2 45 G 7~10 11000~14000 24~32 29.2~24.3 PG1 ZM20 42 6903 ZBE 2/0~5/0 3/0~6/0 16000~17500 33~38.5 21~18.5 PG1/2 ZM6 38~42 CO.RSS ZB-8 3/0~6/0 8/0~1/0 16000~19000 32~40 14.6~13.9 PG1/2 ZM6 38~42 CO.RSS ZB-8 8/0~11/0 13/0~16/0 16500~20000 33~40 T/C13 PG1 ZM6 42 BU ZB-1 9/0~11/0 9/0~13/0 16000~18000 33~40 9.7 PG1/2 38 RSS 12/0~15/0 16500~18500 33~40 1.2 钢领对成纱毛羽的影响 目前国内广为应用的钢领、大都是用低炭钢(20#钢)经金属切削加工后再经过碳氮共渗,磁化渗硫、淬火、低温回火处理而成,一般钢领渗碳层深度均在0.4mm,渗碳层深度在
变频器在纺织行业中的应用要点
变频器在纺织行业中的应用 纺织行业属劳动密集,环境恶劣,用电量大的特点,因此实现自动化最大限度的节电是个出路。对风机、水泵、中央空调系统、空压机等选用变频器后可约有30%节电,显然是十分可观的。纺织机械中常用的有细纱机、卷线机、筒子机、染色机、定型机、粗纱机、整烫机、园盘针织机等,都可选用变频器来进行调速,这样既可一机多用,又可无级调速,速度精度高,速度值稳定,调速方便简单,对提高生产量,保证质量,减少断线,适用不同规格的生 纺织行业属劳动密集,环境恶劣,用电量大的特点,因此实现自动化最大限度的节电是个出路。对风机、水泵、中央空调系统、空压机等选用变频器后可约有30 %节电,显然是十分可观的。 纺织机械中常用的有细纱机、卷线机、筒子机、染色机、定型机、粗纱机、整烫机、园盘针织机等,都可选用变频器来进行调速,这样既可一机多用,又可无级调速,速度精度高,速度值稳定,调速方便简单,对提高生产量,保证质量,减少断线,适用不同规格的生产需要,减轻劳动强度等,确实是个无可比疑的最合理,又经济实用的方案。 我们从自动化网论坛的水泥及其它行业自动化分论坛中收集的一些关于变频器在纺织行业中应用的文章,整理成了“变频器在纺织行业中的应用”专题。希望大家多参与讨论,对我们的工作多提些意见! 通用变频器在纺织行业中的应用 纺织行业是个老的传统产业部门,大都设备较陈旧,面临技术改造任务较大,只要使用变频器后就可以少的投入,获得较好的效果,这是个现实的路子。 纺织行业属劳动密集,环境恶劣,用电量大的特点,因此实现自动化最大限度的节电是个出路。对风机、水泵、中央空调系统、空压机等选用变频器后可约有30 %节电,显然是十分可观的。 变频器在纺织机械中的应用 近年来随着纺织机械机电一体化技术水平的不断提高,交流变频调速已成为一种趋势。在大多数新开发的纺织机械产品中几乎无一例外地应用了交流异步电动机变频调速装置。 。 变频调速技术在棉纺织设备中的应用 近10年来在激烈的市场竞争中,国内外纺机厂商,采用PLC控制,变频调速,机电一体化等以电子技术更多的取代传统的机械结构,提高纺机整机的可靠性,提高纺制质量和自动化程度,扩大品种的适应性,使用操纵易便。各