SMT炉前检查通用SOP
产品
型号
制程
作业
名称
工位标准工时文件编号
页次1版本A/0
序号工具/仪器数量序号1镊子/放大镜12
油性笔
1
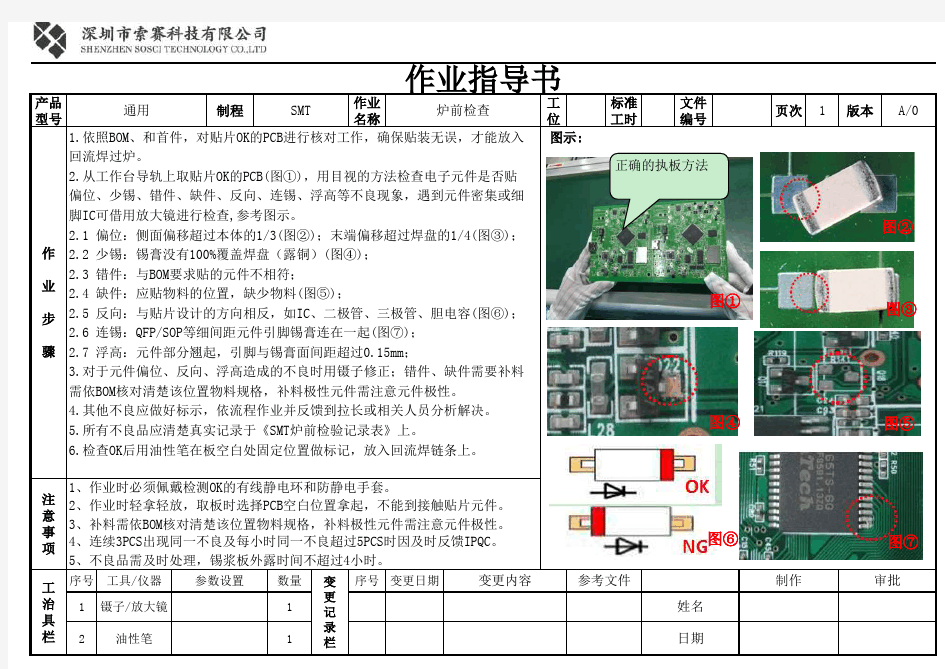
6.检查OK后用油性笔在板空白处固定位置做标记,放入回流焊链条上。2.4 缺件:应贴物料的位置,缺少物料(图⑤);
2.5 反向:与贴片设计的方向相反,如IC、二极管、三极管、胆电容(图⑥);工治具栏
需依BOM核对清楚该位置物料规格,补料极性元件需注意元件极性。
注意事项5、不良品需及时处理,锡浆板外露时间不超过4小时。
变更内容
1、作业时必须佩戴检测OK的有线静电环和防静电手套。
2、作业时轻拿轻放,取板时选择PCB空白位置拿起,不能到接触贴片元件。2.7 浮高:元件部分翘起,引脚与锡膏面间距超过0.15mm;
3.对于元件偏位、反向、浮高造成的不良时用镊子修正;错件、缺件需要补料5.所有不良品应清楚真实记录于《SMT炉前检验记录表》上。
4、连续3PCS出现同一不良及每小时同一不良超过5PCS时因及时反馈IPQC。4.其他不良应做好标示,依流程作业并反馈到拉长或相关人员分析解决。3、补料需依BOM核对清楚该位置物料规格,补料极性元件需注意元件极性。通用
SMT
炉前检查
图示:
偏位、少锡、错件、缺件、反向、连锡、浮高等不良现象,遇到元件密集或细作业指导书
变更记录栏
变更日期
2.6 连锡:QFP/SOP等细间距元件引脚锡膏连在一起(图⑦);审批
参考文件
姓名作 业 步 骤
1.依照BOM、和首件,对贴片OK的PCB进行核对工作,确保贴装无误,才能放入
回流焊过炉。
2.1 偏位:侧面偏移超过本体的1/3(图②);末端偏移超过焊盘的1/4(图③);脚IC可借用放大镜进行检查,参考图示。
制作
2.2 少锡:锡膏没有100%覆盖焊盘(露铜)(图④);2.从工作台导轨上取贴片OK的PCB (图①),用目视的方法检查电子元件是否贴参数设置
2.3 错件:与BOM要求贴的元件不相符;
日期
正确的执板方法
图①
图②
图③
图④图⑤
图⑥
图⑦