ASM 809固晶机操作手册2
第4章 控制功能及參數
主操作表:
AD809共有八個主要模式。按[ADV]或[RTD]鍵進行選擇及在選取項目後按[ENTER]確定選擇。按鍵盤上的[MODE]鍵後, 如下的操作表會顯示在屏幕下方。
按[ADV]或[RTD]鍵選取項目後按[ENTER]執行。
其中: AUTO
= 用於執行 “AUTO Mode” 功能 SETUP = 用於執行 “SETUP Mode” 功能 PARA = 用於執行 “PARAMETER Mode” 功能 SERV = 用於執行 “SERVICE Mode” 功能 DIAG = 用於執行 “DIAGNOSTIC Mode” 功能 WHPAR = 用於執行 “WORKHOLDER Parameter” 功能 TCHPCB = 用於執行 “TEACH PCB” 功能
ALNPCB
= 用於執行 “ALIGN PCB” 功能
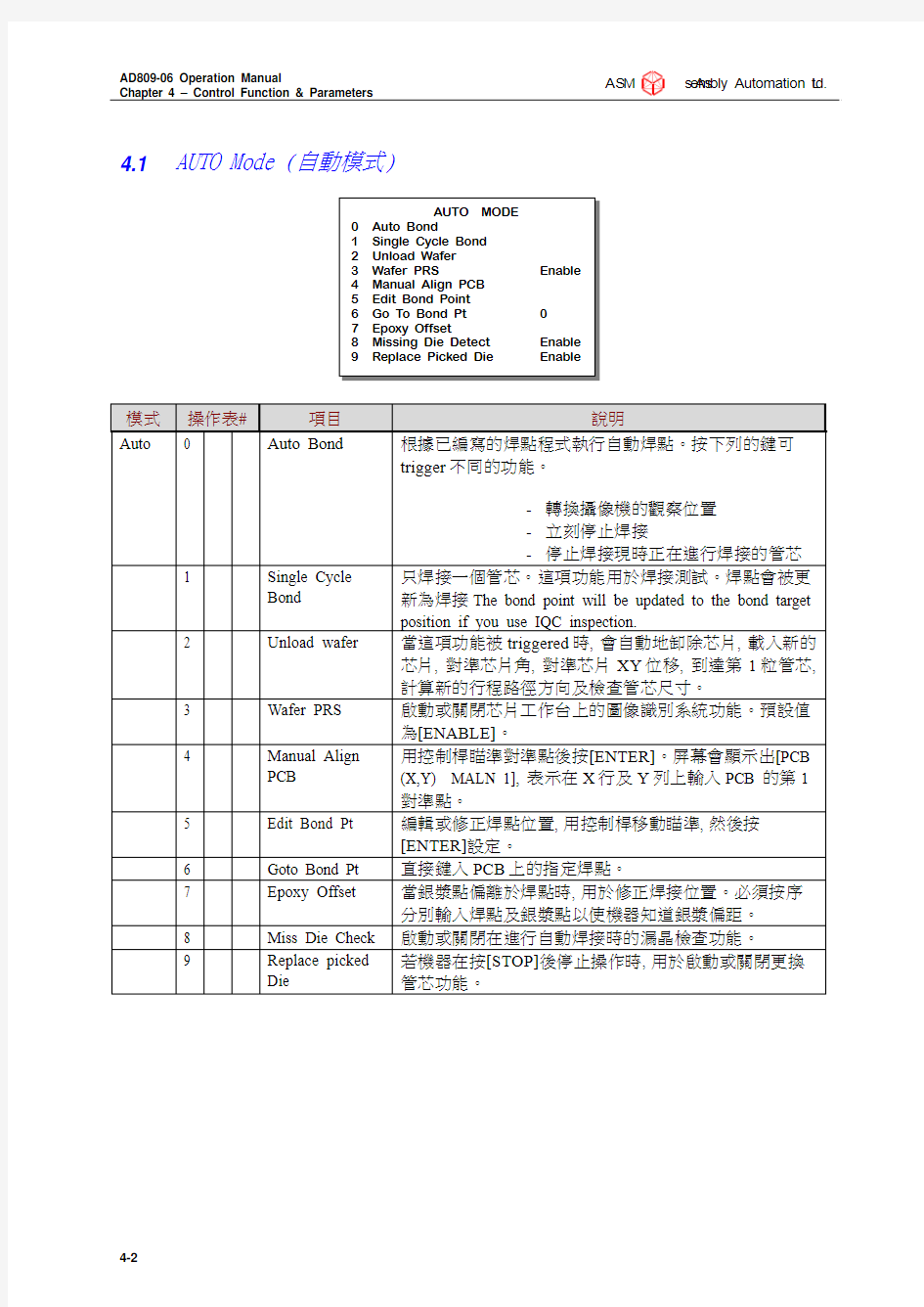
4.1 AUTO Mode (自動模式)
4.2 SETUP Mode (設定模式)
4.3 BOND Parameter (焊接參數)
4.4 SERVICE Mode (輔助模式)
4.5 DIAGNOSTIC Mode (診斷模式)
4.6 WH PARAM (工作夾具參數)
4.7 Teach PCB Program (編寫PCB程式)
4.8 ALN PCB (對準PCB)
這個模式功能是用於設定PCB的對準點。屏幕會自動地轉換攝像機到工作夾具上, 用控制桿瞄準對準點並按[ENTER], 屏幕會顯示[PCB (X,Y) MALN 1], 表示你將要在X行及Y列上輸入PCB的第1對準點。
固晶机使用说明
固晶机使用说明 一、准备工作 1、料盒(20个槽,实际只装19片支架,从第二个槽开始,杯帽 朝里,杯身朝外)支架如图: 2、扩晶(扩晶机温度在40-50℃) 1)将晶圆环拆开,内圆放在扩晶机上 2)扩晶前按扩晶机红色按钮,将机器内部的残存的气体排出,防止扩晶时气压太大将芯片模顶破 3)再把芯片模放在内圆所在区域的上方,保证芯片在模上方,模的边缘的四边都在晶圆内环的外边,最边上的芯片距离内圆环要超过2个厘米。 4)盖上夹具锁住,轻按绿色按钮向上扩模到适合位置,再将外圆环放上,将最右边的按钮按住,使外圆铐住内圆,将多余的长出圆环的模用小刀裁掉
5)取出晶圆,打开锁具,清理多余的模 3、胶水(冷藏银胶取出后续要解冻到室温) 1)将银胶盘正确安装到固晶机上,将刮片螺旋刮片网上旋转至银胶盘1-2个毫米 2)确定银胶盘在转动,添加银胶,胶量自行控制,待胶添加完毕将螺旋刮片慢慢往下转至银胶盘内胶水平状态即可 二、程序编辑 1)自动固晶-》上下料操作-》单上料盒(第一槽为空)-》下一格-》WHY取料位-》夹具开-》进料-》返回 2)返回学习程式,选择空的程序数字进入,输入符号确认 3)矩阵系列-》重温/修改 4)设置对点一、对点二,固晶点(先找到位置,再鼠标点击相应的按钮) ①对点一位置②对点二位置
固晶点位置 5)输入行数与列数(竖着为行横为列)设置第一点、第二点、第三点,计算矩阵 ①第一点②第二点③第三点 6)返回-》返回-》修改/重温-》多群组操作-》添加群组,设置对点一、对点二,打钩打开跟踪(先找到位置,再鼠标点击按钮) 7)返回-》返回-》重温/修改-》确认第一组群对点一对点二,固晶点位置-》下个组群对点一对点二,固晶点位置
ASM860固晶机操作说明书
AD860自动固晶机操作指导书 1. 对三点一线(镜头.吸嘴.顶针.):首先选择一颗芯片,用鼠标选择设定→焊头与顶针→焊头→卸下吸嘴帽→吸晶高度→按鼠标左键→看镜头、吸嘴、顶针中心点是否在十字架同一直线上,调整完成后,装上吸嘴帽。 2. 做PR及测间距:进入设定→点击选择晶片→放如扩好的晶片→点击开始教读→灯光调整后→点击下一页→使用滑鼠选择晶片框大小→点击确认→选择教读→选是开始自动校正→自动测间距→搜寻范围→要按照晶片大小来调整,即完成。 3. 吸晶与固晶高度调整: 进入设定→选择焊头/顶针→点击焊头→吸晶高度→点击自动→自动完成后再加10~20个数字,即完成。 进入设定→选择焊头/顶针→点击焊头→固晶高度→点击自动→自动完成后再加10~20个数字,即完成。 4. 调整顶真高度: 进入设定→选择焊头/顶针→点击顶针→顶针上升高度→点击+—调整→按上下键观察顶针高度,取一个蓝光双电极芯片高度,且顶针要与十字线重合,即完成。 5.上胶与胶量调整: 将胶盘锁紧螺丝,进入设定→点击点胶→选择预备点胶将点胶臂摆出胶盘,加胶进胶盘后调好刮胶厚度,返回→选择点胶头→吸胶高度→上下键观察点胶针接触胶盘底部后再加1~10个数字,即完成取胶设定。 返回→选择点胶头→点胶高度→上下键观察点胶针接触胶盘底部后再加1~10个数字,即完成取胶设定。 6.支架/PCB编程: 进入设定→点击料架设定→料架编号→选择1→移到第一个料架PCB第一个点移到镜头下→点击确定→选择2→第2个料架PCB第一个点移到镜头下→点击确定,即完成。 进入设定→点击PCB设定→设定模式→矩阵→输入一个料架上有几块PCB→2行→2列→然后用摇杆→移到第一个料架上PCB的左上角→确定→第二点移到第二块PCB的左上角→第三点移到第三块PCB的左上角→点击接受→教读对点→对点数量→对两个点→对一小块PCB的对角→开始教读→灯光调整→开始校正→教读对点完成。→搜寻范围→要按照对点图形来调整。 进入设定→点击固晶点设定→设定模式→矩阵→行走路径→左上水平→类型→正常→输入20行→44列→用摇杆移动设定固晶位置→将所移位置对准镜头十字中心→设定左上→确定→设定左下→确定→设定右下→确定→点击接受→会出现一块PCB有多少个固晶点。→再选择教读图形→选择样板→点击开始教读→调整灯光→点击下一页→使用滑鼠选择固晶点图形大小→点击确定→选择教读→出现教读图形完成就表示做成功了,→搜寻范围→要按照固晶点图形来调整。 完成以上可返回到→固晶画面→搜寻PCB→搜寻固晶点→来测试有无错误,→→→→→F1搜寻一颗晶片→F2调整摇杆速度→F3转换镜头→ 7.目的 确保机台操作标准化,减少机台错误操作,保证机台稳定性,使员工对机台更加了解。 8. 适用范围 适合本公司自动固焊站固晶作业。///
KlippelQCsystem操作说明书
FOSTER ELECTRIC (PANYU) FACTORY
ENG1/HHJZ—20100117 1/25
Klippel QC system 操作说明书
第一章 生产线使用指南
一、开机注意事项: 1.开机:必须先开电脑,再开分析仪,避免电脑开启时冲击电流损坏分析仪内 部精密部件; 2.关机:必须先关分析仪,再关电脑; 3.平时机器不使用时,要用毛巾或者棉布盖好测试箱,避免灰尘落入 MIC,影 响测试结果。
二、使用手顺: 1.从桌面上双击“QC Engineer”,打开使用界面,选择要测试的机种,按“Start” 开始进入测试窗口。此时,系统会弹出要求输入用户名与密码的小窗口,输入正 确才能进入设置。
双击这里
选择要测试的 机种名
输入用户名与 密码
FOSTER ELECTRIC (PANYU) FACTORY
ENG1/HHJZ—20100117 2/25
2.进入测试界面后,系统会弹出下图所示的设置窗口,如果这个窗口关闭了,可 以点击界面左上角的手形工具箱重新打开,在这里主要是设置测试数据保存位 置,以方便查找。
在 Tasks 任务栏 内选择第四行 “Finish”.
点击这里新建 保存目录路径
点击这个手形 工具可打开以 上窗口
FOSTER ELECTRIC (PANYU) FACTORY
ENG1/HHJZ—20100117 3/25
3.点击“Limits”设定测试标准,此时需要点击一下“Activate Limit Calculation Mode”打开激活,如下图所示。
点击这里激 活,再次点击 为关闭激活
注意:设定标准请在生产线都开 LINE 的情况下进行设定, 那样才能设定需要的环境噪音!
LED固晶机使用说明
概述 固晶机又称上晶机,晶片粘贴机,绑定芯片机。是一种固定晶体,半导体封装的机械。主要用于各种(WIRE BONDER)金丝超声波焊接设备的引线柜架压板,以及各种(DIE BONDER)芯片贴装设备的各种吸嘴、顶针、点胶头、瓷咀、通针、马达、碳刷、编码器、传动皮带,自动化设备的各种零配件,仪器、仪表等等。 固晶机主要种类 IC固晶机,COB固晶机,LED固晶机,SMD固晶机,大功率LED固晶机等。 LED固晶机工作原理 通过机械臂吸取PCB板,经过运输装置运送到指定位置,利用卡
具固晶PCB板,然后在产品上面点上胶水(一般多为红胶),然后通过吸咀吸取LED,根据CCD视觉系统确定正确位置,再把LED固定在PCB 上面。整个工作流程通过电脑控制,预先输入编程程序,轻松按下按钮,即可实现整个工作流程。 技术参数(LED自动固晶机): 型号SEC-500DT 工作范围500(X)╳250(Y) 最大速度500mm/sec 解析度0.001mm 重复精度±0.025mm 操作系统WINDOWS2000/XP 贴片速度1600-2600POINT/H 传动方式伺服马达/滚珠丝杆 电源AC220V50-60HZ 1.5KW 机器尺寸1150╳1050╳1450mm 重量约550KG 工作环境湿度:20-90%度,温度0-40℃度 主要配置(LED自动固晶机): 名称单位数量备注 伺服马达套2日本AC伺服 丝杆套2台湾上银 步进马达套2研控科技 直线导轨副8台湾上银/ABBA CCD影像系统套1大恒控制卡+工业相机 电磁阀套5SMC 真空电磁阀套5SMC 真空压力表套5SMC 电脑套1华硕 显示器台117"液晶 运动控制卡套1 自动控制软件套1世椿自动化自主开发 真空调压阀套5SMC 出胶装置套1 机器性能(LED固晶机):
KLIPPEL 操作手册
KLIPPEL 测试系统的简单操作手册 检查激光:Enter----Main menu 选择Displacement meter----选择D(对校准器第二格,距离复0)----激光对准第一格(距离显示在9.7mm-10.3mm之间)----激光对准第三格,距离显示在-9.7mm—10.3mm之间----OK 固定喇叭,将雷射激光对准喇叭中间反射面(可用涂改液涂在雷射光束照射喇叭位置,增强反射强度,白色贴纸也可),距离调至绿灯及黄灯皆连续亮,不闪动,将连接线正确接上喇叭正负端子。 LPM小信号线性参数测试 1.点选第一行黄色资料夹图示,点选“open project”, 然后点选“new folder”, 输入文件名后按OK。 2.点选第一行蓝色测试图示(new operation),点选测试模式“LPM linear parameters”, 点先“LPM Logitech”设定,按OK。 3.点选第一行灰色喇叭图示“properties”,选“info可于name”栏重新命名, “comment”栏输入备注说明。然后点“Driver”,于“Diaphragm Area”栏输入有效振动面积(cm2),或于“Diameter”栏输入有效振动直径(cm),于“Material of voice coil”点音圈材质。在于“Power”栏,输入额定功率(W),额定阻抗(ohm),按OK确认,按Close关闭。 4.点选第一行绿色启动图示开始测试。 结果可以得下列小信号线性参数 Electrical Parameters Re electrical voice coil resistance at DC 直流电阻 Le frequency independent part of voice coil inductance L2 para-inductance of voice coil R2 electrical resistance due to eddy current losses Cmes electrical capacitance representing moving mass Lces electrical inductance representing driver compliance Res resistance due to mechanical losses Fs driver resonance frequency 共振频率 Mechanical Parameters (using laser) Mms mechanical mass of driver diaphragm assembly Including air load and voice coil 有效振动质量(含空气负载) Mmd mechanical mass of voice coil and diaphragm without Air load 有效振动质量(不含空气负载) Rms mechanical resistance of total-driver losses Cms mechanical compliance of driver suspension 顺性 Kms mechanical stiffness of driver suspension 钢性 Bl force factor (Bl product) 磁力因数
DB Power固晶机操作说明书
一.基本操作说明 1.开机 https://www.360docs.net/doc/559494381.html,D调节 3.芯片设置 4.材料设置 5.取晶三点与置晶三点调节 6.点胶与取胶位置设置 7.点胶与取胶位置设置 8.单步试运行 二.常规管理与校准 1.顶针更换 2.胶针更换 3.胶针校准 4.固晶臂校准 5.吸嘴流量设置 三.注意事项 四.密码
一、基本操作说明 1.开机——>打开软件系统——>勾选系统初始化——>进入操作界面 https://www.360docs.net/doc/559494381.html,D视野调节 a.鏡組倍率調整 材料載台概略左右各留0.5倍間距芯片載台概略可視9顆芯片 https://www.360docs.net/doc/559494381.html,D调焦:松开旋钮,上下移动CCD模组至视野清晰 c.基板CCD和芯片CCD校准 CCD校准的目的:得出CCD与载台移动的比例关系,求得在单位像素内所转换的长度。 在管理员页面点击CCD校准,按提示点“确定”,测量X轴与Y轴间偏差以及倾斜角。 若没达到图示要求,拧松固定CCD的四个小螺丝,微微调节CCD,再重复上述步骤,至达到要求。 3.芯片设置 芯片样板设置的目的:实现图形锁定芯片以及取晶过程的芯片位置寻找与锁定。 切换至芯片设置页面,按下面图示步骤设置:点击“选择模板”——>点击“芯片大小”——>点击“芯片间距”。
模板设置 芯片大小设置 芯片间距设置 检验模板设置效果:勾选“视觉锁定”和“节距移动”,通过触摸屏选定一颗芯片,通过“移动十字架”移动变更选定的芯片,并通过“视觉锁定匹配度”检验芯片模版设置的效果。 4.材料设置 a.材料模板设置 切换至材料设置页面,点击“模版设置”进入另一个页面,点“选第一点模版”,同样的,模板可以适当的做得大一点。对应逐点定位,只需做一点模板;两点定位,需要做两个不同点的模板。
ASM860固晶机操作说明书
AD860 自动固晶机操作指导书 1.对三点一线(镜头.吸嘴.顶针.):首先选择一颗芯片,用鼠标选择设定T焊头与顶针T焊头T卸下吸嘴帽T吸晶高度T按鼠标左 键T看镜头、吸嘴、顶针中心点是否在十字架同一直线上,调整完成后,装上吸嘴帽。 2.做PR及测间距:进入设定T点击选择晶片T放如扩好的晶片T 点击开始教读-灯光调整后-点击下一页-使用滑鼠选择晶片框大 小T点击确认T选择教读T选是开始自动校正T自动测间距T搜寻范围T要按照晶片大小来调整,即完成。 3.吸晶与固晶高度调整: 进入设定T选择焊头/顶针T点击焊头T吸晶高度T点击自动T自动完成后再加10~20个数字,即完成。 进入设定T选择焊头/顶针T点击焊头T固晶高度T点击自动T自动完成后再加10~20 个数字,即完成。 4.调整顶真高度: 进入设定T选择焊头/顶针T点击顶针T顶针上升高度T点击+ —调整T按上下键观察顶针高度,取一个蓝光双电极芯片高度,且顶针要与十字线重合,即完成。 5.上胶与胶量调整: 将胶盘锁紧螺丝,进入设定T点击点胶T选择预备点胶将点胶臂摆出胶盘,加胶进胶盘后调好刮胶厚度,返回T选择点胶头T吸胶高度T 上下键
观察点胶针接触胶盘底部后再加1~10个数字,即完成取胶设返回T选择点胶头T点胶高度T上下键观察点胶针接触胶盘底部后再加1 ~ 10个数字,即完成取胶设定。 6.支架/PCB编程: 进入设定T点击料架设定T料架编号T选择1宀移到第一个料架PCB 第一个点移到镜头下-点击确定-选择2T第2个料架PCB第一个点移到镜头下T点击确定,即完成。 进入设定T点击PCB设定T设定模式T矩阵T输入一个料架上有几块PC T2行T 2列T然后用摇杆T移到第一个料架上PCB的左上角T确定T第二点移到第二块PCB勺左上角T第三点移到第三块PCB勺左上角T点击接受T教读对点T对点数量T对两个点T对一小块PCB的对角T开始教读T灯光调整T开始校正T教读对点完成。T搜寻范围T要按照对点图形来调整。 进入设定T点击固晶点设定T设定模式T矩阵T行走路径T左上水平T类型T正常T输入20行T 44列T用摇杆移动设定固晶位置T 将所移位置对准镜头十字中心T设定左上T确定T设定左下T确定T 设定右下T确定T点击接受T会出现一块PCB有多少个固晶点。T再选择教读图形T选择样板T点击开始教读T调整灯光T点击下一页T 使用滑鼠选择固晶点图形大小T点击确定T选择教读T出现教读图形完成就表示做成功了,T搜寻范围T要按照固晶点图形来调整。 完成以上可返回到T固晶画面T搜寻PC T搜寻固晶点T来测 试有无错误,F1搜寻一颗晶片-F2调整摇杆速度-F3转换镜
大族固晶机操作手册3201
对点设置: 移动PCB的对点到屏幕中心(F1主光源-,F2主光源+,F3侧光源-,F4侧光源+)亮度调节满意后→Enter →调节蓝框方框大小(F1X方向-,F2X方向+,F3Y方向-,F4Y方向+)→调节满意后→Enter。需要注意的是:两个对点最好选择最边的位置和特殊的形状(如直角),且两个点在对角。有一个建议:如是生产SMD3528和大功率产品等材料,对点可以选择两个对角的两个邦定点,并直接把整个邦定位置的圆(即杯)为对点,蓝框大小即是圆的大小。 矩阵式邦定位置的编辑:(F2、点阵产品和背光板、大功率产品、常规SMD产品用)将第一片板的对点2最边的一个邦定点移动到屏幕十字线中心→按F1设为A点→移到A点Y方向最边的一个邦定点→按F2设为B点→移到A点的X方向最边的一个邦定点→按F3设为C点(按以上要求设置后,邦定方式是从A→C→B的行走路线,同时邦定点就是屏幕十字线中心)→F4(输入A→B的邦定点数)→F7→F5(输入A→C的邦定点数)→F7 随意式邦定位置的编辑:(F1、数码管等用) 将第一片板的第二个对点附近的邦定点移动到屏幕十字线中心→F3保存→移到第二个邦定点→F3保存→依次输入各个邦定点,每次按“F3”保存该点的邦定位置 随意组群的编辑:(F1) 将第二个群组的第一个对点移到屏幕中心→F3→如果同一个方向还有群组,可以将第三个群组的第一个对点移到屏幕中心(用快捷键F5快速移动到对点附近),按F3确认。。。。。。依次方法完成所有的群组→Enter→显示一个菜单“WFA存储”→按Enter保存程式。 矩阵组群的编辑:(F2) 将第一个群组的第一个对点移动到屏幕十字线中心→F1设为A点→移到A点Y方向最边的一个群组的第一个对点→F2设为B点→移到A点X方向最边的一个群组的第一个对点→F3设为C点→F4输入A→B的群组数→F7→F5输入A→C的群组数→F7→Enter 多晶片的编辑: 在第三步选择相应的晶圆环数,编完第一种颜色后,自动显示让你编下一种颜色,但只编第一个材料。你按提示就可以完成,方法和第一种颜色是一样的。 我们编程设置了用几个晶圆环后,要在F6(机器参数)进入后按F4(高级参数),按F2(下一项)选择“晶圆模式”,按需要设置1-4:1为只用A环,2要用AB环,3要用ABC环,4要用ABCD环,0为自动按照编程自动设置。SMD/点阵程式输入:(平面材料F1) 特殊产品/数码管程式输入:(平面材料F1) 主菜单→F5程式输入→F1新建程式→材料选择→晶圆环选择→产品名字输入→Enter→Enter→对点1设置→Enter→对点2设置菜单→Enter →检测对点位置菜单→Enter→邦定方式选择→邦定位置编辑→Enter→会显示一个修正菜单,按F1可以移到第一个邦定点,按F2可以移到下一个邦定点。如果位置不对,就可以移到正确位置,按F3就修改为当前位置了。没有问题就按“Enter↙”保存程式。→群组编辑菜单 这时会显示一个菜单“WFA存储→Ente保存→F5双夹具→将第二个夹具的第一片材料的第一个对点移动到屏幕十字线中心→F1设置对点1→Enter退出并保存程式→按F12退回主菜单 ? 支架程式输入:(支架材料F2) 主菜单→F5程式输入→F1新建程式→材料选择→晶圆环选择→产品名称输入→Enter→Enter→邦定碗设定→将支架的第一个邦定点移动到屏幕中心→光源调节→Enter→蓝框调节→Enter→ 注意:如果客户支架质量不好,可以试着把亮度调大一点,使屏幕就显示一个白色的圆。有时可以达到邦定后都看不见晶片,这种情况也是可以的。 移动第一片支架的左上角最边一个邦定点到屏幕十字线中心→按F1设为A点→移到该点的Y方向最边一个邦定点→按F2设为B点→移到A点的X方向最边一个邦定点→按F3设为C点[这里用的是点阵方法编辑,支架产品没有群组。一个夹具就一个群组]→F4输入A→B的邦定数→F7→F5输入A→C的邦定数→F7→Enter→F1称到第一个邦定点→F2移到下一个邦定点[如果位置不对:移到正确位置→F3]→Enter保存程式[这里一般直接跳过,因为邦定时,它会自动对每一个对点,所以不用太在意每一个的具体位置]→F5双夹具→将第二个夹具的第一片材料的第一个邦定点移动到屏幕十字线中心→F1设置对点1→Enter退出并保存程式→F12退回到主菜单
ASM固晶机 809操作手册[1]
第3章 操作步骤 本章会逐步指示如何操作AD809-06自动管芯焊机, 由工作夹具载具上的PCB 至银浆盘和芯片环。 3.1 机器初始化 动作 屏幕显示 - 开启主电源 - 开启马达电源 - 开启三盏照明灯、摄像机及显示器 - 约需等待一分钟让机器初始化 - 初始化之后
第3章 – 操作步骤 3.2 测试模件选择 动作 屏幕显示 - 按[MODE] - 按[ADV]或[RTD]选取[DIAG] - 按[ENTER] - 按[1]或按[ADV]/[RTD]选取[1 Select Test Modules]然后按[ENTER] (备注: 两种方法均可在驱动式操作表进行选择) - 按[ADV]或[RTD]选取项目, 然后按[ENTER]在Enable/Disable 之间切换 - 可用相同方法激活其它项目 - 按[STOP]返回[Diagnostic]模式 (备注: 当关闭该项目时, 在其它模式操作时均失去功能)
3.3 图像识别设定 动作 屏幕显示 - 按[MODE] - 按[ADV]或[RTD]选择[SETUP] - 按[ENTER] - 按[4] - 按[0] - 按[ADV]或[RTD]调校数字化图像, 使屏幕显示黑白图案 - 按 [ENTER] 屏幕 - 按[1] - 用控制杆或按数字键[1], [2], [4]及[7]把管芯移进屏幕光标。 - 按[ADV]或[RTD]为[Load inked die?]在YES/NO 之间切换进行选择 。 塊 管芯 光標 - 按[ENTER]
新PCB自动固晶机说明书(1)
PCB自動固晶機 一、機台概況 本機主要由控制四部分(PL)和工作夾具部分(PF),步進器馬達驅動部分,單獨點膠部分(新式)。 PL部分主要有:晶片工作台、頂針部分、焊頭部分、圖像識別PR部分。 PF部分:PCB工作台 單獨點膠部分:點膠Z、◎和膠盤。 馬達驅動部分:主要用來驅動PL、PF的所有馬達的動作。 二、開關順序 打開主電源T過5秒後找開馬達電源開關T打開顯示器,CCD開關及其圖像轉換盒(按電視轉換盒最右邊按鍵“ MENU/P0WER3秒後待指示燈亮即可,或者按電視遙控器電源開關“紅色”鍵打開電源並選擇“ TV/AV”鍵直至顯示屏顯示“ COMPOSIT E制式。關機:順序與開機相反,先關馬達電源後才能關關主電源。 突發停電事故時,觀察焊頭擺臂馬達等停留位置,要求手動轉動馬達,使擺臂、焊頭、 點膠頭等轉到原位位置。在開機時,才不會造成機械部件如吸咀、點膠頭的損壞。 三、機台動作原理及過程 控制器信號驅動晶片工作台通過攝像頭尋找圖像(IC或LED)T擺臂吸咀從預備吸晶位擺到吸取位置T焊頭下降到拾取高度T頂針真空打開吸住裝片蘭膜T頂針向上頂起將IC剝離蘭膜表面T吸咀真空啟動T焊頭吸咀上升到原位T擺臂擺到固晶位置(中間要經過漏固檢測位置檢測吸咀上有無IC)T焊頭下降到鍵合高度,完成IC鍵合動作T焊 頭上升到原位高度T擺臂擺到預吸取位置完成一個周期動作。 擺臂:吸咀從吸到固的90度轉角動作。 焊頭:吸咀上下吸晶與固晶的動作。 P R:圖像識別。 鍵合:在PCB上固定IC或LEDb 四、基本操作 為一個夾具編號有2個以上PCB板時 同樣在SETUP MODE中按FNT鍵,顯示子菜單如下: FNT # HM ARM 固晶臂復位 HM BHD 固晶頭復位 HM EJ 頂針復位 HM TBL 晶片工作台復位 PR SRH HM DSP HM WAF IC圖像識別點膠臂復位(無用)
AD809操作手册(固晶机)
AD809-06培训资料 1.键盘资料 2.IC工作台调整 3.ICPR调整 4.高度调整 5.PCB板编程 6.自动作业 键盘资料 MODE主菜单有八个菜单 AUTO 自动作业 SETUP 设定模式 BD PAR 焊接参数设定 SERV 服务模式 DIAG 诊断模式 WHPAR 工作台夹具参数设定 TCHPCB 编写PCB程式模式 ALNPCB 设定对点模式 FNT副菜单 CAMERASEL用于图像转换到IC和PCB图像 JOYSTKSPEED用于摇杆速度的转换 STOP 停止返回 ENTER 确定 ADV RDT用于选择。调整参数是加减参数。 IC工作台调整
第一步,进入主菜单SETUP的第三项Wafer Table的第一项Teach Wafer Limit按确认进入用ADV. Polygon—Circle选择Polygon按确定出现Number of pt (3-10)?时改为4按确认然后按提示用摇杆移动工作台依次在IC盒子的四个角确认后出现Show wafer limit? YES选择NO按确认OK。 第二步,IC间距的设定进入主菜单SETUP的第三项Wafer Table的第四项Teach Pitch按确认出现X1 X2Y1 Y2及xy的直角坐标。 IC PR 调整 进入主菜单SETUP的第四项Wafer PRS的第四项Search Algorithm 按确认把Street改为Template.在进入第五项按ADV选择IC图像太小方框,合适后按确认。在进入第零项按ADC或RDT调整IC的黑白对比度,调整到IC全部白后按确认。在进入第一项按确认保存IC PR,保存时一定要把IC移动到十字线中间。在进入第二项按ADV或RDT选择IC收索范围的大小,一般调整到最小。在进入第三项按确认校正IC PR,要找一个四周没有其它IC的地方才可以。做完以上步骤后菜单显示如下如果0-3项有显示****为不合格,要从新调整到DNOE才能自动作业。 0 Adjust Video Level DONE IC自动PR的亮度 1 Load Reference DONE 保存IC自动PR 2 Adjust Search Range DONE IC的收索范围 3 Calibration DONE IC的校正 4 Search Algorithm Template PR模式 5 Chip/Ink Reject Size IC图形大小 6 Angle Acceptance (+/-) 5 旋转角度 7 Search Die 8 Pattern Die Srch Code 1 收索等级 高度调整 进入主菜单SETUP的第一项Bond Head的第一项Pick Leve按确认调整吸IC 高度。用ADV或RDT加减吸IC高度吸刚刚压倒IC后在加3到5步按确认OK. 然后在进入第二项Bond Level调整固IC高度,按确认调整固IC高度。用
ASM固晶机
MPP-1使用说明 一.按键功能说明: IN/EXT:键盘锁(灯亮EXT MODE) DIS:手动试胶键 TIME/MANU:定时/手动键 LCD:显示屏翻页键 CHANGE:功能切换键 AIR ON/OFF:气压输出开关键 FILL UP:手动填充胶水键 SP:本机不使用 CH:程序频道存出/载入选择键 RESET:复位键 RETURN:归零回原点键 SET:设定/确认键 C:取消键 菜单切换:3个菜单 (主画面Main Mode 1/2(包括Push a Rerurn Key和Push a Reset Key 画面),按change键进入Parameter 1/4胶量设置画面,再按change 键进入Washing Setup排胶画面,按Change 键又回到主画面Main Mode 1/2.)
备注:①进入点胶量参数设定画面的方法:在主画面下按下Change键就进入设 定画面再按SET键就可改变参数 ②进入排胶画面的方法: 在主画面下按2次Change即可进入Washing Setup排胶画面,按DIS键排胶 二.显示画面功能解紹 (1)主画面(点胶显示画面) Main Mode 5CH 1/2 Dis VOL:0.00180g Dis TIME:0.20S 2.1主菜单5频道1/2画面 点胶量:0.00180克(点胶量根据实际需要设定)点胶时间:0.2秒 Main Mode 5CH 2/2 REM: 0.000g COUNT: 1268shot
2.2主菜单5频道2/2画面 胶水残余报警量:0.000克 点胶统计(计数器):1268颗 (2)点胶设定画面 Parameter 5CH 1/4 Dis VOL:0.00180g Dis TIME:0.20S ACCEL:0.01S 4.1设定画面:5频道1/4画面 点胶量:0.00180克 点胶时间:0.2秒 加减速:0.01秒 Parameter 5CH 2/4 1 Shot CNT:60 shot 2 Fill Speed:8mm/s 4.2设定画面:5频道2/4画面 1.填充一次胶设定的点胶颗数:60颗2.胶水填充速度:8毫米每秒钟
固晶机工程师培训资料
一、目的:规范固晶机工程师日常工作,确保产品质量的提高及工作效率的提升。 二、对象:固晶机工程师 三、内容: 1.机械构成及维修 1.1 芯片控制器:由芯片工作台和推定器组成 芯片工作台主要由X、Y B马达和扩晶环固定座组成 X、Y马达控制Ahead晶片时,移到当前晶片位置马 达是控制晶片的旋转角度,当启动工作台启动旋转功能后 B马达开始工作,当Ahead当前晶片角度偏移量大于我们设定值时,B马达会 自动补偿角度偏差值。 推顶器主要由顶针、顶针帽、推顶马达和XY位置调整 螺丝组成,顶针是工作中顶起晶片,晶片离开蓝膜使吸嘴容易吸起晶片,顶针型号为0.022 X 10X 17MM,顶针的目 使用寿命为1KK,当顶针拆损或者达到使用寿命后需要及时更换。推顶马达是来顶起顶针,新更换顶针后,一般顶起主度不超过2300,如果顶起高 度小于2000 时,需调整推顶马达推顶位置,松开推顶马达固定推顶位置螺丝,可以用六角棒调整推顶初始位置。顶针帽是保护顶针受到外力损坏。XY 位置调整螺丝是用来调整顶针位置,使顶针顶起芯片在中心点。 工作夹具:由叠式载具、工作夹具、输入/输出升降机组成 叠式载具由Load Left Pin、Load right Pin、Separater 和下料盒马达组成,Load Left Pin 和Load right Pin 是用来调整支架接触时的中心点,一般中心点为22000,当马达失步时,需要对此中心点进行调整。Separater 是支架接触到Load Left Pin 和Load right Pin 后,用来分离支架,可以调整进出气压大小来调整Separater速度,X方向行程不可以调整,Y方向行程可以拆 开叠式载具面板,用六角扳手调整行程。下料盒马达是用来控制Load Left Pin和Load right Pin 动作,需定期对其进行保养,不然会造成下料不顺畅或者卡料。 工作夹具由Feed Pi n、In put Pin、Output Pin 和Output Kick 组成。进入Setup s Device In dex ing Setup调整送爪间的配合,Feed Pin和In put Pin主要影响支架送到点胶和固晶位置的初始点,Output Pin 主要影响Input Pin 和Output Pin 配合时拉杯位置的一致性。 输入/输出升降机进料口现在采用叠式载具,输入升降机主要应用在双晶片上面,故没有使用。输出升降机由 YZ两个马达构成,YZ马达错位或者中心点偏移会造成卡支架,需定期保养马达,以免造成声音异常和马达失步。 点胶注射器及焊头 点胶注射器由点胶盘、点胶盘马达、点胶头、点胶XYZ动作马达组成。点胶盘储存一定胶量,保证持续使用,要求点胶盘表面的平整性,使点胶有均匀性。点胶盘马达使用24V 电压,要求点胶盘阻力和点胶盘轴承阻力小,避免点胶盘马达线圈烧坏。点胶头把胶水从点胶盘点 到碗杯,点胶顶部长度为80um,一般使用掉1 / 3后需要更换点胶头,使点胶具有均匀性 和集中性。点胶XYZ动作马达是控制点胶头的动作过程,其定期保养。 焊头由吸嘴、焊臂、气体、马达组成。吸嘴是吸起晶片和固定晶片的作用,吸嘴使用的型号有 X 0.35 四种型号,根据不同的产品选择吸嘴,吸嘴寿命为连接部位的间隙为20um ,当人为撞坏焊臂时,须对此项进 为了保证马达正常,每个月需要对 0.10X0.3.13X 0.3、0.15X 0.3、0.175 500K。焊臂是核心部件,焊臂的
AD8930自动固晶机操作说明书(林学治)2
厦门华联电子有限公司光电事业部@分厂 AD8930自动固晶机操作指导书 拟制:审核:批准: 会签: 发布日期:2011-11-01 实施日期:2011-11-01 本文件属厦门华联电子有限公司所有 任何组织不得以未授权的方式使用本文件
目录 1. 设备介绍………………………………………………………………………………(3-4) 2. 安全操作注意事项 (4) 3. 开关机步骤……………………………………………………………………………(5-6) 4. 操作键盘及菜单各功能按钮介绍 (6) 5. 一般设定及编程步骤…………………………………………………………………(6-9) 6. 基本操作设定 (9) 6.1 吸嘴更换 (10) 6.2 顶针更换 (10) 6.3 银胶更换 (11) 6.4 芯片更换 (11) 6.5 抓晶、固晶三点一线调节………………………………………………………(12-13) 6.6 左右升降台参数设定……………………………………………………………(13-14) 6.7 点胶光学校正…………………………………………………………………(14-15) 6.8 装片光学校正…………………………………………………………………(15-16) 6.9 芯片PR设定……………………………………………………………………(16-18) 6.10芯片设定………………………………………………………………………(18-19) 7. 自动焊接………………………………………………………………………………(19-21)
AD8930自动固晶机操作指导书1设备介绍 1.1设备外观见如下图1。
自动固晶机(AD809-03)操作指南
自动固晶机(AD809-03)培训教材 编写刘永刚 培训目的: 让设备操作人员掌握正确的设备操作方法,以提升产品质量及生产效率。培训对象: 自动固晶机操作人员。 培训设备型号: AD809-03 培训内容: 一、开机: 1.打开气、电源(气压4-6Kg/cm2,电压220VAC); 2.依次打开主电源、马达、显示器、摄像机开关; 3.机台自检完成后(约2分钟),自动进入待机状态. 二、机台调校 1.装卸银胶鼓: 1.1 按MODE键进入主菜单,选择WHPAR,按ENTER键→12 → ENTER , 显示DISPEN,按上键(ADV)两次; 1.2 点胶头移开后,进行银胶鼓装卸操作; 1.3 按ENTER使点胶头复位,结束操作. 2.更换晶片环: 2.1 按MODE键进入AUTO菜单,选择NEW WAFER,按ENTER; 2.2 焊臂移开后,更换新的晶片环; 2.3 锁紧晶片环,按ENTER键,结束操作. 3.死位的调整(PICK POSN及BOND POSN): 3.1 松开吸咀帽; 3.2 在SET UP菜单下,选择BOND ARM,再选PICK POSN,将反光 片放 在吸咀下,在屏幕上选一参照点,按ADV键,两次经过参照点的数值(对 值)相加除以2,所得的数值,即为死位值; 3.3 将PICK POSN死位的数值加上667,即为BOND POSN的死 位值. 4.光点(三点一线)校正: 4.1 松开吸咀帽; 4.2 按MODE键,选择SETUP →ENTER →BONDHEAD → PICKLEVEL;
4.3 放置放光片于吸咀下,取下吸咀帽; 4.4 按CAMERA SET键,将屏幕切换到WAFER画面; 4.5 用镜头的XY向调整钮将十字线与光点对正; 4.6 盖上吸咀帽,按FNT#键,将焊臂复位,取出反光片,锁紧吸 咀帽; 4.7 选SETUP菜单,选择EJECTOR →EJECTOR UP LEVEL,将顶 针升起 用顶针XY调整钮调整顶针光点与十字线对正; 4.8 按FNT#键,将顶针复位. 5.步进调整: 5.1 确定固晶位置,在此处绘制电极参考框,作为步进调校之标准点 5.2 按MODE键,选择WHPAR→70→ENTER,直至出现IO=**; 5.3 将固晶压头Y叉抬起并锁定; 5.4 送一条支架到STOPPER位后,按ADV使勾爪复位 5.5 按ENTER键,显示IL=**,按ADV&RTD,使勾爪压下时刚好在第 八颗位置的两脚之间; 5.6手动将第八颗位置送至固晶压头Y叉位,按ENTER,显示OL=**, 按ADV&RTD使勾爪压下时刚好在第一颗位置的两脚之间; 5.7按ENTER键至出现WHPAR,按MODE返回主菜单. 此之调校为WH70项调整,即粗调,后要调校WH72项参数 5.8 自动送入一条支架,观察其位置 5.9 固晶位置X方向偏移 按MODE键,选择WHPAR→72→ENTER 此参数中 XBD控制支架前6颗偏移,按ADV&RTD调整。 此参数中XRI 控制支架后6颗偏移,按ADV&RTD调整。 中间支架偏移调整压轮力度大小。\ 5.0固晶位置Y方向偏移 按MODE→WHPAR→18→ENTER→ADV→输入移动步长→按ADV&RTD调整; 按ENTER结束; 6.晶片PR的设定: 6.1 按MODE键,选择SETUP→PR SYSTEM→LOAD IMAG,调整晶片 黑白对比度,按ENTER键结束; 6.2 进入SEARCH RANGE选项,调整合适的搜索范围; 6.3 进入CALIBRATION选项,作晶片PR校正; 6.4 按MODE键,选择SETUP→ENTER→X-Y TABLE→TEACH PITCH, 按提示设定晶片的X Y间距(如图所示):
固晶胶使用方法
银胶和绝缘胶使用 1、使用说明: (1)贮存说明: ①-5—-40℃冰箱内保存; ②贮存期限:6个月; (2)解冻说明: ①导电银胶或绝缘胶解冻条件:在室温条件下,瓶装和针筒装解冻时间30分钟。 ②解冻完成后,将针筒内的银胶移入瓶内进行搅拌,搅拌必须是同一方向,时间不得低于20分。 ③解冻次数:每小瓶银胶回温不得超过五次。 ④解冻必须在常温20℃-25℃下进行,当室温低于20℃,解冻必须使用台灯(注:钨丝灯泡60W)。 (3)使用说明: ①使用时间:导电银胶(826-1和84-1)24小时,绝缘胶(EP-1000)72小时。 ②使用环境:温度20-25℃湿度30-70%RH 。 ③瓶装银胶解冻搅拌完成后,给机台加入适量的银胶,应马上密封放入冰箱贮存,延误时间最长不得超过30分钟。 ④搅拌后的银胶,必须马上加入胶盘,如果延误时间超过30分钟,应重新搅拌,且时间不得低于10分钟。 ⑤银胶加入胶盘后,必须时刻让胶盘时刻保持转动,如果胶盘停止转动超过30分钟,应更换银胶清洗胶盘。 ⑥固晶后的材料尽量在一小时内进烘箱固化,最长不得超过两小时。 2、注意事项: (1)每天生产所使用的银胶或绝缘胶,必须由领班或代班分发和回收(一定是常温解冻过的)。 (2)解冻前,请将针筒或罐子直立解冻,直至完全达到解冻时间才可使用。 (3)加胶前,切记将针筒或罐子上的水气或水珠擦拭干净。 (4)在加胶过程中,胶量不宜加入太多,大约控制在当天所使用的范围内。(注:调胶槽饱满即可) (5)使用当天不得将银胶反复解冻或冷冻,此举动可能造成胶产生气泡,胶干
或胶分离现象。 (6)当导电银胶出现拉丝现象,无论导电银胶使用时间长短都要更换。 (7)停止固晶时,要保证胶盘一直转动,如果导电银胶的胶盘在机台停止转动半小时以上,必须更换导电银胶和清洗胶盘。 (8)加胶完毕,必须立刻把胶罐放入冰箱,延误时间最长不得超过半小时,并认真真实记录好冰箱温度。 3、点银胶 (1)备银胶:从冰箱中取出银胶,室温解冻30分钟,待完全解冻后,搅拌均匀(约20-30分钟)将其装入点胶注射器内。 (2)将排好的支架放到夹具上(一个夹具放25支),再用拍板拍平,然后进行点胶。 (3)将排好的夹具放到显微镜下,将显微镜调到最佳位置(调节显微镜高度放大倍数,使下方支架顶部固晶区清楚)。 (4)调节点胶机时间为0.2-0.4秒,气压表旋钮0.05-0.12Mpa ,再调节点胶旋钮,使出胶量合乎标准。 (5)用点胶针头将银胶点到支架(碗部)中心。 (6)重复5的动作,按竖直方向点完一排支架,再向右移动点临近之竖直方向一排支架。 (7)重复6的动作,点完夹具的全部支架。 4、备注: 点银胶量要适度,固晶时银胶能包住晶片,晶片四周银胶高度在晶片高度的1/3以上,1/4以下;银胶要点在固晶区中间(偏心距离小于晶片直径的1/3);多余的银胶沾在支架或其他地方要用软纸擦干净。
AD862MH固晶操作说明书
操作手冊 AD862H/MH 文件號: MN-E00366COP-XX 修訂本: A 本手冊之內容, 若經修改, 恕不另行通知。如中、英文版本有任何歧異之處, 皆以英文版本爲準。
ASM O ffice (Worldwide) 全球業務及維修中心 Should you have any inquiry about machine setup/operation, please contact the ASM office nearest to your area for assistance. 若有任何有關機器的設定或操作的查詢,請與你所在地最近的ASM 辨事處聯絡。 Singapore 新加坡 ASM TECHNOLOGY SINGAPORE PTE LTD (HEADQUARTERS 總部) 2 Yishun Avenue 7, Singapore 768924 Tel : 65-6752 6311 Fax : 65-6758 2287 China 中國 ASM MICROELECTRONICS TECHNICAL SERVICES (SHANGHAI) CO., LTD Shanghai Office 上海辦事處 2/F, No.55 Qing Yun Road, Shanghai Zhangjiang Hi-Tech Park, Shanghai, PR China 上海市張江高科技園區 青雲路55 號二層Post Code/郵編:201203 Tel : 86-21-5080 5465 Fax : 86-21-5080 5467 Suzhou Office 蘇州辦事處 Block A #05-03/06, No.5 Xing Han Street Suzhou Industrial Park, Suzhou, PR China 蘇州市蘇州工業園星漢街五號A 幢05-03/06 室 Post Code/郵編:215021 Tel : 86-512-6762 6278 Fax : 86-512-6762 6378 Tianjin Office 天津辦事處 Room 704-706, Da An B Building, No 41 You Yi Road He Xi District, Tianjin, PR China 天津市河西區友誼路41 號大安大廈 B 座704-706 室Post Code/郵編:300211 Tel : 86-22-5881 3008 Fax : 86-22-5881 3009 Chengdu Office 成都辦事處 Room D348, Chengdu High-Tech Zone Innovation Service Centre, Chengdu, PR China 成都高新區西芯大道4號創新中心西區孵化園D348 Post Code/郵編:611731 Tel : 86-28-8784 6551 Fax : 86-28-8784 6562 Xiamen Office 廈門辦事處 Room B, 31/F, Bi Li Da Building No. 22 Lv Ling Road, Xiamen, PR China 廈門市呂岭路22 號必利達大廈31B 室 Post Code/郵編:361009 Tel : 86-592-5509 125 Fax : 86-592-5509 121 Shenzhen Office 深圳辦事處 4th Floor, Plant 2, Catic Shahe Industrial Area, Qiaoxiang Road, Nanshan District, Shenzhen, PR China 深 圳南山區僑香路中航沙河工業區(北區) 2號樓4層東Post Code/郵編:518053 Tel :86-755-8830 8533 Fax :86-755-8344 6245 Dong Guan Office 東莞辦事處 Room A7-A11, A Block, 4th Floor Tai'an Square Dongshen Road, Dongguan City, Zhang Mu Tou Town, Dongguan, PR China 中國東莞市樟木頭鎮東深公路大道泰安廣 場 A 棟四樓A7-A11 Post Code/郵編:523620 Tel : 86-769-712 5600 Fax : 86-769-712 5601 Nanchang Office 南昌辦事處 Room 1402-4, Jiangxin Guoji Jiayuan Yinzuo, No. 85 Jiefangxi Road, Qingyunpu District Nanchang, PR China 江西省南昌市解放西路85 號 江信國際嘉園銀座大廈1402-1404 Post Code/郵編:330002 Tel: 0791-8820 1517 Fax: 0791-8820 7178 Hong Kong 香港 ASM PACIFIC (HONG KONG) LTD. 4/F Watson Centre, 16-22 Kung Yip Street Kwai Chung, Hong Kong 先進太平洋(香港) 有限公司香港葵涌工業街16-22 號屈臣 氏中心 4 樓 Tel : 852-2619 2000 Fax : 852-2619 2118/9 Europe 歐洲 ASM ASSEMBLY PRODUCTS B.V. Weltevreden 4 A 3731 AL De Bilt The Netherlands Tel : 31-30-8906310 Fax : 31-30-8906320 Japan 日本 ASM ASSEMBLY TECHNOLOGY CO LTD 5F, Tachikawa F-Bldg, 1-7-18 Nishiki-Cho, Tachikawa-Shi Tokyo 196-0022, Japan Tel : 81-42-521 7751 Fax : 81-42-521 7750 Korea 韓國 ZEMOS KOREA INC. / ASM PACIFIC KOR LTD. Seoul Office 3F, 628-6, Deung Chon Dong Kangseo Gu, Seoul 157-030, Korea Tel : 82-2-538 5900 / 82-2-2659 4174 Fax : 82-2-561 5905 / 82-2-2659 4216 Gwangju Office Rm 501, 5F., Hi-Tech Center, 958-14 Daechon-dong, Buk-gu, Gwangju 500-470, KOREA Tel : 82-62-973 4174 Fax : 82-62-973 4216 Malaysia 馬來西亞 ASM ASSEMBLY EQUIPMENT MALAYSIA SDN BHD Penang Office Bayan Point, Block A, No. 15-1-23, 15-1-24 Medan Kampung Relau 11900 Penang, Malaysia Tel : 604-644 9490 Fax : 604-645 1294 Muar Office 1, Tingkat Satu, Jalan Warisan 1 Taman Warisan, Jalan Junid 84000, Muar, Johor, Malaysia Tel : 606-951 5713 Fax : 606-951 5786 Ipoh Office 24A, Jalan Medan Ipoh 1B, Medan Ipoh Bistari, 31400 Ipoh Perak, Malaysia Tel : 605-5423991 / 5423993 Fax : 605-5423992 Petaling Jaya office B-1-12, Jalan SS6 / 20, Dataran Glomac, Pusat Bandar Kelana Jaya, 47301 Petaling Jaya. Malaysia Tel.: 603-78064942 / 78064943 Philippines 菲律賓 EDGEWARD DEVELOPMENT LIMITED 2108, Prime Street, Corner Enterprise Street Madrigal Business Park, Alabang Muntinlupa City, Philippines 1770 Tel : 63-2-850 4543 Fax : 63-2-850 4547 Taiwan 台灣 ASM ASSEMBLY AUTOMATION (TAIWAN) BRANCH Taipei Office 10F, No. 530, Sec. 2, Chung Shan Road Chung Ho City Taipei Hsien, Taiwan 台北分公司 235 中和市中山路2 段530 號10 樓 Tel : 886-2-2227 3388 Fax : 886-2-2227 3399 Taichung Office 8F-1, No. 135, Sec 2 Chung Shan Road, Tantzu Taichung, Taiwan 台中分 公司 427 台中縣潭子鄉中山路2 段135 號8 樓之1 Tel : 886-4-2535 6390 Fax : 886-4-2535 6820 Kaohsiung Office No. 4-2, East 3 Road Street, N.E.P.Z. Kaohsiung, Taiwan 高雄分公司 811 高雄市楠梓加工出口區東三街4-2 號 Tel : 886-7-367 6300 Fax : 886-7-367 6399 Hsin Chu Office 1F, No. 7, Lane 91, Dongmei Road Hsin Chu, Taiwan R.O.C. 新竹分公司 新竹市東美路91 巷7 號 1 樓 Tel : 886-3-573 3750 Fax : 886-3-573 3551 Thailand 泰國 ASM ASSEMBLY EQUIPMENT BANGKOK LTD. 51/3, Vibhavadi Tower, 18/2 Floor Ngamwongwan Road, Ladyao, Chathuchak Bangkok 10900, Thailand Tel : 66-2-941 3181/2 Fax : 66-2-941 3183 U.S.A. 美國 ASM PACIFIC ASSEMBLY PRODUCTS INC. Phoenix Office 3440 East University Drive, Phoenix Arizona 85034-7200, U.S.A. Tel : 1-602-437 4760 Fax : 1-602-437 4630 West Regional Office 97 East Brokaw Road, Suite 100, San Jose California 95112-4209, U.S.A. Tel : 1-408-451 0800 Fax : 1-408-451 0808 ii