手工钨极氩弧焊焊接作业指导书
手工钨极氩弧焊焊接作
业指导书
手工钨极氩弧焊焊接作业指导书
一、焊接接头及坡口形式
焊接接头主要有对接接头、角接接头两种型式。
为保证对接接头的焊件能够焊透,常将焊件接头边缘加工成V型坡口。坡口除保证焊透外,还能起到调节母材金属和填充金属比例的作用,由此可以调整焊缝的性能。
二、管道焊前准备
1、焊接工艺评定及焊工考试
焊接工艺评定试验时制定合理工艺的基础,是指导生产的依据,压力管道焊接前必须进行焊接工艺评定。从事压力管道氩弧焊的焊工,必须按《特种设备焊接操作人员考核细则》进行考试,取得焊工合格证后,方能在有效期内担任合格项目范围内的压力管道焊接工作。
2、压力管道的焊接全过程,均在焊接责任工程师的指导下进行,焊接责任工程师和其他焊接技术人员,应承担管道工程的总体计划、管理和技术指导
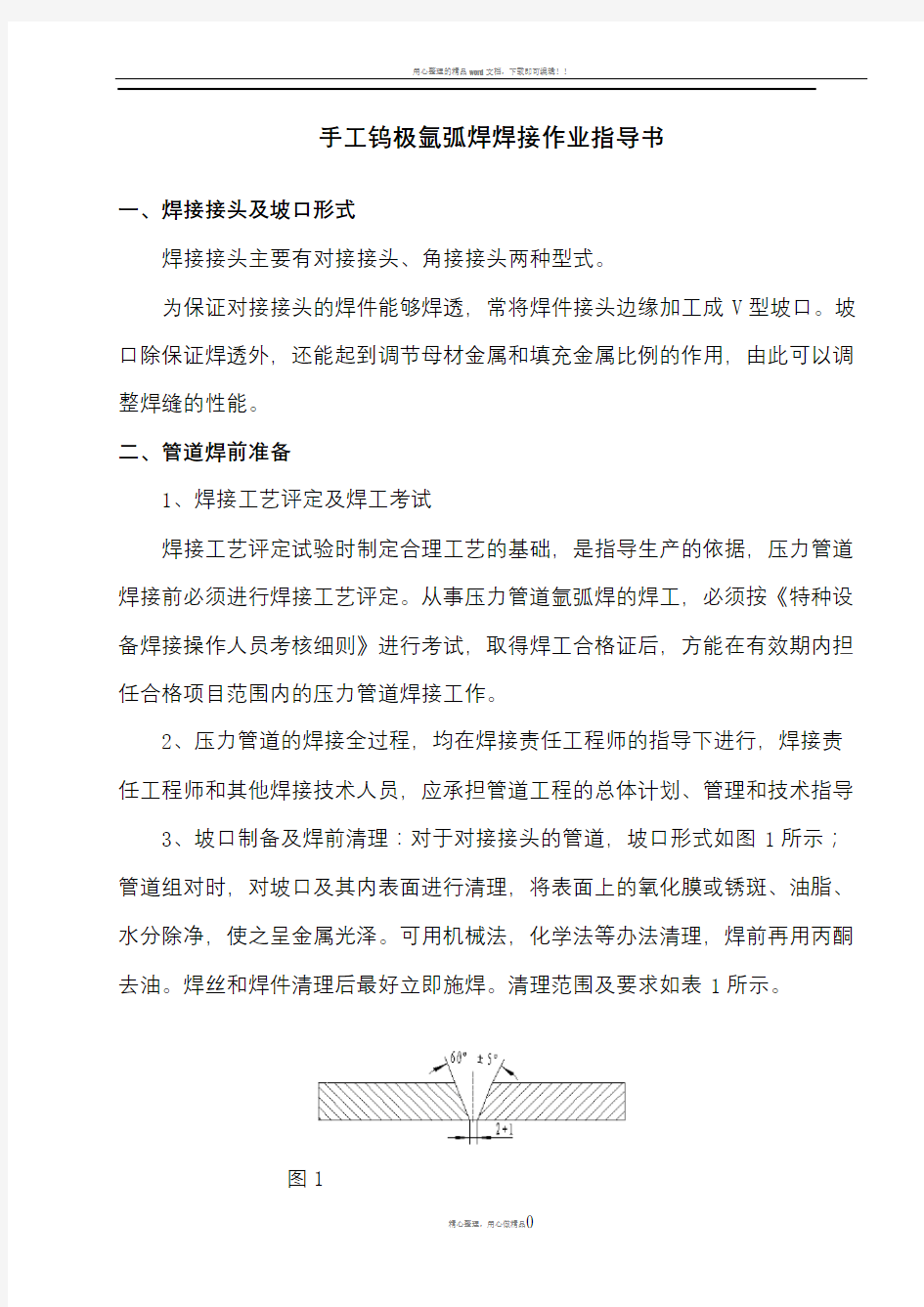
3、坡口制备及焊前清理:对于对接接头的管道,坡口形式如图1所示;管道组对时,对坡口及其内表面进行清理,将表面上的氧化膜或锈斑、油脂、水分除净,使之呈金属光泽。可用机械法,化学法等办法清理,焊前再用丙酮去油。焊丝和焊件清理后最好立即施焊。清理范围及要求如表1所示。
图1
表1:坡口及其内表面进行清理要求
4、定位焊:定位焊应采用手工钨极氩弧焊工艺,采用与根部焊道相同牌号的焊丝,并具有相应资格的合格焊工施焊。定位焊焊缝应直接焊在坡口内,公称直径不大于100mm的管道对接口,可用定位焊焊接两处。定位焊缝的长度、厚度,应能保证焊缝在正式焊接过程中不致开裂。定位焊缝不得有裂纹、气孔等缺陷,否则应清除缺陷后重焊。
5、管内充氩气保护:奥氏体不锈钢管道手工钨极氩弧焊时,管内应充氩气保护,以防止管内侧焊缝金属氧化,保证管内侧焊缝的质量。
三、焊接参数规范
1、焊接电流
这是钨极氩弧焊的主要规范参数,它可根据焊件厚度选定。随着电流的增大(或减小),熔深和熔宽相应增大(减小),而加强高减小(或增大)。当焊接电流过大时,容易产生烧穿、焊缝下陷和咬边等缺陷,而且还会导致钨极烧损,造成电弧和夹钨缺陷。反之,当电流过小时,会使电弧燃烧不稳和偏吹,还容易产生未焊透和气孔等缺陷。
2、电弧电压
随着电弧电压的增加(或减小),焊缝宽度将会稍有增加(或减小)而熔深有所下降(或稍微增加)。电弧电压太大时,由于气体保护不好,会使焊缝
氧化和产生未焊透缺陷。所以应尽量采用短弧焊接,这样气体保护效果好,热量集中,电弧燃烧稳定,焊缝均匀,焊件变形也小。
3、喷嘴直径
喷嘴直径的大小将直接影响保护区的范围,但直径过大,即浪费氩气,又妨碍操作。直径过小,则保护不良,使焊缝质量下降,容易烧坏喷嘴。一般按下列经验公式确定。
D=(2.5-3.5)d
式中:D=—喷嘴直径 mm
d=—钨极直径mm
4、氩气流量
氩气流量太小时,不仅浪费氩气还会产生紊流,将空气卷入保护区,降低保护效果,易产生气孔和氧化现象。而流量太小时,气流“挺度”减弱,空气也易侵入熔池产生与上述相同的危害性。因此,流量应选择适当,一般可按下列经验公式确定。
Q=KD
式中: Q—氩气流量 L/min
D—喷嘴直径 mm
K—系数 K=0.8-1.2
大喷嘴K取上限,小喷嘴K取下限。
3~4mm不锈钢管焊接参数
四、手工钨极氩弧焊工艺
1、运弧
手工钨极氩弧焊后的焊接方向一般由右向左,环缝由下向上。焊炬应与焊件表面保持70°~85°夹角,焊丝置于熔池前面或侧面,并与焊件表面成15°~20°夹角。
焊接时,在不防碍操作的情况下,应尽量采用短弧焊。一般弧长为4-
7mm。焊嘴和焊件表面间距不应超过10mm。
2、应严格执行焊接作业指导书或焊接工艺规程,严禁在坡口之外的母材表面引弧和试验电流,且不宜直接接触引弧,放置焊缝产生夹钨。收弧时应将弧坑填满,防止引起弧坑裂纹。
3、焊接:焊接电源应用直流电源,极性为直流正接,钨极接焊机的负极。
焊丝的选用应根据设计规定,选用焊缝金属力学性能和化学成分与母材相当的焊丝,当设计无规定时,应符合GB50236-1998附录D的规定。超低碳不锈钢管道应选用相匹配的超低碳不锈钢焊丝。
4、焊接时应预先通气(包括管内通气),焊后应滞后断气,以保证引弧与熄弧处焊缝的质量。
5、焊接过程中应保证焊接熔池得到氩气充分有效的保护。焊丝高温端应在氩气保护区内,添加焊丝时要避免焊丝与钨极间产生电弧而扰乱氩气保护。
6、除工艺或检验要求需分次焊接外,每一道口应一次连续焊完。因故中断焊接时,应采取防止产生裂纹的措施。再次焊接前应仔细检查已焊焊缝,确认无裂纹后,方可按原施焊工艺继续施焊。
7、酸性钝化处理:经检验合格的管道焊接接头,当设计文件要求对焊缝及其热影响区表面进行酸性钝化处理时,对焊缝及其热影响区表面的变色区进行酸性钝化处理,特别是冲水清洗时,必须采用相应的有效措施,以防止酸液对邻近管道及管架等钢结构物的腐蚀,并尽量做好废水的回收和处理工作,防止污染污染。
五、氩弧焊的安全操作技术
1)熟知氩弧焊操作技术,工作前穿戴好劳动防护用品,检查焊接电源、控制系数的接地线是否可靠。将设备进行空载试运转、确认其电路、水路、气路畅通,设备正常时,方可进行作业。
2)氩弧焊会产生臭氧和氮氧化物等有害气体及金属粉尘,因此作业场地应加强自然通风,对于固定作业台可装置固定的通风装置。
3)氩弧焊时,弧光的辐射强度比焊条电弧焊强的多,因此,要加强防护措施。
4)应尽量采用无放射性的铈无极,若采用钍钨棒作为电极时,会产生放射性,应有固定的专用储存设备。在大量存放钍钨棒时,放射剂量很大,因此需存放在铅盒内。磨削钍钨极棒时,砂轮机罩壳应有吸尘装置,操作人员应戴口罩。
5)工作结束后,要切断电源,认真检查现场,在确认安全后,方可离开作业现场。
6)氩气瓶的使用应遵守《安全检查规程》的规定。