照明灯具标注方法
照明灯具标注方法
一般标注方法:
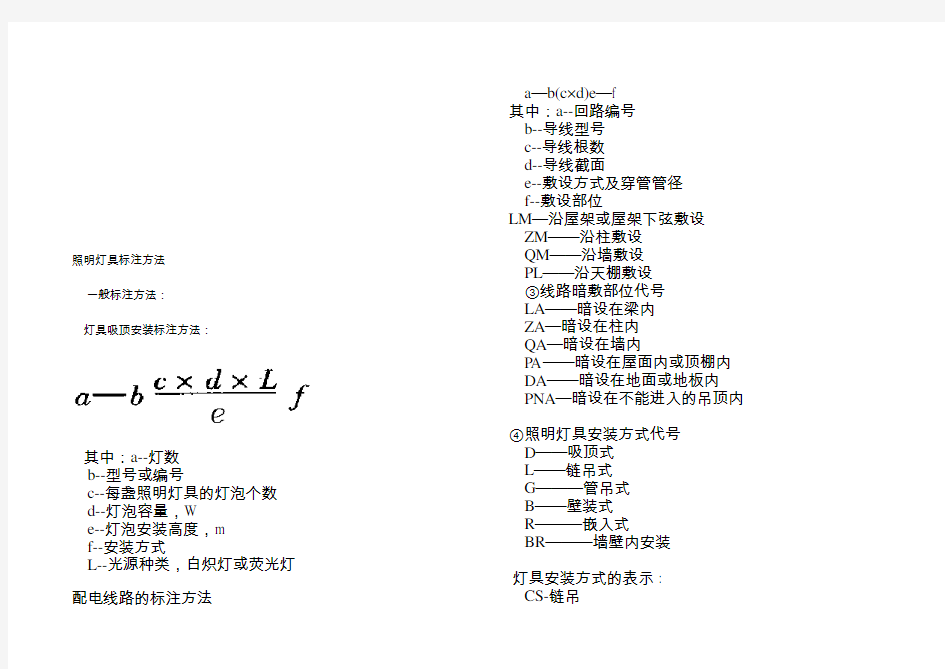
灯具吸顶安装标注方法:
其中:a--灯数
b--型号或编号
c--每盏照明灯具的灯泡个数
d--灯泡容量,W
e--灯泡安装高度,m
f--安装方式
L--光源种类,白炽灯或荧光灯配电线路的标注方法
a—b(c×d)e—f
其中:a--回路编号
b--导线型号
c--导线根数
d--导线截面
e--敷设方式及穿管管径
f--敷设部位
LM—沿屋架或屋架下弦敷设ZM——沿柱敷设
QM——沿墙敷设
PL——沿天棚敷设
③线路暗敷部位代号
LA——暗设在梁内
ZA—暗设在柱内
QA—暗设在墙内
PA——暗设在屋面内或顶棚内DA——暗设在地面或地板内PNA—暗设在不能进入的吊顶内④照明灯具安装方式代号D——吸顶式
L——链吊式
G———管吊式
B——壁装式
R———嵌入式
BR———墙壁内安装
灯具安装方式的表示 :
CS-链吊
DS-管吊
W-墙壁安装
C-吸顶
R-嵌入
S-支架
CL-柱上
线路敷设方式代号
PVC——用阻燃塑料管敷设
DGL——用电工钢管敷设
VXG——用塑制线槽敷设
GXG——用金属线槽敷设
KRG——用可挠型塑制管敷设线路敷设方式标注
PR 塑料线槽敷设
PC 硬制塑料管敷设
FPC 半硬制塑料管敷设
SC 薄电线管敷设
RC 水煤气管敷设
MR 封闭式金属线槽敷设
CT 电线桥架或托盘敷设
K 瓷瓶或拄式绝缘子敷设
PCL 塑料夹敷设
CP 蛇皮管/金属软管敷设
QR 铝合金线槽敷设
PL阻燃半硬聚乙烯管敷设AL 铝皮线卡敷设
SR 沿钢索敷设
BE 沿屋架或跨屋架敷设
CLE 沿柱或跨柱敷设
WE 沿墙面敷设
ACE 能进入的吊顶内敷设
CE 沿顶棚面或顶板面敷设
BC 暗敷设在梁内
CLC 暗敷设在柱内
WC 暗敷设在墙内
FC 暗敷在地面
CC 暗敷在顶板内
ACC 暗敷在不能进人的吊顶内
穿焊接钢管敷设:SC
穿电线管敷设:MT
穿硬塑料管敷设:PC
穿阻燃半硬聚氯乙烯管敷设:FPC
电缆桥架敷设:CT
金属线槽敷设:MR
塑料线槽敷设:PR
用钢索敷设:M
穿聚氯乙烯塑料波纹电线管敷设:KPC 穿金属软管敷设:CP
直接埋设:DB
电缆沟敷设:TC
导线敷设部位的标注
沿或跨梁(屋架)敷设:AB
暗敷在梁内:BC
沿或跨柱敷设:AC
暗敷设在柱内:CLC
沿墙面敷设:WS
暗敷设在墙内:WC
沿天棚或顶板面敷设:CE
暗敷设在屋面或顶板内:CC
吊顶内敷设:SCE
地板或地面下敷设:F
怎样看室内照明电气施工图
一、室内电气工程的组成:指供电和用电工程、外线工程、变配电工程、室内配线工程、电力工程、照明工程、防雷工程、接地工程、发电工程和弱点工程(消防报警|广播、电话|闭路电视、互联网等)
二、室内电气施工图的作用、组成、特点
1、图纸的作用:说明电气工程的构成和功能,描述电气工程的工作原理,提供安装技术数据和使用维护的依据。
2、图纸的组成:设计说明、电气系统图、电气平面图、设备布置图、安装接线图、电气原理图、详图等。
3、图纸的特点:
各种装置或设备中的元部件都不按比例绘制它们的外形尺寸,而是用图形符号表示,同时用文字符号、安装代号来说明电气装置和线路的安装位置、相互关系和敷设方法。
三、室内配电线路的表示方法
1、电气照明线路在平面图中采用线条和文字标注相结合的方法,表示出线路的走向、用途、编号、导线的型号、根数、规格及线路的敷设方式和敷设部位。
2、线路配线方式及代号(斜线后为英文字母代码):分为明敷(M)和暗敷(A)。
塑料夹VJ/PCL
夹板配线瓷夹CJ/PL
金属线槽配线GC/MR
槽板配线
塑料线槽配线VC/ PR
钢管配线DG/SC(G)
线路具体配线方式线管配线硬塑料管配线VG/PC
软管RG/
瓷瓶配线CP/K
钢索配线S/M
电缆桥架配线QJ/CT
3、线路敷设部位及代号:
部位代号部位代号
地面(板) D 墙Q
柱Z 梁L
顶棚P
4、导线的类型及代号:
类型项目类型代号类型
代号
线芯材料铜芯导线(一般不标注) T 铝芯导线L
绝缘种类聚氯乙烯绝缘V 橡胶绝缘X 氯丁橡胶绝缘XF 聚乙烯绝缘Y
内护套聚氯乙烯套V 聚乙烯套Y
其它特征绝缘导线、平行 B 双绞线S 软线R
常见导线型号
型号名称
BXF(BLXF)氯丁橡胶绝缘铜(铝)芯线
BX(BLX)橡胶绝缘铜(铝)芯线
BXR 铜芯橡胶软线
BV(BLV)聚氯乙烯绝缘铜(铝)芯线
BVR 聚氯乙烯绝缘铜(铝)芯软线
BVV(BLVV)铜(铝)芯聚氯乙烯绝缘和护套线RVB 铜芯聚氯乙烯绝缘平行软线
RVS 铜芯聚氯乙烯绝缘绞型软线
RV 铜芯聚氯乙烯绝缘软线
RX、RXS 铜芯、橡胶棉纱编织软线
5、导线根数的表示方法:只要走向相同,无论导线的根数多少,都可以用一根图线表示一束导线,同时在图线上打上短斜线表示根数;也可以画一根短斜,在旁边标注数字表示根数,所标注的数字不小于3,对于2根导线,可用一条图线表示,不必标注根数。
6、导线的标注格式:
导线根数导线截面敷设部位敷设管径导线型号线路编号
a-b-c×d-e-f
例:N1- BV -2×2.5+PE2.5-DG20-QA
其中:N1 表示导线的回路编号
BV 表示导线为聚氯乙烯绝缘铜芯线
2 表示导线的根数为2
2.5 表示导线的截面为2.5mm2
PE2.5 表示1根接零保护线,截面为2.5mm2
DG20 表示穿管为直径为20mm的钢管
QA 表示线路沿墙敷设、暗埋
四、照明电器的表示方法
照明电器由光源和灯具组成。
灯具在平面图中采用图形符号表示。在图形符号旁标注文字,说明灯具的名称和功能。
1、光源的类型及代号
光源的类型及代号
光源的类型拼音代号英文代号
白炽灯 B IN
荧光灯Y FL
卤(碘)钨灯L IN
汞灯G Hg
钠灯N Na
氖灯Ne
电弧灯ARC
红外线灯IR
紫外线灯UV
2、灯具的类型及代号
灯具的类型拼音代号英文代号普通吊灯P
壁灯 B
花灯H
吸顶灯 D
柱灯Z
卤钨探照灯L
投光灯T
工厂灯G
防水、防尘灯 F
陶瓷伞罩灯S 3、照明电器安装方式及代号
安装方式拼音代号英文代号
线吊式X CP
链吊式L CH
管吊式G P
壁吊式 B W
吸顶式 D C
吸顶嵌入式DR CR
嵌入式BR WR
五、电力及照明设备的表示方法
电力及照明设备包括配电箱、灯具、开关插座等
表示方法为:
1、电力及照明设备在平面图中采用图形符号表示,并在图形符号旁标注文字,说明设备的名称、规格、数量、安装方式、离开高度等。
2、电力及照明设备的标注格式:
a 或a-b-c
设备编号
设备型号
设备功率
当需要标注引入导线时格式为:
例:X2
其中:X2 表示配电箱编号
表示配电箱的型号
12 表示配电箱的功率
表示配电箱的进箱导线代号
3、开关及熔断器的标注格式:
a 或a-b-c/i
设备编号设备型号整定电流额定电流
当需要标注引入导线时格式为:
a
例: 3
其中: 3 表示开关编号
HH3-100/3 表示开关的型号
100 表示开关的额定电流为100A 80 表示开关的整定电流为80A 4、照明灯具的标注格式:
a- b f 其中: a 灯具数量
b 灯具型号
c 每盏灯具内的灯泡(灯管)数量
d 每个灯泡(灯管)的功率
e 灯具安装高度
f 安装方式
l 光源种类(可省略不写)
例:4-YG-2 L
其中:4 灯具数量
YG2 灯具型号
2 每盏灯具内的灯泡(灯管)数量
4 每个灯泡(灯管)的功率
2.5 灯具安装高度2.5米
L 吊链安装方式
一般来说,室内照明线路的看图顺序是:设计说明系统图平面图接线图原理图等。从设计说明了解工程概况,本图纸所用的图形符号,该工程所需要的设备、材料型号、规格和数量等;然后再看系统图、平面图、接线图和原理图,看图时,平面图和系统图要结合起来看,
电气平面图找位置,电气系统图找联系;安装接线图与原理图结合起来看,安装接线图找接线位置,电气原理图分析工作原理。
中心孔的标准方法(GB4459.5-1999)
本文根据GB4459.5-1999 等资料撰写。 中心孔的分类 中心孔的形式标记示例标注说明R (弧形) 根据 GB145 选择中 心 钻GB/T 4459.5-R3.15/6.7 D=3.15mm D1=6.7mm A (不带保护锥) 根据 GB145 选择中 心 钻 GB/T 4459.5-A4/8.5 D=4mm D1=8.5mm B (带保护锥) 根据 GB145 选择中 心 钻 GB/T 4459.5-B2.5/8 D=2.5mm D1=8mm C (带螺纹)GB/T 根据 GB145 选择中心 4459.5-CM10L30/16.3 钻 D=M10 L=30mm D2=16.3mm
符号的尺寸及其各部分的比例关系如图 1。 1 d'= h 10 H 1=1.4h h=字体高度 a-标注中心孔符号 的区域 b-零件轮廓的图线 粗度 在图样上的标注 对于已经有相应标 准规定的中心孔,在图样中可不绘制详细结构,只需注 中心孔的符号 为了表达在完工的零件上是否保留中心孔的要求,可采用下表中规定的要求 符号 标注示例 解释 在完工的零 件上要求保 留中心孔 要求做出B 型中心孔 D=2.5 D 1=8 在完工的 零件上要求保留 在完工的零 件上可以保 留中心孔 用 A 型中心孔 D=4 D 1=8.5 在完工的零 件上是否保留都可 以 在完工的零 件上不允许 保留中心孔 用 A 型中心孔 D=1.6 D 1=3.35 在完工的零 件上不允许保留 图1
出其代号,如表所示。如同一轴的两端中心孔相同,可只在其一端标出, 但应注出其数量(图 2)。 图2 如需指明中心孔的标准代号时,则可标注在中心孔型号的下方(图 3, 4)。 中心孔工作表面的粗糙度应在引出线上标出(图 5、图6),表面粗糙度 的 上限值为 1.25μm。 以中心孔的轴线为基准时,基准代(符)号可按图 5、图6 的方法标注。 图3 图4 图5 图6
cad公差标注方法
Auto CAD标注尺寸公差的方法 Notation methods of the dimension tolerance make used of the Auto CAD 江桂兰熊旭平 (平顶山工业职业技术学院河南平顶山467001) 摘要:零件图中的尺寸公差标注有各种形式,通过实例介绍利用计算机辅助设计CAD技术标注各种尺寸公差的方法 关键词:计算机辅助设计;Auto CAD;尺寸公差 0引言 美国Autodesk公司从1982年12月开始推出计算机辅助设计与绘图软件AutoCAD,从AutoCADR1.0起到目前AutoCAD2007功能日趋完善,深受广大工程技术人员的欢迎。 国家标准GB4458-84《机械制图》对零件图线性尺寸公差的标注式样,规定有3种:公差代号标注、极限公差标注、同时标注公差代号和极限偏差。本文介绍了利用计算机辅助设计与绘图软件(Auto CAD)标出符合国家标准的尺寸公差的方法。 1、标注公差带代号 根据尺寸注法(GB/T4458.4-1984和GB/T16675.2-1996)利用“标注样式管理器”建立正确尺寸标注样式,在此基础上,可用下列方法之一进行标注。 方法一:使用输入尺寸文本标注 在执行线性尺寸标注命令后,从尺寸标注提示 中选择文字(T)输入尺寸文本而替代测量值。 (即%%C20f7)→回车,用光标确定尺寸位置。 方法二:利用“编辑标注”按钮编辑尺寸 在执行线性尺寸标注命令后,调出“编辑标注” 图 1 标注公差带代号命令,从标注编辑类型中选择新建(N),弹出“多行文字编辑器”对话框,在<>符号前输入%%C,符号后输入f7,单击[确定],选择已标注的线性尺寸→回车。 方法三:利用“特性”对话框编辑尺寸 在执行线性尺寸标注命令后,双击已标注的线性尺寸,弹出“特性”对话框,在[文字替代]输入%%C20f7后,关闭“特性”对话框。 方法四:利用“替代当前样式”标注 调出“标注样式管理器”对话框,选择“替代当前样式”,在“主单位选项卡”对话框中[前缀]输入%%C;[后缀]输入f7 。执行线性标注命令标注尺寸。 2、标注极限偏差 方法一:使用输入尺寸文本标注 在执行线性尺寸标注命令后,从尺寸标注提 示中选择多行文字(M),弹出“多行文字编辑 器”对话框,在<>符号前输入%%C,符号后输 入-0.020^-0.041并且选取进行堆叠,单击
图纸明细栏各种材料标注方法
4产品图样材料标注示例(2006) 简易前言:本文列举了各种材料在工程图纸明细栏中的标注方法。 简易目录: 一、型钢等常用材料; 二、标准件; 三、电镀与化学处理; 四、未注公差; 五、强检要求及关重特性 一、常用材料标注示例 1、型钢 (1)热轧圆钢和方钢 优质钢普通钢 圆(方)钢 20-2 GB/T 702-86 35 GB/T 699-99 圆(方)钢 20-2 GB/T 702-86 Q235A GB/T 700-88 注:1、20表示圆钢直径(方钢边长),2表示直径精度等级(分1,2,3组,1组为最高精度)35、Q235A表示材料牌号 2、GB/T 702-86的规格范围为5.5~250。 (2)冷拉圆钢、方钢和六角钢 冷拉圆(方、六角)钢 11-20GB/T 905-94 35 GB/T 3078-94 注:20表示圆钢直径、方钢边长、六角钢对边长,11表示直径精度级别,35表示材料牌号 2、钢板 (1)按材质优质钢或普通钢、轧制冷或热、规格薄或厚分别标注:
注: 2.0、8等表示钢板厚度,A表示厚度精度等级(分A、B两级,A级为高精度等级,选B级则不标注),Ⅱ表示钢板质量级别,S表示拉延级别(Z-最深、S-深拉延、P-普通)20、Q235A表示材料牌号薄厚分界:薄板0.5 mm~4 mm,厚板4 mm~200 mm GB/T 708-88为冷轧板规格标准(厚度0.2 mm~5.0 mm) (2)不锈钢冷轧钢板: 1.0 GB/T 708-88 钢板 1Cr18Ni9 GB/T 3280-92 (3)深冲压钢板: 油箱等深冲压钢板:牌号:SC1-深冲,SC2、SC3超深冲 标记方法:钢板SC1—1.0GB/T 5213-2001 或用牌号ST14、ST16, 不加GB/T 5213-2001 3、钢丝 按材质优质钢丝或普通钢丝及弹簧钢丝分别标注
工程图标注方法与技巧
1.轴套类零件 这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。 在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。由此注出图中所示的Ф14 、Ф11(见A-A断面)等。这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。 如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。 2.盘盖类零件 这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。如图中所示就增加了一个左视图,以表达带圆角的方形凸缘和四个均布的通孔。
在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。 3.叉架类零件 这类零件一般有拨叉、连杆、支座等零件。由于它们的加工位置多变,在选择主视图时,主要考虑工作位置和形状特征。对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要用适当的局部视图、断面图等表达方法来表达零件的局部结构。踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,而对于T字形肋,采用剖面比较合适。
常用焊缝的基本符号及标注方法
IMM国际煤机集团 郑州四维 设计研究院内部培训
2009年12月16日 焊缝符号的表示方法 一、焊缝符号 1.基本符号-是用来表示焊缝横截面形状的符号 (如角焊缝、坡口焊等) 2.辅助符号-是用来表示焊缝表面形状特征的符号 (如坡口焊符号上加一水平线表示焊平等) 3.补充符号-是用来补充说明焊缝的某些特征的符号 (三面焊符号、周围焊符号等) 1.常用的基本符号(见表一) 1.1角焊缝 1.1.1基本符号 1.1.2焊缝型式 1.1.3标注方法 1.2 V形焊缝(双边坡口焊) 1.2.1基本符号 1.1.2焊缝型式
1.1.3标注方法 1.3单边V形焊缝(单边坡口焊) 1.3.1基本符号 1.3.2焊缝型式 1.3.3标注方法 按照设液压支架设计规范11.1.17,“外露焊缝尽量不留缺口”的原则如:顶梁中的横筋和主筋一样高时筋板就要倒角(能用标准板时用B2或B3)1.4带钝边J形焊缝 1.3.1基本符号 1.3.2焊缝型式 1.3.3标注方法 1.5塞焊缝或槽焊缝 1.5.1基本符号 1.5.2焊缝型式 1.5.3标注方法 表一:常用的基本符号
2.辅助符号-是用来表示焊缝表面形状特征的符号(见表二)平面符号、凹面符号、凸面符号 表二:辅助符号
3.补充符号――是用来补充说明焊缝的某些特征的符号(见表三) 如周围焊,三面焊,现场焊等 表三:补充符号 二|、符号在图样上的位置 1、基本要求 完整的焊缝表示方法除了上述基本符号、辅助符号、补充符号外,还
包括指引线,一些尺寸符号及数据。 指引线一般由带有箭头的指引线(简称箭头线)和两条基准线(一条为实线,一条为虚线)两部分组成。(见图1)。 图1:指引线 2箭头线和接头的关系(见图2) 2.1接头的箭头侧 2.2接头的非箭头侧 3.箭头线的位置 箭头线相对焊缝的位置一般没有特殊要求,但是在标注V、J形焊缝时,箭头线应指向带有坡口一侧的工件。见图3(a)必要时,允许箭头线弯
中心孔型号及尺寸
中心孔分A 、B 、C 、C 四个型号, A 型:当工件在一台机床上加工,加工后去掉中心孔时用。 B 型:当零件在数台机床上加工,或中心孔需保留在零件上,或当加工零件毛坯总重量超过5吨时用。 C 型:当轴类零件端部需固定零件或考虑热处理需吊挂用。 D 型:主要用于轧辊等重要零件上。 注:1.A 、B 型中心孔的尺寸 l 却决于中心钻的长度,不应小于t 值。 2.括号内的尺寸尽量不采用。 中心孔的大小主要根据工件的重量来决定;以A 型中心孔为例,当中心孔的直径为2mm 时,轴类原料直径在10~18mm ,可承受零件毛坯总重量120公斤;中心孔的直径为3mm 时,轴的直径30~50mm ,可承受零件毛坯的总重量500公斤;当中心孔的直径为5mm 时,轴的直径在80~120mm ,可承受零件毛坯的总重量1000 公斤。
D D 1参考参考l 1t l 1(0.5) 1.060.480.5M3 3.2 5.8 2.6 1.8(0.63) 1.320.60.6M4 4.37.4 3.2 2.1(0.8) 1.70.780.7M5 5.38.84 2.41 2.120.970.9M6 6.410.55 2.8(1.25) 2.65 1.21 1.1 M88.413.26 3.31.6 3.35 1.52 1.4M1010.516.37.5 3.82 4.25 1.95 1.8 M121319.89.5 4.42.5 5.3 2.42 2.2 M161725.312 5.23.15 6.7 3.07 2.8M202131.315 6.448.5 3.9 3.5 M242538188(5)10.6 4.85 4.4 6.313.2 5.98 5.5 (8)177.7971021.29.78.7 max min 1 2.12 2.3 3.15 2.5-1.25 2.65 2.84 3.15D D 1l 1t 1 3.15 1.270.9 1.6 3.35 3.554-1.254 1.6 1.1 2 4.25 4.4 6.351.65 1.99 1.4 2.5 5. 3 5.58 6.32 6.3 2.5 4 1.8 2.15 6.771082.58 3.2 2.2 48.58.912.5103.1510 4.03 2.8510.611.21612.5412.5 5.05 3.5 6.313.2142016-516 6.41 4.4 81717.925206.3187.36 5.51021.222.531.525-822.49.367102811.668.7A 型 B 型 C 型 D D 1D 2l R 型D D 1l min r
常用材料标注方法
常用材料标注方法 目次 1 .....................................................................错误!未定义书签。前言...............................................................错误!未定义书签。 1 范围 (1) 2 黑色金属图样中材料标注规定 (1) 2.1 碳素钢及合金钢材料标注应符合表1规定 (1) 2.2钢板材料标注应符合表2规定 (1) 2.3钢带材料标注应符合表3规定 (2) 2.4钢管材料标注应符合表4规定 (3) 2.5型钢材料标注应符合表5规定 (3) 2.6钢丝及钢丝绳材料标注应符合表6规定 (4) 2.7铸钢、铸铁材料标注应符合表7规定 (5) 3有色金属图样中材料标注规定 (5) 3.1有色金属材料标注应符合表8规定 (5) 4 非金属图样中材料标注规定 (6) 4.1橡胶材料标注应符合表9规定 (6) 4.2塑料材料标注应符合表10规定 (7) 4.3杂类材料标注应符合表11规定 (7)
常用材料标注方法 1 范围 本标准规定了常用黑色金属、有色金属、非金属材料的标注方法。 本标准适用于产品图样和产品明细表材料栏的标注。 2 黑色金属图样中材料标注规定 2.1 碳素钢及合金钢材料标注应符合表1规定 表1 碳素钢及合金钢 2.2 钢板材料标注应符合表2规定 表2 钢板材料
2)热轧钢板标注不注明“热轧”可直接写钢板。 2.3 钢带材料标注应符合表3规定
表4 钢管 2.5 型钢材料标注应符合表5规定
中心孔的分类
中心孔的分类 D=3.15mm D1=6.7mm D=4mm D1=8.5mm D=2.5mm D1=8mm GB/T 4459.5-CM10L30/16.3
中心孔的符号 为了表达在完工的零件上是否保留中心孔的要求,可采用下表中规定的符号。 在完工的零件上要求保留中要求做出D=2.5 D 零件上要求保留在完工的零件上可以保留中用D 上是否保留都可以在完工的零件上不允许保留用D 上不允许保留 符号的尺寸及其各部分的比例关系如图1。 d'= 1 h 10 H 1=1.4h h=字体高度 a-标注中心孔符号的区 域 b-零件轮廓的图线粗度
图1 在图样上的标注 对于已经有相应标准规定的中心孔,在图样中可不绘制详细结构,只需注出其代号,如表所示。如同一轴的两端中心孔相同,可只在其一端标出,但应注出其数量(图2)。 图2 如需指明中心孔的标准代号时,则可标注在中心孔型号的下方(图3,4)。
图3 图4 中心孔工作表面的粗糙度应在引出线上标出(图5、图6),表面粗糙度的上限值为1.25μm 。 以中心孔的轴线为基准时,基准代(符)号可按图5、图6的方法标注。 图5 图6 心孔的表示方法摘要:CBQ800自动标签冲切机的故障分析暂停指令G04数控铣床编程破解汽车冲压模具技术难题菲赛普1101DX 型数控钻床UG 的参数化建模方法及三维零件库的创建基于数据库的刀具管理系统的设计与实现 砂轮产品知识螺纹类零件7的数控车床加工编程敏捷制造——21世纪机械制造业的发展趋势之一英威腾CHE 矢量变频器在数控雕刻机床上的应用镗削和镗刀一重研制成功核电主容器堆芯支撑块车铣加工专机车床知识介绍UG 系统管理由PLC 到PAC :该如何改进您的系统?装备制造高景气行业 核心是自主创新国内民企首台百吨级减速机在常问世工具机业转型配合高科技产业发展设定参数实现加工中心刚性攻丝 [标签:tag] 本文根据GB4459.5-1999等资料撰写。 中心孔的分类 中心孔的形式 标记示例 标注说明 R (弧形) 根据GB145选择中心钻 GB/T 4459.5-R3.15/6.7 D=3.15mm D 1 =6.7mm A (不带保护锥) 根据GB145选择中心钻 GB/T 4459.5-A4/8.5 D=4mm D 1 =8.5mm B (带保护锥) 根据GB145选择中. 本文根据GB4459.5-1999等资料撰写。 中心孔的分类
照明灯具标注方法之欧阳家百创编
照明灯具标注方法 一般标注方法: 灯具吸顶安装标注方法: 欧阳家百(2021.03.07) 其中:a--灯数 b--型号或编号 c--每盏照明灯具的灯泡个数 d--灯泡容量,W e--灯泡安装高度,m f--安装方式 L--光源种类,白炽灯或荧光灯 配电线路的标注方法 a—b(c×d)e—f 其中:a--回路编号 b--导线型号 c--导线根数 d--导线截面 e--敷设方式及穿管管径 f--敷设部位 LM—沿屋架或屋架下弦敷设ZM——沿柱敷设 QM——沿墙敷设 PL——沿天棚敷设 ③线路暗敷部位代号 LA——暗设在梁内 ZA—暗设在柱内 QA—暗设在墙内 PA——暗设在屋面内或顶棚内DA——暗设在地面或地板内PNA—暗设在不能进入的吊顶内④照明灯具安装方式代号D——吸顶式 L——链吊式 G———管吊式 B——壁装式 R———嵌入式 BR———墙壁内安装 灯具安装方式的表示 : CS-链吊 DS-管吊 W-墙壁安装 C-吸顶 R-嵌入 S-支架 CL-柱上 线路敷设方式代号 PVC——用阻燃塑料管敷设 欧阳家百创编
DGL——用电工钢管敷设 VXG——用塑制线槽敷设 GXG——用金属线槽敷设 KRG——用可挠型塑制管敷设线路敷设方式标注 PR 塑料线槽敷设 PC 硬制塑料管敷设 FPC 半硬制塑料管敷设 SC 薄电线管敷设 RC 水煤气管敷设 MR 封闭式金属线槽敷设 CT 电线桥架或托盘敷设 K 瓷瓶或拄式绝缘子敷设 PCL 塑料夹敷设 CP 蛇皮管/金属软管敷设 QR 铝合金线槽敷设 PL阻燃半硬聚乙烯管敷设 AL 铝皮线卡敷设 SR 沿钢索敷设 BE 沿屋架或跨屋架敷设 CLE 沿柱或跨柱敷设 WE 沿墙面敷设 ACE 能进入的吊顶内敷设 CE 沿顶棚面或顶板面敷设 BC 暗敷设在梁内 CLC 暗敷设在柱内 WC 暗敷设在墙内 FC 暗敷在地面 CC 暗敷在顶板内 ACC 暗敷在不能进人的吊顶内 穿焊接钢管敷设:SC 穿电线管敷设:MT 穿硬塑料管敷设:PC 穿阻燃半硬聚氯乙烯管敷设:FPC 电缆桥架敷设:CT 金属线槽敷设:MR 塑料线槽敷设:PR 用钢索敷设:M 穿聚氯乙烯塑料波纹电线管敷设:KPC 穿金属软管敷设:CP 直接埋设:DB 电缆沟敷设:TC 导线敷设部位的标注 沿或跨梁(屋架)敷设:AB 暗敷在梁内:BC 沿或跨柱敷设:AC 暗敷设在柱内:CLC 沿墙面敷设:WS 暗敷设在墙内:WC 沿天棚或顶板面敷设:CE 暗敷设在屋面或顶板内:CC 吊顶内敷设:SCE 地板或地面下敷设:F 怎样看室内照明电气施工图 一、室内电气工程的组成:指供电和用电工程、 外线工程、变配电工程、室内配线工程、电力工 程、照明工程、防雷工程、接地工程、发电工程 欧阳家百创编
机械制图-尺寸公差标注
第八节尺寸公差与配合注法(GB/T 4458.5-2003) 公差是反映对制造零件精度要求的,配合是反映相配零件之间存在的间隙或过盈情况的,即互相结合的松紧关系。所以,标注公差与配合是图样中不可缺少的内容。 本标准规定了机械图样中尺寸公差与配合公差的标注方法, 适用于机械图样中尺寸公差(线性尺寸公差和角度尺寸公差)与配合的标注方法。本标准从2003年12月1日实施,并自实施之日起代替GB/T 4458.5-1984《机械制图尺寸公差与配合注法》。 一、基本要求 1、公差带的代号及公差等级的代号等要符合GB/T 1800《极限与配合基础》的规定。 2、字体的写法应符合GB/T 14691-1993《技术制图字体》的规定。 3、尺寸注法要符合GB/T 4458.4-2003《机械制图尺寸注法》的规定。 二、在零件图上的公差注法 (一)线性尺寸公差的注法 在图样中标注线性尺寸公差的方法,常用的有标注公差带代号、标注极限偏差、同时标注公差带代号和极限偏差等三种形式。 1、标注公差带代号 随着公差与配合标准化工作的进展,对于采用标准公差的尺寸,可以直接标注公差带代号,这对于用量规(公差带的代号往往就是量规的代号)检验的场合十分简便。标注公差带代号对公差等级和配合性质的概念都比较明确,在图样中标注也简单。但缺点是具体的尺寸极限偏差不能直接看出。 (注意:当采用公差带代号标注线性尺寸的公差时,公差带的代号应注在基本尺寸的右边,如图2-160、图2-161)。 图2-160 注写公差带代号的公差注法(一) 图2-161 注写公差带代号的公差注法(二) 2、标注极限偏差
在基本尺寸后标注极限偏差的方法,尺寸的实际大小比较直观,为单件、小批生产所欢迎。至于标注极限偏差的具体方法,现说明如下: ①极限偏差数字的高度:GB/T 4458.5-2003仍规定极限偏差数字比基本尺寸的数字小一号,其优点是突出了基本尺寸,标注极限偏差所占地位较小。 ②极限偏差标注的位置:上偏差应注在基本尺寸数字的右上方,下偏差注在基本尺寸数字的右下方,并且下偏差的数字必须与基本尺寸数字注在同一底线上,如图2-162、图2-163。 图2-162 注写极限偏差的公差注法(一) 图2-163注写极限偏差的公差注法(二) ③在标注极限偏差时,上下偏差的小数点必须对齐,小数点后右端的“0”一般不予注出;如果为了使上、下偏差值的小数点后的位数相同,可以用“0”补齐,如图2-164。 图2-164 极限偏差的注法(一) ④当极限偏差中的某一偏差(上偏差或下偏差)为“零”时,用数字“0”标出,这个“0”为个位数,应与另一偏差(下偏差或上偏差)小数点前的个位数对齐,但“0”前不加符号“+”或“-”,后不加小数点,如图2-165。 图2-165 极限偏差的注法(二) ⑤当公差带相对于基本尺寸对称地配置,即上下偏差的绝对值相同时,极限偏差数字可以只注写一次,并应在极限偏差数字与基本尺寸之间注出符号“±”,且两者数字高度相同,如图2-166。 图2-166 极限偏差的注法(三)
常用金属材料和非金属材料的标注
常用金属材料和非金属材料的标注 (试行稿) 1 范围 本标准规定了汽车、发动机图样中常用金属材料和非金属材料的标注方法。 本标准适应于长城汽车股份有限公司生产的汽车、发动机所用二维图样上材料的标注。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 见标准各章节 3 常用金属材料的标注方法 3.1 钢板 3.1.1 标注方法 钢板厚度 钢板品种规格标准号 △△-GB(Q/BQB)××× 厚钢板 △△-GB(Q/BQB)××× 钢板技术条件标准号 钢板所用钢号 尺寸精度等级 钢板厚度 钢板品种规格标准号 △-△-GB(Q/BQB)××× 钢板 △△-△-△-GB(Q/BQB)×××钢板技术条件标准号 拉延级别 钢板所用钢号 表面质量级别 注1:尺寸精度等级、拉延级别、表面质量等级可以不注,不注按最低级别供应。 注2:钢板的品种规格标准号 GB/T 709
3.1.2 标注示例 钢板的标注示例见表1。 表1 常用钢板的标注
表1(续)常用钢板的标注 3.2 型钢 3.2.1 圆钢、六角钢的标注方法 3.2.1.1 热轧圆钢、六角钢 钢材尺寸(圆钢为直径、六角钢为内切圆直径) 钢材品种规格标准号 △△-GB(Q/BQB)××× 圆钢 (六角钢)△△-GB(Q/BQB)××× 钢材技术条件标准号 钢材所用钢号 3.2.1.2 冷拉圆钢、六角钢
中心孔的标准方法(GB4459.5-1999)
本文根据GB4459.5-1999等资料撰写。 中心孔的分类 中心孔的形式标记示例标注说明 R (弧形) 根据GB145选择中心 钻 GB/T 4459.5-R3.15/6.7 D=3.15mm D1=6.7mm A (不带保护锥) 根据GB145选择中心 钻 GB/T 4459.5-A4/8.5 D=4mm D1=8.5mm B (带保护锥) 根据GB145选择中心 钻 GB/T 4459.5-B2.5/8 D=2.5mm D1=8mm C (带螺纹) 根据GB145选择中心 钻 GB/T 4459.5-CM10L30/16.3 D=M10 L=30mm D2=16.3mm
中心孔的符号 为了表达在完工的零件上是否保留中心孔的要求,可采用下表中规定的符要求符号标注示例解释 在完工的零件上要求保留中心孔要求做出B型中心孔D=2.5 D1=8在完工的零件上要求保留 在完工的零件上可以保留中心孔用A型中心孔D=4 D1=8.5在完工的零件上是否保留都可以 在完工的零件上不允许保留中心孔 用A型中心孔D=1.6 D1=3.35在完工的零 件上不允许保留 d'= 1 10 H1=1.4h h=字体高度 a-标注中心孔符号 的区域 b-零件轮廓的图线 粗度 图1 在图样上的标注 对于已经有相应标准规定的中心孔,在图样中可不绘制详细结构,只需注
出其代号,如表所示。如同一轴的两端中心孔相同,可只在其一端标出,但应注出其数量(图2)。 图 2 如需指明中心孔的标准代号时,则可标注在中心孔型号的下方(图 3,4)。 图3 图4 中心孔工作表面的粗糙度应在引出线上标出(图5、图6),表面粗糙度的上限值为1.25μm。 以中心孔的轴线为基准时,基准代 (符)号可按图 5、图6的方法标注。 图5 图6
照明电缆及灯具标注方式
总代号汇总 SR:沿钢线槽敷设 BE:沿屋架或跨屋架敷设 CLE:沿柱或跨柱敷设 WE:沿墙面敷设 CE:沿天棚面或顶棚面敷设 ACE:在能进入人的吊顶内敷设 BC:暗敷设在梁内 CLC:暗敷设在柱内 WC:暗敷设在墙内 CC:暗敷设在顶棚内 ACC:暗敷设在不能进入的顶棚内FC:暗敷设在地面内 SCE:吊顶内敷设 穿焊接钢管敷设:SC 穿电线管敷设:MT 穿硬塑料管敷设:PC 穿阻燃半硬聚氯乙烯管敷设:FPC 电缆桥架敷设:CT 金属线槽敷设:MR 塑料线槽敷设:PR 用钢索敷设:M 穿聚氯乙烯塑料波纹电线管敷设:KPC 穿金属软管敷设:CP 直接埋设:DB 电缆沟敷设:TC 一,导线穿管表示 SC-焊接钢管 MT-电线管 PC-PVC塑料硬管 FPC-阻燃塑料硬管 CT-桥架 MR-金属线槽 M-钢索 CP-金属软管 PR-塑料线槽 RC-镀锌钢管 二,导线敷设方式的表示 DB-直埋 TC-电缆沟 BC-暗敷在梁内 CLC-暗敷在柱内WC-暗敷在墙内 CE-沿天棚顶敷设 CC-暗敷在天棚顶内 SCE-吊顶内敷设 F-地板及地坪下 SR-沿钢索 BE-沿屋架,梁 WE-沿墙明敷 三、导线敷设部位的标注 沿或跨梁(屋架)敷设:AB 暗敷在梁内:BC 沿或跨柱敷设:AC 暗敷设在柱内:CLC 沿墙面敷设:WS 暗敷设在墙内:WC 沿天棚或顶板面敷设:CE 暗敷设在屋面或顶板内:CC 吊顶内敷设:SCE 地板或地面下敷设:FC 线路敷设方式代号PVC——用阻燃塑料管敷设DGL——用电工钢管敷设VXG——用塑制线槽敷设GXG——用金属线槽敷设KRG——用可挠型塑制管敷设线路明敷部位代号 LM—沿屋架或屋架下弦敷设ZM——沿柱敷设 QM——沿墙敷设 PL——沿天棚敷设 线路暗敷部位代号 LA——暗设在梁内 ZA—暗设在柱内 QA—暗设在墙内 PA——暗设在屋面内或顶棚内DA——暗设在地面或地板内PNA—暗设在不能进入的吊顶内
常用金属材料的标注方法
Q/CHL 04.001-2003 常用金属材料的标注方法 1范围 本标准规定了公司常用金属材料的标注方法。 本标准适用于公司各种技术文件。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文本,其最新版本适用于本标准。 GB/T 699-1999 优质碳素结构钢技术条件 GB/T 700-1988 碳素结构钢 GB/T 702-1986 热轧圆钢和方钢尺寸、外形、重量及允许偏差 GB/T 705-1989 热轧六角钢和八角钢尺寸、外形、重量及允许偏差 GB/T 707-1988 热轧槽钢尺寸、外形、重量及允许偏差 GB/T 710-1991 优质碳素结构钢热轧薄钢板和钢带 GB/T 711-1988 优质碳素结构钢热轧厚钢板和钢带 GB/T 912-1989 碳素结构钢和低合金结构钢热轧薄钢板和钢带 GB/T 1173-1995 铸造铝合金 GB/T 1176-1987 铸造铜合金技术条件 GB/T 1222-1984 弹簧钢 GB/T 1298-1986 碳素工具钢技术 GB/T 1299-2000 合金工具钢 GB/T 1348-1988 球墨铸铁件 GB/T 1527-1997 铜及铜合金拉制管 GB/T 1591-1994 低合金高强度结构钢 GB/T 2059-2000 铜及铜合金带材 GB/T 3077-1999 合金结构钢 GB/T 3274-1988 碳素结构钢和低合金结构钢热轧厚钢板和钢带 GB/T 3277-1991 花纹钢板 GB/T 3880-1987 铝及铝合金轧制板材 GB/T 4423-1992 铜及铜合金拉制棒 GB/T 8162-1999 结构用无缝钢管 GB/T 9439-1988 灰铸铁件 GB/T 9787-1988 热轧等边角钢尺寸、外形、重量及允许偏差 GB/T 9943-1988 高速工具钢棒技术条件 GB/T 11352-1989 一般工程用铸造碳钢件 JB/ZQ 4297-1986 合金钢铸件 YB/T 9-1968 铬轴承钢技术条件 3黑色金属
LED灯具标志
符号说明符号说明 A 安培Ⅱ类 HZ 赫兹Ⅲ类 V 伏特保护性接地 W 瓦特功能性接地交流电源Ac 底架接地 直流电源Dc 独立式标志 直流和交流电源中国强制认证标志(安全) 适宜于直接安装在普通可燃材料 表面的灯具 中国强制认证标志(电磁兼容) 不适宜直接安装在普通可燃材料 表面的灯具(只适宜于安装在非 可燃材料表面上) 欧洲共同体认证标志 不隔热材料可能盖住灯具时灯具 适宜于安装在普通可燃材料表面 上(内) 窒内使用标志 防护等级设计成只能使用自带防护屏卤 钨灯的灯具 使用需要带外触发器(连到光源)的高压纳灯的灯具使用带内启动装置的高太纳灯 的灯具 恶劣条件使用的灯具热保护式控制装置的温度标志绕组的额定温升镇流器上的额定最大工作温度 端子输出最大电压Tc 镇流器外壳的额定晨大工作温 度 高压钠灯(内部有启动器)用的灯具
高压钠灯(需外部启动)用的灯具 反射泡用的灯具 电器控制阀 线圈变压器/镇流器 III类手提灯(含白炽灯)用变压器。 内装白炽灯的III类照明设备用的安全隔离变压器 温度保护变压器/镇流器在过载或短路的异常状态下,其表面温度<100℃,可用具体的温度代替·。 IP5X防尘不能完全防止尘埃进入,但进入量不能达到妨碍设备正常运转的程度。 IP6X尘密无尘埃进入 European Communities 对21个欧共体国家实行的强制性标识(针对电器和玩具),源于对玩具产品的标识,属自我宣称,无需认证。在产品上的高度>5mm。 Nelson 客户标识用于12V灯 环保标识德国包装法规,对欧共体国家强制实行。直接印在外箱上,表明已做好回收准备或做无害处理。 普通循环使用符号普通符号用于同一颜色的印刷材料(对标识要求容易识别),如对比色。 简化循环使用符 号 简化符号用于自身颜色的材料,如聚苯乙烯包装。 类似上述的标志不应标记在螺钉或类似的部件上,标志要清晰、耐久,耐久性检验同节能灯。所有符号高度>5mm,字母高度>2mm
中心孔的标准方法GB
本文根据等资料撰写。 中心孔的分类 中心孔的形式标记示例标注说明R (弧形) 根据GB145选择中心钻GB/T D=3.15mm D 1 =6.7mm A (不带保护锥) 根据GB145选择中心钻 GB/T D=4mm D 1 =8.5mm B (带保护锥) 根据GB145选择中心钻 GB/T D=2.5mm D 1 =8mm
C (带螺纹) 根据GB145选择中心钻 GB/T 10L D=M10 L=30mm D 2 =16.3mm 中心孔的符号 为了表达在完工的零件上是否保留中心孔的要求,可采用下表中规定的符号。 要求符号标注示例解释 在完工的零件上要求保留中心孔要求做出B型 中心孔 D= D 1 =8在完工的零件上要求保留 在完工的零件上可以保留中心孔用A型中心孔 D=4 D 1 =在完工的零件上是否保留都可以 在完工的零件上不用A型中心孔 D= D 1 =在完工的
允许保留 中心孔 零件上不允许 保留 符号的尺寸及其各部分的比例关系如图1。 d'= 1 h 10 H 1 = h=字体高度 a-标注中心孔 符号的区域 b-零件轮廓的 图线粗度 图1 在图样上的标注 对于已经有相应标准规定的中心孔,在图样中可不绘制详细结构,只需注出其代号,如表所示。如同一轴的两端中心孔相同,可只在其一端标出,但应注出其数量(图2)。
图2 如需指明中心孔的标准代号时,则可标注在中心孔型号的下方(图3,4)。 图3 图4 中心孔工作表面的粗糙度应在引出线上标出(图5、图6),表面粗糙度的上限值为μm。 以中心孔的轴线为基准时,基准代(符)号可按图5、图6的方法标注。 图5 图6
[全]机械制图的公差与配合及其标注方法
机械制图的公差与配合及其标注方法一、公差与配合的概念 (一)零件的互换性 在成批生产进行机器装配时,要求一批相配合的零件只要按零件图要求加工出来,不经任何选择或修配,任取一对装配起来,就能达到设计的工作性能要求,零件间的这种性质称为互换性。零件具有互换性,可给机器装配、修理带来方便,也为机器的现代化大生产提供了可性。 (二)公差的有关术语 零件在加工过程中,足球机床精度、刀具磨损、测量误差等的影响,不可能把零件的尺寸加工得绝对准确。为了保证互换性,必须将零件尺寸的加工误差限制在一定范围内,为例,说明公差的有关术语(轴,类同)。 1、基本尺寸
根据零件的强度和结构要求,设计时确定的尺寸。其数值应优先用标准直径或标准长度。 2、实际尺寸 通过测量所得到的尺寸。 3、极限尺寸 允许尺寸变动的两个界限值。它是以基本尺寸为基数来确定的。两个界限值中较大的一个称为最大极限尺寸;较小的一个称为最小极限尺寸。 4、尺寸偏差(简称偏差) 某一尺寸减去其基本尺寸所得的代数差。尺寸偏差有: 上偏差=最大极限尺寸—基本尺寸 下偏差=最小极限尺寸—基本尺寸 上、下偏差统称为极限偏差,上、下偏差可以是正值、负值或零。 国家标准规定:孔的上偏差代号为ES,孔的下偏差代号为EI;轴的上偏差代号为es,轴的下偏差代号为ei. 5、尺寸公差(简称公差) 允许尺寸的变动量。 尺寸公差=最大极限尺寸—最小极限尺寸=上偏差—下偏差
因为最大极限尺寸总是大于最小极限尺寸,亦即上偏差总是大于下偏差,所以尺寸公差一定为正值。 如图1a所示的孔径: 基本尺寸=?30 最大极限尺寸=?30.010 最小极限尺寸= ?29.990 上偏差ES=最大极限尺寸—基本尺寸 =30.010-30=+0。010 下偏差EI=最小极限尺寸—基本尺寸 =29.990-30=-0.010 公差=最大极限尺寸—最小极限尺寸 =3。010-29.990=0.020 =ES-EI=+0.010-(-0.010)=0.020 如果实际尺寸在?30.010与?29.990这间,即为合格。 6、零线、公关带和公差带图 如图1b所示,零线是在公差带图中用以确定偏差的一条基准线,即零偏差线。通常零线表示基本尺寸。在零线左端标上“0”“+”、“—”号,零线上方偏
安全标准规定的普通照明用LED灯具上的标志f
安全标准规定的普通照明用LED灯具上的标志 方和全 20130226 1前言 标志是电气类产品设计安装使用时的一项必要安全措施, 是对由于技术上和经济上无法根除的残余危险的一种有效警告, 也是确保产品达到预期使用功能的一项重要措施。此外, 标志也是国家相关产品质量的法律要求,绝对不能掉以轻心。 用LED作光源的灯具,仍然是灯具。灯具应设计和制造得使其在正常使用时能安全地工作,对人或周围环境不产生危险。LED照明灯具作为灯具中的一种,首先要符合灯具的安全要求,其次才是满足LED灯具的专有技术指标。 灯具上的标记指印制或刻制或粘贴贴在灯具上的标记, 即行业内常说的灯具铭牌、灯体标或主标贴、灯头标、功率标和瓦特标等相关内容。灯具的标志关系到安全,许多跨入LED以及LED灯具行业的新厂商,却对灯具安全标准和对灯具标志的要求知之甚少,或因标准分散而理解不全,甚至对标准知而不办,成为“三无”产品的来源,结果可能导致的安全后果将不堪设想。据文献[1]的数据,2008年做的460批灯具型式试验的不符合项数统计,标志存在的问题占到全部不符合项的54.1%, 标记有问题的灯具到达23.17%。 还有许多没有经过安全认证的产品,以为可以“自我宣称”,也将安全认证标志印在产品上,拉大旗作虎皮,混淆视听,也是对安全的忽视,同样会导致严重的安全后果。 本文按已有的国家标准尤其是国家强制性标准,对有关普通照明用灯具的铭牌(灯体标、主标贴)上有关安全的标志和要求作了梳理汇集,期望得到对LED灯具标志的项目、位置、尺寸和质量的清晰答案。对其它必不可少的标志但可在说明书、安装指导文件中说明的文字和图案,以及包装物上的标志另外再述。 2 与强制性标志相关的安全标准 如果说推荐性标准是指导性的可以有所选择,但强制标准则必须不折不扣的执行。 LED灯具有了下列一些专门的强制性标准且基本等效采用IEC标准: GB 19510.1-2009/IEC61347-1:2007灯的控制装置 第1部分:一般要求和安全要求; GB 19510.14-2009/IEC61347-2-13:2006 灯的控制装置 第14部分:LED模块用直流或交流电子控制装置的特殊要求; GB 24819-2009/IEC62031:2008普通照明用LED模块 安全要求; GB 24906-2010/(IEC62560:2011)普通照明用50V以上自镇流LED灯 安全要求; GB 19651.3-2008/ IEC60838-2-2:2006杂类灯座 第2-2部分:LED模块用连接器的特殊要求; GB7000/IEC60598灯具 GB7000是对灯具总体安全要求的强制性系列标准。其中对标志的规定也是强制性的:有一般或通用性的要求,也有要根据特定产品对号入座的规定。 在GB7000.1第0.3中规定:如果有两个或多个GB7000其它部分适用于所设计的灯具,灯具应符合两个或所有适用的标准。这就是说,除了要遵守特定灯具的安全规定外,GB7000.1中只要有适用的要求,就得遵行。不容置疑,LED灯具的标志必须也只需遵行其中适用的条文。 LED灯具相对已有的传统的灯具是一种新型的特定的灯具,其特别在何处?则需从“含LED和控制装置的系统总概”谈起。
常用材料标记
Q 2004-12-05发布2004-12-05实施
前言 为了规范统一本公司设计、工装等产品图样及设计文件中的材料标记,根据国家及行业材料中材料标记的规定,特制订本标准。本标准规定的只是常用的一些材料标记,本标准未包括的,应参考本标准的标记方法,具体使用时的牌号规格应查材料手册。 本标准由产品开发部提出并归口。 本标准主要起草人: 本标准系2004年12 月首次发布。
常用材料标记 1范围 本标准规定了本公司产品图样及工装图样常用材料的完整标记方法。 本标准适用于本公司设计、工装等产品图样及设计文件的常用材料标记。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB/T342-1997 冷拉圆钢丝的尺寸规格 GB/T343-1994 一般用途低碳钢丝 GB/T539-1995 耐油石棉橡胶板 GB/T699-1999 优质碳素结构钢技术条件 GB/T700-1988 普通碳素结构钢技术条件 GB/T702-2004 热轧圆钢和方钢尺寸、外形、重量及允许偏差 GB/T704-1988 热轧扁钢和方钢尺寸、外形、重量及允许偏差 GB/T705-1989 热轧六角钢和八角钢尺寸、外形、重量及允许偏差 GB/T706-1988 热轧工字钢尺寸、外形、重量及允许偏差 GB/T707-1988 热轧槽钢尺寸、外形、重量及允许偏差 GB/T708-1988 冷轧钢板和钢带的尺寸和规格
机械制图的公差与配合及其标注方法
一、公差与配合的概念 (一)零件的互换性 在成批生产进行机器装配时,要求一批相配合的零件只要按零件图要求加工出来,不经任何选择或修配,任取一对装配起来,就能达到设计的工作性能要求,零件间的这种性质称为互换性。零件具有互换性,可给机器装配、修理带来方便,也为机器的现代化大生产提供了可性。 (二)公差的有关术语 零件在加工过程中,足球机床精度、刀具磨损、测量误差等的影响,不可能把零件的尺寸加工得绝对准确。为了保证互换性,必须将零件尺寸的加工误差限制在一定范围内,为例,说明公差的有关术语(轴,类同)。 1、基本尺寸 根据零件的强度和结构要求,设计时确定的尺寸。其数值应优先用标准直径或标准长度。 2、实际尺寸 通过测量所得到的尺寸。 3、极限尺寸 允许尺寸变动的两个界限值。它是以基本尺寸为基数来确定的。两个界限值中较大的一个称为最大极限尺寸;较小的一个称为最小极限尺寸。
4、尺寸偏差(简称偏差) 某一尺寸减去其基本尺寸所得的代数差。尺寸偏差有: 上偏差=最大极限尺寸—基本尺寸 下偏差=最小极限尺寸—基本尺寸 上、下偏差统称为极限偏差,上、下偏差可以是正值、负值或零。 国家标准规定:孔的上偏差代号为ES,孔的下偏差代号为EI;轴的上偏差代号为es,轴的下偏差代号为ei. 5、尺寸公差(简称公差) 允许尺寸的变动量。 尺寸公差=最大极限尺寸—最小极限尺寸=上偏差—下偏差 因为最大极限尺寸总是大于最小极限尺寸,亦即上偏差总是大于下偏差,所以尺寸公差一定为正值。 如图1a所示的孔径: 基本尺寸=?30 最大极限尺寸=?30.010 最小极限尺寸= ?29.990 上偏差ES=最大极限尺寸—基本尺寸 =30.010-30=+0。010 下偏差EI=最小极限尺寸—基本尺寸 =29.990-30=-0.010 公差=最大极限尺寸—最小极限尺寸