塑胶产品结构BOSS柱螺丝柱较全.pdf

2.6,BOSS柱的设计
2.6.1,BOSS柱即凸出的柱子,通常指螺丝柱及紧配柱,是固定导向结构.螺丝柱有两种:自攻牙及机牙.
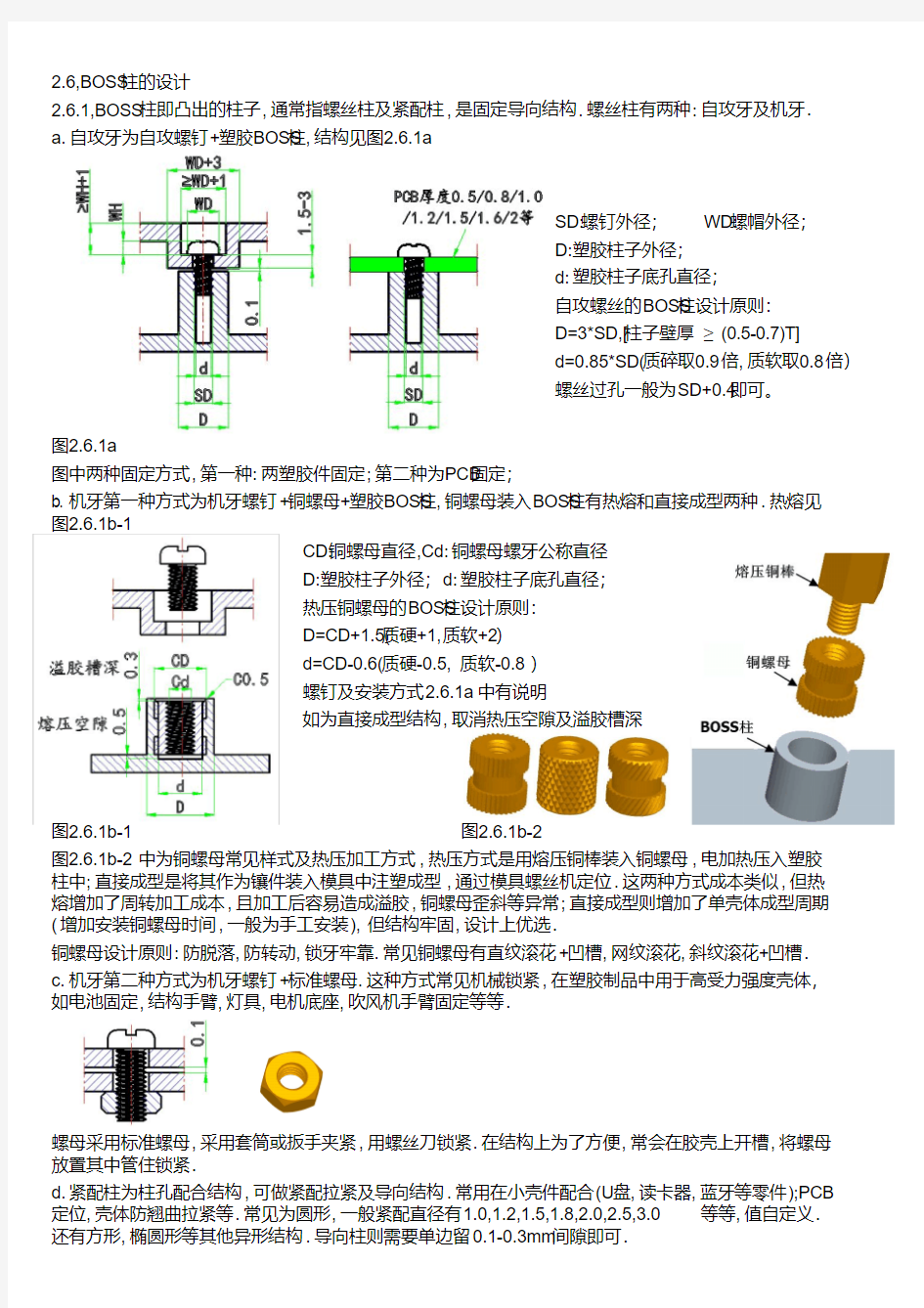
a.自攻牙为自攻螺钉+塑胶BOSS柱,结构见图2.6.1a
SD:螺钉外径;WD:螺帽外径;
D:塑胶柱子外径;
d:塑胶柱子底孔直径;
自攻螺丝的BOSS柱设计原则:
D=3*SD,[柱子壁厚≥(0.5-0.7)T]
d=0.85*SD(质碎取0.9倍,质软取0.8倍)
螺丝过孔一般为SD+0.4即可。
图2.6.1a
图中两种固定方式,第一种:两塑胶件固定;第二种为PCB固定;
b.机牙第一种方式为机牙螺钉+铜螺母+塑胶BOSS柱,铜螺母装入BOSS柱有热熔和直接成型两种.热熔见
图2.6.1b-1
CD:铜螺母直径,Cd:铜螺母螺牙公称直径
D:塑胶柱子外径;d:塑胶柱子底孔直径;
热压铜螺母的BOSS柱设计原则:
D=CD+1.5(质硬+1,质软+2)
d=CD-0.6(质硬-0.5,质软-0.8)
螺钉及安装方式2.6.1a中有说明
如为直接成型结构,取消热压空隙及溢胶槽深
图2.6.1b-1图2.6.1b-2
图2.6.1b-2中为铜螺母常见样式及热压加工方式,热压方式是用熔压铜棒装入铜螺母,电加热压入塑胶
柱中;直接成型是将其作为镶件装入模具中注塑成型,通过模具螺丝机定位.这两种方式成本类似,但热
熔增加了周转加工成本,且加工后容易造成溢胶,铜螺母歪斜等异常;直接成型则增加了单壳体成型周期(增加安装铜螺母时间,一般为手工安装),但结构牢固,设计上优选.
铜螺母设计原则:防脱落,防转动,锁牙牢靠.常见铜螺母有直纹滚花+凹槽,网纹滚花,斜纹滚花+凹槽.
c.机牙第二种方式为机牙螺钉+标准螺母.这种方式常见机械锁紧,在塑胶制品中用于高受力强度壳体,
如电池固定,结构手臂,灯具,电机底座,吹风机手臂固定等等.
螺母采用标准螺母,采用套筒或扳手夹紧,用螺丝刀锁紧.在结构上为了方便,常会在胶壳上开槽,将螺母
放置其中管住锁紧.
d.紧配柱为柱孔配合结构,可做紧配拉紧及导向结构.常用在小壳件配合(U盘,读卡器,蓝牙等零件);PCB
定位,壳体防翘曲拉紧等.常见为圆形,一般紧配直径有1.0,1.2,1.5,1.8,2.0,2.5,3.0等等,值自定义.
还有方形,椭圆形等其他异形结构.导向柱则需要单边留0.1-0.3mm间隙即可.
H≥3mm(直径小于3)
C≥R避空
2.6.2,螺钉的选用:
螺钉选用根据所使用的安装方式,2.6.1a/b/c中有介绍自攻及机牙安装结构,
螺钉分自攻和机牙,自攻即螺距较大的螺钉在材料预留孔中挤压推进的固定咬合方式;机牙即按标准公
制或英制牙加工处理的内外螺丝(同规格)相配合固定咬合方式.
常用自攻螺钉尾部有平头,尖头等,螺帽有扁圆头,圆头,P盘头,C平头,K沉头.槽型可自定义,常用十字.BOSS柱锁牙达到3圈以上即可.
尖头牙在BOSS柱锁牙足够情况下选用,具有导正牙的作用;
平头牙在BOSS柱锁牙不够,高度偏低情况下选用,容易牙偏;
C平头帽在压缩厚度情况下用,最薄可以做到1.0厚;
P圆头:对厚度没要求常用的标准螺丝螺头;
K沉头:常用在不超过平面的板件固定.
机牙的牙距较小,不做挤压推进,所以仅有平头;螺帽除了自攻常用螺帽,还有内/外六角头,方头等,
机牙锁牙达到2圈以上即可.因为机牙牙距较小,锁的圈数越多牢固.通常相同的长度,牙距越小锁牙越紧,强度越强.因此牙也有粗牙和细牙之分.粗牙即普通螺牙,细牙常见管螺纹.
机牙的规格型号,请参考标准.
2.6.3,塑胶预留自攻螺丝底孔设计参考值如下表所示.
常用自攻螺丝装配及测试(10次)时所要用的扭力参考值,如下表所示.