包胶模应该比较常见

包胶模应该比较常见,但没做过包胶模的朋友会对一些问题比较困惑,比如软胶的缩水、非封胶位的避空、如何保证包胶后产品的尺寸等,下面素颜就为大家详细讲解下包胶模要注意的几点。
包胶模和双色模,两个近似的领域,却有着不同之处,今天就跟大家聊聊包胶模。
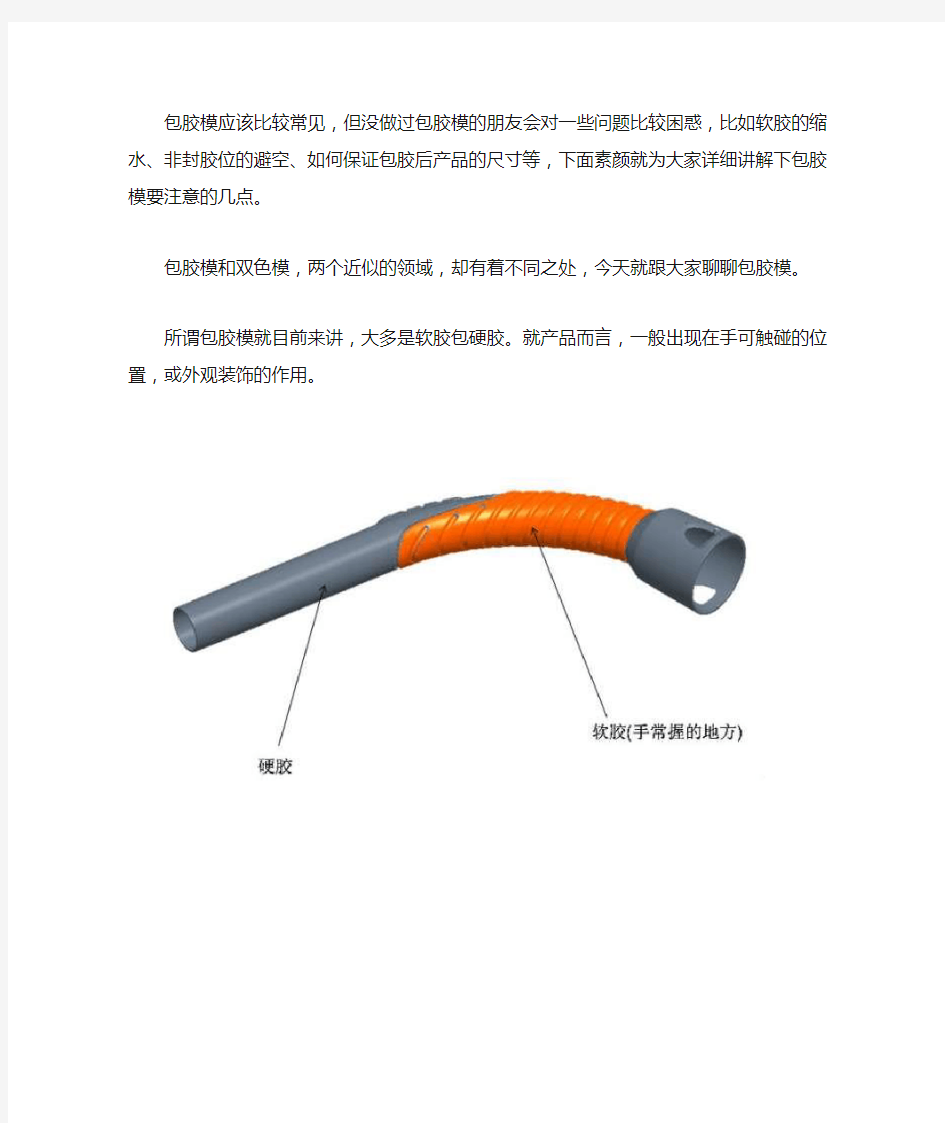
所谓包胶模就目前来讲,大多是软胶包硬胶。就产品而言,一般出现在手可触碰的位置,或外观装饰的作用。
这类模具的常见的做法一般有以下几种:
1:硬胶开一套模具,软胶开一套模具,硬胶件用一台机生产,生产出来的产品再人工手动放入软胶模具中进行注塑。这种模具结构简单,常需耗费的人工劳动成本相对较高。
2:硬胶软胶同开一套模内。这种做法就跟双色模是一个原理。模具注塑完成后,旋转180度,再合模注塑,最终完成后再顶出,(如图的排列方式)。这种做法一般是需要双色机或
者改装注塑机生产。
模具设计时的要点:
包胶模,如果选用第一种做法的时候,硬胶模具跟常规做法一样。在做软胶的时候,由于硬胶已成型,是手工放进去的,所以,产品是不能放缩水的。这时候很多人就有疑惑了,硬胶是不能放缩水,软胶总归还是要缩的,那软胶如何去放缩水呢?不管怎么说,只要软胶一放缩水,它的相对位置,怎么样都会改变。其实,这也是做模具的常规思维,只要是塑料,它总是会收缩的,这个理大家都知道。
其实很多时候,都会被这种思维固化,一般来讲,包胶模,软胶部份的厚度都不会太厚,收缩肯定是有,由于有硬胶顶住,其收缩是非常小的。因此,一般在设计软胶的时候,我们常常是不放缩水的。
这时有人郁闷了,如果不放缩水,产品做出来岂不是小了,理论上是这样,会小一点点,那怎么办?
本帖隐藏的内容
产品做大了麻烦,小了还不好说吗?更一下不就行了吗?所以,很多时候,包胶模并不是一下子做出来就OK的。对于要求不是那么严格的产品,只是外观装饰用的话,尺寸差点也无妨,如果差太多,或者对于有些有装配要求的就不行了,这就得钳工慢慢修了。毕竟没试模前,谁也不敢肯定模具就一定行或者不行。
如果说是第二种做法,硬胶成型后是不能顶的,直接转到另一边进行软胶的注塑,成型后再顶出产品,这种做法模具结构相对来说复杂点,但生产效率高,这样的产品基本都是按全自动生产来设计。说白了,其实这也是双色模的做法。
包胶模还有个注意点就是封胶位,软胶部份,由于硬胶产品要放进去,为了保证其质量,在不封胶的位置,通常都做成避空。而封胶的位置,深度方向不能说刚好做到跟硬胶一样,一般要过切5-10个丝,有些胶位厚缩水大的地方,甚至会把过切位做到30丝以上。其实这样做的目的主要是为了留条后路。产品的收缩有许多影响的因素。没生产出来时,根本把握不住它的实际收缩是多少。设计时留起来,最终产品生产出来是怎么样的,再拿个产品过来配一配模具,这个肯定就没问题的了。
常用模具材料牌号对照表
常用模具材料牌号对照表 类别中国钢号通用钢号钢材特性塑胶模具钢3Cr2Mo P20(美国)618(瑞典)预硬塑胶模具钢 3Cr2NiMo718(瑞典)P20+Ni(美国) 超预硬塑胶模具钢 4Cr13S136(瑞典)抗腐蚀塑胶模具钢 1CrNi3 NAK80(日本)镜面塑胶模具钢 3Cr17Mo M300(奥地利)耐腐蚀塑胶模具钢 五金模具钢CrWMn SKS3(日本)不变形油钢 Cr12 Cr12MoVSKD11(日本) D3(美国) 耐磨韧性铬钢 Cr12Mo1V1 D2(美国) 热作模具钢4Cr5MoSiV1SKD61(日本)通用热作模具钢 H13(美国) 8407(瑞典) 冷作模具钢?CrWMn/SKS31/105W/Cr6高硬度,中等淬透性,价格低廉。 207—255820-840 下料模、冲头、成型模、搓丝板顶出杆及小型塑料压模等。?9Mn2V/O2/DF—2 具有良好冲载能力,热处理变形小。≤229780-800 厚度小于6mm以下得小型冲压模具及切纸机、刀具等。 9CrWMn/O1/SKS3/DF—3/100Mn/CrW4 淬火变形小,具有良好得刃口保持能力,热处理变形小。197-241 820—840薄片冲压模、手饰压花模等。 9SiCr/X100Cr/MoV51具有高硬度良好得韧性与较好得抗回火稳定性。197—241860-880下料模、冲头、搓丝板、压印模、顶出杆等?Cr5Mo1V/A2/SKD12/X W—10/210/Cr12空冷淬硬性铬钢,韧性极佳,高耐磨损性与抗腐蚀能力。≤255950-1000拉伸模、压花模、下料模、冲压模、及耐磨塑料模等. Cr12/D3/SKD1/X165Cr/MoV12高碳铬钢,具有高耐磨性与抗腐蚀能力。217—269 950-980 应用于小动载条件下要求高耐磨形状简单得拉伸模及冲载模。?Cr12MoV/X155Cr/VMo121具有良好得淬透性,高耐磨性,韧性高。 207—255 1000—1020下料模、冲头、滚丝轮、剪刀片、冷镦模、陶土模及热固塑料成型模等. Cr12Mo1V1/D2/SKD11/W-42具有良好得淬透性,高韧性,高耐磨损性,强韧性极佳,并具有良好得抗回火稳定性,热处理变形小. ≤255 1000—1020重型落料模、冷挤压模、深拉伸模、滚丝模、剪刀片、冷镦模、陶土模等。?7Cr7Mo2V2Si具有高韧性,高耐磨损性,热处理变形小。 241—2691100—1150
双色注塑模具设计36条经典经验分享——【塑胶件设计资料】
双色注塑模具设计36条经典经验分享! 1.双色模设计的基本原则: (1)硬胶做1次,软胶做2次; (2)透明做1次,非透明做2次; (3)成型温度高的塑料做1次,成型温度低的做2次; 上述是做双色模的基本原则,否则模具会白做;另外,封胶时尽量用靠破封胶,而不用插破封胶,哪怕是建议客户修改产品也要尽量必为靠破封胶; 2. 模胚导柱导套必须上下左右对称,前后模对称。 3. 后模要旋转180度,前模不动。 4. 产品间距必须以注塑机炮嘴的间距为准,国外有的双色注塑机的炮嘴间距是可调的,有的不可调,国内的不可调。 5. 两个独立的顶出系统,顶棍也是两个。后模两个产品相同,顶针都相同,是旋转关系,切不可做成平移关系。 6. 顶针板只能用弹簧复位,不可用螺丝强制复位,因为后模要旋转。 7. 边锁必须在模具中心的四边,且前后模对称,否则当后模旋转180后与前模对不上。 8. 如果进胶点间距和注塑机炮嘴间距不同,顶棍孔要做成腰型的,因为注塑机顶棍间距不可调。注意国产双色注塑机大部分注塑炮嘴不可调。 1
9. 注意客户提供的注塑机平行炮嘴的方向,是x轴或是y轴,以此来定产品排位的布局。 10. 运水进出水的方向必须在天地侧,且每一个循环水的进出都必须在同一面上,不可进水在天,出水在地侧,因为后模要旋转180度,要注意模胚大小不可超过注塑机出水槽的高度,否则无法接运水。 11. 第一次注塑的产品要放在非操作侧,因为第一次注塑后产品要旋转180度进行第二次注塑,正好转到操作侧,方便取产品。 12. 出口模的码模位要在操作侧和非操作侧,不可在天地侧,因为他们的产品要全自动。 13. 分型面的注意事项:后模分型面要将两个产品合并后取得的分型面为后模的;前模分型面要取单个产品的即可,不可取合并后的产品分型面。 14. 前后法兰的公差为负0.05mm,两法兰间距公差为正负0.02mm,顶棍与顶棍孔的间隙单边为0.1mm,前后模导套导柱的中心距公差为正负0.01,模框四边和深度都要加公差,否则当后模旋转180度后,因高低不一致而产生批锋。框深公差为负0.02mm。 15. 如果在模胚厂已经将模胚加工完,本厂要加工唧嘴和顶棍孔时,要以4个导柱导套孔的间距中心为基准取数,否则偏差太多,容易卡死模。订模胚时要注明是双色模胚,四个导柱导套和框对称,后模旋转180度后能与前模匹配。 1
模具常用钢材一览表
模具常用钢材一览表 钢材类型 钢厂编号 出厂状态及硬度 钢材特性 供应商 比较标准 塑料模具钢 LKM638 预硬至HB 270 - 300 加工性能良好 LKM AISI P20 塑料模具钢 LKM738 预硬至HB 290 - 330 优质预硬,硬度均匀易切削加工 LKM AISI P20 Ni / DIN1.2738 塑料模具钢 LKM738H 预硬至HB 330 - 370 优质预硬,硬度均匀易切削加工 LKM AISI P20 Ni / DIN1.2738 塑料模具钢 LKM2311 预硬至HB 280 - 325 预加硬塑料模具钢 LKM AISI P20 / DIN1.2311
塑料模具钢 LKM2312 预硬至HB 280 - 325 极易切削,适宜大批量快速加工LKM AISI P20 S / DIN 1.2312 塑料模具钢 舞阳718 预硬至HB 290 - 340 预加硬塑胶模具钢 中国舞阳 AISI P20 Ni/DIN 1.2738 塑料模具钢 宝钢P20 预硬至HB 270 - 300 预加硬塑胶模具钢 中国宝钢 AISI P20 塑料模具钢 德国2738 预硬至HB 290 - 330 预加硬塑胶模具钢 德国 AISI P20 Ni 塑料模具钢 LKM2711 预硬至HB 335 - 380 高硬度及高韧性 LKM AISI P20,特级版/DIN1.2711 塑料模具钢 IMPAX 718H
预硬至HB 330 - 380 预加硬纯洁均匀,含镍约1.0% 瑞典ASSAB AISI P20,改良型 塑料模具钢 NAK80 预硬至HB 370 - 400 高硬度,镜面效果特佳,放电加工良好,焊接性能极佳 日本大同 AISI P21,(改良型) VAR 耐腐蚀塑料模具钢 LKM2083 退火至HB 215 - 240(需淬火) 可加硬至约HRC52,防酸及拋光性能良好 LKM AISI 420 / DIN 1.2083 耐腐蚀塑料模具钢 LKM2083H 预硬至HB 280 - 310 预加硬,防酸及拋光性能良好 LKM AISI 420 / DIN 1.2083 耐腐蚀镜面模具钢 STAVAX S136 退火至约HB 215(需淬火) 高纯度,高镜面度,拋光性能好,抗锈防酸能力极佳,热处理变形少瑞典ASSAB AISI 420,ESR 耐腐蚀镜面模具钢 STAVAX S136H 预硬至HB 290 - 330 高纯度,高镜面度,拋光性能好,抗锈防酸能力极佳,热处理变形少瑞典ASSAB
常用模具材料牌对照表
常用模具材料牌对照表 精选文档 TTMS system office room 【TTMS16H-TTMS2A-TTMS8Q8-
常用模具材料牌号对照表 类别中国钢号通用钢号钢材特性 塑胶模具钢 3Cr2Mo P20(美国) 618(瑞典) 预硬塑胶模具钢 3Cr2NiMo 718(瑞典) P20+Ni(美国) 超预硬塑胶模具钢 4Cr13 S136(瑞典)抗腐蚀塑胶模具钢 1CrNi3 NAK80(日本)镜面塑胶模具钢 3Cr17Mo M300(奥地利)耐腐蚀塑胶模具钢 五金模具钢 CrWMn SKS3(日本)不变形油钢 Cr12 Cr12MoV SKD11(日本) D3(美国) 耐磨韧性铬钢 Cr12Mo1V1 D2(美国) 热作模具钢 4Cr5MoSiV1 SKD61(日本)通用热作模具钢 H13(美国)
8407(瑞典) 冷作模具钢 CrWMn/SKS31/105W/Cr6高硬度,中等淬透性,价格低廉。 207-255 820-840 下料模、冲头、成型模、搓丝板顶出杆及小型塑料压模等。 9Mn2V/O2/DF-2?具有良好冲载能力,热处理变形小。≤229 780-800 厚度小于6mm 以下的小型热作模具钢 5CrMnMo淬透性一般,价格较低,淬火后硬度和5CrNiMo相近,而塑性韧性相对低一些。 197-241 820-850 用于制造形状简单,厚度小于250毫米的小型热锤锻 模。 5CrNiMo/L6/56Cr/NiMoV7淬火后综合力学性能较好,热强性和淬透性一般197-241 830-860 用于制造形状简单,工作温度一般,厚度在250~350毫米之间的 中型热锤锻模块。 5CrNiMoV/SKT4?淬透性,淬硬性较5CrNiMo、5CrMnMo显着改善。≤240 830-880 用于制造厚度>350毫米,型腔复杂,受力载荷较大的大型锤锻模或锻造压力 机热锻模。 4Cr5MoSiV1/SWG8407/H13/H13ESR/SKD61/X40Cr/MoV51具有良好耐热性,抗热疲劳性能及耐液态金属冲蚀性能,高淬透性,优良综合力学性能,较高的抗回火稳定性。≤235 1020-1050 用于制造冲击载荷较大,型腔复杂的长寿命锤锻模或锻造
双色模设计原理及Moldflow分析
双色模设计原理及Moldflow分析 一. 双色模分类 双色模(Overmolding):两种塑胶材料在同一台注塑机上注塑,分两次成型,但是产品只出模一次的模具。一般这种模塑工艺也叫双料注塑,通常由两幅模具,一半装在机器的固定板上,另一半装在回转板上. 两幅模具的公模是完全一样的,一次母模和二次母模不一样。当第一种颜色的塑料注塑完毕,公母模打开一次,公模带着一次产品旋转180 度,到达第二种颜色注塑的位置上,进行二次注射,即可取得双色制件.如此循环,每个成型周期内都会有一模一次产品及二次产品产生(如图1、3所示). 包胶模(Insert Molding):有时又叫假双色,两种塑胶材在不同注塑机上注塑,分两次成型;产品从一套模具中出模取出后,再放入另外一套模具中进行第二次注塑成型(所以我们把第一射叫做insert)。一般这种模塑工艺通常由2套模具完成,而不需要专门的双色注塑机(图2)。 二. 选择双色模具,一般不外乎以下几种情况. 1)產品功能的要求. 例如电源开关,手机按键,键盘指示灯,汽车开关等,要求LED的部分能够透光.例如电源开关按钮,LED 灯需要透光 2)改善手感. 一些手持產品,要求在手持部位使用Rubber,手感会比较舒适. 例如对讲机外壳, 电动工具把手,扳手,起子把手,牙刷柄,保温杯等. 3)增加美感,作為装饰品. 如一些外观件的Logo,如果採用双色注塑,又漂亮又不用担心它会被摩掉. 4)產品局部区域需要电镀.在塑料家族中,只有ABS 和聚砜(PSU)表面可以电镀, 如果要求產品的局部区域或者单侧需要电镀,就要把电镀区域注射為ABS,把不需要电镀的区域注射為其他材料如PC 等. 三. 双色模设计要求 目前市场上双色模已经非常普遍,并且由于这种工艺可以使产品的外观更加漂亮,易于换颜色而可以不用喷涂,非常符合市场潮流。双色模具再设计要点归纳如下: 1) Cavity的两个形状是不同的,分别成型1种产品,而Core的两个形状完全一样。 2) 模具的前、后模以中心旋转180度后,必须吻合。设计时必须做这个检查动作。 3) 注意顶棍孔的位置,最小距离210mm。大的模具须适当增加顶棍孔的数量。并且,由于注塑机本身附带的顶棍不够长,所以我们的模具中必须设计加长顶棍,顶棍长出模胚底板150mm左右。后模底板上必须设计2个定位圈。 4) 前模面板加A板的总厚度不能少于170mm。请仔细查看这种型号的注塑机的其它参考数据,比如,最大容模厚度、最小容模厚度、顶棍孔距离等。 5) 三板模的水口最好能设计成可以自动脱模动作。特别要注意软胶水口的脱模动作是否可靠。 6) 前侧SPRUE的深度不要超过65mm。上侧(大水口)SPRUE的顶部到模胚中心的距离不小于150mm。
模具钢材牌号对照表【详尽版】
模具钢材牌号对照表 内容来源网络,由深圳机械展收集整理! 成型零部件材料选用 1 成型零部件指与塑料直接接触而成型制品的模具零部件,如型腔、型芯、滑块、镶件、斜顶、侧抽等。 2 成型零部件的材质直接关系到模具的质量、寿命,决定着所成型塑料制品的外观及内在质量,必须十分慎重,一般要在合同规定及客户要求的基础上,根据制品和模具的要求及特点选用。 3 成型零部件材料的选用原则是:根据所成型塑料的种类、制品的形状、尺寸精度、制品的外观质量及使用要求、生产批量大小等,兼顾材料的切削、抛光、焊接、蚀纹、变形、耐磨等各项性能,同时考虑经济性以及模具的制造条件和加工方法,以选用不同类型的钢材。 4 对于成型透明塑料制品的模具,其型腔和型芯均需选用高镜面抛光性能的高档进口钢材,如718(P20+Ni类)、NAK80(P21类)、S136(420类)、H13类钢等,其中718、NAK80为预硬状态,不需再进行热处理;S136及H13类钢均为退火状态,硬度一般为HB160-200,粗加工后需进行真空淬火及回火处理,S136的硬度一般为HRC40-50,H13类钢的硬度一般为HRC45-55(可根
据具体牌号确定)。 5 对于制品外观质量要求高,长寿命、大批量生产的模具,其成型零部件材料选择如下: a) 型腔需选用高镜面抛光性能的高档进口钢材,如718(P20+Ni类)、NAK80(P21类)等,均为预硬状态,不需再进行热处理。 b) 型芯可选用中低档进口P20或P20+Ni类钢材,如618、738、2738、638、318等,均为预硬状态;对生产批量不大的模具,也可选用国产塑料模具钢或S50C、S55C等进口优质碳素钢。 6 对于制品外观质量要求一般的模具,其成型零部件材料选择如下: a) 小型、精密模具型腔和型芯均选用中档进口P20或P20+Ni类钢材。 b) 大中型模具,所成型塑料对钢材无特殊要求,型腔可选用中低档进口P20或P20+Ni类钢材;型芯可选用低档进口P20类钢材或进口优质碳素钢S50C、S55C等,也可选用国产塑料模具钢。 c) 对于蚀皮纹的型腔,当蚀梨地纹时应争取避免选用P20+Ni类的2738(738)牌号。 7 对无外观质量要求的内部结构件,成型材料对钢材亦无特殊要求的模具,其成型零部件材料选择如下: a) 对于大中型模具,型腔可选用低档的进口P20或P20+Ni类钢材,也可选用进口优质碳素钢S55C、S50C或国产P20或P20+Ni类塑料模具钢;型芯可选
模具钢材一览表
模具钢材一览表奥国BOHLER塑胶模具钢 钢材代号AISI代号出厂硬度应用硬度特性和用途 M238P20+Ni HRC30-35HRC30-35 通用高精光度。钢材表面至中心硬度一致,放电加工性能能和光蚀刻性能甚佳,适合氮化等。适用于塑胶模具。 M238H P20+Ni HRC33-38HRC33-38通用高精光度,比M238有更高的强度,使用寿命更长。 M300420HRC31-35HRC31-35耐腐蚀,抗磨损,高精光度。适用于接触化学腐蚀性大,透机镜头等各类塑胶模具。 M310420MAX230HB HRC55-57防锈蚀,高精光度。耐磨性好,容易加工和抛光。用于PVC 蚀性塑胶和含磨织维塑胶的模具及光学上之模具。 M333420MAX230HB HRC53-58耐腐蚀,耐磨损,超高精光度。导热性入韧性好,适用于高光模具。 W302H13MAX230HB HRC50-54长寿,高精光度。具有高温耐磨性,可作表面氮化,电蚀,容易切削,适用于长寿塑胶模具。 法国INEUSTEEL塑胶模具钢 钢材代号AISI代号出厂硬度应用硬度特性和用途 1.2738P20+Ni HRC30-35HRC30-35通用高精光度。钢材表面至中心硬度一致。放电加工性能好好,抛光性能和光蚀刻性能佳,适合氮化等,短途于大型 1.2738H P20+Ni HRC33-38HRC33-38通用高精光度。比1.2738有更高的强度,使用寿命更长。 SP300~P20HRC30-33HRC30-33通用高强度,高精光度。切削性抛光度及腐蚀刻比常规P20能特佳,晒纹好,适用于优质注塑模和其它模具。 SP400P21HRC37-43HRC37-473时效硬化,硬度均匀,超高精光度。耐磨性强,切削性良好越,适用于高抛光度及高要求的内模件。 1.2346420HRC27-32HRC27-32耐腐蚀,高精光度,用于PVC之类化学腐蚀性塑胶模具。AH61H13MAX230HB HRC50-54长寿,高精光度。适用于长寿塑胶模具。 德国塑胶模具钢 钢材代号AISI代号出厂硬度应用硬度特性和用途 2738P20+Ni HRC28-33HRC28-33通用较高精光度。钢材表面至中心硬度一致,放电加工性能性能良好。适用于塑胶模具。 2738H P20+Ni HRC33-38HRC33-38预硬材料,通用高精光度,比738有更高的强度,是一般塑之选。 718P20+Ni HRC30-35HRC30-35通用高精光度。钢材表面至中心硬度一致。放电加工性能好和光蚀刻性能甚佳,适合氮化等。适用于塑胶模具。 718H P20+Ni HRC33-38HRC33-38通用高精光度,比718有更高的强度,使用寿命更长。 S136420MAX230HB HRC50-54防腐蚀,高精光度(可达镜面)。适用于接触化学腐蚀性,相机镜头等各类塑胶的模具。 S136H420HRC30-36HRC30-36防腐蚀,高精光度。适用于接触化学腐蚀性,透明塑胶,相类塑胶的模具。 2316~420HRC27-32HRC27-32耐腐蚀,高精光度。用于PVC之类化学腐蚀性塑胶模具。2344ESR H13MAX230HB HRC50-54长寿,高精光度。适用于长寿塑胶模具。 日本优质钢材 钢材代号
双色模具设计及双色注塑成型的36条经验
双色模具设计及双色注塑成型的36条经验: 1.双色模设计的基本原则: (1.)硬胶做1次,软胶做2次; (2.)透明做1次,非透明做2次; (3.)成型温度高的塑料做1次,成型温度低的做2次; 上述是做双色模的基本原则,否则模具会白做;另外,封胶时尽量用靠破封胶,而不用插破封胶,哪怕是建议客户修改产品也要尽量必为靠破封胶; 2.模胚导柱导套必须上下左右对称,前后模对称。 3.后模要旋转180度,前模不动。 4. 产品间距必须以注塑机炮嘴的间距为准,国外有的双色注塑机的炮嘴间距是可调的,有的不可调,国内的不可调。 5. 两个独立的顶出系统,顶棍也是两个。后模两个产品相同,顶针都相同,是旋转关系,切不可做成平移关系。 6. 顶针板只能用弹簧复位,不可用螺丝强制复位,因为后模要旋转。 7. 边锁必须在模具中心的四边,且前后模对称,否则当后模旋转180后与前模对不上。 8. 如果进胶点间距和注塑机炮嘴间距不同,顶棍孔要做成腰型的,因为注塑机顶棍间距不可调。注意国产双色注塑机大部分注塑炮嘴不可调。 9. 注意客户提供的注塑机平行炮嘴的方向,是X轴或是Y轴,以此来定产品排位的布局。 10. 运水进出水的方向必须在天地侧,且每一个循环水的进出都必须在同一面上,不可进水在天,出水在地侧,因为后模要旋转180度,要注意模胚大小不可超过注塑机出水槽的高度,否则无法接运水。
11. 第一次注塑的产品要放在非操作侧,因为第一次注塑后产品要旋转180度进行第二次注塑,正好转到操作侧,方便取产品。 12. 出口模的码模位要在操作侧和非操作侧,不可在天地侧,因为他们的产品要全自动。 13. 分型面的注意事项:后模分型面要将两个产品合并后取得的分型面为后模的;前模分型面要取单个产品的即可,不可取合并后的产品分型面。 14. 前后法兰的公差为负0.05mm,两法兰间距公差为正负0.02mm,顶棍与顶棍孔的间隙单边为 0.1mm,前后模导套导柱的中心距公差为正负0.01,模框四边和深度都要加公差,否则当后模旋转180度后,因高低不一致而产生批锋。框深公差为负0.02mm。15.如果在模胚厂已经将模胚加工完,本厂要加工唧嘴和顶棍孔时,要以4个导柱导套孔的间距中心为基准取数,否则偏差太多,容易卡死模。订模胚时要注明是双色模胚,四个导柱导套和框对称,后模旋转180度后能与前模匹配。 16. 如果是后模旋转的双色话就简单多了..两个前模芯一样...一边注塑好硬胶后.旋转180度(注意产品转的时候不能掉落,浇口可以自动分离) , 转到另外一边后再注塑软胶...注塑硬胶无需布置顶针...只需布置在软胶这边模芯即可...另外缩水要注意...如果软胶完全把硬胶缠住..则只需放硬胶的缩水...如果是轮廓相接则硬胶软胶都要放缩水。 17. 如果是一套模具的双色模具的话 ,那就是一个直炮筒,一个90度的炮筒射胶,不需要旋转,只需一个模芯,软胶与硬胶的分离方法靠行位封胶。 18. Cavity的两个外形是不同的,分别成型1种产品。而Core的两个外形完好一样。 19.模具的前、后模以中心旋转180°后,必需吻合。设计时必需做这个检查动作。 20. 留意顶针孔的位置,最小间隔210mm。大的模具须恰当增加顶棍孔的数量。并且,由于注塑机本身附带的顶针不够长,所以我们的模具中必需设计加长顶针,顶针长出
常用模具钢材的价格表
常用模具钢材的价格表 日本日立大同名称性能单价硬度 SLD(SKD-11) 特种冷冲模合金钢 58元/Kg 58-62 DAC(SKD-61) 优质热作铸模合金钢 60元/Kg 52-56 FDAC(DH2F) 特种耐热压铸模具钢 85元/Kg 37-43 DC-53 特种冷冲模合金钢 62元/Kg 60-63 HPM50(NAK80) 预加硬优质塑胶模具钢 54元/Kg 37-43 NAK55 预加硬优级塑胶模具钢 52元/Kg 36-42 SKH-9(SKH-51) 特种优质高速钢 180元/Kg 60-63 YKS3(YK30) 高级碳素工具钢 45元/Kg 58-62 SGT(SKS3) 耐磨不变形合金工具钢 43元/Kg 56-60 PX5 优质塑料模具钢 28元/kg 30-35 HPM1 塑胶模具钢 56元/Kg 37-41 HPM38 抗腐蚀镜面模具钢 88元/Kg 50-55 H3100 三宝红铜 120元/Kg 锻打铜78元/Kg DEX20 通用粉末高速钢 800元/Kg 62-66 DEX40 通用粉末高速钢 800元/Kg 64-67 S50C 优质碳素钢 16元/Kg 28-32 瑞典一胜百 618 预加硬塑胶模具钢 25元/Kg 30-35 718 预加硬塑胶模具钢 48元/Kg 30-36 718H 预加硬塑胶模具钢 56元/Kg 31-38 S136 优质抗腐蚀镜面模具钢 106元/Kg 50-53 S136H 优质抗腐蚀镜面模具钢 118元/Kg 52-55 8407 热作压铸模具钢 95元/Kg 52-56 DF-2 不变形耐磨油钢 45元/Kg 56-60 XW-41 高碳高铬工具钢 72元/Kg 58-62 58德国撒斯特 2311 塑胶模具钢 24元/Kg 30-34 2738 预加硬塑胶模具钢 28元/Kg 30-35 2316 预加硬抗腐蚀镜面模具钢 68元/Kg 30-38 2083 抗腐蚀镜面模具钢 65元/Kg 31-38 2344 热作压铸模具钢 66元/Kg 52-56 2510 不变形耐磨油钢 46元/Kg 56-60 2379 特种冷冲模合金钢 58元/Kg 58-62 德国P20 优质塑料模具钢 22元/Kg 30-33 美国P20 优质塑料模具钢 24元/Kg 30-34 奥地利百绿 M202 优质预加硬塑胶模具钢 30元/Kg 30-35 M238 优质预加硬塑胶模具钢 32元/Kg 30-36 M300 优质预加硬抗腐蚀镜面模具钢 85元/Kg 30-43 M310 优质抗腐蚀镜面模具钢 88元/Kg 50-53 W302 热作压铸模具钢 83元/Kg 52-56 K460 不变形耐磨油钢 48元/Kg 56-60 K110 特种冷冲模合金钢 58元/Kg 58-62
双色模的设计要求(精)
双色模的设计要求.txt机会就像秃子头上一根毛,你抓住就抓住了,抓不住就没了。我和你说了10分钟的话,但却没有和你产生任何争论。那么,我们之间一定有个人变得虚伪无比!过错是短暂的遗憾,错过是永远的遗憾。相遇是缘,相知是份,相爱是约定,相守才是真爱。双色模的设计要求双色模:两种塑胶材料在同一台注塑机上注塑,分两次成型,但是产品只出模一次的模具。一般这种模塑工艺也叫双料注塑,通常由1套模具完成,且需要专门的双色注塑机。$ ]1 t; x$ c( x% @ 包胶模:两种塑胶材料不一定在同一台注塑机上注塑,分两次成型;产品从一套模具中出模取出后,再放入另外一套模具中进行第二次注塑成型。所以,一般这种模塑工艺通常由2套模具完成,而不需要专门的双色注塑机。(请参考TDG51108+TDG51109、TDG51110+TDG51111)市场上双色模已经盛行,并且由于这种工艺可以使产品的外观更加漂亮,易于换颜色而可以不用喷涂,肯定将是市场潮流。但是它在富裕还刚刚起步,适用的双色注塑机也仅仅只有“ENGEL 150T”、“ENGEL 120T”两个型号。面对来自市场竞争的压力,我们必须直面迎击!现依据目前双色模在设计和生产中遇到的问题,我总结一下经验,归纳于后,希望大家在以后的设计工作中遵循。未尽之处,依《新模设计注意事项》。 1,Cavity的两个形状是不同的,分别成型1种产品。而Core的两个形状完全一样。2,模具的前、后模以中心旋转180o后,必须吻合。设计时必须做这个检查动作。3,注意顶棍孔的位置,最小距离210mm。大的模具须适当增加顶棍孔的数量。并且,由于注塑机本身附带的顶棍不够长,所以我们的模具中必须设计加长顶棍,顶棍长出模胚底板150mm左右。+ |! J f2 ^7 m+ D% A0 M% K5 ^3 E 后模底板上必须设计2个定位圈。 4,前模面板加A板的总厚度不能少于170mm。请仔细查看这种型号的注塑机的其它参考数据,比如,最大容模厚度、最小容模厚度、顶棍孔距离等。(请参考TDG51036) 5,三板模的水口最好能设计成可以自动脱模动作。特别要注意软胶水口的脱模动作是否可靠。 6,前侧SPRUE的深度不要超过 65mm。上侧(大水口)SPRUE的顶部到模胚中心的距离不小于150mm。 7,在设计第二次注塑的CAVITY时,为了避免CAVITY插(或擦)伤第一次已经成型好的产品胶位,可以设计一部分避空。但是必须慎重考虑每一处封胶位的强度,即:在注塑中,是否会有在大的注塑压力下,塑胶发生变形,导致第二次注塑可能会有
干货分享-双色模具设计经验总结
双色注塑模具经典经验分享 1.双色模设计的基本原则: (1)硬胶做1次,软胶做2次; (2)透明做1次,非透明做2次; (3)成型温度高的塑料做1次,成型温度低的做2次; 上述是做双色模的基本原则,否则模具会白做;另外,封胶时尽量用靠破封胶,而不用插破封胶,哪怕是建议客户修改产品也要尽量必为靠破封胶; 2.模胚导柱导套必须上下左右对称,前后模对称。 3.后模要旋转180度,前模不动。 4.产品间距必须以注塑机炮嘴的间距为准,国外有的双色注塑机的炮嘴间距是可调的,有的不可调,国内的不可调。 5.两个独立的顶出系统,顶棍也是两个。后模两个产品相同,顶针都相同,是旋转关系,切不可做成平移关系。 6.顶针板只能用弹簧复位,不可用螺丝强制复位,因为后模要旋转。 7.边锁必须在模具中心的四边,且前后模对称,否则当后模旋转180后与前模对不上。 8.如果进胶点间距和注塑机炮嘴间距不同,顶棍孔要做成腰型的,因为注塑机顶棍间距不可调。注意国产双色注塑机大部分注塑炮嘴不可调。 9.注意客户提供的注塑机平行炮嘴的方向,是x轴或是y轴,以此来定产品排位的布局。 10.运水进出水的方向必须在天地侧,且每一个循环水的进出都必须在同一面上,不可进水在天,出水在地侧,因为后模要旋转180度,要注意模胚大小不可超过注塑机出水槽的高度,否则无法接运水。 11.第一次注塑的产品要放在非操作侧,因为第一次注塑后产品要旋转180度进行第二次注塑,正好转到操作侧,方便取产品。 12.出口模的码模位要在操作侧和非操作侧,不可在天地侧,因为他们的产品要全自动。 13.分型面的注意事项:后模分型面要将两个产品合并后取得的分型面为后模的;前模分型面要取单个产品的即可,不可取合并后的产品分型面。
常见模具钢材的密度
常见钢料的密度,常用单位g/cm3=0.000001kg/mm3 1、普通钢铁:7.85g/cm3 2、铜的密度:8.90g/cm3,黄铜密度8.50-8.80,其中59、62、65、68号黄铜的密度是8.50,80、85、90黄铜的密度是8.70 3、模具钢: 冷作钢:Cr12密度(7.78g/cm3) Cr12Mov密度(7.85g/cm3),D2密度,SKD11密度,DC11密度,SLD密度全都是7.85g/cm3 高速工具钢:SKH9密度,W6Mo5Cr4V2,M2,M35,M42,SKH51密度,MH51,YXM1密度都是8.25g/cm3 粉末高速钢: asp-23密度,asp30密度,asp60密度都是8.25g/cm3 钨钢/硬质合金:YG20密度13.50 YG15密度14.2 YG11密度度14.50 YG8密度14.80 常用物质表(1g/cm3=1000kg/m3=1吨/立方米)
叮叮小文库冰0.92 铅11.40 银10.50 酒精0.79 水银(汞) 13.60 汽油0.75 灰口铸铁 6.60-7.40 软木0.25 白口铸铁7.40-7.70 锌7.10 可锻铸铁7.20-7.40 纯铜材8.90 铜8.90 59、62、65、68黄铜8.50 铁7.86 80、85、90黄铜8.70 铸钢7.80 96黄铜8.80 工业纯铁7.87 59-1、63-3铅黄铜8.50 普通碳素钢7.85 74-3铅黄铜8.70 优质碳素钢7.85 90-1锡黄铜8.80 碳素工具钢7.85 70-1锡黄铜8.54 易切钢7.85 60-1和62-1锡黄铜8.50 锰钢7.81 77-2 黄铜8.60 15CrA铬钢7.74 67-2.5、66-6-3-2、60-1-1黄铜8.50 20Cr、30Cr、40Cr铬钢7.82 镍黄铜8.50 38CrA铬钢7.80 锰黄铜8.50 铬、钒、镍、钼、锰、硅钢7.85 7-0.2、6.5-0.4、6.5-0.1、4-3锡青铜8.80 纯 2.70 5-5-5铸锡青铜8.80 铬镍钨钢7.80 3-12-5铸锡青铜8.69 铬钼钢7.65 铸镁 1.80 含钨9高速工具钢8.30 工业纯钛(TA1、TA2、TA3) 4.50
双色注塑模具设计30个经验分享
双色注塑模具设计30 个经验分享 双色注塑模具的设计过程有哪些经验呢?为大家盘点如下! 欢迎查看! 1. 双色注塑模具设计的基本原则: (1) 硬胶做1 次,软胶做2 次; (2) 透明做1 次,非透明做2 次; (3) 注塑成型温度高的塑料做1 次,成型温度低的做2 次; 2. 模胚导柱、导套必须上下左右对称,前后模对称。 3. 后模要旋转180 度,前模不动。 4. 产品间距必须以注塑机炮嘴的间距为准,国外有的双色注塑机的炮嘴间距是可调的,有的不可调,国内的不可调。 5. 两个独立的顶出系统,顶棍也是两个。后模两个产品相同,顶针都相同,是旋转关系,切不可做成平移关系。 6. 顶针板只能用弹簧复位,不可用螺丝强制复位,因为后模要旋转。 7. 边锁必须在模具中心的四边,且前后模对称,否则,当后模旋转180 度后,与前模对不上,就不好了。 8. 如果进胶点间距和注塑机炮嘴间距不同,顶棍孔要做成腰型的,因为注塑机顶棍间距不可调。注意:国产双色注塑机大部分注塑炮嘴不可调。 9. 注意客户提供的注塑机平行炮嘴方向,是X 轴或Y 轴,以此来定
产品排位的布局 10. 运水进出水的方向必须在天地侧,且每一个循环水的进出都 必须在同一面上,不可进水在天,出水在地侧,因为后模要旋转180 度,要注意模胚大小不可超过注塑机出水槽的高度,否则,无法接运水。 11. 第一次注塑的产品要放在非操作侧,因为第一次注塑后,产品要旋转180 度进行第二次注塑,正好转到操作侧,方便取产品。 12. 出口模的码模位,要在操作侧和非操作侧,不可在天地侧,因为他们产品要全自动。 13. 分型面的注意事项:后模分型面要将两个产品合并后取得的 分型面为后模的; 前模分型面要取单个产品的即可,不可取合并后的产品分型面。 14. 前后法兰的公差为负0.05mm两法兰间距公差为正负 0.02mm顶棍与顶棍孔的间隙单边为0.1mm前后模导套导柱的中心距公差为正负0.01 ,模框四边和深度都要加公差,否则,当后模旋转180 度后,因高低不一致而产生批锋; 框深公差为负0.02mm。 15. 如果在模胚厂已经将模胚加工完,本厂要加工唧嘴和顶棍孔时,要以4个导柱导套孔的间距中心为基准取数,否则偏差太多,容易卡死模。订模胚时,要注明是双色模胚,四个导柱导套和框对称,后模旋转180 度后能与前模匹配。 16. 如果是一套模具的双色模具的话,那就是一个直炮筒,一个90 度的炮筒射胶,不需要旋转,只需一个模芯,软胶与硬胶的分离方法
双色模的 要求与注意事项
双色模的设计要求 ●雙色模具簡介. 雙色成型實際上從二十年前就開始有了,早期主要應用在電話按鍵上,主要為滿足產品結構與外觀的需要。 ●產品特點: 1.產品精度高,品質穩定. 2.結構強度好,耐久性佳. 3.配合間隙小,良好外觀. 4.實現降低成本與作為复合部品提升附加價值. ●分兩類 1. 雙材料; 2.雙顏色 ●基本原理: 雙射成型主要以雙射成型機兩只料管配合兩套模具按先後次序經兩次成型製成雙射產品. ●工作步驟: 1.A原料經A料管射入1次成型模製成單射產品A. 2.經周期開模,產品A留於公模,成型機動模板旋轉至B合模. 3.B原料經B料管射入2次成型模製成雙射成品,開模頂出. ●流行的模具設計方案: 采用公模相同,母模不同的兩副模具. 帄行架于雙色機台上. 一個成型周期 只頂出一套模具的產品. 公模必定做一次旋轉. 同時兩副模具中必定有一 套為三板模, 需要专门的双色注塑机。 ●雙色機台: 大多產自日本,台灣及德國. 如日精, 住友華欽富強鑫百塑 ●難點: 1. 加工精度 2. 進膠位置的選擇 3.結構設計(雙材料) (目前市场上双色模已经開始流行,并且由于这种工艺可以使产品的外观更加漂亮,易于换颜色而可以省掉喷涂、鐳雕、或印刷等後制程,日後肯定将是市场的潮流。但是它在谷崧还刚刚起步,适用的双色注塑机台有住友“75T、130T、200T以及百塑200T”等型号。现依据目前双色模在设计和生产中遇到的问题,我們总结了一些经验,归纳一下,希望大家在以后的设计工作中參照。 ●設計注意: 1、Cavity side 的两个形状是不同的,分别成型1种产品;而Core side 的两个形状完全 一样。 2、模具的公、母模以中心旋转180o后,必须吻合,设计时必须做这个检查动作,而且在图面上必需注明是雙射成形模具與导柱及模板的加工方式。 3、注意KO孔的位置,詳細參照<<住友雙色机臺>>規格表。大的模具须适当增加KO 孔的数量。 4、水路盡量設計跑天地側,左右側則母模側可,公模側因爲有定位塊的存在不大行的通。 5、模腳與下固定板之間要設計螺絲連接。 6、COXON 雙射模裝機台,一射天側在上,二射天側朝下,二射在操作側。
双色注塑模具设计及双色注塑成型注意事项与经验 共三十六条
双色注塑模具设计及双色注塑成型 注意事项与经验共三十六条 1.双色注塑模具设计的基本原则: (1.)硬胶做1次,软胶做2次; (2.)透明做1次,非透明做2次; (3.)注塑成型温度高的塑料做1次,成型温度低的做2次; 上述是做双色注塑模具的基本原则,否则注塑模具会白做;另外,封胶时尽量用靠破封胶,而不用插破封胶,哪怕是建议客户修改产品也要尽量必为靠破封胶; 2.模胚导柱导套必须上下左右对称,前后模对称。 3.后模要旋转180度,前模不动。 4. 产品间距必须以注塑机炮嘴的间距为准,国外有的双色注塑机的炮嘴间距是可调的,有的不可调,国内的不可调。 5. 两个独立的顶出系统,顶棍也是两个。后模两个产品相同,顶针都相同,是旋转关系,切不可做成平移关系。 6. 顶针板只能用弹簧复位,不可用螺丝强制复位,因为后模要旋转。 7. 边锁必须在模具中心的四边,且前后模对称,否则当后模旋转180后与前模对不上。 8. 如果进胶点间距和注塑机炮嘴间距不同,顶棍孔要做成腰型的,因为注塑机顶棍间距不可调。注意国产双色注塑机大部分注塑炮嘴不可调。 9. 注意客户提供的注塑机平行炮嘴的方向,是X轴或是Y轴,以此来定产品排位的布局。 10. 运水进出水的方向必须在天地侧,且每一个循环水的进出都必须在同一面上,不可进水在天,出水在地侧,因为后模要旋转180度,要注意模胚大小不可超过注塑机出水槽的高度,否则无法接运水。 11. 第一次注塑的产品要放在非操作侧,因为第一次注塑后产品要旋转180度进行第二次注塑,正好转到操作侧,方便取产品。 12. 出口模的码模位要在操作侧和非操作侧,不可在天地侧,因为他们的产品要全自动。
模具钢材牌号对照表
常用模具钢材 厂家、牌号类别档次供货商 丰度金属、6181中 上海凌盛 丰度金属、7182高 上海凌盛瑞典 ASS S136/S136 高上海凌盛AB4 H 84075高丰度金属 84025丰度金属 1厂家、牌号类别档次 NAK553中 NAK803高 PDS-51 PX41 PX51中 供货商 丰度金属、 上海凌盛 丰度金属 、上海凌 盛 龙记、丰度 金属 龙记 上海凌盛 丰度金属 GS-312+ S GS-3181 GS-7382优 质 德 GS-7112国 特 殊 P20M1钢 材 GS-3164 GS-083/08 4 3H GS-344EF 5 S GS-6381低丰度金属 丰度金属、 低 上海凌盛 丰度金属、 中 上海凌盛 丰度金属 高、上海凌 盛 低龙记、明利 丰度金属、 上海凌盛、 丰度金属 丰度金属、 上海凌盛 中丰度金属 日本 PX881 DAI DO PXZ0低 S-STAR4 G-STAR4 PAK904 DH2F5 GSW-23111 德国 德威PM-3111 GSW-27382 丰度金属 龙记 丰度金属 、上海凌 盛 龙记、丰度 金属 丰度金属 、上海凌 盛 丰度金属 上海凌盛 龙记、丰度 金属 龙记、丰度 金属 龙记、丰度
德国EDE L 法国USIN OR 法国CLI 韩国重工业(株 )GS-23111 1 GS-2312+ S GS-23164 GS-2083/2 4 083H GS-23445 23111 3181 2316/2316 4 H 23445 CLC 27382 CLC 2316 4 H SP3001 7382 HP-1A0 HP-4A1 HP-4MA1 HAM-103 HEMS-1A4 中丰度金属 低 龙记、丰度 金属 丰度金属 丰度金属 丰度金属 龙记、丰度 中 金属 低丰度金属 龙记、丰度 德国 金属 多来 丰度金属 特 龙记、丰度 金属 龙记、丰度 金属 龙记、丰度 金属 龙记、丰度 中 金属 奥地 利 低龙记、明利 百禄 低丰度金属 中明利 高龙记加拿 大 S 明利ORE L 日本 PM-7382 GSW-23164 PM-3164 GSW-23445 23221 23281 23782 27382 2083 、208 4 3ESR 2316 、231 4 6ESR 23445 M2021 M2382 M3004 M310/310 4 H W3025 CSM-21 金属 丰度金属 龙记、丰度 金属 丰度金属 丰度金属 明利 龙记、明利 明利 丰度金属 龙记 明利、丰度 金属 丰度金属 丰度金属 丰度金属 丰度金属 丰度金属 丰度金属 龙记、明利 STD-615丰度金属 三菱 MUP1中龙记、明利
双色模具的设计及注塑成型操作知识
双色模具的设计及注塑成型操作知识 双色模具是指两种塑胶材料在同一台注塑机上注塑,分两次成型,但是产品只出模一次的模具。一般这种模塑工艺也叫双料注塑,通常由一套模具完成,且需要专门的双色注塑机。双色模具目前市场上日益盛行,这种工艺可以使产品的外观更加漂亮,易于换颜色而可以不用喷涂,但对设计及注塑成型的要求高。 1.双色模设计的基本原则:(1)硬胶做1次,软胶做2次;(2)透明做1次,非透明做2次;(3)成型温度高的塑料做1次,成型温度低的做2次;上述是做双色模的基本原则,否则模具会白做;另外,封胶时尽量用靠破封胶,而不用插破封胶,哪怕是建议客户修改产品也要尽量必为靠破封胶。
2.模胚导柱导套必须上下左右对称,前后模对称。 3.后模要旋转180度,前模不动。 4.产品间距必须以注塑机炮嘴的间距为准,国外有的双色注塑机的炮嘴间距是可调的,有的不可调,国内的不可调。 5.两个独立的顶出系统,顶棍也是两个。后模两个产品相同,顶针都相同,是旋转关系,切不可做成平移关系。 6.顶针板只能用弹簧复位,不可用螺丝强制复位,因为后模要旋转。 7.边锁必须在模具中心的四边,且前后模对称,否则当后模旋转180后与前模对不上。 8.如果进胶点间距和注塑机炮嘴间距不同,顶棍孔要做成腰型的,因为注塑机顶棍间距不可调。注意国产双色注塑机大部分注塑炮嘴不可调。 9.注意客户提供的注塑机平行炮嘴的方向,是X轴或是Y轴,以此来定产品排位的布局。 10.运水进出水的方向必须在天地侧,且每一个循环水的进出都必须在同一面上,不可进水在天,出水在地侧,因为后模要旋转180度,要注意模胚大小不可超过注塑机出水槽的高度,否则无法接运水。 11.第一次注塑的产品要放在非操作侧,因为第一次注塑后产品要旋转180度进行第二次注塑,正好转到操作侧,方便取产品。 12.出口模的码模位要在操作侧和非操作侧,不可在天地侧,因为他们的产品要全自动。
常用模具材料牌号对照表
常用模具材料牌号对照表类别中国钢号通用钢号钢材特性 塑胶模具钢 3Cr2Mo P20(美国) 618(瑞典) 预硬塑胶模具钢3Cr2NiMo 718(瑞典) P20+Ni(美国) 超预硬塑胶模具钢 钢 钢 冷作模具钢 CrWMn/SKS31/105W/Cr6高硬度,中等淬透性,价格低廉。 207-255 820-840 下料模、冲头、成型模、搓丝板顶出杆及小型塑料压模等。 9Mn2V/O2/DF-2 具有良好冲载能力,热处理变形小。≤229 780-800 厚度小于6mm 以下的小型冲压模具及切纸机、刀具等。
9CrWMn/O1/SKS3/DF-3/100Mn/CrW4 淬火变形小,具有良好的刃口保持能力,热处理变形小。197-241 820-840 薄片冲压模、手饰压花模等。 9SiCr/X100Cr/MoV51具有高硬度良好的韧性和较好的抗回火稳定性。197-241 860-880 下料模、冲头、搓丝板、压印模、顶出杆等 Cr5Mo1V/A2/SKD12/XW-10/210/Cr12空冷淬硬性铬钢,韧性极佳,高耐磨损性和抗腐蚀能力。≤255 950-1000 拉伸模、压花模、下料模、冲压模、及耐磨塑料模等。 并具有良好堆焊性217-241 880-910 应用于要求热处理变形小而施以火焰加热局部淬火的大型镶块模具及冲压厚度、≤7mm钢板大冲压模具和剪切下料模、切纸刀、 陶土模及轧辊等。 热作模具钢
5CrMnMo淬透性一般,价格较低,淬火后硬度和5CrNiMo相近,而塑性韧性相对低一些。197-241 820-850 用于制造形状简单,厚度小于250毫米的小型热锤锻 模。 5CrNiMo/L6/56Cr/NiMoV7淬火后综合力学性能较好,热强性和淬透性一般 197-241 830-860 用于制造形状简单,工作温度一般,厚度在250~350毫米之间的 中型热锤锻模块。 ≤240 抗 镁锌等金属长寿命压铸模具,部分高寿命耐磨塑料模具。 3Cr2W8V/H21/SKD5较5CrNiMo及H13在高温下有较高强度、硬度及抗回火稳定性,但韧性及抗热疲劳性能,抗熔融金属冲蚀性能不及H13 207-255 1100-1150 用于制造工作温度≥550℃并承受较高的静载荷,而冲击载荷较低的锻造 压力机模或热挤压模具。 塑料模具钢