工程机械涂装质量改善方案
涂装质量改善方案
一、存在问题
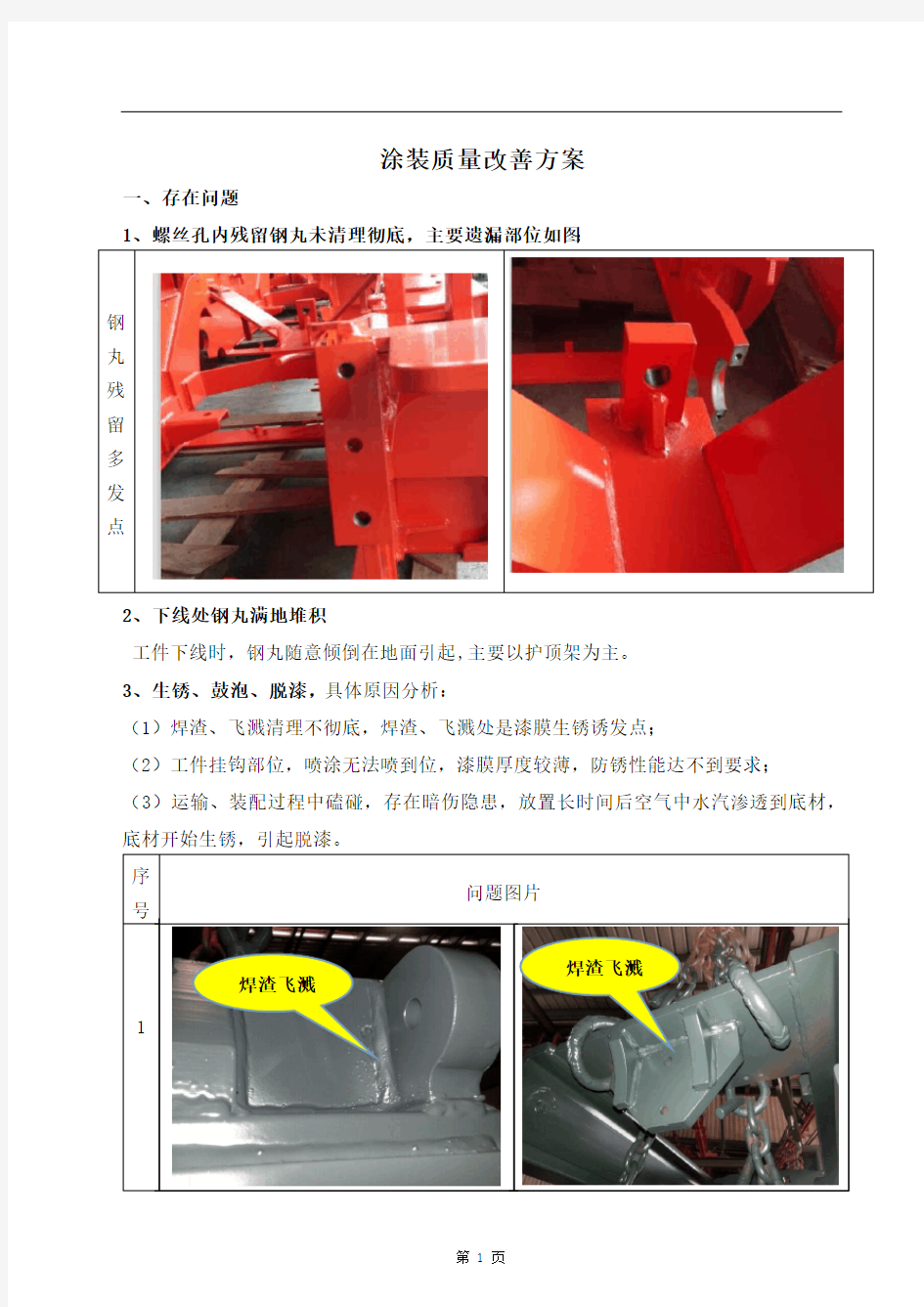
1、螺丝孔内残留钢丸未清理彻底,主要遗漏部位如图:
钢
丸
残
留
多
发
点
2、下线处钢丸满地堆积
工件下线时,钢丸随意倾倒在地面引起,主要以护顶架为主。
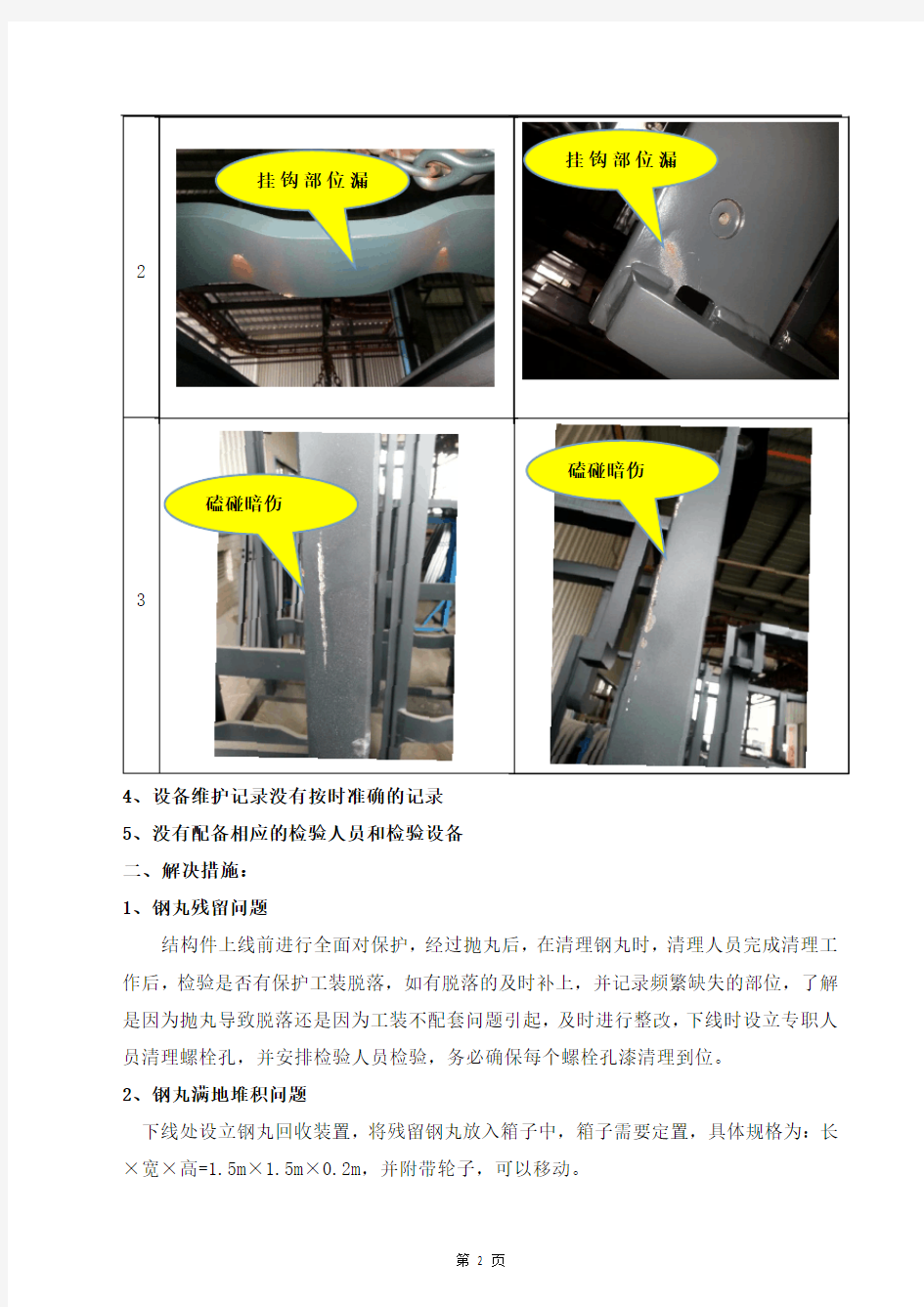
3、生锈、鼓泡、脱漆,具体原因分析:
(1)焊渣、飞溅清理不彻底,焊渣、飞溅处是漆膜生锈诱发点;
(2)工件挂钩部位,喷涂无法喷到位,漆膜厚度较薄,防锈性能达不到要求;
(3)运输、装配过程中磕碰,存在暗伤隐患,放置长时间后空气中水汽渗透到底材,底材开始生锈,引起脱漆。
序
号
问题图片
1 焊渣飞溅
焊渣飞溅
挂钩部位漏
挂钩部位漏
2
磕碰暗伤
磕碰暗伤
4、设备维护记录没有按时准确的记录
5、没有配备相应的检验人员和检验设备
二、解决措施:
1、钢丸残留问题
结构件上线前进行全面对保护,经过抛丸后,在清理钢丸时,清理人员完成清理工作后,检验是否有保护工装脱落,如有脱落的及时补上,并记录频繁缺失的部位,了解是因为抛丸导致脱落还是因为工装不配套问题引起,及时进行整改,下线时设立专职人员清理螺栓孔,并安排检验人员检验,务必确保每个螺栓孔漆清理到位。
2、钢丸满地堆积问题
下线处设立钢丸回收装置,将残留钢丸放入箱子中,箱子需要定置,具体规格为:长×宽×高=1.5m×1.5m×0.2m,并附带轮子,可以移动。
3、生锈、鼓泡、脱漆,相应解决措施
(1)需要工艺与检验部门配合评定响应的焊渣残留标准。如图1
(2)挂件处漆膜厚度不足问题
①要求下线后针对挂件处,加强漆膜修补,确保漆膜厚度符合技术要求,现目前每天自行监测漆膜厚度,针对漆膜不均、厚度不足做坚强监测,不足的及时安排返工处理。
②工艺、设备部给与支持,在保证安全及涂装质量的条件下,重新选用挂件平衡点,从源头上解决挂件处漆膜厚度不足的问题。如图2
(3)运输、装配碰伤问题,
在工件运输、装卸、装配过程中,会出现磕碰、撞击,受到污染,使漆膜遭到破坏或玷污。因此有如下建议:
①要求外购件生产厂家设计和采用专用工位器具,对喷漆面加橡胶垫进行保护。
②装配中避免野蛮操作,禁止用硬器敲砸喷漆面。如图3
③吊放中要求轻起轻落,不允许喷漆面相互磕碰。
④切断外部污染源,不允许带有尘土、钢丸、手印、踩踏胶印、油污、积水的工件进入装配车间。
⑤需要踩在工件上时,要求采用保护垫禁止直接踩踏工件表面。
1 主观面
内侧面
2
3
4、设备维护、点检记录
(1)如实填写设备维护点检记录,按要求对设备进行点检保修;
(2)整理现有设备问题,统一汇总后上报设备部门,配合设备人员对需维修方面进行维修。
5、设立专职检验人员配备检验仪器。 (1)专职自检人员: (2)增加检验设备:粘度杯、光泽仪、测厚仪
装配车间堆
涂装正常堆
挂钩点
挂钩点
6、其他几点建议
(1)大车门架焊缝太深,需要用很多原子灰才能填平,由于原子灰很容易热胀冷缩,因此一段时间后就出现开裂现象,如图1所示,希望能从根源上解决。 (2)外协件进厂后,能否要求做底漆附着力测试、测量漆膜厚度。
(3)需要门架外协配合,在门架进厂时能否将外门架在上,内门架在下,便于门架涂装完成后,下线后放置在相应工装上,而不需要再装配时进行翻转,从而较少磕碰。如图2所示。
涂-4杯
光泽仪
测厚仪
翻转外门架门架不在翻转可直接装配
支持点太短需要改门架工装
以上就是关于叉车现场存在问题及相应解决方案,如有不足请批示。