D型斗式提升机说明书
目录
1、用途及特点 (2)
2、结构说明、外形图与外形尺寸 (2)
3、提升机的技术规 (5)
4、本机订货代号的写法 (6)
5、提升机成套表及H和L值 (7)
6、提升机工作原理与结构特征 (15)
7、提升机的安装,调整和试运转 (15)
8、提升机的使用维护事项 (16)
9、滚动轴承目录 (17)
D型胶带离心斗式提升机
一、用途及特点
本系列提升机为垂直斗式提升机,它适用于向上输送粉状、粒状、小块状的无磨琢性或半磨琢性的散状物料,如煤、砂、焦末、木屑、水泥、白粉、碎块、矿石等。
本机的特点为快速离心卸料,并采用胶带作为牵引机件,故不适用于输送大块、磨琢性高以及揭取阻力大的物料。被输送物温度不应超过60℃,如采用耐热胶带允许150℃。
本机共有四种规格:D160;D250;D350;D450。
本机的输送量在3.1~6立方米/小时。我厂生产提升机高度大约在4~30米围。
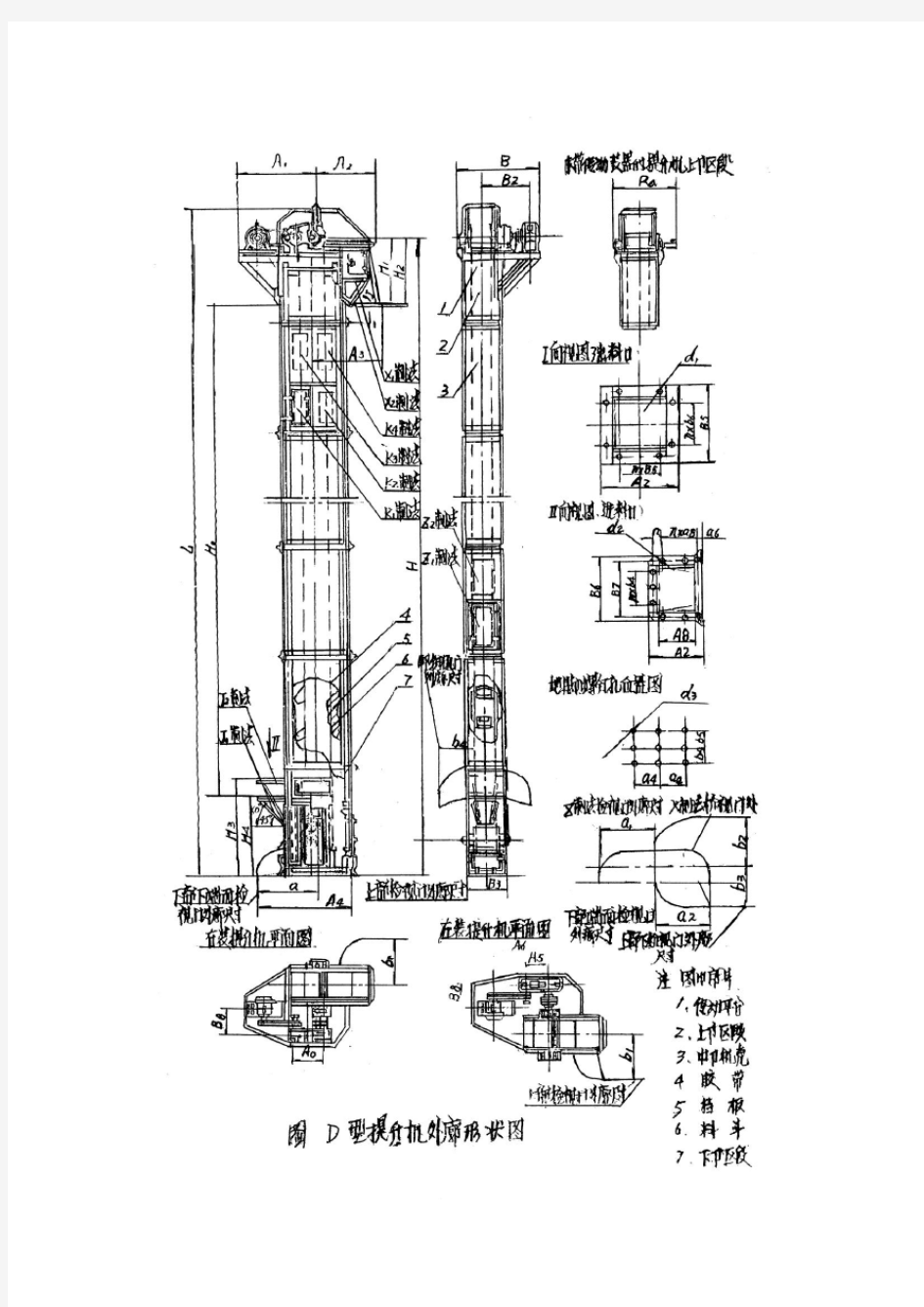
二、结构说明,外形图与外形尺寸
(一)本机系垂直胶带离心式:它由牵引机件(系采用挠性输送胶带)、料斗、带有传动滚筒的上部驱段、带有拉紧滚筒和螺旋拉紧装置的下部驱段、中间有机壳和传动装置所组成;其运行部分(牵引机件和料斗)在整个高度中,均封闭在机壳。在下部驱段上装置一进料口,输送物料由下部驱段进料口加入底部而被运动着的料斗所揭取提升向上,通过传动滚筒借离心力和物料重力的共同作用进行卸料,输送物料由上部驱段出料口泻出。
传动装置位于提升机上部,系用JO型电动机(出口采用JO2型) ,三角皮带传动轮,LQ型减速器,平衡联轴器及其安装的底座所组成,整个传动装置固定在上部传动的机壳上(见图1),再通过传动装置带动传动滚筒和牵引机件连续运转。为了防止偶然停电,造成运行部份反向运转而将料斗中的物料倾倒于下部驱段,造成下部驱段的物料阻塞现象,特在减速器的主动轴(高速轴)上装有逆止制动装置。
(二)本机具有各种不同的制法和装法:
1.按提升机料斗型式分为两种制法:
S制法----带有深圆底型料斗
Q制法----带有浅圆底型料斗
2.按上部驱段卸料口的型式分两种制法:
X1制法----带有倾斜式法兰盘的卸料口
X2制法----带有水平式法兰盘的卸料口
3、按下部驱段进料口的型式分为两种制法:
J1制法——进料口的斜面与水平面成45°角;
J2制法------进料口的斜面与水平面成60°角;
4、按中间机壳侧面检视门的位置分为四种制法:
K1制法——中间机壳侧面带有下端左检视门;
K2制法——中间机壳侧面带有下端右检视门;
K3制法——中间机壳侧面带有上端左检视门;
K4制法——中间机壳侧面带有上端右检视门;
5、按中间机壳端面检视门的位置分为两种制法:
Z1制法——中间机壳端面带有下端检视门;
Z2制法——中间机壳端面带有上端检视门;
6、按传动装置对提升机的相对位置分为两种装法:即左装和右装。
注:以上各种制法和装法参看图1
提升机各种不同制法的不变尺寸:表1
根据进出料口不同制法而变动的尺寸表2
根据传动装置不同制法而变动的尺寸表3
三、提升机的技术规
表4中列出D型提升机的输送量对于“S”制法的料斗是按充满系数φ=0.6计算的,而对于“Q”的制法之料斗是按充满系数φ=0.4计算的。
表4
上所需的功率N列于表5、6中。
带有“Q”制法的料斗按充满系数φ=1时表6
提升机传动装置技术规表7
四本机订货代号的写法
本机订货时应提出其规定代号:其规定代号是根据选好的高度H和提升机的各种制法编成,例如:D160提升机其高度H=24.62米、右装S1、X1、J2、K3、Z1、C2 制法,其规定代号为:右装提升机D160 S1 -----X1 J2----K3 Z1----C2 -----24.62。
如果提升机不带传动装置,则在提升机规定代号将传动装置的代号除掉,并在其规定代号的后面加注“不带传动装置字样”。
五提升机成套表及H和L值
D160见表9;D250见表10;D350见表11;D450见表12。
D160提升机成套表表9
D250提升机成套表表10
D350提升机成套表表11
D450提升机成套表表12
续表12
六工作原理与结构特征
本提升机的特点为垂直离心式提升机。采用运输胶带为牵引机件,料斗用皮带螺钉固定在运输胶带上,用自然流入和掏取方法进行装载、由工作边自下向上输送物料、经传动滚筒用离心法卸载。
本提升机由传动平台、上部驱段、中间机壳、运输胶带、防偏挡板、料斗、下部驱段、传动装置等部分组成。
(一)传动平台:由槽钢、角钢、钢板等件焊接组成,用螺栓固定于上部向躯段上。
(二)上部躯段:由机壳、出料口、左、右半罩、传动滚筒组等结构件和装配件组成。
(三)中间机壳:由角钢和钢板焊接成箱体结构件。为便于检查及观察,具有带门(即K、Z
制法)的和不带门的两种。
(四)运输胶带:出厂时按料斗要求冲孔,用皮带螺钉将料斗固定其上。
(五)防偏挡板,由钢板压型制成,安装于中间体机壳,保证运行部分输送物料平稳运转。
(六)料斗:由钢板焊接组成。
(七)下料躯段由下部机壳、检视门、拉紧滚筒组、进料口等部件组成。
(八)传动装置:由JO2(或Y系列)电动机、三角皮带、三角皮带轮、ZQ型减速器、弹性
联轴器、平衡联轴器,逆止装置等部件组成,传动装置部件用螺栓固定在传动平台上。
七提升机的安装、调整和试运转
(一)安装与调整:
1、据机器的重量和土壤情况,按图1地脚螺栓孔位置图及A3和B4尺寸打好基础,基础平面倾斜不得超过1/1000;
2、检查另部件是否齐全,该清洗的另件进行清洗,润滑部位清洗后加足润滑油;
3、按图1将下部躯段牢固装于基础上,其上端角钢方型法兰倾斜不得大于1/1000,然后逐一安装标准中间机壳或非标准中间机壳及K、Z制法中间机壳,各种中间机壳根据实际需要情况去调整中间机壳的位置。中间机壳安装后其上角钢方型法兰平面倾斜均不得大于1/1000,各中间机壳之间允许用石棉橡胶垫板或石棉绳进行调整,使其上角钢方型法兰达到1/1000的要求;
4、安装上部分(包括上部躯段、传动平台、传动部分);
5、安装运输胶带及料斗;
6、安装防偏挡板,与传动滚筒和拉紧滚筒距离不得大于8米;
7、提升机为直立式的,为防止倾斜,必须设支撑中间机壳的支梁并要牢固于附近建筑物上,支梁不应限止提升机在垂直方向上自由伸缩。为防止传动平台在工作中发生振动,应设支梁固定于建筑物上;
8、借助于螺旋拉紧装置使运输胶带具有正常的工作力,所以在安装中,除满足运输胶带的正常力外,还应使拉紧装置尚有未利用的行程应不小于全行程的50%;
9、当本机全部安装完毕,进行盘车,转动轻快,无碰撞现象后,可进行试运转。
(二)试运转:
1、空荷试运转:
试车前先松开逆止装置与传动平台联接螺栓,验证电动机旋转方向正确后,将其螺栓联接好,方可进行空荷试运转。运转中观察运行部分情况,不准发生敲击和卡碰现象;各轴承温升情况及逆止装置作用是否可靠;所有联接螺栓是否松动。空荷试运转两小时认为满意后,可进行6小时负荷试运转。
2、负荷试运转:
空荷试运转后检查所有联接螺栓,将松动的扭紧,按原设计的输送量及拟输送物料制定负荷试运转方案,并按方案试运转。
负荷试运转中,注意观察传动装置及上下躯段工作情况,运输胶带运行情况,运行速度是否达到设计要求,料斗的充填情况及输送量情况。
负荷试运转认为满意后可投产使用。
八提升机的使用维护事项
1、提升机在工作中要有一定技术常识和对本机性能熟悉的人员固定看管。
2、本机输送材料特性及输送量遵守本说明书,述的一切规定。
3、工作中给料均匀,防止给料过多造成下部躯段阻塞现象。
4、看人员随时观察各部运行工作情况,随时扭紧松动螺栓,绝对禁止在运转中对运动部件的
清扫和维修。
5、下部躯段的拉紧螺栓应调正适宜,保持运输胶带具有正常工作的力。注意观察料斗工作情
况,随时更换个别损坏的料斗。
6、对拆换的料斗和运输胶带应报废,原则上不准修复使用。
7、提升机必须在空荷下启动,在卸料完毕后停车。
8、提升机除保持正常润滑,拆换个别损坏零件外,每半年应全面检修一次。根据运输和平时
检修记录,制定出小、中、大修理周期。
9、提升机各部润滑周期见表13;
13
九、滚动轴承目录
见表14
表14